控制计划(模板)资料
此文档仅供收集于网络,如有侵权请联系网站删除
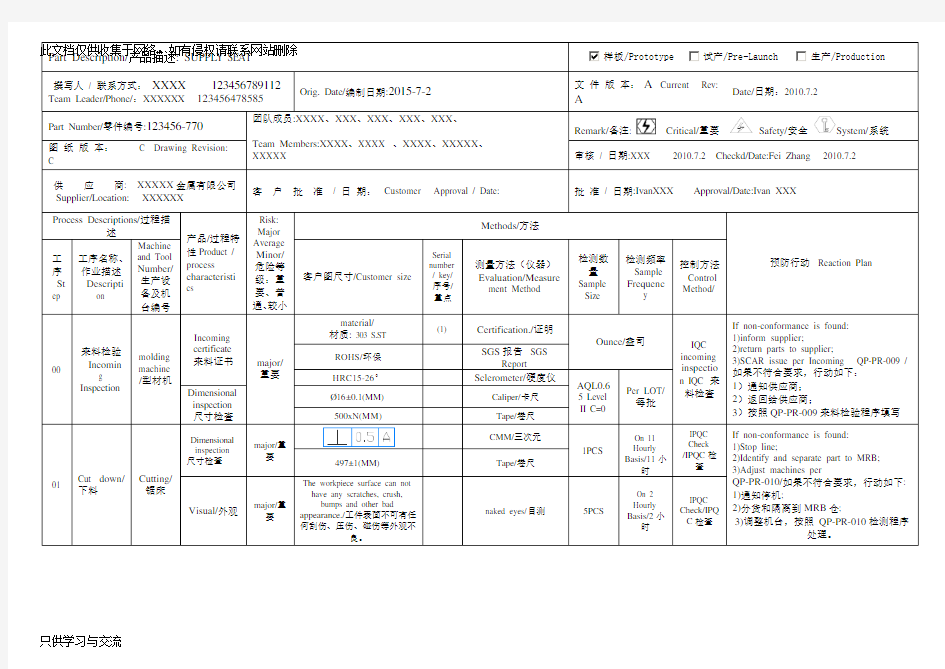
Part Description/产品描述: SUPPL Y SEAT 样板/Prototype试产/Pre-Launch生产/Production
撰写人/ 联系方式:XXXX123456789112 Team Leader/Phone/:XXXXXX 123456478585Orig. Date/编制日期:2015-7-2
文件版本:A Current Rev:
A Date/日期:2010.7.2
Part Number/零件编号:123456-770
团队成员:XXXX、XXX、XXX、XXX、XXX、
Team Members:XXXX、XXXX 、XXXX、XXXXX、
XXXXX Remark/备注: Critical/重要Safety/安全System/系统
图纸版本: C Drawing Revision:
C 审核/ 日期:XXX 2010.7.2 Checkd/Date:Fei Zhang 2010.7.2 供应商: XXXXX金属有限公司
Supplier/Location: XXXXXX
客户批准/ 日期:Customer Approval / Date: 批准/ 日期:IvanXXX Approval/Date:Ivan XXX
Process Descriptions/过程描
述
产品/过程特
性Product /
process
characteristi
cs
Risk:
Major
Average
Minor/
危险等
级:重
要、普
通、较小
Methods/方法
预防行动Reaction Plan
工序St ep 工序名称、
作业描述
Descripti
on
Machine
and Tool
Number/
生产设
备及机
台编号
客户图尺寸/Customer size
Serial
number
/ key/
序号/
重点
测量方法(仪器)
Evaluation/Measure
ment Method
检测数
量
Sample
Size
检测频率
Sample
Frequenc
y
控制方法
Control
Method/
00 来料检验
Incomin
g
Inspection
molding
machine
/型材机
Incoming
certificate
来料证书major/
重要
material/
材质: 303 S.ST
(1) Certification./证明
Ounce/盎司IQC
incoming
inspectio
n IQC 来
料检查
If non-conformance is found:
1)inform supplier;
2)return parts to supplier;
3)SCAR issue per Incoming QP-PR-009 /
如果不符合要求,行动如下:
1)通知供应商;
2)返回给供应商;
3)按照QP-PR-009来料检验程序填写
ROHS/环保
SGS报告SGS
Report
HRC15-26°Sclerometer/硬度仪
AQL0.6
5 Level
II C=0
Per LOT/
每批
Dimensional
inspection
尺寸检查
?16±0.1(MM) Caliper/卡尺
500xN(MM)Tape/卷尺
01 Cut down/
下料
Cutting/
锯床
Dimensional
inspection
尺寸检查
major/重
要
CMM/三次元
1PCS
On 11
Hourly
Basis/11小
时
IPQC
Check
/IPQC检
查
If non-conformance is found:
1)Stop line;
2)Identify and separate part to MRB;
3)Adjust machines per
QP-PR-010/如果不符合要求,行动如下:
1)通知停机;
2)分货和隔离到MRB仓;
3)调整机台,按照QP-PR-010检测程序
处理。
497±1(MM) Tape/卷尺
Visual/外观major/重
要
The workpiece surface can not
have any scratches, crush,
bumps and other bad
appearance./工件表面不可有任
何刮伤、压伤、碰伤等外观不
良。
naked eyes/目测5PCS
On 2
Hourly
Basis/2小
时
IPQC
Check/IPQ
C检查
此文档仅供收集于网络,如有侵权请联系网站删除 Process Descriptions/过程描述
产品/过程特性 Product or Process Characteristi
c
Risk: Major Averag e Minor/危险等级:重要、普通、较小
Methods/方法
预防行动 Reaction Plan
工
序 St ep
工序名称、作业描述
Descripti
on
Machine
and Tool
Number/生产设备及机台编号
客户图尺寸/Customer size
(INCH )
Serial number / key/序号/重点
测量方法(仪器) Evaluation/Measure
ment Method
检测数量Sample Size
检测频率 Sampl e Frequen cy
控制方法 Contr ol Method/
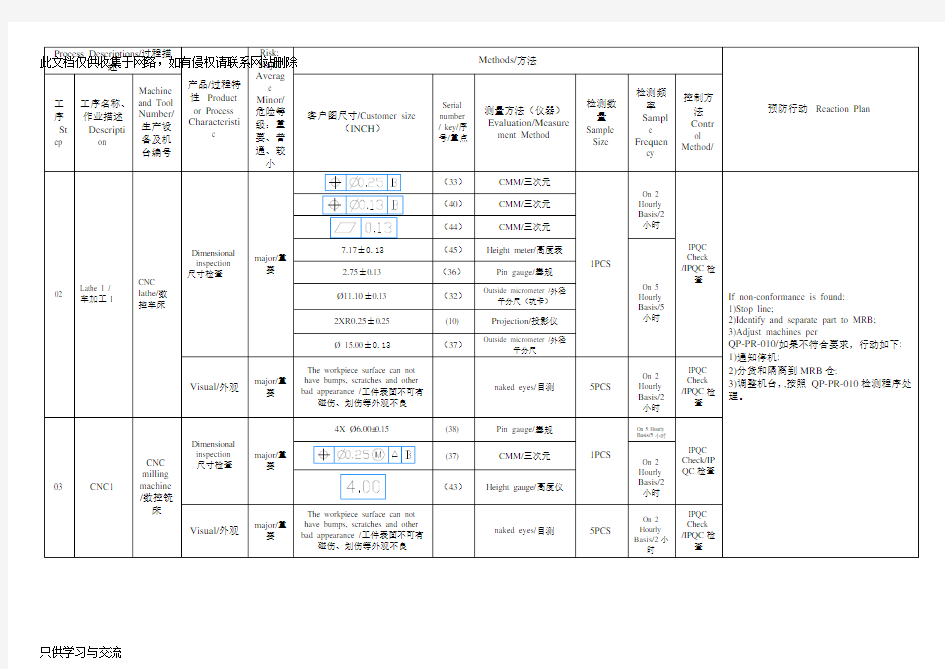
04
Lathe 2/ 车加工2
CNC lathe/数控车床
Dimensional inspection 尺寸检查
major/重要
? 13.72±0.13 (41) Outside micrometer /外径
千分尺
1PCS
On 5 Hourly Basis/5小时
IPQC Check /IPQC 检查
If non-conformance is found: 1)Stop line;
2)Identify and separate part to MRB; 3)Adjust machines per
QP-PR-010/如果不符合要求,行动如下: 1)通知停机;
2)分货和隔离到MRB 仓; 3)调整机台,,按照 QP-PR-010检测程序处理。
