罐装机原理

第三章 灌装机械
第一节 概 述
将液体按预定量灌注到包装容器内的机器称为灌装机械。
一、灌装机的分类
1.根据灌装方法区分
(1)常压灌装机
在常压下将液体产品充填到包装容器内的机器称常压灌装机,它只适宜灌装低粘度不含气体的液体产品,如白酒、醋、酱油等。
(2)负压灌装机
先将包装容器抽气形成负压,然后再将液体产品充填到包装容器内的机器称负压灌装机。负压灌装机分为两种:
①压差式负压灌装机 贮液箱内处于常压,只对包装容器抽气使之形成负压,依靠贮液箱和待灌容器之间的压力差将液体产品充填到包装容器内的机器。称为压差式负压灌装机。
②重力式负压灌装机 将贮液箱和包装容器都抽气形成负压,液体产品依靠本身的自重充填到包装容器内的机器,称为重力式负压灌装机。
负压灌装机适用于灌装含维生素的饮料、有毒的农药和化工试剂等。
(3)等压灌装机
先向包装容器充气,使其内部的气体压力和贮液箱内的气体压力相等。然后将液体产品充填到包装容器内的机器称为等压灌装机。它适用于灌装含气饮料和含气酒类,例如汽水、可口可乐、啤酒、气酒等。它可以保证灌装产品的质量和计量精度。
(4)压力灌装机
压力灌装机是利用外部的机械压力将液体产品充填到包装容器内的机器。它适用于灌装粘稠性物料,例如牙膏、番茄酱、豆瓣酱、香脂等。
2.根据灌装机中包装容器的传送形式区分
(1)直线型灌装机 在灌装时,包装容器由一个工位直线式间歇地运动到另一个工位,并在停歇时完成灌装的机器称直线型灌装机。
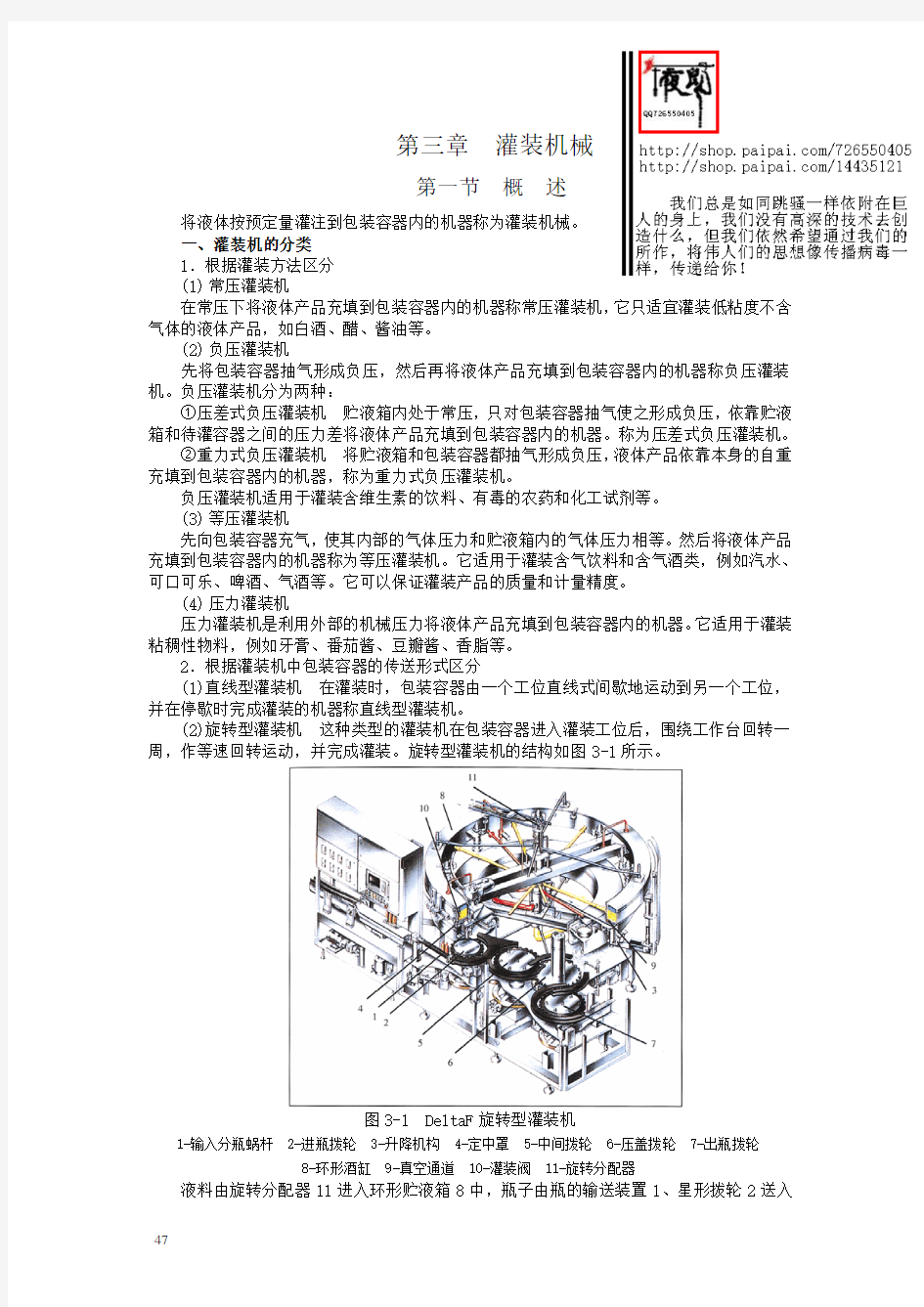
(2)旋转型灌装机 这种类型的灌装机在包装容器进入灌装工位后,围绕工作台回转一周,作等速回转运动,并完成灌装。旋转型灌装机的结构如图3-1所示。
图3-1 DeltaF旋转型灌装机
1-输入分瓶蜗杆 2-进瓶拨轮 3-升降机构 4-定中罩 5-中间拨轮 6-压盖拨轮 7-出瓶拨轮
8-环形酒缸 9-真空通道 10-灌装阀 11-旋转分配器
液料由旋转分配器11进入环形贮液箱8中,瓶子由瓶的输送装置1、星形拨轮2送入
到瓶的升降机构3上,瓶子在上升的同时绕灌装机回转,当瓶子和灌装阀10紧密接触时自动灌装液料,灌装结束后瓶子由升降机构3送入到水平位置,再由出瓶星轮5送至压盖机上。
每当灌装机工作结束时,可自动清洗。
二、灌装机的组成及工作原理
旋转型灌装机的结构比较复杂,主要由包装容器的供送装置、灌装液料的供送装置、灌装阀等组成,现将主要的组成部分介绍如下:
1.包装容器的供送装置
旋转型灌装机在灌装时,要求待灌包装容器,要按包装工艺路线、速度、间距和状态进入包装工位。常用的供送装置有链带式、动梁推进式、螺杆和星形拨轮等。
(1)螺杆式供送装置
这种装置可将规则或不规则排列的成批包装容器,按照包装工艺要求的条件完成增距、减距、分流、升降和翻身等动作,并将容器逐个送到包装工位。
①等螺距螺杆供送装置 等螺距螺杆供送装置如图3-2所示。
图3-2 等螺距螺杆供送装置示意图
1-瓶槽;2-等螺距螺杆;3-侧向道轨;4-水平输送带
②变螺距螺杆供送装置 变螺距螺杆供送装置如图3-3所示。图(a)是专门用于供送圆柱形包装容器的装置。螺杆1上的螺旋槽沿螺杆供送方向逐渐缩小螺距,被供送的包装容器在静止滑板2上紧靠侧向导轨处于边滚动边减速状态的运动。
图(b)是专门用于供送棱柱形包装容器的装置,双环形槽沿螺杆供送方向逐渐增大螺距。
图3-3变螺距螺杆供送装置示意图
1-供送螺杆2-滑板3-侧向导轨
③特种变螺距螺杆供送装置 特种变螺距螺杆供送装置如图3-4所示。图(a)和(b)所示装置不仅能改变供送容器的排列和间距,同时起着分流和合流的作用,使容器状态和后面的包装要求相适应。图(c)所示是一对并列排列、转向相同的螺杆,它们的组合作用使包装容器在供送过程中,既能改变间距,又能改变运动状态。图(d)所示是一条水平变螺距螺杆和三条固定的卷曲导板组成的供送装置,它能使被供送的包装容器成倒状和翻身状态。
图3-4 特种变螺距螺杆供送装置示意图
(a)分流 (b)合流 (c)转向 (d)翻身
(2) 输送链带
常用的瓶子输送设备是活页链传送带,如图3-5,活页链传送带由金属板通过绞链一个
个串联而成,板的尺寸与瓶子的直径相吻合。传送率很高时,可以将数条传送带并排布置,
构成宽幅传送带。有时也采用两个瓶子宽的链板
制成传送带。转弯半径较大的弯道输送带使用特
殊形状的链板。为了使传送带运行平稳,在其下
面设置了塑料滑轨。传送带通过齿轮驱动和折
返,并借助自重张紧。链板两侧搁在塑料滑轨上,滑轨起托住链带,防止其跌落的作用。瓶子传送
过程中,要求不损坏标签,并能不受碎玻璃渣的
影响。活页链传送带一般可分段地采用高压喷嘴
进行喷冲清洗。尽管如此,还需要采用专门的润
滑系统和润滑剂实施润滑。应该注意到,这些润
滑剂最终会进入废水中,但它们通常是可以降解
的。
图3-5活页链传送带简图
1-可调支架 2-滑动挡板 3-传送链 4-传
送带固定润滑喷嘴 5-调速手轮 6-滚珠轴承 7-驱动轮 8-调平支脚 活页链传送带的应用及特点可归纳如下:它
可以单条或多条并列安装;它可用于弯道传送;
其最大安装斜率达7%;可以利用传送带速度的差异,实现瓶子由多路变成单路,并可避免瓶子速度突然改变,它被广泛用于在单台设备之间作存储和缓冲区,以防止瓶流阻塞。基于上述特点,活页链传送带在灌装车间成为最主要的输送工具。为了实现瓶子的垂直输送(例如将瓶子送往上一层楼),可采用带夹持勾的传送带。带橡胶软垫的夹持勾,安装在折返式传送带上并连同它
一起运动,偶尔也采用两侧夹持式输送带。
图3-6 星形拨轮结构简图 图3-7 机械式升降机构结构简图1-星形拨轮;2-拨轮盘;3-轴 1-托瓶台;2-压缩弹簧;3-上滑筒;4-滑筒座;
5-拉杆;6-下滑筒;7-滚动轴承
(3)星形拨轮
星形拨轮的作用是将螺杆供送装置送来的包装容器,按包装工艺要求送到灌装机的主传送机构上;或者将已灌装完的包装容器传送到压盖机的压盖工位上,其结构如图3-6所示。图中主要尺寸Rc和h,主要由包装容器的直径和高度来决定。
(4)包装容器的升降机构
升降机构的作用是将送来的包装容器上升到规定的高度,以便完成灌装,然后再把灌装完的包装容器下降到规定位置。目前常用的升降机构有三种形式:
①机械式升降机构 机械式升降机构如图3-7所示。该升降机构由上滑筒3、下滑筒6和托瓶台1通过拉杆5及压缩弹簧2组成一个弹性套筒。当滚动轴承7沿凸轮8运动时,可完成瓶的升降运动。这种升降运动是由固定圆柱凸轮-偏置直动从动杆机构来实现的,如图3-8所示。这种升降机构的结构简单,但是机械磨损大,压缩弹簧易失效,工作可靠性较差;同时对灌装瓶的质量要求高。该机构主要用于灌装不含气液料的灌装机中。
图3-8 升降凸轮展开示意图 图3-9 气动式升降机构工作原理示意图
1-托瓶台;2-气缸体;3-活塞;4-排气阀;5-进气阀门;6、7-气管
②气动式升降机构 气动式升降机构的工作原理如图3-9所示。当气源的压缩空气经气管7进入气缸2时,推动活塞3连同托瓶台1上升,完成升瓶动作。此时进气阀5关闭,排气阀4打开,使活塞上部气体从阀4排出。当打开气阀5时,使气体同时经管6、7进入气缸,并关闭阀门4,这时气缸内上下两部分的气压相等,瓶子在托瓶台和瓶子自重的作用
下完成降瓶动作。
这种升降机构克服了机械式的缺点,当发生
卡瓶时,压缩空气好比弹簧一样被压缩,使瓶子
不再上升,故不会挤坏瓶子。但是,瓶子下降时
的冲击力较大,要求气源压力稳定。该机构适用
于灌装含气饮料的灌装机。
③气动-机械混合式升降机构 气动-机械
混合式升降机构如图3-10所示。配有托瓶台1
的套筒2可沿空心柱塞5滑动,方垫块8起导向
作用,防止套筒升降时发生偏转。升瓶时,压缩
空气由柱塞下部经螺钉3上的中心孔道进入套
筒内部,以推动托瓶运动,其速度通过凸轮导轨
6和流动轴承7加以控制,直至工作台转到降瓶
区后才完全依靠凸轮的强制作用将套筒连同托
瓶台1压下。同时,柱塞内部的压缩空气依然被
排到与各托瓶缸气路相连的环管中,再由此进入
别的正待上升的托瓶缸内。
该机构的工作稳定性好,目前得到广泛的应
用。
2.灌装液料的供送装置
将液料由贮液槽经泵、输液管道送到贮液箱中的装置称为液料供送系统。它包括贮液槽、
泵、管道、阀门、贮液箱及高度调节装置、液位控制器等。不同灌装方法的灌装机供液装置
的结构是不相同的。
(1)负压法供料系统
①负压法单室供料系统。这种供料系统的真空室与贮液箱是合二为一室的,如图3-11
所示。液料经进液管3进入贮液箱2内,箱内液面依靠浮子液位控制器10控制在规定范围
内。贮液箱上部的气体被真空泵抽走形成真空室。灌装时,瓶子上升推压灌装阀时,灌装阀
的气管接通瓶和贮液箱上空的气室,瓶内空气被抽走形成一定的真空度,液料在自重的作用
下流入瓶内。当瓶内液面上升到灌装阀吸气管口时,液体停止下流,完成灌装。当瓶子下降
时,灌装阀的下液管自动关闭,吸气管吸入的液料被吸回到贮液箱中。该装置结构简单,但
是贮液箱液面成为扩散面,故不宜灌装具有芳香味的液料。
图 3-11 负压法单室供料系统示意图 图3-12 负压法三室供料系统示意图
1管10-
②负压法双室供料系统 这种供料系统的贮是分开的,即设有一个贮液
箱和如图3-12所
示。 灌装机的供料装置简图。输液管3与灌装机顶部的分配头
9-抽气管2-贮液箱3-进液管4-灌装阀5-瓶 1-齿轮2-工作台3-浮子4-贮液箱5-灌装
6-瓶托7-立柱8-齿轮9-机座10-浮子 6-进液管7-上阀门 8-真空分配箱9-真空软换向阀11-总装料管12-真空管13-真空箱14-下
阀门15-凸轮
液箱和真空室一个真空室,如图3-33所示。具体供料过程详见本章第三节的叙述。
③负压法三室供料系统 这种供料系统的贮液箱上方设有两个真空室,该系统工作时,真空泵运转通过真空管12使上室一直处在真空状态,贮液箱4因有透
气孔而处于常压状态,在压差作用下液料经进液管6进入瓶内,当瓶内液面达到灌装阀气管
孔口时,余液被吸入上真空室。由于换向阀10的作用,下室有半周与真空室接通,处于负
压状态;有半周与大气接通,处于常压状态。当下室处于负压状态时,上阀门7打开,余液
流回下室;当下室处于常压状态时,上阀门7由上室吸力关闭,这时下室与贮液箱之间的下
阀门14,在自重和液料作用下打开,余液流回贮液箱4中。该机构可增大真空度的范围。
但是增加了灌装机的高度,对灌装机的稳定性有影响。
(2)等压罐装法供料系统
