减震胶产品技术标准

减震胶(HC Flex 7040)
1. 范围
本标准规定了减震胶(HC Flex 7040)的产品定义、性能要求、试验方法、检验规则、使用方法、包装、运输和存储等信息。
2.产品定义
HC Flex 7040属于本公司的焊装用胶产品,名称为减震胶。
本产品是一种以合成橡胶为基材的不含溶剂的糊状胶粘剂,在室温条件下可以被高压泵输送使用,一般涂布于汽车车门内外板间、车身外覆盖件与加强筋之间,经烘烤(约170~180℃,20~30分钟)后固化完全,胶层固化后对于冷轧钢板具有一定的粘接强度,从而起到减震降噪的作用。
从上面的介绍可以看出本产品的使用部位与膨胀胶基本一致,但是本产品
经烘烤后没有发生膨胀,因此更加适用于间隙较小的部位,并且与膨胀胶相比,具有更大的刚度。
本产品对于带油钢板具有良好的附着力,与前处理过程和电泳过程相容性好,在整个前处理过程中表现出优异的耐冲洗性能,具有良好的弹性及抗腐蚀
性能。
3.性能要求
3.1 一般事项
3.1.1 实验室标准环境
a.标准环境
标准温度应该为20±2℃,标准湿度应该为65±10%。
b.常温
常温应该为5-35℃(相对温度为45-85%)
注意:在实验报告中应记录温度和湿度。
3.1.2 试样数量
对于同一检测项目的,试样数量至少要有3个。
3.2 外观
在容器中观察样品的外观。用刮刀对样品进行搅拌,并立刻检测样品的:
(1) 颜色。
(2) 气味。
(3) 是否分层、凝固。
(4) 是否分散均匀、有无机械杂质。 3.3 密度 3.3.1 设备 (1) 电子天平 。 (2) 烧杯。 3.3.2 试验过程
(1) 称量铁片的质量,记作m 1。
(2) 将装有部分水的烧杯放置于天平上,将读数清零。用金属丝将铁片悬挂在烧杯中,保证铁片全部没入水中,且没有接触到容器底部和侧壁,此时读数为铁片的悬重,记作m 2。
(3) 将样品涂于铁片上(应避免样品混入气泡),并称出铁片和样品的总质量,记做m 3
(4) 将装有部分水的烧杯放置于天平上,将读数清零。用金属丝将涂有样品的铁片悬挂在烧杯中,保证铁片全部没入水中,且没有接触到容器底部和侧壁,此时读数为涂有样品的铁片的悬重记作m4。 (5) 使用以下公式计算结果。
31
42
m m m m ρ-=
-
三次测量取平均值,结果保留小数点后两位。
3.4 固含量 3.
4.1 设备
(1) 分析天平(感量为0.1mg)。 (2) 玻璃干燥器。 (3) 恒温干燥箱。 3.4.2 试验过程
(1)首先将铝箔折成容器状,并放入恒温干燥箱中(105℃)烘烤至恒重。并称重,记作m 1,
(2)将铝箔容器放置于天平上,并将读数清零,称取约2g 样品,并用刮刀将样品均匀铺开以增大接触面积,记录此时天平读数,记作m 2。 (3)放入烘箱中烘烤105℃/2h 。
(4)将烘烤后铝箔容器放入干燥器中,待完全冷却后称重,记作m3 (5)使用以下公式计算结果。
312
100%
m m R m -=?