8.00±0.13 (23) Projection/投影仪 65.00°±0.25° (19) CMM/三次元 R0.4+0/-0.4 (20) Projection/投影仪 ? 9.00±0.13 (29) Pin gauge/塞规 0.75±0.13 (15) Projection/投影仪 45°±2.5° (16) Projection/投影仪 0.25±0.13
(17) Projection/投影仪 45°±2.5°
(18) Projection/投影仪 Ra0.8 (9)
CPK key
Roughness instrument/
粗糙度仪 0.30±0.02
(22) Projection/投影仪 1PCS
On 2 Hourly Basis/2小时
(42) CMM/三次元 ? 9.500±0.005
(27) Pin gauge/塞规 (26) CMM/三次元
(28) CMM/三次元 10.95±0.05
(24)
Height meter/高度表
(25)
CMM/三次元
Visual/外观
major/重要
The workpiece surface can not have bumps, scratches and other bad appearance /工件表面不可有
碰伤、划伤等外观不良
naked eyes/目测 5PCS
On 2 Hourly Basis/2小时
IPQC Check /IPQC 检查
控制计划(模板)资料
此文档仅供收集于网络,如有侵权请联系网站删除 Part Description/产品描述: SUPPL Y SEAT 样板/Prototype试产/Pre-Launch生产/Production 撰写人/ 联系方式:XXXX123456789112 Team Leader/Phone/:XXXXXX 123456478585Orig. Date/编制日期:2015-7-2 文件版本:A Current Rev: A Date/日期:2010.7.2 Part Number/零件编号:123456-770 团队成员:XXXX、XXX、XXX、XXX、XXX、 Team Members:XXXX、XXXX 、XXXX、XXXXX、 XXXXX Remark/备注: Critical/重要Safety/安全System/系统 图纸版本: C Drawing Revision: C 审核/ 日期:XXX 2010.7.2 Checkd/Date:Fei Zhang 2010.7.2 供应商: XXXXX金属有限公司 Supplier/Location: XXXXXX 客户批准/ 日期:Customer Approval / Date: 批准/ 日期:IvanXXX Approval/Date:Ivan XXX Process Descriptions/过程描 述 产品/过程特 性Product / process characteristi cs Risk: Major Average Minor/ 危险等 级:重 要、普 通、较小 Methods/方法 预防行动Reaction Plan 工序St ep 工序名称、 作业描述 Descripti on Machine and Tool Number/ 生产设 备及机 台编号 客户图尺寸/Customer size Serial number / key/ 序号/ 重点 测量方法(仪器) Evaluation/Measure ment Method 检测数 量 Sample Size 检测频率 Sample Frequenc y 控制方法 Control Method/ 00 来料检验 Incomin g Inspection molding machine /型材机 Incoming certificate 来料证书major/ 重要 material/ 材质: 303 S.ST (1) Certification./证明 Ounce/盎司IQC incoming inspectio n IQC 来 料检查 If non-conformance is found: 1)inform supplier; 2)return parts to supplier; 3)SCAR issue per Incoming QP-PR-009 / 如果不符合要求,行动如下: 1)通知供应商; 2)返回给供应商; 3)按照QP-PR-009来料检验程序填写 ROHS/环保 SGS报告SGS Report HRC15-26°Sclerometer/硬度仪 AQL0.6 5 Level II C=0 Per LOT/ 每批 Dimensional inspection 尺寸检查 ?16±0.1(MM) Caliper/卡尺 500xN(MM)Tape/卷尺 01 Cut down/ 下料 Cutting/ 锯床 Dimensional inspection 尺寸检查 major/重 要 CMM/三次元 1PCS On 11 Hourly Basis/11小 时 IPQC Check /IPQC检 查 If non-conformance is found: 1)Stop line; 2)Identify and separate part to MRB; 3)Adjust machines per QP-PR-010/如果不符合要求,行动如下: 1)通知停机; 2)分货和隔离到MRB仓; 3)调整机台,按照QP-PR-010检测程序 处理。 497±1(MM) Tape/卷尺 Visual/外观major/重 要 The workpiece surface can not have any scratches, crush, bumps and other bad appearance./工件表面不可有任 何刮伤、压伤、碰伤等外观不 良。 naked eyes/目测5PCS On 2 Hourly Basis/2小 时 IPQC Check/IPQ C检查
质量控制计划-模板
XX系统 质量控制计划书 拟制:日期:2014/5/10 审核:日期:
1.介绍 1.1.文档目的 为了健全和完善XXX系统设计开发的质量管理体系,促进质量管理活动系统化、规范化,以确保所交付的XXX系统能够满足规定的各项具体需求。 1.2.文档范围 本质量管理计划涵盖所有与XXX系统设计开发有关的质量目标和具体措施涉及需求分析阶段、设计阶段、编码阶段、测试阶段、工程实施阶段。 本质量管理计划由以下几个部分组成: (1)介绍:即本章节,概要介绍文档目的、范围、缩略词、参考资料。 (2)项目概述:开发系统概述、质量管理的角色和职责、生命周期各阶段的主要交付物。 (3)项目生命周期各阶段的质量检查点:列出各阶段的质量检查计划表,包括责任人、检查时间、检查任务。 (4)质量检查和确认技术:描述针对不同的对象而采用的特定的质量控制方法和技术及质量 问题的级别和处理流程等。 (5)项目生命周期各阶段的量化质量目标。 1.3 缩写 PM –项目经理 QA –质量保证 SA –系统分析工程师 A&D –系统设计员 RA –需求分析员 PC –流程审核员
SCM –软件配置管理员 2.项目概述 2.1.项目组织结构 为了实现有效的项目管理,开发小组将划分为技术队伍和QA 队伍。项目经理对技术队伍进行任务分配和进度检查,技术经理对技术队伍进行技术指导和检查。技术队伍又划分为:需求分析人员、系统设计人员、软件开发人员、美工设计人员、配置管理员、产品包装人员。QA 队伍对整个项目的质量保证负责,直接向质量保证经理汇报。QA 队伍划分为:流程检查人员和测试人员 2.2.质量管理 2.2.1.质量管理的角色和职责 质量控制是XXX系统组每个成员的职责; 质量保证经理对整个项目的质量全权负责, 并签字确认; 项目经理负责任务的分配和监督项目进度,制定相关的工作计划和联系客户; QA 队伍负责制订、检查和督促本计划的实施,及时发现项目工作中的问题,并通过评审总 结报告、项目周报等形式向各项目组成员汇报质量活动的结果; 项目功能小组各组长在每个软件开发生命周期阶段结束后,总结本模块的软件质量状况和质 量目标的实现情况,以确保整个项目目标的实现。对质量目标应定期进行考核,以追求质量 管理体系的持续改进; 流程检查人员负责通过检查文档审核开发各阶段是否可以通过; 测试人员负责对软件的质量和对需求实现的程度进行把关,并定期整理测试情况分析报告交 项目经理、系统分析人员; 配置管理员负责有关软件配置项及项目各生命周期交付文档管理和变更控制工作;
质量策划、质量计划和控制计划的区别
质量策划、质量计划和控制计划的区别 质量 本帖最后由hnwang于2009-5-110:22编辑 1、质量策划是一种活动,或者叫工作。 它做两件事: 1)制定质量目标;或者叫在某时间范围内要达到的要求; 2)选择、确定必要的过程和资源来实现前面确定的目标。 在质量管理体系中分成质量策划体系、质量保证体系、质量控制体系和质量改进体系,这四个分体系。负责管理质量策划活动的体系就是质量策划体系。 2、质量计划是通过质量策划以后编制的。它是一份文件。质量策划是针对某个产品、项目、合同进行的,确定目标和在质量方面如何利用质量管理体系过程和资源来实现某个产品、项目、合同。ISO9001第7.1条要求就是针对这个产品、项目、合同策划的要求。策划结果编制质量计划。具体的可以参考国际标准ISO10005:2005。如果某公司只有一个产品,那么,ISO9001质量管理体系也就是相当于这个质量计划。如果您的公司建立符合ISO9001标准的体系,那么,质量计划就是通过质量策划以后,决定如何利用这个符合ISO9001标准的体系中有关的各种资源来实现某一产品、项目、合同的质量计划。包括具体的目标和实现目标的各种过程。 3、而控制计划是指产品中某一零件、工序等如何加以控制的计划。您看看汽车行业中APQP有具体的一章专门用来描述如何编制这个控制计
划。TS16949的后面也有这方面的具体要求。
4、所谓“计划”,或者说一份书面的计划,它都是质量策划活动的结果用书面描述的文件。应当至少包括两方面的内容:一是质量目标,对产品来说就是质量要求;二是如何达到这个质量目标所采用的过程,利用的资源,譬如设备、工具等。对产品来说这个过程可能就叫作业。通过它来描述如何控制达到目标的。由于过程本身就是一个系统,因此,通常也就包含了如何利用质量管理体系内各种现有过程的描述。必要的时候,要开发新的过程,或者在原来过程、作业的基础上做一些修改和补充,来满足需要。有了计划这样的补充,那么原来的过程、作业就能标准化了。便于管理和控制了。 5、有的单位把“质量计划”等同于“控制计划”。有的叫“工艺规范”,或者其他什么名称。文件的名称叫什么不是主要的。如果您已经有了这类文件,特别是有的单位已经有了质量管理体系的文件,应当根据ISO9001标准要求,和现有的文件来对照,特别对控制计划的内容,可以参考APQP后面第六章的内容来对照,如果现有文件可以满足标准要求,或者现有的文件内容完全满足产品质量计划和具体的控制计划的内容要求,也就没有必要因为贯彻ISO9001标准而把所有文件重新编写。 6、体系策划、产品策划、设计和开发策划和生产和服务提供策划这四者区别和联系 a)标准5.4条规定质量管理体系的策划。从标准可见5.4.1条确定目标;5.4.2条是确定实现目标的过程,把过程组成符合4.1条要求的体系。就是做策划的两件事;策划结果用质量
控制计划编制办法
控制计划编制办法
控制计划编制办法 1 目的: 对控制零件和过程的体系,通过控制特性的过程监视和控制方法来最大限度地减少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制计划在整个产品寿命周期中得到保持和使用,确保按顾客的要求制造出优质的产品。 2 范围: 适用于本公司内所有的产品质量策划。 3 引用文件: 《产品质量先期策划控制程序》 《文件和资料控制程序》 《质量记录控制程序》 《生产过程控制程序》 4 术语和定义: 无 5 职责: 项目组负责制定与控制计划。 6工作流程和内容: 6.1 当顾客和公司有需求和要求时,项目小组在不同阶段制订出相应的控制计划(即:样件控制计划、试生产控制计划、生产控制计划),技术部门按工艺文件将其发行至相关部门,由其执行。 6.1.1 控制计划应包括原材料及零件在生产过程中所有的生产过程和检验过程,包括保证所有的过程输出将处于控制状态的进货、过程中、出厂和阶段性的要求。 6.1.2 控制计划应列出各过程控制中控制特性的过程监视和控制方法及所使用的控制措施,并随着测量系统和控制方法的评价和改进进行修订。 6.1.3针对新产品,技术部门将建立和制订其单独的样件控制计划、试生产控制计划、生产控制计划;针对常规产品(即:老产品、旧产品),技术部门将根据其系列分类和相同的工艺流程/过程建立和制定其通用的生