图3-13所示为大型含气液料相连,分配头下端均布六根支管14与环形贮液箱12相通。在未打开输液总阀前,通常先
打开支管上的阀1以调整液料流速并判断其压力的高低,待压力调好后,才打开总阀。无菌
压缩空气管4分两路:一路为管7,它经分配头直接与环形贮液箱相连,可在开车前对贮液
箱进行预充气,使之产生一定压力,以免液料刚灌入时因突然降压而冒泡,造成操作的混乱。
当输液管总阀2打开后应关闭截止阀5。另一路为管8,它经分配头与高液面浮子13上的进
气阀11相连,用来控制贮液箱的液面上限。若气量减少、气压偏低使液面过高时,该浮子
即打开进气阀,随之无菌压缩即补入贮液箱内,使液位下降。反之,若气量增多、气压偏高
使液面过低时,浮子16即打开放气阀18,使液位上升。这样,贮液箱内的气压趋于稳定,
液面也能基本保持在视镜
17中线的附近。在工作过程中,截止阀6始终处于被打开位置。
图3-13等压法供料装置
1-液压检查阀;2-输液总阀;3-输液管(附单向阀);5、6-截止阀;7-
预充 外界机械压力才能完成灌装,其供料系统如图3-50所示。
具瓶台的下转盘(工作台)之间距离的装置有两种形式。
向机构和有导向机构两种。
-14所示。调节贮液箱高度时,先松开
紧固总管(透明段)
;4-无菌压缩气气管;8-平衡气管;9-分流头;10-调节针阀;11-进气阀;12-环形贮液箱;13-高液面浮子;14-输液支管;15-主轴;16-低液面浮子;17-视镜;18-放气阀
(3)机械压力法供料系统
灌装粘稠性物料时,要加上体供料过程详见本章第五节的叙述。 3.贮液箱高度调节装置
常用的调节贮液箱与装有托(1)
中央调节式
中央调节式有无导①无导向机构的调节装置 这种调节装置如图3螺栓3,再转动贮液箱,当贮液箱底部与下转盘之间的距离适应了包装容器的高度时,
可将灌装阀和托瓶台中心位置对准,最后紧固贮液箱。该机构结构简单,但是因无导向机构,
灌装阀和托瓶台对中性不易保证,贮液箱运转时稳定性差,适用于广口瓶和金属罐等包装容
器的灌装。
图3-14 无导向高度调解机构图3-15有导向机构调节装置结构简图
1-贮②有导向机构的调节装置 这种调节装置如图3-15所示1,
简图 液箱支柱2-法兰式螺母3-禁固螺栓4-灌装机下转盘 1-锁紧螺母2-销轴3-导线平键4-贮液箱立柱
5-蜗轮6-螺杆7-罩壳8-支座
。调节时,松开锁紧螺母
退出 图3-16所示。调节时,松开压紧螺母4,摇动手轮7,此时链轮转
动销轴2,转动蜗轮、蜗杆,使贮液箱上下移动,达到所要求的高度。该机构调节方便,
贮液箱稳定性好。因采用手工调节,故适用于小型灌装机。
(2) 三支柱调节式
三支柱调节式结构如,螺母9可使三根立柱10同时升降,实现贮液箱的高度调节。大型灌装机可用电机代替
手轮工作。
图3-16 三立柱调解式结构简图 图3-17 控制液位定量法工作原理图 装头
5-中控制液位定量法、定量杯定量法和电子液位定量法,因液料
的性 容器内液位的高度来达到预定的灌装量,其工作原理如图3-17
所1-贮液箱2-套筒3-导向压块4-压紧螺母 1-排气管2-支架3-紧固螺母4-弹簧5-橡皮垫6-滑套7-灌心支柱6-转盘7-手轮8-链轮9-螺母10-调节支座 8-调节螺母 9- 贮液箱
4.灌装液料的定量机构
目前,常用的液料定量法有质不同,所选的定量方法和定量机构也不相同。
(1) 控制液位定量法
这种方法采用控制灌装示。开始灌装时,瓶子上升顶开橡皮垫5,使滑套6和灌装头7之间出现间隙,液体流入
瓶内,瓶内气体经排气管1排至贮液箱9中。当瓶内液面达到排气管口时,气体不再排出,
液料继续流入瓶内,瓶内气体被压缩,根据连通器的原理,瓶内液料沿排气管一直上升到与
贮液箱9液面水平,则停止进液。当瓶子下降脱离橡皮垫5时,弹簧4使灌装头7与滑套6
封闭,排气管内液料流入瓶内,完成一次灌装。只要调节排气管1伸入瓶内的高度,就可以
改变灌装量。该机构结构简单,但是定量精度稍差,因定量精度直接受瓶子容积精度和瓶口
密封度的影响。它适用于灌装含气饮料。
图3-18 定量杯定量法工作原理图
1-定量杯2-定量调节管3簧8-灌装头9-透气孔
(2) 定量杯定量法
-阀体4-紧固螺母5-密封圈6-进液管7-弹10-下孔11-隔板12-上孔13-中间槽14-贮液箱
注入定量杯内,然后再将定量杯内的液料注入包装容器。它的工作
原 粘稠液料用机械压力注入活塞缸内定量,再注入到包装容器内的。
每瓶托台带瓶子上升,灌装管嘴3进入瓶内,同时
这种方法是先将液料理如图3-18所示。在待灌瓶进入灌装工位前,定量杯1浸入贮液箱14中,液料充满定量
杯。随着待灌瓶上升,瓶嘴将灌装头8、进液管6和定量杯一起抬起,使定量杯上口超出贮
液箱14的液面。此时,进液管隔板11两边的上孔12和下孔10均与阀体中的中间槽13相
通,使定量杯内的液料由管2流入瓶内,瓶内气体由透气孔9排出。当定量杯内液料下降至
调节管2的上口端面时,整个灌装过程结束。只要调节定量调节管2在定量杯内的高度,或
者更换定量杯,就可以改变灌装量。此法不透用于灌装含气液体,因为定量杯在贮液箱内上
下运动,使气体产生气泡,从而影响灌装定量精度。
(3) 定量泵定量法
这种灌装方法是先将次灌装量等于活塞缸内液料的容积。
定量泵定量法工作原理如图3-19所示。当活塞杆4下降,接通进液流路7,液料进入活塞缸6内完成液料的计量,如图(a)所示。
然后三向阀回转换向,切断进液流路7,同时打开充填流路2,活塞杆4上行,将活塞缸内
液料推入瓶内,进行灌装工作,如图(b)所示。当活塞上升到活塞缸最上面时灌装结束。
在瓶托带动瓶子下降脱离灌装嘴3
时,进行下一个工作循环,如图(c)所示。
图3-19 定量泵定量法工作原理图 20 电子计量法工作原理
1(4 量方法,工作原理如图3-20所示。在灌装阀2中有两个大小不相
同的液料充填到包装容器内的机构称为灌装阀。它是贮液箱、气室、包装容器
间液 、双阀型和多阀型。
单阀型灌装阀。如常压灌装阀的气
道始定量液阀又有气阀的灌装阀称为双阀型灌装阀。
如重力式负压法灌装 图3-图-三向阀2-液体充填流路3-灌装管路4-活塞杆 1-进液管2-灌装阀3-负载传感器4-控制器
5-活塞6-活塞缸7-进液体流路8-贮液料箱 5-定值器6-显示、鉴定器
) 电子式计量法
电子计量法是现代计的液道,液体通过液道时,由负载传感器随时地边灌装液体边测量液体重量,当充填的液
体接近规定的充填量时,灌装阀则可转换成小流量的回路,因而灌装量精度非常高。另外,
在灌装液体前,显示器清零,容器重量有测定偏差,则重新定值,对灌装量毫无影响。这种
装置的灌装阀结构简单,不会因滑动部位的摩擦而产生粉尘,无液体和气体滞留,易清洗;
当灌装量改变时,只要变更数据开关的给定值,即可瞬时实现,较易实现生产的集中管理。
5.灌装阀
将贮液箱中料的通道。主要由阀体、阀端、阀门、密封元件、开闭件等组成。
(1)根据阀门的数目区分
灌装阀的阀体结构有单阀型①单阀型灌装阀 只有一个气阀或液阀的灌装阀称为终处于开启状态,所以只需一个液阀;压差式负压灌装法,省去了一个液阀,只有气阀。
单阀型灌装阀的结构如图3-21所示。工作时,当瓶子上升至瓶口与灌装阀6紧密贴合时,
杯5在凸轮2的作用下上升,并将定量杯提出液面。这时,负压系统接通,抽出瓶内的空
气。在定量杯液面常压和瓶内负压之间压差的作用下,定量杯内液料被吸入瓶内,然后瓶子
和定量杯5分别下降复位。此时负压仍接通,灌装管口内余液被吸入管内,不产生滴漏现象。
该装置适用于灌装农药。
②双阀型灌装阀 既有
装置结构称为多阀型灌装阀。如等压法灌装
阀中中,有一个气阀和一个液阀;机械压力灌装法灌装装置中有两个液阀。
负压法双阀型灌装阀的结构如图3-22所示。
③多阀型灌装阀 有液阀、气阀、回气阀的阀体有液阀、充气阀、回气阀、压力释放阀、清洗阀等。多阀型灌装阀的结构如图3-46所
示。
图3-21 单阀型灌装阀结构简图
1- 吸料杯6-灌装阀
6-1-瓶套6垫片
(2)根据阀门启闭的运 动膜阀。
管2-凸轮3-贮液箱4-计量调整快5-量-2-密封垫圈6-3-螺钉6-4-螺母6-5-套管6-6-真空引进管6-7-6-8-灌装心 6-9锁紧螺帽 6-10接管头
动形式区分
灌装阀有单移阀、旋转阀、多移阀、气
图3-22 负压法双阀型灌装阀结构简图 图3-23 端面式单移阀结构简图
1-瓶套2-橡胶密封圈3-紧固螺钉4-螺母5-套筒6-罐头心 1-阀蝶2-橡胶垫圈3-垫片4-阀心5-弹簧
7-真空引进管8-垫片9-锁紧螺母10-接管头11-料管 6-弹簧7-阀套
①不动转阀 阀体中可动部件相对不动部件在开闭
阀门简图。该阀在旋塞9
的不三组碰块拨动,旋塞切断液体通道和
构简单,但灌装质量差,无瓶时也装料。
开闭时做多次往复直线移动或摆
动,进步,灌装过程的控制技术也得到了不断的改进和发展。50
年代单移阀 阀体中只有一个可动部件,它相对于
部件做往复一次的直线运动。根据可动部件开闭
液道的方法又可进一步分为:柱面式单移阀,这种阀门
是利用轴向移动的阀件切换在圆柱面上的孔道来切换
液体通路的。端面式单移阀, 这种阀门是利用阀件端
面来启闭液体通路的。它的结构如图3-23所示。阀蝶
1在灌装过程中是固定不动的,当瓶子上升时,瓶口
顶住橡胶垫圈2后再上升一段距离,使阀心4和阀蝶
脱开,液料流入瓶内。灌装完后料瓶下降,弹簧5、6
的力使阀心复位,阀心和阀蝶锥面紧密结合,灌装就
停止。这种阀适用于广口玻璃瓶和马口铁罐等容器的
灌装。
②旋时做往复一次或多次的旋转或摆动,在摆动两极
限位置,由可动部件上的孔眼是否对准不动部件上的
孔眼来实现液体通道的开闭。
图3-24是锥式旋转阀的结构同方位上开有三个通孔,其左端装有凸轮转柄,
控制灌装阀按灌装程序动作。其程序是:第一步,当
瓶子上升到与密封圈14接触后,凸轮转柄1受到第一
组碰块拨动,进气管4与瓶内接通,贮液箱上部带有
压力的气体进入瓶内,使瓶内气压与贮液箱上部的气
压相等。第二步,凸轮转柄受碰块作用又转过一个角度,旋塞关闭进气管4,接通液体通道6和10及排气通道11,贮液箱中液料在等压作用下依靠自重流入瓶内,瓶内气体通过排气管11被压回贮液箱液面上部。
第三步,当瓶内液料上升到规定高度时,凸轮转柄受第排气通道,这时阀体下部的排气道和进气道通过旋塞锥体表面纵向孔道与大气接通,降低瓶
内残留气体的压力。第四步,凸轮转柄受第四组碰块拨动,旋塞关闭所有通道,并切断与大
气的通路。