三次测量取平均值,结果保留小数点后两位。
3.5 剪切强度 3.5.1 设备 (1) 拉力试验机。 (2) 恒温干燥箱。 3.5.2 试验过程
(1) 制样。选用100mm×25mm×1.6mm 的冷轧钢板制作试样,使用前,用酒精将钢板表面的防锈油擦净,晾干备用。按图示方法,将样品涂于钢板的一端,将另一块铁板搭接在上面,搭接面积为25mm×12.5mm ,使用垫片控制胶层的厚度为0.2mm ,并将溢出的胶料用刮刀刮去,用夹子夹持在搭接位置,以防止在烘烤过程中搭接位置产生移动。
图1
(2) 烘烤。放入恒温干燥箱中烘烤170℃/30min,烘烤后将夹子取下,将溢出的部分用刀削去,常温下放置24h后再进行测量。
(3) 测量。使用拉力试验机进行试验,将样件的长轴与拉力试验机的中心对准,将试件固定在拉伸试验机上,确保载荷通过的方向恰好沿着中心线。在标准条件下进行试验,测定50mm/min拉伸速度下的最大剪切载荷,并使用以下公式计算其剪切强度。
P
σ=
S
σ—剪切强度。
P—最大剪切载荷。
S—搭接面积。
注:对于搭接面积,需要在试验结束后测量实际的搭接面积,对数据进行修正。
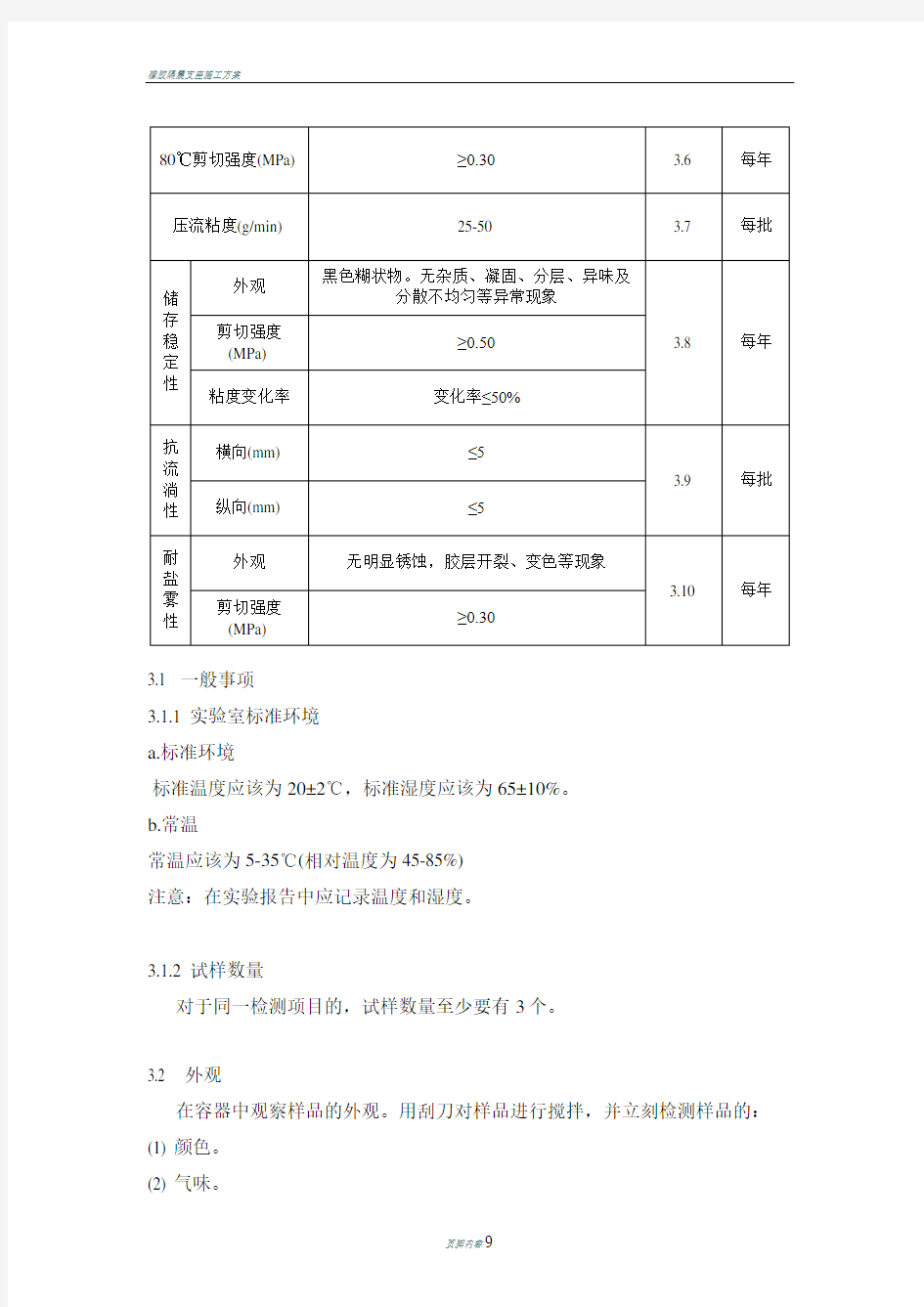
3.6 80℃剪切强度(MPa)
3.6.1设备
(1) 拉力试验机。
(2) 恒温干燥箱。
3.6.2 试验过程
重复3.5.2(1)制样、(2)烘烤两个过程,测量前在80℃条件下恒温1小时后进行测量,使用拉力试验机进行试验,将样件的长轴与拉力试验机的中心对准,将试件固定在拉伸试验机上,确保载荷通过的方向恰好沿着中心线。在标准条件下进行试验,测定50mm/min拉伸速度下的最大剪切载荷P,并使用以下公式计算其剪切强度。
P
σ=
S
σ—剪切强度。
P—最大剪切载荷。
S—搭接面积。
注:对于搭接面积,需要在试验结束后测量实际的搭接面积,对数据进行修正。