产控制计划。 6.2为了达到过程控制和改进的有效性,项目组应利用所有可用的信息来制订控制计划,制订控制计划的信息可包括: 6.2.1 过程流程图; 6.2.2 设计/过程失效模式及后果分析; 6.2.3 特殊特性; 6.2.4 从相似零件得到的经验; 6.2.5 项目组对过程的了解; 6.2.6 设计评审; 6.2.7 优化方法(如:QFD,DOE等)。 6. 3 新产品开发过程中根据进度计划要求,由项目小组制定样件、试生产和生产的控制计划。 6.3.1 样件控制计划:在样件试制过程中,对将要涉及的产品尺寸测量、材料和性能/功能试验做出描述。如顾客有要求时,公司必须编制样件控制计划;样件控制计划中的内容必须包括产品总成的全尺寸检验和功能/性能试验(破坏性试验除外),且其检查的频率和容量必须为连续性和100%。样件试制数量一般为2—5件。 6.3.2 试生产控制计划:在样件试制之后,大批量生产投产之前,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统等做出描述。试生产控制计划中的内容必须包括产品总成的尺寸检验和功能/性能试验(破坏性试验除外),试生产试作的数量一般为100—200件之间,除非顾客另有书面规定。 6.3.3 生产控制计划:在批量生产过程中,对产品/过程特性所涉及尺寸测量、材料和性能/功能试验、过程控制、检验和试验的测量系统做出书面描述。生产控制计划中的内容必须包括产品总成的尺寸检验和功能/性能试验、产品最终审核,且其检查的频率和容量可以以抽样的方式进行(生产控制计划中的全尺寸检验和功能/性能试验的检查频率和容量一般为每种产品每年至少一次和一件)。 6. 4 控制计划的制定采用“控制计划”表进行(如顾客有特殊要求时则依顾客规定的表单进行)。 6. 5 如顾客有要求时,样件、试生产、生产控制计划必须经顾客批准后,
控制计划管理程序
程序文件 QP-7.3-04控制计划管理程序 发布 2010-10-20 实施2010-10-20 XX汽车配件有限公司发布
控制计划管理程序 龟形图过程识别: 过程区分顾客导向过程管理过程支持过程过程关联图 使用什么方式?由谁进行? (材料/设备/装置)(能力/技能/知识/培训)电脑、打印机项目小组全体人员 输入输出要求是什么?过程名称(要交付的是什么?) 控制计划顾客提供的图纸和信息, 已往的产品开发经验、 PFEMA过程设计和开 发过程 如何做?使用的关键准则是什么? (方法/程序/技术)(测量/评估)控制计划管理程序PPAP提交一次通过率
1 目的: 对控制零件和过程的体系,通过控制特性的过程监视和控制方法来最大限度地减 少过程和产品变差;并随着测量系统和控制方法的评价和改进对其进行修订,使控制 计划在整个产品寿命周期中得到保持和使用,确保按顾客的要求制造出优质的产品。 2 范围: 适用于本公司内所有的产品质量策划。 3 引用文件: QP-7.3-01 《产品质量先期策划控制程序》 QP-4.2-01 《文件和资料控制程序》 QP-4.2-02 《质量记录控制程序》 QP-7.5-01 《生产过程控制程序》 4 术语和定义: 无 5 职责: 项目组负责制定与控制计划。 6工作流程和内容: 6.1 当顾客和公司有需求和要求时,项目小组在不同阶段制订出相应的控制计划(即:样件控制计划、试生产控制计划、生产控制计划),技术部门按工艺文件将其发行至相关部门,由其执行。 6.1.1 控制计划应包括原材料及零件在生产过程中所有的生产过程和检验过程,包括 保证所有的过程输出将处于控制状态的进货、过程中、出厂和阶段性的要求。 6.1.2 控制计划应列出各过程控制中控制特性的过程监视和控制方法及所使用的控制 措施,并随着测量系统和控制方法的评价和改进进行修订。 6.1.3针对新产品,技术部门将建立和制订其单独的样件控制计划、试生产控制计划、生产控制计划;针对常规产品(即:老产品、旧产品),技术部门将根据其系列分类和相同的工艺流程/过程建立和制定其通用的生产控制计划。 6.2为了达到过程控制和改进的有效性,项目组应利用所有可用的信息来制订控制计划,制订控制计划的信息可包括: 6.2.1 过程流程图; 6.2.2 设计/过程失效模式及后果分析; 6.2.3 特殊特性;
质量保证计划(模板)
. xx项目 质量保证计划 V1.0 xx有限公司 xx年xx月
文档修订记录
目录 第1章过程简介 (1) 1.1 本文目的 (1) 1.2 适用范围 (1) 1.3 术语和定义 (1) 1.4 参考文档 (1) 第2章职责 (2) 2.1 质量机构 (2) 2.2 质量经理职责 (2) 2.3 质量工程师职责 (2) 2.4 其他相关人员的职责 (3) 第3章资源、工具和方法 (4) 3.1 资源 (4) 3.2 工具 (4) 3.3 方法 (5) 3.4 标准、约定、规范和度量 (5) 第4章质量经理任务 (7) 4.1 协助召开内部启动会 (7) 4.1.1 培训项目管理体系 (7) 4.1.2 协助制定项目计划 (8) 4.1.3 制定质量保证计划 (8) 4.1.4 评估过程质量 (8) 4.1.5 项目执行的支持 (9) 4.1.6 收集过程改进意见 (9) 4.1.7 项目日常监控 (9) 4.1.8 协助管理结项 (10) 第5章进度安排 (11) 第6章评审与审计 (12) 6.1 评审 (12) 6.2 审计 (12) 第7章记录的收集、保存和传递 (14)
第1章过程简介 1.1 本文目的 本计划的目的是制订项目的各种必要的质量保证措施,以保证所交付的服务能够满足项目预定需求。 在本计划中,明确了质量经理的职责和任务,安排质量保证活动的进度,充分起到对项目执行质量保证活动的指导,使项目的质量保证活动能够全面和有计划的进行,确保质量保证活动与项目整个生命周期的全部活动在时间和范围上保持一致,从而使管理者对项目正使用的过程和正构造的产品或服务有适当的了解,及时预防任何潜在的质量问题,以确保纠正措施能及时的实施,辅助项目组得到高质量的最终产品或服务。 1.2 适用范围 本计划按照公司级质量保证过程定义、模板制定,内容覆盖了质量经理的职责、质量经理的任务、进度安排、记录和报告、以及资料工具和方法等。 本计划的执行贯穿于项目生命周期的全过程。 1.3 术语和定义 QA:质量保证 1.4 参考文档 《质量体系文件》 《质量保证》过程定义