这种阀结
③多移阀 阀体中有几个可动部件相对于不动部件在其结构如图3-46所示。
④气动膜阀 随着技术的还是使用活栓式灌装机(也称“考克灌装机”),它是利用撞块拨动活栓旋转而依次实现
下列步骤的:备压、进酒和回气,在下一轮灌装过程开始前,滞留在活栓上部的酒液被返送
回酒槽。这种灌装机构后来逐步发展成一种在酒糟液面上方气体区域内,只能从外部进行操
作的灌装阀。这种技术虽然使啤酒与外部操作的可动部件不再有直接接触,但仍然没有解决
啤酒与内装机构及弹簧有接触这一问题,而这些处在酒槽内的机构及弹簧,对啤酒的无菌性
只会带来不良影响。
图3-25气动膜阀
因此,尽可能通过其它控制手段取代内装的机构和弹簧来实现灌装过程。采用气动膜阀取代外部机械式操作阀门,标志着这一发展方向上的重要突破。应用这一新技术只需将压缩空气作为动力送至密封膜片即可实现阀的开关操作(见图3-25)。
酒液阀的开闭是利用外部的一个储气缸及复位弹簧实现的(见图3-26)。显然,这种结构避免了在酒槽中装入所有属于酒阀的构件和弹簧。
许多类型的灌酒机都在酒液流出处设计安插了一个旋流部件,它是一个具有特殊外形的锥体,利用其旋流作用,可使酒液旋转着且贴紧瓶子内壁向下流入瓶内。
通过气缸储备的空气作用于气动薄膜控制阀,在给定的时刻实现开关动作,这种新一代的灌酒机采用了电子探头控制灌装量的精度,其基本设计构思为:只有当瓶子内部的压力达到预定数值时灌酒阀才打开,而当液位探头探测到酒液时,即达到所期望的灌装高度时及时地关闭。
这种新技术有以下优点:无需空气阻塞栅;灌装过程不依赖于转速,故可取消所有以机械方式动作的控制部件。
阀门的开启与关闭(蒸汽阀,CO2阀,真空阀等)不再是通过外围固定的挡块,而是通过一个控制储气缸,依给定的时间次序开通或关闭各膜阀的操作气源来完成的。灌装过程的各个步骤仅仅取决于所灌装的介质(产品类型)。
图3-26膜阀的气动控制示意图
瓶中灌装液位的控制是采用电子技术及灵敏的液体探头实现的,探头检测瓶内的液位,在适当时刻发出信号关闭酒液阀。基于上述原理,当灌装临近结束时,即当酒液已达瓶颈部位时灌装速度减慢,以保证精确的灌装高度。由于灌酒过程进行得很快,灌酒过程结束 后不可避免地会出现微小的灌装高度偏差,因此必须对探头进行精确的调整。这种探头对机械碰撞十分敏感,所以总是被装设在保护套管(兼作气管)内。
整个灌装过程采用电子方式控制,它包括以下步骤:瓶子预抽真空以及蒸汽冲洗、CO2中洗、瓶子抽真空、CO2备压、慢速灌酒—快速灌酒、灌酒减慢阶段、灌酒结束—预卸压、最后卸压。
第二节 常压灌装机
现以白酒灌装机为例,说明常压灌装机的主要结构和工作原理。
一、主要技术参数
①灌装液体 白酒、酱油和药液等不含气低粘度液体
②灌装容器 小螺口玻璃瓶(500ml)
③灌装阀头数 24个
④生产能力 1920~2880 瓶/小时
⑤电机功率 1.1Kw
二、灌装机的总体结构
该机的总体结构如图3-27所示。主要由贮液箱1、进出瓶拨轮4和9、进瓶输送装置5、灌装阀2、主轴及传动系统组成。在同一水平面上有两个进出瓶拨轮4和9,托瓶盘安装在升降机构上,主轴直立安装在轴承底座上,贮液箱1安装在主轴最顶端,贮液箱下面共分配有24个灌装阀2,中间部分共有24个托瓶盘,通过下部轨道实现升降运动。电机和传动系统装置安装在机架内。
三、灌装机的工作原理
液料由进液管12进入环形贮液箱1中,瓶子由瓶的输送装置5、星形拨轮4送入到瓶的升降机构6上,瓶子在上升的同时绕灌装机回转,当瓶子和灌装阀2紧密接触时自动灌装液料,灌装结束后瓶子由升降机构6送入到水平位置,再由出瓶星轮9送至压盖机上。
每当灌装机工作结束时,可自动清洗。清洗液由管12进入贮液箱1中,再经洗涤阀3和泵7、排水管8排出机外。
图3-27常压灌装机的结构示意图
1-贮液箱2-灌装阀3-清洗阀4-进瓶星轮5-进瓶输送装置6-瓶的升降机构7-洗涤用泵8-排水管 9-出瓶星轮10-清洗用气缸11-贮液箱高度升降调节装置电机12-进液料管13-液位控制浮球开关
四、主要部件结构
1.瓶的升降机构
该机瓶的升降机构如图3-28所示。托瓶机构固定在固定盘11上,滚轮10沿升降凸轮9运动,带动升降杆5作升降运动,带动托瓶盘及瓶子升降,升降杆是由一组空心轴内装一根细轴、中间有弹簧组成的弹性结构。
在充填过程中,当有的瓶子卡住不能上升时,升降杆可以自由压缩,这样灌装机可以继续回转,同时又不会压碎瓶子。
图3-28瓶升降机构结构简图
1-托瓶盘2-托瓶盘杆3-升降杆套4-升降杆滑套5-升降杆
6-弹簧7-螺母8-小轴9-升降凸轮10-滚轮11-固定盘
2.灌装阀
灌装阀的结构如图3-29所示。空瓶由托瓶盘送入,当瓶口顶住导瓶罩12继续上升时,进液管11的套管和进液管分开,液料流入瓶内。当料瓶下降时,进液管套在弹簧力的作用下复位,液料就停止流出。
图3-29 灌装阀结构简图
1-排气管2-分装管座3-贮液箱底4- 贮液箱托盘5-紧固螺钉6-导柱7-定位螺母8-乳胶密封管
9-弹簧10-浮簧支架11-进液管12-导瓶罩
3.传动装置
传动系统如图3-30所示。
图3-30 传动系统简图
1-皮带2、3、5、7-圆锥齿轮4-主轴6-拨轮轴
第三节 负压灌装机
现以GF-45双缸低真空灌装机为例,说明负压灌装机的主要结构和工作原理。
一、主要技术参数
①灌装物料 灌装不含气的液体,如白酒、果汁、酱油、食油、
化工试剂、农药等
②灌装容器 玻璃瓶(瓶高200320mm、瓶身外径小于90mm)
③灌装定量方法 以灌装瓶内液位高度为计量标准
④灌装头数 45个
⑤生产能力 8000~12000瓶/小时
⑥真空度 500mm水柱
⑦电机功率 3(kW)
二、负压灌装机的总体结构
该机的总体结构如图3-31所示。托瓶盘装在下转盘13上,它的升降是由升降导轮16来驱动的。贮液箱中的液位是由液位控制装置14控制的。灌装阀5固定在上转盘9上,上转盘的高度可由高度调节装置15来调节,以适应不同瓶高的要求。调速手轮19用于无级调节主轴转速,使之符合主机生产率的要求。
图3-31 GF-45 负压灌装机总体结构示意图
1-进瓶链带2-不等距螺杆3-进瓶拨轮4-瓶托机构5-灌装阀6-吸气管7-真空指示管8-真空气缸 9-上转盘10-贮液箱11-吸液管12-放气阀13-下转盘14-液位控制装置15-贮液箱高度调节装置
16-托盘升降导轮17-蜗轮减速箱18-电机19-调速手轮
三、负压灌装机的工作原理
灌装机工作原理参见图3-31。空瓶由链带1送入,经不等距螺杆2分成间距110mm;再由拨轮3送到托盘机构4上,瓶子随瓶托回转的同时,由升瓶导轮16带动上升150mm;当瓶口顶住灌装阀密封圈时,瓶内空气被真空吸管6、真空气缸8吸走,瓶内形成一定的真空度。在压差作用下,贮液箱内液体被吸液管11吸入瓶内,进行灌装。灌装结束后,后在凸
轮导轮带动下第一次下降60mm,使液管内存在的液料流入瓶内,瓶托再下降90mm,瓶子进到水平位置,由出瓶拨轮将瓶子送到压盖机上。
该机的灌装工艺过程如图3-32所示。
图3-32 负压灌装机灌装工艺过程图
四、主要部件的结构
1.托瓶机构
该机的托瓶机构是机械式的,其结构如图3-8所示。图中弹簧2是由直径3.5mm的钢丝绕成的,弹簧的外径28mm,在自由状态下长度为580mm,装入上下滑筒后的长度为480mm。这时弹簧受到的初始压力为127.4N,以后每对弹簧增加固10mn压缩量,弹簧压力相应增加9.8N。
升降凸轮8为圆柱凸轮,凸轮导轨的曲线展开如图3-33所示。
图3-33 托瓶升降凸轮导轨曲线展开图
2.液料供送装置
该机的真空室和贮液箱是分开的,真空气缸的真空度较低,所以称双室低真空灌装机。其液料供送装置如图3-34所示。液料经进液管10进入贮液箱5中,液箱内液位高度由液位控制浮桶6控制,使液位保持在规定的范围内。灌装机设有真空泵,真空泵将真空气室1内的空气抽走,使其达到一定的真空度(500mm水柱);贮液箱通过两根真空度指示管2与真空气室相通,指示管2内液面的升高值表示了真空气室1的真空度。
每个灌装头8都有一个吸气管3和吸液管4分别通向真空气室1和贮液箱5,这样就组成了供液系统。
图3-34 双室低真空灌装机液料供送装置示意图
1-真空气室2-真空度指示管3-吸气管4-吸液管5-贮液箱6-液位控制浮桶7-托瓶机构
8-灌装头9-真空度调节板10-进液管
3. 灌装阀
灌装阀的结构如图3-35与密封圈4接触密封时,吸气管
2
子里的液面称为第一次液面。
当托瓶机构进入第一次下降工位,
下降的距离达到
进液管5
通过真空指示管回流到贮液箱中,如图3-34
14ml)调节灌装阀上的调整垫片3的高低,调节灌装量。
4.传动装置 该机的传动系统如图3-36所示。电机1经三角带无级变速器2、蜗杆减速器2驱动齿轮5和链轮6、锥齿轮7带动托瓶转盘8转动(包括贮液箱);轴19经锥
齿轮16带动进瓶拨轮11转动;轴19经锥齿轮14带动出瓶拨轮11转动;轴19经螺旋齿轮
5、锥齿轮10带动分件供送螺杆9转动;轴19经锥齿轮12、链轮13驱动板链17运动。
图3-35灌装阀结构简图1-吸液管2-吸气管3-调整垫片 4-密封圈5-进液管6-吸气管
图3-36 负压灌装机传动系统图 1-电机2-无忌调速器3-蜗杆减速器4-单项超越离合器5-齿轮6-链轮 7、10、12、14、16-锥齿轮8-托瓶
转盘(贮液箱转盘)9-分件供送螺杆11-进、出瓶拨轮13-链轮15-螺旋齿轮17-板链18-盘车手轮19-轴
5.电气装置
该机的电气控制原理如图3-37所示。灌装机主机由一台JQ 2-41-6鼠笼式交流异步电机
拖动,通过无级变速箱变速,带动主机运转。
为满足包装工艺要求,在电机控制回路中,有两组停机开关,一是在灌装机出口处,装
一限位开关,使不规格的小口酒瓶在随滑筒下降而吊在升降杆上时,碰撞限位开关,打开常
闭触头,使灌装机停机;另一个停机开关是装在灌装机和压盖机之间的链道上,在压盖机停
机、链道上酒瓶堆积时,碰撞链道上的限位开关,使灌装机停机。
该机主机回转直径大、惯量大。为了保证任何情况下都能快速停机,在电机的两相绕组
中送入一外加直流电压,在电机空间构成正弦磁场,使电机转子绕组切割正弦磁场感应电势,
产生制动电流。当线路开关切断后,通过常闭触点,接通自动开关,当通入的外加直流电压
产生的磁场足够强时,可使灌装机在所规定的时间内由最高速停止运转。
外加直流电压由制动变压器B,副边经四只10A、220V的硅整流元件组成的单相桥式整