3.7 压流粘度
3.7.1 设备
(1) 压流粘度计。
(2) 电子天平。
(3) 秒表。
3.7.2 试验过程
(1) 首先将压流粘度计的料筒取下,将样品装入料筒中(避免混入气泡),将料筒放入恒温装置(20℃)中一段时间,当料温稳定为20±0.5℃后将料筒重新装回压流粘度计上,开始测量。
(2) 调节压流粘度计的压力表至0.4MPa,选用3mm孔径挤出口。将电子天平放置挤出口的下方,并将天平的读数清零,开启气泵的同时启动秒表,记录样品每分钟挤出的质量,单位为g/min。
(3) 三次测量取平均值,试验记录中须标注挤出口的孔径,测量时样品的温度,压力值及最终压流粘度值,例如40g/min(0.4MPa,3mm,20.0℃)。
3.8 储存稳定性
3.8.1 设备
(1) 恒温干燥箱或恒温水浴锅。
(2) 压流粘度计。
(3) 拉力试验机。
3.8.2 模拟实验。
找一容器盛放样品300g-500g,将容器口密封好,放入恒温装置中保持40℃/168h,试验结束后,将样品取出并冷却至室温后再进行检测。
3.8.3 外观
试验方法同3.2。
3.8.4 剪切强度
试验方法同3.5。 3.8.5 粘度变化率
按试验方法3.7测定材料的压流粘度1η,按以下公式进行计算。
1
100%ηηηη-?=
?
Δη—粘度变化率。
η —初始粘度,模拟实验前的压流粘度。
1η —最终粘度,模拟实验后的压流粘度
3.9 抗流淌性 3.9.1 设备 (1) 恒温干燥箱 (2) 游标卡尺 3.9.2 试验过程
(1) 在钢板纵横方向上各涂一条直径5mm ,长80mm 的样条,划线记录此时样品最下端的位置。
(2) 将钢板垂直放置于常温环境中10min ,再垂直放入恒温干燥箱中烘烤170℃/30min ,取出后使用游标卡尺测量样品在纵横两个方向上的最大滑移距离。
图 2
3.10 耐盐雾性 3.10.1 设备