生产一致性控制计划(模板)
生产一致性控制计划 (为满足CNCA—02C—023:2008 规则对生产一致性控制的要求) 本《生产一致性计划》适用认证产品XXXXXXX 车型系列(涵盖如下CCC 证书) 申请编号证书编号产品名称 生产厂: 版本号Version No.: 车型系列Vehicle Type: 发布日期Release Date:
目录 第一章生产一致性控制的文件化规定 第二章产品涉及的标准及相关部件、过程的控制规定 第三章整车 COP 试验设备、人员的控制要求 第四章生产一致性控制计划申报、变更和执行的要求 第五章制造商对发生生产不一致情况的处理规定 第六章制造商对产品不一致的追溯处理措施 第七章制造商对分级管理的思路及采取的可靠性验证措施第八章适用多个车型系列及不在同一装配现场时的说明
第一章生产一致性控制的文件化规定 制造商为有效控制批量生产的认证产品的结构及技术参数和型式试验样品的一 致性所制定的文件化的规定。 总体上描述控制计划的内容、制造商为保证生产一致性所采取的手段和方法以及控制计划本身作为文件化的规定在编制可执行方面的具体要求。(实际上也是总体质量计划的概念,阐述企业从设计开发、采购、生产制造到销售服务全过程中的产品一致性控制过程,应将 CCC规定和企业现有质量体系文件结合(可引用)表述,后几章的内容也在此章节有表述。)
第二章产品涉及的标准及相关部件、过程的控制规定 制造商按照车型系列并对应实施规则中各项标准制定的产品必要的试验或相关 检查的内容、方法、频次、偏差范围、结果分析、记录及保存的文件化的规定。 以及按照各项标准识别关键部件、材料、总成和关键制造过程、装配过程、检验 过程并确定其控制要求。对于不在工厂现场进行的必要的试验或相关检查以及控 制的关键部件、材料、总成和关键制造过程、装配过程、检验过程,应在计划中 特别列出,并说明控制的实际部门和所在地点。认证标准中对生产一致性控制有 规定的项目,工厂的控制规定不得低于标准的要求。 按照本车型系列应满足的标准为技术主线,对影响标准符合性的关键部件、关键 过程以及必要的检验和检查进行控制。 制造商也可以直接列出所有关键部件和关键工序,并不与标准进行一一挂钩,但 要确保所有被识别的标准都得到有效控制,不被遗漏。 对于整车 COP 检验项目的执行,建议企业至少参照附件 1 所给出的项目列表。企业根据车型系列制订 COP 检验计划,明确检验的依据标准、标准条款、抽样方法、检验频次、检验方法、结果确认等内容,抽取的车型应能覆盖车型系列,认证机 构经技术判定并认可后由企业实施 COP 检验。 如企业有异议,也可在提交计划后进行说明。若最终认证机构和企业没能达成共识,制造商在同意并保证配合认证机构进行产品后续抽样试验复核的前提下,可 向认证机构提交确保生产一致性和后续复核措施的保证函,认证机构可接受制造 商的 COP 检验计划。
控制计划(模板)(新)
所谓的光辉岁月,并不是以后,闪耀的日子,而是无人问津时,你对梦想的偏执。 Part Description/产品描述: SUPPL Y SEAT 样板/Prototype试产/Pre-Launch生产/Production 撰写人/ 联系方式:XXXX123456789112 Team Leader/Phone/:XXXXXX 123456478585Orig. Date/编制日期:2015-7-2 文件版本:A Current Rev: A Date/日期:2010.7.2 Part Number/零件编号:123456-770 团队成员:XXXX、XXX、XXX、XXX、XXX、 Team Members:XXXX、XXXX 、XXXX、XXXXX、 XXXXX Remark/备注: Critical/重要Safety/安全System/系统 图纸版本: C Drawing Revision: C 审核/ 日期:XXX 2010.7.2 Checkd/Date:Fei Zhang 2010.7.2 供应商: XXXXX金属有限公司Supplier/Location: XXXXXX 客户批准/ 日期: Customer Approval / Date: 批准/ 日期:IvanXXX Approval/Date:Ivan XXX Process Descriptions/过程描 述 产品/过程特 性Product / process characteristi cs Risk: Major Average Minor/ 危险等 级:重 要、普 通、较小 Methods/方法 预防行动 Reaction Plan 工序Ste p 工序名称、 作业描述 Descriptio n Machine and Tool Number/ 生产设 备及机 台编号 客户图尺寸/Customer size Serial number / key/ 序号/ 重点 测量方法(仪器) Evaluation/Measurem ent Method 检测数 量 Sample Size 检测频率 Sample Frequenc y 控制方法 Control Method/ 00 来料检验 Incoming Inspection molding machine /型材机 Incoming certificate 来料证书major/ 重要 material/ 材质: 303 S.ST (1) Certification./证明 Ounce/盎司IQC incoming inspectio n IQC 来 料检查 If non-conformance is found: 1)inform supplier; 2)return parts to supplier; 3)SCAR issue per Incoming QP-PR-009 / 如果不符合要求,行动如下: 1)通知供应商; 2)返回给供应商; 3)按照QP-PR-009来料检验程序填写 ROHS/环保 SGS报告 SGS Report HRC15-26°Sclerometer/硬度仪 AQL0.6 5 Level II C=0 Per LOT/ 每批 Dimensional inspection 尺寸检查 ?16±0.1(MM) Caliper/卡尺 500xN(MM)Tape/卷尺 01 Cut down/ 下料 Cutting/ 锯床 Dimensional inspection 尺寸检查 major/重 要 CMM/三次元 1PCS On 11 Hourly Basis/11小 时 IPQC Check /IPQC检 查 If non-conformance is found: 1)Stop line; 2)Identify and separate part to MRB; 3)Adjust machines per QP-PR-010/如果不符合要求,行动如下: 1)通知停机; 2)分货和隔离到MRB仓; 3)调整机台,按照QP-PR-010检测程序 处理。 