流电路获得。为防止停机时产生短路电弧,线路开关QC 1和制动开关ZDC之间装有联锁环节,
变压器B 1原边380V,副边72V、65V处抽头,低速时送入65V交流电压即可满足要求。
主拖动和其它辅助拖动都由CJ 0-10接触器作线路开关。并有熔断短路保护和热继电器过
载保护。在电器面板上设有指示灯和交流电表,用来指示运行状态和负荷的大小。
该机的特点:不漏损灌装液体,破瓶率低,液料香味损失小,适用多种液体灌装。
图3-37 负压灌装机电器控制原理图
第四节 等压灌装机
现以GD-60回转型灌装机为例,说明等压灌装机的主要结构和工作原理。
一、主要技术参数
①灌装物料 啤酒、汽酒、汽水等
②灌装容器 玻璃瓶瓶口内径:15mm以上,瓶的外径:50~100mm,
瓶的高度:160~370mm
③灌装阀头数 60个
④生产能力 15000~22000瓶/小时
⑤电机功率 5.5kW
二、等压灌装机的总体结构
该机的总体结构如图3-38所示。灌装机主要由环形液室2、拨瓶星轮5、分件供送螺杆6、中心进液管10、进气管11、灌装阀20等组成。
图3-38 GD-60等压灌装机组总体结构示意图
1-控制环支架2-环形液室3-快关拨叉4-环形回气预压室5-拨瓶星轮6-分件供送螺杆7-驱动轮8-轴承9-回气管10-中心进液管11-进气管12-压缩空气管13-蜗杆减速器14-压盖装置高速调节杆15-压盖装置支座16-压盖监控装置17-压盖头18-王冠盖进给通道19-王冠盖整理装置20-灌装阀21-灌装装置高度调解机构
三、等压灌装机的工作原理
洗净的瓶子由分件供送螺杆6和拨瓶星轮5送到托瓶台上,瓶子上升后瓶口与灌装阀紧密接触,进行等压灌装,灌装结束后,由拨瓶星轮将瓶子送到压盖机上。
四、主要部件的结构
1.包装容器供送装置
图3-39 进瓶螺旋装置示意图
1-进瓶螺旋2-小锥齿轮3-大锥齿轮4-小链轮5-离合器6-触点开关7-弹簧8-张紧轮9-大链轮
(1)进瓶螺旋装置
该机的进瓶螺旋装置,如图3-38中的6所示,为了减少噪音,采用尼龙1010材料制成,其结构如图3-39所示,当灌装机转一周时,进瓶螺旋转60转。在工作过程中,出现卡瓶现象时,离合器5打滑使弹簧7往下压缩,使触点开关将电机路线切断,灌装机自动停机。当故障排除后,弹簧7复位,触点开关6接通线路,灌装机正常工作。
(2)瓶子的升降机构
该机瓶子升降机构为气动-机械混合式,其结构如图3-40所示。升瓶气缸包括外气缸16和内气缸15两部分,内气缸固定在环形气缸13上,其下端的通气孔与环形气缸相通。外气缸上端装有托瓶盘5和握瓶叉6,下端装有升降导轮的凸头。当内气缸通入压缩空气后,外气缸自由上升,把瓶子升高并抵住灌装阀进行灌装,升瓶气缸所用的气压为2.5~4表压。
在进出瓶位置的底板上,固定安装出瓶曲线板10,板面的曲率半径与回转的灌装机平台同心,板面下边呈“------ ”形。出瓶时出瓶拨轮触及板面右边的斜面,压下升降气缸而下降。同时升瓶气缸内压缩空气流入环形气缸内,瓶托下降,使瓶子进入灌装机平台,再由拨瓶星轮送入压盖机上。
图3-40 瓶的升降机构示意图
1-方导杆2-导轨3-圆螺母4-导杆头5-托瓶盘6-握瓶叉7-扶瓶架8-气缸头9-通气管10-出瓶曲线板 11-升降导轮12-出瓶导轮13-环形气缸14-导环15-内气缸套16-外气缸套
2.液料供送装置
(1)液料供送系统
液料供送系统由入液管、无菌压缩气管、环形液缸等组成,如图3-41所示。贮液箱是一个矩形切面的环形液缸,它用6根支柱12支撑在灌装机平台22上,在环形液缸下面装有60个灌装阀9,分别与环形液缸底面的60个孔联上,并用螺栓固定。
入液总管2装在底板的入液管支柱上,跨过环形贮液缸上面,引至灌装平台的中心柱7上面的入液头5,入液头的中心管5与入液总管连接不动。入液头的外套6有分层的环形槽,每层槽可引出一根管至贮液缸内。
在入液总管2旁装有两根无菌压缩气管1,与入液管外套上的环形槽相通。入液头外套6下端有6根供液管8通至贮液缸内,整个外套固定在灌装机平台的中心柱7上,随着灌装平台一起运转。
图3-41液料供送系统示意图
1-无菌压缩气管2-入液总管3-液位控制浮包4-环形液缸5-入液头中心管6-入液头外套7-中心柱8-供液管9-灌装阀10-控制曲线板11-中心柱12-贮液箱支柱13-出瓶曲线板14-底板15-轴承16-底座17-注油嘴18-压缩气管19-环形气缸20-油雾喷嘴21-升瓶气缸22-灌装机平台23-瓶托 入液总管上装有入液总阀,如图3-42所示。总阀1下面侧边有一个先运行阀2,从透明管3可观察入液情况:若从先运行阀流出的液体缓慢,说明液体压力不足;若液体冲出,说明液体压力高,必须调整液体压力。当流入液体压力正常后,再打开总阀,将液体送入环形液缸,同时关闭先运行阀。
图3-42 入液总阀示意图
1-入液总阀2-先运行阀3-入液管4-透明管
无菌压缩气管通入贮液缸时,分为入贮液箱气管和平衡气管两种。如图3-43所示,气体从入贮液箱气管5通入贮液箱2内,在送啤酒入箱以前,先打开无菌压缩气管的阀门,使贮液箱内气相的压力,与其入酒压力相平衡,才能顺利进酒,平衡气管配有截止阀和单向阀各一个,通到高液位控制浮球上面的充气阀。
图3-43 供气管路布置图
1-低液位控制阀2-环形贮液箱3-无菌压缩气管4-平衡气压管5-入贮液箱气管6-放气阀7-充气阀
8-高液位控制阀9-液面视镜10-溢流管11-泄液管
(2)液位控制装置
当进液压力有波动时,贮液箱内液面就不稳定,为了自动控制液面在某一规定范围内,在贮液箱内设有低液位控制浮球和高液位控制浮球。
①低液位控制浮球 它控制贮液箱内最低液位,其结构如图3-44所示。当贮液箱内液面下降至规定的高度时,浮球1下降,同时浮球1和浮球杆3靠自重使密封垫4离开排气嘴,贮液箱上部的气体从排气嘴7排出,降低了贮液箱气相的压力,于是液料由液库进入贮液箱内。当液面上升到规定位置后,浮球1又使密封垫4堵住排气嘴7,针阀6用来调节排气快慢。
图3-44 低液位控制浮球示意图
1-浮球2-重锤3-浮球杆4-密封垫5-浮球盖6-针阀7-排气嘴
②高液位控制浮球 它控制贮液箱内最高液位,其结构如图3-44所示。当贮液箱内液面超过规定高度时,浮球1上升,杠杆9和滑套6使密封圈8右移,打开通气孔7,于是无菌压缩气体由平衡气管经充气阀(见图3-44)进入贮液箱,将液料压回贮液库,液位下降至规定位置后,液位低使浮球失去浮力。因浮球自重和重块2的作用,杠杆和滑套将密封圈左移,堵住进气孔,便停止进气。高液位时,低液位控制浮球上升,压住通气孔,使气体不能从放气阀放出,如图3-45所示。
该灌装机的贮液室和气室都在同一贮液箱内,所以称单室供液系统。
旋转式压片机常见故障及解决方法
旋转式压片机常见故障及解决方法 旋转式压片机是制药企业的主要生产设备之一,由于压片机在生产过程中高速运行,一旦出现故障将严重影响产品产量和质量。所以操作人员和维修人员必须经过培训,做到“四懂三会”, 1 旋转压片机的基本结构 旋转压片机主要由底座、蜗轮箱、转台、导轨、压轮、加料、调节、电器及外围部分组成。 其工作原理:转盘在动力传动装置的带动下顺时针( 俯视 )旋转,颗粒原料靠自重从加料斗中下落到加料靴(加料器)所框定的中模里,由加料靴(加料器)刮平后,通过上、下压力轮挤压上下冲头,把颗粒原料压制成片,然后经出片装置出片,转盘每转动一周经过两次充填、加压、出片。 2 压片机常见故障分析及解决方法 设备调试、维修的10项原则 在日常生产和压片机的调试与维修工作中,常会遇到一些机械、电器故障,我们可以从机械、电器、辅机等若干方面来加以分析,并通过分析找到相应的解决方法。维修、调试前的分析非常重要,无目的的拆卸往往会破坏压片机的公差参数,导致设备加工精度下降。人们在实践中总结了设备调试、维修的10项原则,对压片机的维修、调试也很适用。 2.1.1先动口再动手 对于发生故障的压片机,不应急于动手拆卸,应先询问设备操作人员,产生故障的前后经过及故障现象。对于生疏的设备,还应先熟悉其原理和结构特点,遵守相应规则。拆卸前要充分熟悉每个部件的功能、位置、连接方式以及与周围其他部件的关系,在没有结构图纸的情况下,应一边拆卸,一边画草图,并记上标记。 2.1.2先外部后内部
应先检查设备各部件有无明显裂痕、缺损,了解其故障及维修史,然后再对设备内部进行检查。拆卸前应先排除周边的故障因素,确定故障点后才能拆卸,否则,盲目拆卸可能将设备越修越坏。 2.1.3先机械后电气 只有在确定机械零件无故障后,再进行电气方面的检查。检查电路故障时,应利用检测仪器寻找故障部位,确认无接触不良故障后,再有针对性地查看线路与机械的运作关系,以免误判。 2.1.4先静态后动态 在设备未启动时,判断设备主要部件是否良好,从而判定故障的所在。通过手工盘车、通电点动,看各机构运动状态,听设备运行声,测各测量点参数,判断故障点,最后进行维修。 2.1.5先清洁后维修 对污染较重的设备,先对其进行清洁,检查外部控制键是否失灵。特别是生产中药制剂的设备,许多故障都是由脏污及导电粉尘引起的,一经清洁故障往往会自动排除。 2.1.6先电源后设备 电源部分的故障率在整个故障设备中占的比例很高,所以先检修电源往往可以事半功倍。 因机构、部件、装配质量或辅助设备故障而引起的故障,一般占常见故障的50%左右。电气设备的特殊故障多为软故障,要靠经验和仪表来测量和维修。 2.1.8先外围后主机 特别是电器部件,先不要急于更换损坏的电气部件,在确认外围设备电路正常时,再考虑更换损坏的电气部件。 2.1.9先手工盘车再点动试车 检修、调试结束时,必须先进行手工盘车,确定没有障碍时才可以进行试运行。这是设备维修、调试、运行的基本规则。 2.1.10员工先培训后上岗
饺子机 自动饺子机
饺子机自动饺子机 饺子机自动饺子机是我厂在广 博 种新型食品机械。它可以替代 人工操作,包出饺子外观美观,整 齐,具有生产效率高,性能稳定等 优点是理想的面食加工产品!饺 子自动成型机,适用于宾馆、饭 店、餐厅、团体食堂加工、幼儿 园、速冻饺子生产。各种肉馅、肉菜混合馅、全菜馅及其它种馅的饺子。 饺子机自动饺子机更换机头可包春卷、馄饨、火锅水饺、珍珠水饺、咖喱饺子、花边饺子、锅帖饺子等。制品可煮、蒸、煎及加工冷冻食品。 我厂饺子机主要特点:全不锈钢材质, 面皮薄厚馅量多少均可调节。饺子形状美观。输面及成型部件采用聚四氟乙烯防粘结技术,阻力小成型好易清洗可根据用户要求定制!
