注塑模具2次顶出设计

二次頂出機構
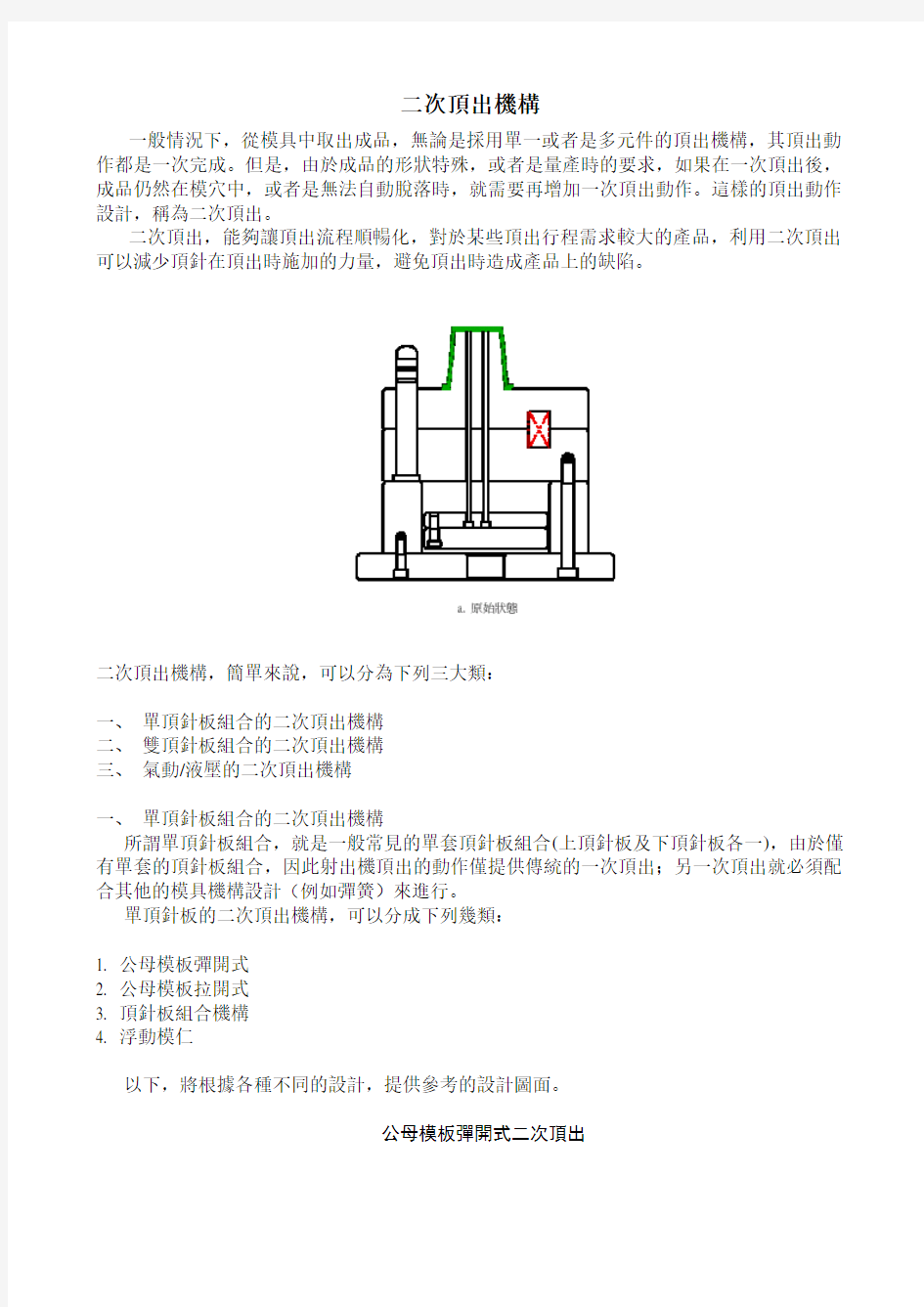
一般情況下,從模具中取出成品,無論是採用單一或者是多元件的頂出機構,其頂出動作都是一次完成。但是,由於成品的形狀特殊,或者是量產時的要求,如果在一次頂出後,成品仍然在模穴中,或者是無法自動脫落時,就需要再增加一次頂出動作。這樣的頂出動作設計,稱為二次頂出。
二次頂出,能夠讓頂出流程順暢化,對於某些頂出行程需求較大的產品,利用二次頂出可以減少頂針在頂出時施加的力量,避免頂出時造成產品上的缺陷。
二次頂出機構,簡單來說,可以分為下列三大類:
一、單頂針板組合的二次頂出機構
二、雙頂針板組合的二次頂出機構
三、氣動/液壓的二次頂出機構
一、單頂針板組合的二次頂出機構
所謂單頂針板組合,就是一般常見的單套頂針板組合(上頂針板及下頂針板各一),由於僅有單套的頂針板組合,因此射出機頂出的動作僅提供傳統的一次頂出;另一次頂出就必須配合其他的模具機構設計(例如彈簧)來進行。
單頂針板的二次頂出機構,可以分成下列幾類:
1. 公母模板彈開式
2. 公母模板拉開式
3. 頂針板組合機構
4. 浮動模仁
以下,將根據各種不同的設計,提供參考的設計圖面。
公母模板彈開式二次頂出
第一段頂出發生在公母模板開啟時。彈簧將模板(或局部模仁)頂出一小段距離。
第二段頂出由頂針板作動,利用頂針將產品頂離模穴。
利用彈簧完成二次頂出,在模具結構上是最簡單的方法,需要額外加工的部分也很少。但是,彈簧的缺點(彈性疲乏),也是這種頂出方式的缺點。隨時注意彈簧是否能夠順利動作,以及檢查第一段頂出的頂出行程,是避免模具機構失效的安全措施。
公母模板彈開式二次頂出有幾種變形
1、彈簧推動模板改為彈簧推動『頂出入子』
上圖所示,是利用彈簧推動整塊模板。實際應用時,可以根據產品的造型,改為推動頂出入子。例如下圖,這樣可以減少彈簧每次推動所需要克服的重量,增加彈簧的壽命。
2、如果第一段頂出的行程不需要很長,利用優力膠代替彈簧也是一種可行的方法。
優力膠是一種人工橡膠發泡製成的材料,它的壓縮比例不高,大約只有1/3;不能像線圈彈簧一樣,壓縮比例可以達到1/2。在硬度上它與氣壓彈簧有一點相似,就是越壓到底越硬,但是它在更短的行程內會增加得更硬。它的疲勞強度也不如線圈彈簧,但只要適度的潤滑,仍然可以維持很久。
優力膠比較麻煩的問題是對溫度非常的敏感,在低溫時會變硬,在高溫時會變軟。使用者在使用上必須特別注意其壽命,模具維護時記得檢查並且更換有問題的材料。
公母模板拉開式二次頂出
雖然利用彈簧,可以在開模後進行脫料板的頂出,但是對於大型模座來說,彈簧的力量是不夠的。因此,有其他的機構來處理這樣的問題。
這種機構,我們稱為 Tension Links,如下圖
機構的組裝非常簡單,動作如下圖所示
一般來說,為了避免機構動作出狀況,會有一些額外的機構,來保證原始的機構設計動作順利。