497±1(MM) Tape/卷尺 Visual/外观major/重 要 The workpiece surface can not have any scratches, crush, bumps and other bad appearance./工件表面不可有任 何刮伤、压伤、碰伤等外观不 良。 naked eyes/目测5PCS On 2 Hourly Basis/2小 时 IPQC Check/IPQ C检查
产品质量控制计划3篇
产品质量控制计划3篇 产品质量控制计划一:质量控制计划 1目的 提供用来控制产品的过程监视和控制方法,最大限度地减少过程和产品变差,降低成本,提高质量,按顾客要求制造出优质产品。 2范围 适用于本厂所有产品的控制计划。 3职责 项目小组负责制定样件、试生产、生产控制计划 4工作程序
控制计划表的格式制定。 如顾客未书面规定,控制计划采用apqp (apqp=advancedproductqualityplanning中文意思是:产品质量先期策划或者产品质量先期策划和控制计划)手册规定格式。 如顾客未要求提供控制计划,则控制计划可以适用于相同过程、相同原材料生产出来的同一系列的产品。当顾客有要求时,则须提供顾客具体产品的控制计划。(标准件和非标准件的区别) 控制计划相应栏目应按如下要求填写和制定: 控制计划的分类:样件、试生产、生产 样件---对发生在样件制造过程中的尺寸测量、材料和性能试验的描述;试生产---对发生在样件之后,全面生产之前的制造过程中的尺寸测量、材料和性能试验的描述;
生产---对发生在批量生产过程中的产品/过程特性、过程控制、试验和测量系统的综合描述。 根据适合的apqp阶段,选用不同的控制计划。 控制计划编号:填入控制计划编号,按《技术文件编号规定》填写。 产品编号/最新更改等级:产品图号/最新图纸日期。 产品名称/描述:产品/过程的名称和描绘。 供方/工厂:制定控制计划的公司/工厂的名称。 供方代码:顾客给定的识别号(代码),如顾客没有给定,则不填。
产品/过程编号:参照生产流转单。 过程名称/操作描述:各过程(工序)的名称或说明。 制造用机器、装置、夹具、工装(生产设备):每一制造过程所用的机器、装置、夹具、工装(生产设备)。 产品/过程规范/公差:材料规范及各过程的制造规范、验收规范、过程参数规范。(可参照产品检验标准) 评价/测量技术:所使用的测量系统,包括量具、检具、工具或试验设备。在使用一测量系统之前应对测量系统的偏倚、线性、稳定性、重复性、再现性、准确性、进行分析,并改进。 控制方法:对每一过程如何进行控制的简要描述,通过对过程的有效分析可采用统计技术(如:控制图),检验(首检、自检、互检)记录等来对操作进行控制。如使用复杂的控制程序,需备注控制文件编号。(如工艺流程及技术要点或后继编制的产品检验标准)
控制计划(模板)
Part Description/产品描述: SUPPL Y SEAT 样板/Prototype试产/Pre-Launch生产/Production 撰写人/ 联系方式:XXXX123456789112 Team Leader/Phone/:XXXXXX 123456478585Orig. Date/编制日期:2015-7-2 文件版本:A Current Rev: A Date/日期:2010.7.2 Part Number/零件编号:123456-770 团队成员:XXXX、XXX、XXX、XXX、XXX、 Team Members:XXXX、XXXX 、XXXX、XXXXX、 XXXXX Remark/备注: Critical/重要Safety/安全System/系统 图纸版本: C Drawing Revision: C 审核/ 日期:XXX 2010.7.2 Checkd/Date:Fei Zhang 2010.7.2 供应商: XXXXX金属有限公司Supplier/Location: XXXXXX 客户批准/ 日期: Customer Approval / Date: 批准/ 日期:IvanXXX Approval/Date:Ivan XXX Process Descriptions/过程描 述 产品/过程特 性Product / process characteristi cs Risk: Major Average Minor/ 危险等 级:重 要、普 通、较小 Methods/方法 预防行动 Reaction Plan 工序Ste p 工序名称、 作业描述 Descriptio n Machine and Tool Number/ 生产设 备及机 台编号 客户图尺寸/Customer size Serial number / key/ 序号/ 重点 测量方法(仪器) Evaluation/Measurem ent Method 检测数 量 Sample Size 检测频率 Sample Frequenc y 控制方法 Control Method/ 00 来料检验 Incoming Inspection molding machine /型材机 Incoming certificate 来料证书major/ 重要 material/ 材质: 303 S.ST (1) Certification./证明 Ounce/盎司IQC incoming inspectio n IQC 来 料检查 If non-conformance is found: 1)inform supplier; 2)return parts to supplier; 3)SCAR issue per Incoming QP-PR-009 / 如果不符合要求,行动如下: 1)通知供应商; 2)返回给供应商; 3)按照QP-PR-009来料检验程序填写 