80 饺子机自动饺子机产品特点: 本机多功能独特设计 1. 面皮厚度与馅量可根据实际需要自行调整; 2. 适合多种调理:包制出来的饺子可蒸、煮、炸、煎,春卷与咖喱角与咖喱卜油炸尤其可口,最重要的是均适合急速冷冻、耐贮藏,是理想的微波炉食品; 3. 操作简便省时省力:人工制造饺子、耗时费工,尤其目前在劳工严重缺乏的情形下,更是令大多数的老板烦恼不已,这台机械操作简便,无经验者也可操作,制造速度快,大大提高生产能力,有利提高经济效益; 4. 整机全不锈钢制造,完美的设计,同时兼顾卫生与美观两大优点; 5. 饺子机自动饺子机结构精巧占地小,拆装容易、清洗简
便; 6. 产量高:饺子:4000-5000个/时 生产各种肉馅、肉菜混合馅、全菜馅及其它种馅的饺子。随机赠现场拍摄技术操作光盘 全自动饺子机
饺子机自动饺子机 饺子机自动饺子机是我厂在广 博 种新型食品机械。它可以替代 人工操作,包出饺子外观美观,整 齐,具有生产效率高,性能稳定等 优点是理想的面食加工产品!饺 子自动成型机,适用于宾馆、饭 店、餐厅、团体食堂加工、幼儿 园、速冻饺子生产。各种肉馅、肉菜混合馅、全菜馅及其它种馅的饺子。 饺子机自动饺子机更换机头可包春卷、馄饨、火锅水饺、珍珠水饺、咖喱饺子、花边饺子、锅帖饺子等。制品可煮、蒸、煎及加工冷冻食品。 我厂饺子机主要特点:全不锈钢材质, 面皮薄厚馅量多少均可调节。饺子形状美观。输面及成型部件采用聚四氟乙烯防粘结技术,阻力小成型好易清洗可根据用户要求定制!
膨 化 机 使 用 说 明 书
膨化机使用说明书 1.先将螺杆,螺套放进机内再将机头螺母拧上旋紧、皮带盘的后螺母宁静,皮带要拉紧。 2.把各种形上飞刀片安装在螺杆伸出的小棒上,把小棒往后推实,各种形飞刀片与机头螺 母平面的间隙调整至约0.-0.3毫米,各种形上飞刀片上有两个螺钉,分别将它们对准小棒上的切平出,然后拧紧。 3.再将小棒上的两个螺帽互相拧紧、防止飞刀在加工时受到挤压往后退,然后将机器空转 一下,声音正常方可开始加工。 4.开机后,在进口处慢慢地放进湿原料(就是在半两料中拌入少量水,拌湿便可。)待膨化 物出来,马上连续放进少量干原料,由于开始时温度低,负荷重,柴油机的油门要开大一些,待小圆球出来成型后,逐步加快进料量,进料量以动力拖得动为原则。 5.一定要连续加工,加工时如发现进口处有原料王珊凡、或者膨化产品不慎调入进口处, 立即用小木棒去掉,否则会影响进料量。 6.加工结束后,让机空转半分钟至1分钟,待里面残留原料烧焦后,再关闭动力,先拆下 小棒上的两个螺母,再将六角飞刀上的两个螺母匀松开,拿下飞刀,卸下机头螺母及螺杆、螺套。清除原料至清洁干净,以备下次开机。 注意事项:飞刀与机头螺母平面千万不要贴的太紧,否则会因过紧而摩擦发热,咬死、损坏全套配件,如离得太远出来的膨化产品将会切不断,螺杆前部的小棒上有一处是铜做的,此处是与机头螺母内孔相配的,两处都要保持光滑干净,千万不可乱敲,如不小心敲坏了,要拿锉刀把它修整好。 操作技术及注意事项 1.拧紧机头螺母和前齿轮,皮带盘的厚螺母,皮带要拉紧。 2.开机前先检查一下机头螺母前面的两把飞刀。转动位置要离机头螺母0.1-0.3毫米,千万 不可紧贴在机头螺母的平面上,飞刀的顾宁螺丝要拧紧。 3.开机应空转正常,方可小量慢慢加入湿原料(就是在半两料中拌入小量水,以刚好将米 拌湿为准),待膨化物正常出来,马上连续加入少量干料。由于开始温度低,负荷重,开
牙膏使用调查及成分研究
牙膏使用调查及成分研究 一.牙膏使用情况调查 首先我做了一个调查问卷,从不同的方面对辽宁大学学生使用牙膏的情况做了一个调查。2天后,我收到了200份答卷,显示的结果如下: 第一题:你最常使用的牙膏品牌?(从6个选项中选择1~3个) 第二题:请按照你选择牙膏时的重视程度对以下功效排序。 第三题:你购买牙膏时对牙膏的成分注意么? 第四题:你购买牙膏的价格谓位于以下哪一个区间?
第五题:你了解牙膏成分对牙齿作用的影响么? 华;最关注的功效是美白及牙膏的味道;而购买价格则集中在5~20之间; 对于牙膏的成分及其作用,大部分人的认识较为模糊。 二.品牌牙膏成分、功效、价格对比分析 我们以大家使用最多的价格在5~20之间的中档牙膏为研究对象。研究发现,市场上99%的牙膏均含有去离子水、山梨(糖)醇、水合硅石、糖精钠、CI7891(二氧化钛)及香精,并且可以发现它们均含氟,含量在0.1%~0.15%左右。 有区别的成分列在下表中: 那么这些成分都有什么作用呢?牙膏上标注的功效真的都能实现么? 牙膏的基本成分:摩擦剂、洁净剂、润湿剂、胶粘剂、防腐剂、甜味剂。 1、摩擦剂 磨擦剂是牙膏的主体原料,一般占配方的20%~50%,在牙膏中最重要的作用就是去除牙垢,减轻牙结石。水合硅石(SiO2?nH2O)是一种最常用的的摩擦剂。 2、湿润剂 湿润剂可防止牙膏在软管中固化变硬,并使膏体具有光泽等效能。用于牙膏中的湿润剂有甘油、聚乙二醇、山梨(糖)醇等多种。 3、胶粘剂 起到粘合作用,使膏体的贮存稳定性大大提高。纤维素、卡波姆都是胶粘剂。 4、甜味剂 为改善牙膏的口感,牙膏中加了少量糖精。由于用作湿润剂的甘油等也具有甜味,故糖精的配用量一般为o.01%~o.1%。糖精钠即为甜味剂。
几种食品的加工工艺
肉干的加工 肉干是用猪、牛等瘦肉经煮熟后,加入配料复煮、烘烤而成的一种肉制品。因其形状多为1cm3大小的块状。按原料分为猪肉干、牛肉干等;按形状分为片状、条状、粒状等;按配料分为五香肉干、辣味肉干和咖喱肉干等。 (一)一般肉干的加工 1. 原料肉的选择与处理 多采用新鲜的猪肉和牛肉,以前、后退的瘦肉为最佳。先将原料肉的脂肪和筋腱剔去,然后洗净沥干,切成0.5kg左右的肉块。 2. 配方 表几种肉干的配方(按100kg瘦肉计算)单位:kg 配方食盐酱油五香粉白糖黄酒生姜葱 1 2.5 5 0.25 - - - - 2 3 6 0.15 - - - - 3 2 6 0.25 8 1 0.25 0.25 如无五香粉时,可将茴香、陈皮及肉桂适量包扎在纱布内,然后放入锅内与肉同煮。 3. 水煮 将肉块放入锅中,用清水煮开后撇去肉汤上的浮沫,浸烫20~30min,使肉发硬,然后捞出切成1.5cm×1.5cm×1.5cm的肉丁或切成1.5cm×2.0cm×4.0cm的肉片
(按需要而定)。 4. 复煮 取原汤一部分,加入配料,用大火煮开,当汤有香味时,改用小火,并将肉丁或肉片放入锅内,用锅铲不断轻轻翻动,直到汤汁将干时,将肉取出。 5. 烘烤 将肉丁或肉片铺在铁丝网上用50~55℃进行烘烤,要经常翻动,以防烤焦,需8~10h,烤到肉发硬变干,味道芳香时即成肉干。牛肉干的成品率为50%左右,猪肉干的成品率约为45%左右。 6. 包装和贮藏 肉干先用纸袋包装,再烘烤1h,可以防止发霉变质,能延长保质期。如果装入玻璃瓶或马口铁罐中,约可贮藏3~5个月。肉干受潮发软,可再次烘烤,但滋味较差。 7. 感官评定 (二)成都麻辣猪肉干 1. 配方(单位:kg) 瘦猪肉50 ;味精0.05;精盐0.75 ;辣椒味1~1.25;酱油 2 ;花椒粉0.15;白糖0.75~1;五花粉0.05;芝麻油0.5 ;芝麻面0.15 ;白酒0.25;菜油。适量 2. 加工工艺 加工的前几道工序都基本相同,只是初煮后各有不同,将煮好的肉块切成长5cm,宽1cm长条的小块,用盐、白酒、1.5kg酱油混合为腌制液,腌制30min,然后油炸,捞出后用白糖、味精和0.5kg酱油混合均匀,再把炸好的肉块倒入混合调料中充分拌和冷却。辣椒面、芝麻油放入炸好的肉块中,拌均匀即为成品。
压片机原理及应用
压片机 压片机主要用于制药工业的片剂工艺研究,其可以将颗粒状物压制成直径不大于13mm的圆形、异形和带有文字、符号,图形片状物的自动连续生产设备。压片机在制药生产过程中具有重要意义。 据了解,压片机在我国生产历史悠久,出口早,产量大,压片机制造商数量、品种规格,产量均位居世界前列。特别是近年来压片机制造企业开始重视产品质量,奉信“以质取胜”的经营理念,开发的压片机产品具有操作简单、清理方便快捷的特点。 进入21世纪,随着GMP认证的深入,完全符合GMP的ZP系列旋转式压片机相继出现。高速旋转式压片机在产量、压力信号采集、剔废等技术上有了长足的发展。另外,随着制造加工工艺水平、自动化控制技术的提高以及压片机使用厂家各种不同的特殊需求,各种特殊用途的压片机也相继出现。譬如,实验室用ZP5旋转式压片机、用于干粉压片的干粉旋转式压片机、用于药片剂的防爆型ZPYG51系列旋转式压片机等。 笔者获悉,针对单向压片机存在的裂片,片剂内部的密度不均匀等缺点,一种旋转式多冲双向压片机开始诞生。这种压片机上下冲同
时均匀地加压,使药物颗粒中的空气有充裕的时间逸出模孔,这提高了片剂密度的均匀性,减少了裂片现象。除此以外,旋转式压片机还具有机器振动小、噪声低、耗能少、效率高和压片重量准确等优点。 而高速旋转压片机则具有强迫供料机构,机器由PLC控制,有自动调节压力、控制片重、剔除废片、打印数据、显示故障停机等功能,除能控制片重差异在一定的范围内以外,对缺角、松裂片等质量问题能自动鉴别并能剔除。 如今我国压片机行业虽然取得了较大的成就,新产品也层出不穷,但是不得不承认的是,我国压片机技术含量较低、技术创新后力不足。真正技术水平高、附加值大的品种却寥寥无几。因此,面对医药市场需求的不断扩大,我国压片机企业还需不断进行技术创新,促进压片机设备向智能化方向发展。据了解,当前国外压片机技术发展的方向是智能化、柔性化、精密化。为推动压片机行业快速发展,更好的引用于制药生产等领域,我国压片机行业还需向国外高技术取经。
膨化岗位操作规程