配合 chain link 的機構,就是鍊條。
鍊條與 chain link 的搭配動作,如下圖所示
一旦脫料板頂出後,再利用頂針機構進行二次頂出。
頂針板組合機構二次頂出二次頂出,還可以利用頂針的變化來完成。
至於頂針採用兩截式頂針,只是在於增加頂針的強度,避免頂出時發生撓曲變形。
採用這種頂針來完成兩段式頂出,在模具結構上是最簡單的,只要在頂針板上動手腳就行了。
此處舉的例子,是利用這種機構,來進行潛伏式澆口的切斷。
頂出時,左側的頂針會先動作,直到下固定板頂到右側頂針下方以紅色線條圈起來的頂針頭時,右側的頂針才會開始動作。
這樣的二次頂出結構,可以避免潛伏式澆口在頂出時,澆口拉離成品時將成品拉傷。
側澆口也可以利用類似的方式頂出,避免在澆口位置拉傷成品。
當然,這種頂出方式不僅是用在澆口附近的頂出。由於其第二段頂出行程的起使位置僅需要更改頂針下方的柱狀長度就可以達成,而且在模具製作上的費用又較為低廉,這種頂出方式,也很適合之前所提到的較深的盒狀物的頂出。
塑胶模具斜顶设计方案
浇口设计一?擋料的拆法 防止成品被斜銷拉傷或拉變形,從而影響成品質量。故將一部份肉厚留在模仁內以阻止成品被拉傷或拉變形。如下圖: 注:對於斜銷上有凸起(靠破洞)時應增加脫模角, 角度以3°以上為佳,最多可做6°(如下圖所示) ` 二?斜銷頭部靠破的拆法 脫模 角3°
不利於裝配 如下圖所示: 2 .利用斜銷頭部的靠破面來定位,並可改變毛邊方向。如下圖所示: 三?空間限制時的拆法 1.為防止斜銷與頂管干涉,在斜銷上做缺角處理。如下圖: ` 有利於 毛邊方向 毛邊 靠 破 頭部 斜銷頭部有 鞋銷頭部無此處需跑
注:仍須小心斜銷腳與頂管是否有干涉 2.由於成品限制斜銷空間很小時,斜銷可直接將倒勾拆在斜銷上,以增強斜銷強度。如下圖: 補 注:成品卡勾易被斜銷拉變形,卡勾須加補強肋。 四?斜銷頭部有凸起時的拆法 由於成品形狀的限制,在斜銷頭部有凸起(即運動時會產生干涉現象),此時,可做兩截式斜銷處理。 下圖為兩截式斜銷運動過程(超連結動畫): 銅
下圖為兩截式斜銷分解動作及計算公式: 上圖中: 1. S4=H3*tgα(H3為頭部斜與公模仁靠破長度;α為斜銷角度) 2. S4>S3 (保証頭部斜銷安全回位) 3. S1=H*tgα=H1*tgβ(H為斜銷頂出行程;H1為兩截式斜銷產生相對垂直距離;S1為兩截式斜銷產生相對水平距離;β為溝槽角度) 4. S2=(H1-H2)*ctgβ(S2為頭部斜銷相對水平運動距離;H2相對垂直下降距離) 5. S2=S+1MM以上的距離; 6. S3>S1-S2; 7. 鞋銷頭部側邊一定要有1MM以上的靠破。(如下圖所示) 8. 兩截式斜銷是利用燕尾相互連接。(如下圖所示)
注塑件模具设计应注意的几大要点