ROHS/环保 SGS报告 SGS Report HRC15-26°Sclerometer/硬度仪 AQL0.6 5 Level II C=0 Per LOT/ 每批 Dimensional inspection 尺寸检查 ?16±0.1(MM) Caliper/卡尺 500xN(MM)Tape/卷尺 01 Cut down/ 下料 Cutting/ 锯床 Dimensional inspection 尺寸检查 major/重 要 CMM/三次元 1PCS On 11 Hourly Basis/11小 时 IPQC Check /IPQC检 查 If non-conformance is found: 1)Stop line; 2)Identify and separate part to MRB; 3)Adjust machines per QP-PR-010/如果不符合要求,行动如下: 1)通知停机; 2)分货和隔离到MRB仓; 3)调整机台,按照QP-PR-010检测程序 处理。 497±1(MM) Tape/卷尺 Visual/外观major/重 要 The workpiece surface can not have any scratches, crush, bumps and other bad appearance./工件表面不可有任 何刮伤、压伤、碰伤等外观不 良。 naked eyes/目测5PCS On 2 Hourly Basis/2小 时 IPQC Check/IPQ C检查
生产控制计划模板
生产控制计划模板 篇一:生产一致性控制计划(模板) 第一章第二章第三章第四章第五章第六章 目录 生产一致性控制的文件规定 产品涉及的标准及相关部件、过程的控制规定 整车COP试验设备、人员的控制要求 生产一致性控制计划申报、变更和执行的要求 制造商对发生生产不一致情况的处理规定 制造商对产品不一致情况的追溯处理措施 第一章 1 、目的 生产一致性控制的文件规定 为了确保本公司认证产品能满足国家强制性产品3C认证,生产一致性审查要求和有关法律、法规要求,确保公司生产的批量产品与型式试验合格认证产品的一致性控制,以使认证产品持续符合认证要求,特制定和颁布本生产一致性控制计划(以下称计划)。 本计划是公司质量管理体系文件的重要组成部分,规定了产品一致性所涉及的相关过程、产品、人员及检测设备等要素的控制方法及程序。 2、适用范围 涵盖车型型号:XXXXXXXXXXXXXXXXXXXXX 3、职责
公司常务副总负责文件有效版本的审批,批准发布生产一致性控制计划。公司质量负责人负责组织文件编写和修订的总体策划、协调及审核。公司各职能部门负责编写和修订与本部门相关的技术和管理文件。物控部负责按本计划控制关键零部件的供应商管理。制造部负责按本计划控制关键工序。 品管部负责生产一致性控制计划的检验和监督执行。 品管部负责生产一致性控制计划的编写和申报、变更及备案的执行。技术部负责产品一致性设计开发和技术文件的编制。综合管理部负责对人力资源的控制。 4、强检项目影响因素的识别 品管部组织相关部门按照各项标准识别关键工序、材料、总成和关键制造过程、装配过程、检验过程并确定其控制要求。认证标准中对生产一致性控制有规定的项目,公司的控制规定不得低于标准 的要求。 5、控制措施 关键零部件供应商采购控制详见程序文件《采购控制程序》;关键零部件控制 详见程序文件《进货检验制度》;关键过程控制 详见程序文件《生产过程控制程序》;成品检验 详见程序文件《进货检验制度》;检测设备的控制 详见程序文件《设施/设备管理控制程序》;关键岗位
控制计划管理程序(CP)
控制计划管理程序 (CP) 编制: 审核: 批准: 生效日期: 受控标识处: 1.0 目的 明确测量系统的评价方法,从而确定测量系统变差,并利用研究结果采取措施,减少测量系统的变差,确保测量系统始终处于可接受状态。对控制零件和过程的体系,通过控制特性的过程监视和控制方法来最大限度地减
得到保持和使用,确保按顾客的要求制造出优质的产品。 2.0 范围 适用于公司内所有的产品质量策划。 3.0 引用文件 下列文件中的条款通过本程序的引用而成为本程序的条款。凡是注日期的引用文件,其随后的修改单(不包括勘误的内容)或修订版均不适用于本程序,凡是不注日期的引用文件,其最新版本适用于本程序。 3.1 ISO/TS16949:2002《质量管理体系—汽车行业生产件与相关服务件的组织实施ISO9001:2000的特殊要求》。 3.2 《产品质量先期策划和控制计划参考手册》(第2版,1994年6月) 3.3 《产品实现策划程序》 3.4 《文件控制程序》 3.5 《质量记录控制程序》 4.0 术语及定义 无 5.0 职责 5.1项目小组负责制定与管理控制计划。 6.0工作程序 6.1 当顾客和公司有需求和要求时,项目小组在不同阶段制订出相应的控制计划(即:样件控制计划、试生产控制计划、生产控制计划),技术部门按工艺文件将其发行至相关部门,由其执行。 6.1.1 控制计划应包括原材料及零件在生产过程中所有的生产过程和检验过程,包括保证所有的过程输出将处于控制状态的进货、过程中、出厂和阶段性的要求。 6.1.2 控制计划应列出各过程控制中控制特性的过程监视和控制方法及所使用的控制措施,并随着测量系统和控制方法的评价和改进进行修订。 6.1.3针对新产品,技术部门将建立和制订其单独的样件控制计划、试生产控制计划、生产控制计划;针对常规产品(即:老产品、旧产品),技术部门将根据其系列分类和相同的工艺流程/过程建立和制定其通用的生产控制计划。 6.2为了达到过程控制和改进的有效性,项目小组应利用所有可用的信息来制订控制计划, 制订控制计划的信息可包括: 6.2.1 过程流程图; 6.2.2 设计/过程失效模式及后果分析; 6.2.3 特殊特性; 6.2.4 从相似零件得到的经验; 6.2.5 项目小组对过程的了解; 6.2.6 设计评审; 6.2.7 优化方法(如:QFD,DOE等)。 6. 3 新产品开发过程中根据进度计划要求,由项目小组制定样件、试生产和生产的控制计划。
产品质量控制计划书---副本
上海星杰克企业有限公司 《产品质量控制计划》 编写导则