1 目的:建立膨化岗位的操作规程,确保其操作规范化。 2 适用范围:适用于膨化岗位的操作。 3 责任者:膨化岗位的操作者。 4 操作规程 4.1设备的开启与关闭原则 4.1.1开机前准备 4.1.1.1 检查电路、汽路、水路是否正常,是否具备开机生产条件。 4.1.1.2 检查膨化腔内的压力环配置是否安装正确,最前面出料端的锥头紧定螺栓是否拧紧,检查各部位螺丝不得有松动现象。 4.1.1.3 检查蓄水池的蓄水量是否满足生产。检查主机循环油是否正常循环。 4.1.1.4 给机器各润滑部加油。 4.1.1.5 检查清理膨化室、调制器、冷却器、干燥器内是否有残余物料,并保持干净。 4.1.2开机顺序 4.1.2.1 开机应当注意开机顺序,其顺序为按物料流程自下而上依次开启。4.1.2.2 开机前需先开启蒸汽阀,预热前三节膨化腔,温度为80—100℃左右。排出冷凝水并检查压力是否正常(蒸汽压力在0.5MPa)。预热温度达到后,关闭进膨化腔的蒸汽阀门。 4.1.2.3 主机循环油正常情况下启动主机清洗机膛、装上生产的孔班、切刀、锁紧模座待机生产。 4.1.2.4 检查各仪表是否正常,观察拌合机下料孔是否下料,经常观察温度是否附合规定要求,确保膨化料的熟化。 4.1.2.5 根据生产品种孔模、工艺要求及产能预算粉料喂料速度、加水量、加汽量、及切刀转速。 4.1.2.6 开始启动设备:先启动调质器电机,将旁通门放置为旁通状态,不让膨化料粉进入膨化腔内部。启动喂料器电机,逐渐调整喂料量;旁通门溜槽有膨化料流出时,打开蒸汽阀门开始向调质器中添加蒸汽调质。等待调质后的膨化料的温度上升,调质温度达到预定温度时准备进料到膨化腔内。 4.1.2.7 进料之前,先启动冷却油泵电机,启动膨化机主电机,等主电机运转正常后才能进料。适当开启进入膨化腔内部的自来水,根据进水量需要关闭进腔自来水。此时放水主要是起引料的作用便于出料顺畅。水不要太多,水多会造成物料打滑,堵机物料反喷的情况发生。将旁通门关闭让调质好的膨化料进入膨化腔,等待出料。 4.1.2.8 当出料后,适当增加喂料量。当调质器内的测温传感器显示温度下降
牙膏的主要组成成分大揭秘和科普
https://www.360docs.net/doc/0c2037240.html,/牙膏的主要组成成分大揭秘和科普 古医书《外台秘要》曾说,用杨枝将一头咬软, 蘸了药物揩牙,可使牙“香而光洁”,咀嚼嫩树枝 用以洁牙的效果似乎也不错,李时珍也说,用嫩柳 枝“削为牙枝,涤齿甚妙”。 在还没发明牙膏和牙刷的古代,中国人用树枝、盐、药物等工具来清洁牙齿,希望能达到清洁、消炎抑菌,并带来些微清香的效果。牙膏问世前,西方人发明了牙粉。它是碳酸钙和肥皂粉的混合物,其功能是保持牙齿清洁,除却污渍。但牙粉pH值高,会引起口腔组织发炎。今天,人们对牙膏的期望早已超出了清洁,而是希望牙膏能起到更多口腔保健的作用。 牙膏的组成 牙膏是由摩擦剂、保湿剂、增稠剂、发泡剂、芳香剂、水和其他添加剂(含用于改善口腔健康状况的功效成份)组成的。不管什么牙膏,其中主打成分都是摩擦剂,清洁作用主要由摩擦剂完成。其他添加剂还包括防腐剂、着色剂等等。 摩擦剂 牙膏中常用的摩擦剂有:碳酸钙、磷酸氢钙(摩擦力较强,因此在特制除烟迹的牙膏中,可在二水盐中混入5%-10%无水盐)、焦磷酸钙(由于它不和含氟化合物发生反应,可用作含氟牙膏的基料。) 保湿剂 湿润剂可防止牙膏在软管中固化变硬,并使膏体具有光泽等效能。用于牙膏中的湿润剂
https://www.360docs.net/doc/0c2037240.html,/有甘油、山梨醇、聚乙二醇等。山梨醇还能赋予牙膏适度的甜味。 甘油,丙三醇的分子模型。是不是很熟悉?它是十分常见的化妆品成分。 二甘醇作为一种保湿剂也曾用在牙膏中,但被发现有低毒性,并在2007年被美国、日本、加拿大等国家先后禁止,我国国家质检总局也随后发出了禁止使用的公告,并在在2009年公布的牙膏新国标(GB8372-2008)中明确禁止添加。如作为杂质带入,在牙膏中的含量不得超过0.1%。 表面活性剂 表面活性剂有洁净、发泡能力,使牙膏在口腔迅速扩散,并使香气易于透发。配方中用量一般为2~3%,普遍使用的是月桂醇硫酸钠。 增稠剂 增稠剂常见为CMC(羧甲基纤维素钠),目的是将牙膏中多种原料成分有机地粘合在一起制成膏状,不过新国标已经取消了对稠度的要求。
自熟多功能单螺杆挤压重组牛肉的加工工艺研究
自熟多功能单螺杆挤压重组牛肉的加工工艺研究 李福泉1,陈柯1,杨文1,段翠翠2 (1.内江职业技术学院,生物技术系,四川内江 641100) (2.东北农业大学,乳品科学教育部重点实验室,黑龙江哈尔滨 150030)摘要:本论文利用自熟多功能单螺杆食品膨化机,通过挤压膨化牛肉制品的开发与研究,增加维持生命最重要的营养素赖氨酸,使之营养平衡。应用响应面法研究了恒定螺杆转速下,牛肉的添加量、进料湿度及进料粒度三个操作参数对牛肉蛋白挤出物的膨化度、脂肪酸、氨基酸成分变化程度的影响。确定了最适工艺条件:螺杆恒定转速为370 r/min,牛肉的添加量是37.00%,进料湿度是24.08%,进料粒度是16目。通过对挤压前后牛肉脂肪和氨基酸的变化研究,表明在挤压膨化过程中,脂肪酸的损失率较高,特别是γ亚麻酸。挤压膨化牛肉中7种人体必须氨基酸的含量相对是减少的,赖氨酸和丝氨酸减少的比例最大,分别是16.82%和16.20%,酪氨酸和组氨酸减少的比例最小,分别是13.3%和13.8%。 关键词:挤压膨化;牛肉;加工;工艺条件;响应面法 文章篇号:1673-9078(2013)2-335-338 Study on Processing Technology of Single-screw Extruder to Produce Textured Beef LI Fu-quan1,CHEN ke1,YANG Wen1, DUAN Cui-cui2 (1.Neijiang V ocational & Tecnical College, Department of Biotechnology, Neijiang 641100, China) (2.Key Laboratory of Dairy Science, Ministry of Education, Northeast Agricultural University, Harbin 150030, China) Abstract: In this study, self-cooked multifunction single-screw food extruder was used to extrude beef products to develop a method that could increase the most important life-sustaining nutrient-lysine and maintain a nutritional balance. The response surface method was used in this study to identify the effects of three operating parameters, including volume of addition of beef, feed moisture and feed size on the extrusion degree, fatty acids and amino acid composition under constant screw speed. The optimum conditions were determined as follows: constant screw speed 370 r/min, volume of addition of beef 37.00%, feed moisture 24.08% and the feed size 16 mesh. The results obtained by investigation on the changes of beef fat and amino acids before and after extrusion showed that the loss rate of fatty acid was high in the extrusion process, especially γ linolenic acid. In the extruded beef, the content of seven kinds of essential amino aci ds was relatively reduced, of which the lysine and serine were reduced significantly which were 16.82% and 16.20% respectively. Tyrosine and histidine were reduced slightly, being of 13.3 % and 13.8% respectively. Key words: e xtrusion; beef; processing; process conditions; response surface method 目前,研究牛肉食品加工工艺较多,周亚军等人[1]对果蔬复合重组牛肉制品、高晓平等人[2]对嫩化型姜汁风味牛肉干等,在加工工艺方面都进行了深入了研究。挤压膨化食品因其产品蓬松,形态多样得到了较多消费者的喜爱,特别是儿童,可此类食品多以谷物类(玉米、小麦、大米等)和淀粉为主,一般缺乏赖氨酸和含硫氨基酸,多吃会影响儿童的健康发育。但牛肉中富含赖氨酸和蛋氨酸,以牛肉为主要原料制成收稿日期:2012-10-11 基金项目:2011年四川省“高等教育质量工程”建设项目 作者简介:李福泉(1978-),男,硕士,讲师,主研动物营养与饲料加工(膨化饲料加工工艺)的挤压膨化产品,能有效提高产品的营养价值,能满足消费者的营养需求。 J.Park等[3]用单螺杆挤压膨化机挤压膨化脱脂大豆粉、玉米粉和鲜牛肉混和物来制作膨化食品,他们确定了以20%的鲜牛肉组成的,以及不同比例的去脂大豆的添加量进行试验,在产品的剪切力最小时的最佳工艺参数为:29.1%的进料湿度,2.96%的进料脂肪,22%的玉米粉,162 ℃的温度,产品的膨化率较高。N.Unklesbay等[4~5]研究了牛肉和玉米粉混和物挤压膨化的热物理学性质,研究表明,膨化温度在109 ℃时比91 ℃所得到的产品的水分含量要小,所以产品的密度也较小。挤压膨化的条件对导热性没有显著影响, 335
牙膏种类和说明