注塑件模具设计应注意的几大要点 模具工业是制造业中的一项基础产业,是技术成果转化的基础,同时本身又是高新技术产业的重要领域,在欧美等工业发达国家被称为“点铁成金”的“磁力工业”。美国工业界认为“模具工业是美国工业的基石”;德国则认为它是所有工业中的“关键工业”;日本模具协会也认为“模具是促进社会繁荣富裕的动力”,同时也是“整个工业发展的秘密”,是“进入富裕社会的原动力”。 一、开模方向和分型线 每个注塑产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯滑块机构和消除分型线对外观的影响。 1、开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。 2、开模方向确定后,可选择适当的分型线,避免开模方向存在倒扣,以改善外观及性能。 二、脱模斜度 1、适当的脱模斜度可避免产品拉毛(拉花)。光滑表面的脱模斜度应≥0.5度,细皮纹(砂面)表面大于1度,粗皮纹表面大于1.5度。 2、适当的脱模斜度可避免产品顶伤,如顶白、顶变形、顶破。 3、深腔结构产品设计时外表面斜度尽量要求大于内表面斜度,以保证注塑时模具型芯不偏位,得到均匀的产品壁厚,并保证产品开口部位的材料强度。
三、产品壁厚 1、各种塑料均有一定的壁厚范围,一般0.5~4mm,当壁厚超过4mm时,将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。 2、壁厚不均会引起表面缩水。 3、壁厚不均会引起气孔和熔接痕。 四、加强筋 1、加强筋的合理应用,可增加产品刚性,减少变形。 2、加强筋的厚度必须≤(0.5~0.7)T产品壁厚,否则引起表面缩水。 3、加强筋的单面斜度应大于1.5°,以避免顶伤。 五、圆角 1、圆角太小可能引起产品应力集中,导致产品开裂。 2、圆角太小可能引起模具型腔应力集中,导致型腔开裂。 3、设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。 4、不同的圆角可能会引起分型线的移动,应结合实际情况选择不同的圆角或清角。 六、孔 1、孔的形状应尽量简单,一般取圆形。
注塑模具_参考文献
参考文献 [1] 赵蓓蓓. 初探塑料模具材料现状及发展方向[J]. 科技资讯, 2009, (34). [2] 孙安垣, 闫烨, 杨超谈, 桂春. 我国改性塑料行业的发展前景[M].《工程塑料应用》杂志社, 2010, 11(2):83-87. [3] 伍先明,王群. 塑料模具设计指导[M]. 北京: 国防工业出版社, 2006. [4] 朱光力, 万金保. 塑料模具设计[M]. 北京: 清华大学出版社, 2003. [5] 杨明锦, 陆长征. 结构型与复合型导电塑料研究进展[J]. 塑料, 2005, 34(3); 15-18. [6] 陈勇, 官建国, 谢洪泉. 导电塑料的研究进展[J]. 弹性体, 2008, 18(2). [7] 彭竹琴. 塑料导电改性原理及应用[J]. 