为了规范和明确编写(产品质量控制计划)的内容、要点、方法、格式,特编写本导则。 《产品质量控制计划》是描述产品在生产全过程中如何进行质量控制的一个指导性文本。 文本在没有任何具体、重要技术参数的前提下(如果需要这样做)也可以作为提供给客户,使其了解产品如何在受控状态下进行生产的一个文件。 1.批准页 本页作为封页,需写明以下几项内容: A 公司或工厂名称 B 受控产品名称 C 编写、审核、批准的签名 D 日期 E 版本号、修改次数 建议签名范围: 编制------具体编制人,如技术质量工程师 审核------质量部门主管 批准------总经理、厂长、QA代表 2.目录页 目录页可列出章节内容和页次,便于翻阅和找到需要了解的内容。 3. 修改页 修改内容和日期记录之 4. 正文内容 4.1. 目的 要写明使产品的生产、检验处于受控状态。 4.2. 范围 要指出:适用于生产全过程的质量控制,产品出厂的质量控制,及检验测试方法。 4.3. 产品简介 描述产品的结构、性能、特点等。 4.4. 职责: 必须表述与产品质量相关的主要部门的职责 A供应部门------原材料及外购件质量。 B生产部门------仓库、生产过程、包装、运输的质量。 C 质保部门------生成过程中质量的控制及出厂检验、测试。 4.5. 引用文件 生产产品用到的相关标准和质量文件,技术文件。 A国家标准 B客户技术质量要求 C 国外标准 D抽验标准 E公司内部的其他质量文件 4.6. 产品缺陷的定义 根据产品的性质及客户的要求而定,一般可以分为: A 致命缺陷------导致使用者不安全的缺陷,客户绝对不能接受的缺陷,违反国家有关政策法规的缺陷。 B重要缺陷------严重影响产品畅销的缺陷,影响及减弱其部分功能的缺陷。 C 轻微缺陷------不影响产品功能,不改变产品外观,但数量较多实惠遭到顾客反对的缺陷。
【生产管理】华为公司生产计划手册(doc 209页)
华为公司生产计划手册(doc 209页) 部门: xxx 时间: xxx 制作人:xxx 整理范文,仅供参考,勿作商业用途
计划手册 (V2.0) 计调业务管理部
前言 企业各方面的运作需要计划的支持,计划及其控制是基本的企业管理活动。生产计划作为公司物流的核心,从93年起一直在摸索和实践适合华为特色的计划理论和计划方法。经过近十年的积累,生产计划从当初单一的计划模式发展到现在的多种计划方法共存且有强大IT支持的计划系统,其中有成功的经验,也有失败的教训。为了总结和复制成功的管理经验和以及实现计划系统工作规范化、工作模板化,我们编制了这本书。 本书吸收了近几年来华为公司物流计划采用的先进理论、方法体系以及一些成功经验,在内容上做到普遍性、先进性、理论性和实践性的良好结合。 本书的第一个特点是全面性。内容上包括了维护计划参数和环境、制定需求计划、调整主生产计划、制定物料计划、分析和控制计划和计划统计等全部6个计划业务模块;同时介绍了计划发展历史、销售计划与预测、研发物流计划、BOM、MRPII原理等基础知识以及公司级变革项目ISC的阶段性成果。 本手册的第二个特点是实用性。从基本的计划理论到业务流程,从业务流程到详细的操作指导,从正面的操作指导到反面的案例,多角度回答了“如何做计划”这样一个问题。 本手册的第三个特点是做到了理论和实践经验相结合。本书的编著者都是长期从事生产计划工作的业务骨干,他们既吸收了先进的计划理论,同时将自身工作中的体会和经验写了出来。 全书共分为三篇,共十四章。第一篇主要是对计划基础知识和生产计划方法进行概述,第二篇主要介绍生产计划制定的主要方法,第三篇主要围绕计划分析和计划统计。第一篇编写分工如下:丁智编写第一章,曹金荣编写第二、三章,杨兴武编写第四章,第一篇由唐建国、张毓飞主审。第二篇的编写分工如下:钟效培编写第一、二章,第三、四、五章主要由褚小四、于成刚、华峰、何娟等人共同编写,张毓飞编写第六章。第二篇由何娟、张勇维主审。第三篇别写分工如下:庾用滔编写第一章,程哲编写第二章,第三、四章由鲍在平、程哲、郑敏、肖勇等人共同编写,第三篇由刘国伟、唐建国主审。附录由付红举编写,全书由唐建国进行统稿。同时,在计划手册的编撰过程中,刘志彬作做了大量组织和标准化工作。 本书的读者主要是针对进入计划系统不久的员工,编写目标是“我们的手册应该做得非常细,一个新的计划员在指导下按照手册做就能做到八九不离十”;当然研发计划、市场计划、备件计划、产品调度等同事们如果看了这本书,相信也会有相应的收获。 生产计划至今仍是一门发展中的管理学科,可供编写者参考的资料较少,也限于作者的水平,本书肯定会有许多不妥之处,恳请各位读者不吝批评和指正,以便今后改进。
产品质量控制计划书
XX星杰克企业XX 《产品质量控制计划》 编写导则
为了规X和明确编写(产品质量控制计划)的内容、要点、方法、格式,特编写本导则。 《产品质量控制计划》是描述产品在生产全过程中如何进行质量控制的一个指导性文本。 文本在没有任何具体、重要技术参数的前提下(如果需要这样做)也可以作为提供给客户,使其了解产品如何在受控状态下进行生产的一个文件。 1.批准页 本页作为封页,需写明以下几项内容: A 公司或工厂名称 B 受控产品名称 C 编写、审核、批准的签名 D 日期 E 版本号、修改次数 建议签名X围: 编制------具体编制人,如技术质量工程师 审核------质量部门主管 批准------总经理、厂长、QA代表 2.目录页 目录页可列出章节内容和页次,便于翻阅和找到需要了解的内容。 3. 修改页 修改内容和日期记录之 4. 正文内容 4.1. 目的 要写明使产品的生产、检验处于受控状态。 4.2. X围 要指出:适用于生产全过程的质量控制,产品出厂的质量控制,及检验测试方法。 4.3. 产品简介 描述产品的结构、性能、特点等。 4.4. 职责: 必须表述与产品质量相关的主要部门的职责 A供应部门------原材料及外购件质量。 B生产部门------仓库、生产过程、包装、运输的质量。 C 质保部门------生成过程中质量的控制及出厂检验、测试。 4.5. 引用文件 生产产品用到的相关标准和质量文件,技术文件。 A国家标准 B客户技术质量要求 C 国外标准 D抽验标准 E公司内部的其他质量文件 4.6. 产品缺陷的定义 根据产品的性质及客户的要求而定,一般可以分为: A 致命缺陷------导致使用者不安全的缺陷,客户绝对不能接受的缺陷,违反国家有关政策法规的缺陷。 B重要缺陷------严重影响产品畅销的缺陷,影响及减弱其部分功能的缺陷。 C 轻微缺陷------不影响产品功能,不改变产品外观,但数量较多实惠遭到顾客反对的缺陷。