普通牙膏适合所有人 目前,市场上销售的牙膏主要有两大类:单纯具有清洁作用的普通牙膏和添加了特定成分具有特殊功效的药物牙膏。那么,如何选择那些添加了特殊成分的牙膏呢? 普通牙膏的基本成分包括磨擦剂、洁净剂、湿润剂、胶粘剂和芳香剂。磨擦剂是最主要的成分,起到去污、磨光的作用;洁净剂可以穿透并松解牙面沉积物,乳化软垢,起到类似肥皂的作用;湿润剂的作用是防止牙膏干硬;胶粘剂的作用是稳定膏体,保持均质性;芳香剂可以使刷牙者感到口腔清爽舒适,减轻异味。普通牙膏仅具有清洁牙齿的作用,适合所有人使用。 慎选药物牙膏 常见的药物牙膏有5种: 第一,含氟牙膏它是将适量氟化物加入牙膏内,具有预防龋病功能的一种牙膏。大量研究证明,氟可以提高牙齿的抗腐蚀能力、抑制致龋细菌的生长繁殖。正常口腔环境中也有一定量的氟存在,但其浓度不足以引起以上变化。含氟牙膏的使用是在安全范围内增加口腔局部的氟,在牙齿表面形成强有力的保护层,从而减少龋齿的发生。 含氟牙膏目前已广泛使用,在欧美占据85%以上的牙膏市场份额。各国口腔医学专家一致认为使用含氟牙膏是最近二十年来龋齿减少的主要原因之一,世界卫生组织也一直推荐使用含氟牙膏来预防龋齿。但是,存在地方性氟中毒的高氟地区,不宜推广使用含氟牙膏。 由于儿童存在吞咽牙膏的情况,3岁以下的儿童应避免使用含氟牙膏,4—6岁儿童应在大人指导下使用,每次刷牙使用量不超过黄豆粒大小。 第二,中草药牙膏在普通牙膏的基础上添加了某些中草药,如两面针、田七、黄芩等具有清热解毒、消炎止血作用的药物,能够对缓解牙龈的炎症有一定辅助作用。血液病患者需长期服用抗凝药物,应慎重选用。 第三,消炎药物牙膏在普通牙膏的基础上加入某些抗菌药物,如洗必泰牙膏,这些药物可以消炎抗菌、抑制牙结石和菌斑的形成,起到改善口腔环境、预防和辅助治疗牙龈出血、牙周病的作用。但不能长期使用,否则会导致口腔内正常菌群失调,应一到两个月就更换一次。 第四,防过敏牙膏在牙膏中加入硝酸钾或氯化锶等脱敏成分,对牙本质过敏有一定的缓解作用。牙本质敏感的人可选用这种牙膏。 第五,去垢增白牙膏这类牙膏中含有过氧化物或羟磷灰石等药物,采用摩擦和化学漂白的原理去除牙齿表面的着色,起到洁白牙齿的作用。长期喝茶或吸烟的人,可选择这种牙膏。 牙膏不能当药使 选用牙膏的基本原则应当是以含氟牙膏为基础,配合使用其他牙膏。含氟牙膏和中草药牙膏不需要经常更换,而消炎药物牙膏特别是抑菌性强的牙膏由于存在导致口腔菌群失调的可能,不应长期使用。
真空膨化机工作原理_小型真空膨化机厂家直销
真空膨化机工作原理_小型真空膨化机厂家直销 膨化食品大家一定都吃过,小编小时候可没少吃这类的零食。现在也是,虽然知道膨化食品不太健康,但是还是抵挡不住美味的诱惑。在吃膨化小零食的时候,小编就在想,膨化食品是怎么做出来的呢?现在终于有了答案——是通过真空膨化机制作的。但小编还是好奇真空膨化机工作原理是什么,所以我去到了小型真空膨化机厂家——诸城市宜福机械有限公司,请工作人员为大家介绍真空膨化机工作原理。顺带一提,诸城市宜福机械有限公司做的是小型真空膨化机厂家直销,没有经过中间商,所以价格会相对优惠一些。 【真空膨化机工作原理】 膨化机组是利用相变和气体的热压效应原理,使被加工的物料内部的液体迅速升温汽化,增压膨胀,并依靠气体的膨胀力,带动组织中高分子物质的结构变性,从而使之成为具有网状结构特征、定型多孔状物质即膨化果蔬脆片。真空膨化机组由:膨化罐装置、真空泵、空压机、大口径阀门、电控柜、数显温度仪、管路及控制系统等部分组成。
真空膨化机干燥是近几年刚刚兴起的一种新型膨化技术,它结合了热风干燥和真空干燥的优点、克服了真空低温油炸干燥等的缺点。变温压差膨化生产的膨化果蔬脆片是继油炸果蔬脆片、真空低温油炸果蔬脆片之后的第三产品,其味道鲜美、口感酥脆、营养丰富、易于贮存、携带方便,已经成为时下流行的果蔬休闲食品。 膨化机有一副螺杆和螺套,具有混合和揉搓的功能。原料进入膨化腔内以后,物料在螺杆螺套之间受挤压、摩擦、剪切等作用,其内部压力不断升高,较大达4Mpa,温度不断上升,较高可达140摄氏度。在3-7s的时间内温度和压力的急剧升高,物料的组织结构发生变化,使淀粉进一步糊化,蛋白质变性,粗纤维破坏,杀死沙门菌等有害菌。高温高压物料从出料口出来,其压力在瞬间突然释放,水分发生部分闪蒸,冷却后物料呈疏松多孔的结构,膨胀后的物料呈团状、絮状或粗屑状。 其具有自动化,智能化操作特点,操作者只需将参数调配好,按下各个功能按钮进行生产加工即可,大大减少了劳动力的同时还增加的高产量。原料与水按比例均匀混合投入喂料器后只需照看膨化机正 常工作。 【真空膨化机特点】 真空膨化机是以新鲜果蔬 为原料,经过清洗、去皮、 去核、切分或不切分、预干 燥等前处理工序后,采用变 温压差膨化设备进行的,脱 水果蔬膨化胸片的生产过 程从低温脱水到膨化成型, 完全是物理变化,没有任何 化学变化,不加入任何添加 剂,因此,脱水果蔬膨化脆 片保持了果蔬原的色泽和风味,口感细腻,余香绵长。
牙膏的作用教案
关于牙膏,你知道多少 姚艳 概述 牙膏是日常生活中常用的清洁用品,有着很悠久的历史。随着科学技术的不断发展,工艺装备的不断改进和完善,各种类型的牙膏相继问世,产品的质量和档次不断提高,现在牙膏品种已由单一的清洁型牙膏,发展成为品种齐全,功能多样,上百个品牌的多功能型牙膏,满足了不同层次消费水平的需要。 定义 中国牙膏工业协会的定义为:牙膏是和牙刷一起用于清洁牙齿,保护口腔卫生,对人体安全的一种日用必需品。 根据牙膏的定义,牙膏应该符合以下各项要求: (1)能够去除牙齿表面的薄膜和菌斑而不损伤牙釉质和牙本质; (2)具有良好的清洁口腔及其周围的作用; (3)无毒性,对口腔粘膜无刺激; (4)有舒适的香味和口味,使用后有凉爽清新的感觉; (5)易于使用,挤出时成均匀、光亮、柔软的条状物; (6)易于从口腔中和牙齿、牙刷上清洗。 (7)具有良好的化学和物理稳定性,仓储期内保证各项指标符合标准要求; (8)具有合理的性价比。 历史 最早的牙膏是古埃及人发明的。 最早的牙刷由中国皇帝明孝宗于1498年发明。 最早的牙膏公司是美国高露洁。 最早的含氟牙膏是1945在美国诞生的。 成分 牙膏是由粉状摩擦剂、湿润剂、表面活性剂、粘合剂、香料、甜味剂及其它特殊成分构成的。 牙膏中常用的摩擦剂有:①碳酸钙(CaCO3)②磷酸氢钙③焦磷酸钙④水合硅酸。 湿润剂可防止牙膏在软管中固化变硬,并使膏体具有光泽等效能。用于牙膏中的湿润剂有甘油、丙二醇、山梨醇等多种。 表面活性剂:为清洗口腔中的污垢,目前广泛采用的是中性洗涤剂——月桂醇硫酸钠。能快速发泡,既能发泡沫,又能清洗口腔中的污垢。牙膏用的表面活性剂纯度要求很高,不能有异味,一般用量为2%。 为使牙膏中配料分散均匀,可使用粘合剂,如CMC(羧甲基纤维素钠盐)及其衍生物、角叉菜、海藻酸钠等多种物质。 牙膏用香料主要是薄荷,它是赋予牙膏凉爽感的一种不可缺少的成分。薄荷类又分为薄荷醇(薄荷脑)、薄荷油等多种物质,以及由其派生出来的香料。此外,还可使用水果类香精,如柑橘类香料等,但作为牙膏香料来说是有严格限制的。 为改善牙膏的口感,牙膏中加了少量糖精。由于用作湿润剂的甘油等也具有甜味,故糖精的配用量一般为o.01%~o.1%。也可用木糖醇做甜味剂。 为了防治口腔疾病,有的牙膏中还加入了一些特殊成分:①为除去口臭常在牙膏中加入双氧代苯基二胍基己烷和柏醇等杀菌剂,铜叶绿酸对防止口臭亦有一定功效。②防治龋齿可加入氟化合
面粉膨化机
麻辣食品是一种时尚休闲食品,适合大众口味,已经成为人们特别是广大青少年生活中不可缺少的美味休闲食品,其消费市场广大。120-130型多功能 麻辣食品机是我厂研制成功的一代新产品。该设备以面粉为原料,采用独特配方,可生产出麻辣、五香、牛肉品味的10多种不同形状的休闲食品, 一机多用,是一台实实在在友爱为您赚钱的好机器。 本膨化机是以面粉为原料,通过更换模具可加工出不同形状的麻辣条,在加工好的辣条上添加辣椒油、食用盐、味精、香料等佐料,可使产品色香味齐全。本机操作简单,一般人员均可操作,是面食生产厂、油炸食品店理想的致富产品,用纯白面生产(也可添加少量豆类面)均可。本款辣条机具有易操作 易管理 噪音小 不易损 不易坏 坚固耐用 占地小 功能多是生产辣条的好手。 麻辣食品是很好的休闲食品,也可做主菜和下酒的佳肴,市场前景广阔,是投资小,利润高见效快的 致富项目。 结构小占地少,操作简便,功能多,用途广,可生产不同品种风味的麻辣食品。模具价格50元. 辣条机|膨化机|麻辣条机|麻辣条|多功能辣条机脆角机|麻辣条机|脆角机|麻辣条|糖酥条|香酥片|香酥 果|面粉膨化机 60型多功能麻辣条机 电压:380 功率:5.5千瓦 产量:25-30公斤 价格:680元 随机赠送模具4片 100型多功能麻辣条机 电压:380 功率:7.5千瓦 产量:40-50公斤 价格:980元 随机赠送模具4片 以面粉为主要生产原料,本机配4套模板,通过更换模具可加工出粽子形膨化果、麻辣条、麻辣片、麻辣棒等风味食品,根据需要可在加工好的辣条上添加相应佐料,转换口味。小麻辣膨化 食品机具有易操作、易管理、噪音极小,不易损、不易坏、坚固耐用、占地小、功能多的优点。 用纯白面生产(也可添加少量豆类面)均可。1斤白面可产1.5斤左右麻辣食品,以白面1元钱 1斤,做1斤麻辣食品需白面7两左右,成本约1.3元(含调味料、电费、人工费用),售价2.5
膨化机的操作
膨化机使用操作规程 一、操作及维修 1、检查确定膨化机桶内清洁,无任何杂物。 2、检查锥形活塞处在最远端位置,开口最大。 3、打开蒸汽喷射阀?(压力0.2-0.3Mpa)对膨化机筒进行 预热,直到温度升至>60℃. 4、将蒸汽喷射阀关闭,起动主电机。 5、将进料绞龙打开,使料进入膨化机筒,打开蒸汽喷射阀, 调节锥形塞,以获得合格产品。 6、一旦产品达到要求的产量,不要随意变动干料的加入量 和蒸汽量,电动机的负载应该保持稳定,膨化机筒内的 温度也应达到一个平衡温度(大约需要15-20分钟)。 7、通常膨化机筒温度读书为105℃~115℃,调节蒸汽量和 产量,以获得最佳的内部疏松多孔的产品。 8、成比例地增加蒸汽量,以保持合格的产品并防止主电机 负载超过电动机的额定的电流值。 9、在一天的运行中,或者长期运行中,物料的进给应该是 均匀和稳定的。均匀的速率是使膨化机中稳定运行的一 个最基本的因素。 加进的物料应该是成份、粒度、湿度及温度均恒。
10、蒸汽经过喷射阀直接进入到膨化机筒内并进入到物料 之中,蒸汽压力应该恒定,通常在膨化机中应该是0.6~ 0.7.5Mpa。 11、蒸汽流量的输入控制是通过手动蒸汽喷射阀来实现。在 起动过程中,手动控制蒸汽喷射阀是靠开启的转数来确 定的。 12、电动机功率消耗取决于电动机推动物料通过膨化机的 量的多少。 电动机负载可以通过下述办法增加。 A、增加进料量。 B、使出料口锥销形塞间隙变小。 C、工作在较低的湿度条件下。 13、膨化温度可由轴磨擦产生的热量和喷射蒸汽来提高,温 度提高可由下述方式达到: A、喷射更多的蒸汽。 B、使出料口锥形塞间隙变小。 14、液压锥形塞的操作: A、起动时锥形塞处在最远端,出料口开口最大。 B、主电机起动后,物料进入膨化机筒。打开蒸汽阀门, 起动锥形塞液压系统电机,将手动换向阀扳到前进 位置,观察出料厚度及电机电流读数,使之达到标 准(产量的大小与电机电流成正比,电机电流与锥
压片机培训教材
压片机培训教材 Company number:【WTUT-WT88Y-W8BBGB-BWYTT-19998】
旋转式高速压片机应用技术培训 (单出料机型) 北京翰林航宇科技发展有限公司 旋转式高速压片机应用技术培训 第一节压片机简介 (3) 第二节压片机结构、组成及原理 (6) 第三节机器的完好状态 (8) 第四节操作顺序及注意事项 (10) 第五节片剂的分类 (13) 第六节常用制粒方法 (15) 第七节片剂的质量要求 (20) 第八节常用术语 (21) 第九节压片时可能发生的现象、原因及解决方法 (22) 第一节压片机简介 压片机分为单冲压片机和旋转压片机。 (1)单冲压片机:有一副冲模组成,冲头作上下运动将颗粒状的物料压制成片状的机器。产量在60---100片/分钟,最大作用力15KN,多用于新产品的试制。重型单冲压片机,也可压制 异形片、环形片。 (2)旋转压片机:旋转压片机是基于单冲压片机的基本原理,又针对瞬时施压无法排出空气的缺点,变瞬时压力为持续且
逐渐改变的压力,从而保证了片剂质量,对扩大生产有极 大的优越性。旋转压片机按流程分、双流程两种。 单流程仅有一套上下压轮,旋转一周每个模孔只压出一个药 片;双流程有两套压轮、饲粉器、刮粉器、片重调节器和压力调节 器等,均装于对称位置,冲盘转动一周,每副冲具压制两 个药片。 (2)高速压片机:特点是转速块、产量高、片剂质量好,压片时采用两次压片成型,能将颗粒状物料连续进行压片,可压制 圆形片、异形片。具有全封闭、压力大、噪声低、生产效率 高、润滑系统完善、操作自动化等特点。 翰林公司出产的高速压片机以对称的两个冲孔间距为系列划分:单出料265系列: GZP—16 GZP—23 GZP—30 ZPT—16 ZPT—23 ZPT—30 单出料370系列: GZP—26 GZP—32 GZP—40 ZPT—26 ZPT—32 ZPT—40 单出料420系列: GZPY—30 GZPY—37 GZPY—45 双层片560系列: GZPD—41 GZPD—51 GZPD—61 GZPD—79 双出料620系列: PG—45 PG—55 PG—65 双出料680 /720系列: GZPS—49 GZPS—61 GZPS—73 GZPS—79 双出料1060系列: GZPT—122 GZPT—113 GZPT—95 GZPT—76 高速压片机工作流程(见下图)
面粉膨化机 多功能面粉膨化机
面粉膨化机是一款生产膨化食品的机器,该机投资低,生产产品多样化。该机以面粉、糖、水分、米粉等为主原料可生产玲珑酥,膨化江米条、黄金角,薯条沙拉,膨化锅巴,膨化五星条,月牙酥,枕头酥,可可脆,麻辣酥等10几品种。是一款目前在市场上热销的产品。 可以出产品:膨化江米条、黄金角,薯条沙拉,膨化锅巴,膨化五星条,月牙酥,枕头酥,可可脆,麻辣酥等10几品种 机器共有:自动切断机自动下料机膨化机头3部分组成 以上产品均不含主电机(含2部调速电机)、 主电机客户可以当地配5.5千瓦电机可以购买我们厂家电机电机价格:1000元
生产的部分产品图片: ----------------------------------------------------------------------------------------------------------------------------------------------------
经济效益分析》》 以用纯白面生产(也可添加少量豆类面)麻辣条、片、棍等食品为例:1斤白面可产1.5斤左右麻辣食品,以白面1元钱1斤,做1斤麻辣食品需白面7两左右,成本约1.3元(含调味料、电费、人工费用),售价3元/斤左右。麻辣食品作为休闲食品,销售市场相当广阔,如果日产1000斤,日利润可达1000元以上,因此,膨化果酥生产是最理想投资方向,具有风险小、投资小、利润大的优点。购机可免费配带操作技术及各种调味料配方。 产品制作工艺》》
1、搅拌原料→ 2、放入机器膨化、切断→ 3、油炸→ 4、脱油→ 5、调味(挂外撒料)→ 6、包装至成品。 可选购配套设备 凡购买本厂机器,我们均免费提供配方以及制作工艺的指导。 双辊小鱼酥成型机组 一、双辊机简介:[双辊机适合做2-5cm的鱼,如果做到3.5cm以上可以一台切断机配2台膨化机使用] 双辊小鱼酥机是配套80型面粉膨化机使用的机型。它可以制作小鱼酥,葫芦酥,妙脆角,宝塔形,月牙形,三角形,小鸭形,号角等形状的膨化食品。 本厂有专业的数控雕刻机以及程序员,可按用户需求定制各种大小,各种形状的模
旋转式压片机验证方案
ZP-124型旋转式压片机验证方案1 适用范围
本方案适用于ZP-124型旋转式压片机的验证。 2职责 设备动力科:负责验证方案的起草,并负责预确认、安装确认、运行确认的组织实施。 生产车间:负责性能确认的组织实施。 质量部QC:负责按计划完成设备验证中的相关检验任务,确保检验结论正确可靠。 QA验证管理员:负责验证工作的管理,协助验证方案的起草,组织协调验证工作,并总结验证结果,起草验证报告。 质量部经理:负责验证方案及报告的审核。 质量总监:负责验证方案及报告的批准。 3内容 3.1概述: 该压片机是我公司三车间用于压片之用,是根据工艺要求将已制成的适宜药粉颗粒,通过加料器导入模孔,经上下冲模挤压而成所需形状的片剂。一般通过调整充填深度以控制片重,通过调节片厚及压力以控制片剂硬度,通过适宜的物料处方及模孔间差异控制片重差异。 压片是片剂生产的一道关键工序,影响成品的片重差异、溶出度、硬度及外观。因此必须对压片机进行验证,以确保产品质量稳定均一,符合GMP要求。依据《设备及公用系统验证规程》、《验证管理程序》、《设备使用说明书》。 预确认 3.1.1目的: 根据公司生产要求,选择与公司生产能力相适应的设备,确保所选设备能满足生产要求和GMP要求。 3.1.2技术适用性及供货要求: 3.1.2.1要选择适合本公司厂房(3.6×3.4×2.7m3)及生产能力(≥5万片/h)需要的机型。3.1.2.2与药品接触部分材质应为不锈钢或其他符合医药卫生要求的材料,内表面光滑、平整。 3.1.2.3能有效的控制片重差异及片剂硬度。 3.1.2.4速度可调,调节过程中运行平稳,有吸尘系统。 3.1.2.5可选用不同型号模具,压制设计不同形状片子。 3.1.2.6有进料自动控制装置,可调节下料速度。 3.1.2.7结构易清洗,无死角。 3.1.2.8设备操作方便、运行安全。 3.1.2.9整个设备预确认过程应严格执行《设备前期管理程序》。 3.1.3预确认记录见表一。 3.2ZP-124型旋转式压片机的安装确认。 3.2.1目的:
多功能铡草机粉碎机
多功能铡草机粉碎机 汇富客服QQ:67 手机: 汇富多功能秸秆铡草粉碎机,家用小型铡草机介绍:用于铡切青(干)玉米秸秆、稻草等各种农作物秸秆及牧草的农业畜牧机械铡草机。切草机工作原理:由电机作为配套动力。将动力传递给主轴,主轴另一端的齿轮通过齿轮箱、万向节等将经过调速的动力传递给压草琨,当待加工的物料进入上下压草琨之间时,被压曹锟夹持并以一定的速度送入铡切机构,经高速旋转的刀具切碎后经出草口抛出机外。 铡草粉碎机,多功能铡草机,多功能铡草粉碎机,打浆,铡草,揉碎机,是我厂最新研制生产的小型畜牧饲料加工机械,该机由铡刀,锤片,风叶,三部分,组合为一体,具有粉碎,打浆,铡草,揉碎四种功能,本机专为个体户设计,配备动力小,单相,三相电源均可。 该机主要用于养牛,羊猪,兔,鹿,鸡,鸭,鹅个种青饲料粉碎,打浆,铡草,揉碎。任意调换筛网,可达到以上四种功能;铡草时可去掉筛网,铡草,揉碎时不用筛网或用?1- ?10孔的筛网,打浆时可用?5- ?8孔的筛网。主机合电机皮带轮采用宝塔轮变速,铡草,揉碎时主机轮用?130毫米,粉碎打浆时主机轮用?90毫米。 备注:上设备都是不含电机和运费的价格!质量保证:两年内非人为 因素,因产品质量机器零配件需要更换的,公司除免费更换外,并承 担配件包装、运输费用。安全信誉保障:只需预付少量定金,即可物 流快运发货,货到再付清余款。有意需求者欢迎随时与我联系:(24
小时客服服务) 用途;本机可以将玉米秸,高粱秸,花生秧,地瓜秧等作物秸杆和各种牧草切断并揉搓成丝条状或糠状,供牛羊兔采食,提高了饲料的适口性。粉碎精玉米,高粱,地瓜干,碎豆饼,碎骨头等干料,适用于养殖户加工各种畜禽饲料。 工作原理,由电机作为配套动力。将动力传递给主轴,主轴另一端的齿轮通过齿轮箱、万向节等将经过调速的动力传递给压草琨,当待加工的物料进入上下压草琨之间时,被压曹锟夹持并以一定的速度送入铡切机构,经高速旋转的刀具切碎后经出草口抛出机外。 特点;适合斩树叶,玉米羹,树枝,把这些切碎,自动斩草机将这些树叶切碎后就减轻了劳动者动手切,大型站草机为我们省去了不少力气,而且它的体形和占地面积小,便于搬动,斩草机价格便宜,也省了人工费,一到两个人便可以操作。汇富斩草机厂家为了解决我其各部分组成如下:1)、喂入机构:主要由喂料台、上下曹锟、定刀片、定刀支承座组成2)、铡切抛送机构:主要由动刀、刀盘、锁紧螺钉等组成3)、传动机构:主要由三角带、传动轴、齿轮、万向节等组成4)、行走机构:主要由地脚轮组成5)、防护 装置:由防护罩组成们在斩草时出现的问题都得以解决。 公司网址: 联系人:郑欣 公司网站:https://www.360docs.net/doc/0c2037240.html,邮箱: 中国邮政储蓄银行银行卡号:2168 户名:郑欣欣 本公司其他产品点击鼠标查看 饲料颗粒机/2012-6-28/-1.html 饲料打浆机/detail/.html 多用途宠物、鱼、虾膨化饲料机 汇富客服QQ:67 手机: 膨化饲料机械膨化饲料机供应商膨化机械养殖膨化饲料机多用饲料膨 化机膨化饲料机设备 本厂生产的多用途宠物,鱼虾膨化饲料机是在消化吸收国内外先进技术的基础上结合本国国情而生产的新一代产品。一、颗粒膨化机适用于养鱼、虾、青蛙、猪、鸭等。用膨化机生产出来的膨化饲料,具有膨化松软熟,蛋白质高、营养成份齐全,长时间漂浮水面,不浪费饲料。加入微量元素,促进鱼类快速生长。 二、将麦皮、玉米粉、豆柏、鱼粉等,加上复合预混料,按配方每市斤加入10—17市斤清水,放入搅拌机搅拌均匀,约3—5分钟,开动拌机搅龙,把料抽入储料桶,由储料桶搅龙抽入膨化机口。