绝缘材料, 2004(06). [8] 赵幸, 王立新. 复合型导电塑料的发展[J]. 塑料科技, 2002(2). [9] 韩小雪, 季静. 纤维增强塑料(FRP)在混凝土结构中的应用——FRP材料性能与发展[J]. 华南理工大学学报(自然科学版), 2002, 30(2). [10] 田水, 朱墩. 纤维增强塑料(FRP)在结构加固工程中的应用[J]. 建筑结构, 2000(03). [11] 金秀莲. 浅谈注塑工艺的影响因素[J]. 商品与质量·前沿观察, 2010, (2). [12] 刘松年, 崔怡. 水辅助注塑工艺介绍[J]. 模具技术, 2009, (2). [13] 马俊彪. 微发泡注塑成型设备的改造[J]. 农机使用与维修, 2009, (3). [14] 几种新型注塑设备的简单介绍[J]. 中国液压机械网, 2009. [15] 刘钵, 陈利民. 热塑性塑料注塑工艺参数优化设计[J]. 工程塑料应用, 2005,36(4): 8-11. [16] 翁其金. 塑料模塑成型技术[M]. 北京:机械工业出版社, 2001. [17] 许发樾. 实用模具设计与制造手册[M]. 北京: 机械工业出版社, 2005 [18] 申树义. 塑料模具设计[M]. 北京: 机械工业出版社, 2005. [19] 盛晓敏, 邓朝晖主编. 先进制造技术[M]. 北京: 机械工业出版社, 2000. [20] 唐志玉主编. 注塑模具设计师指南[M]. 北京: 国防工业出版社, 1996 [21] 华希俊, 张培耘. 模具工业先进制造技术特点及发展概况[J]. 金属成形工艺,2001, 18(2): 3-5.
吐血奉献,多年的注塑模具设计经验总结,绝对转载
今天闲着没事来论坛看看,听说这个论坛比较不错。看完几个帖子后,我实在是坐不住了,我闲暇的时候也曾经浏览过很多关于模具结构的论坛。但看来看去,总是那些东西。很少有人能把真正设计模具的要点指出来。 我是从事注塑模具结构设计的,曾经设计过家电,汽车,电子产品类的模具。设计水平不见得很高,只是干过的活比较多比较杂而已。今天刚好闲着没事,跟大家共同讨论下关于注塑模具结构设计的问题。 首先我们拿到了一个产品后,先不要急着分模,最重要的一件事就是先检查产品结构,包括拔模,厚度等模塑型问题。当然这些对于一个刚刚从事模具结构设计的人来说,可能是比较困难的。因为他们可能不知道如何才是比较适合模具设计用的产品,这些没关系,只是自己日常积累的一个过程。当你分析完产品的拔模,壁厚,以及在出模方向有倒扣的地方后,你基本上已经知道了模具分型面的走向,以及浇口的位置,当然这些最终还是要跟客户确认的。 有人说,是不是我分析好了产品结构后,就可以开始设计模具了呢,答案当然是NO。要想在设计时少走弯路,一些关于影响模具结构的项目是一定要确认好的。具体内容如下:1,客户用来生产的注塑机的吨位及型号类型,这个确认不好,你就没法确认你模具的浇口套的入口直径以及定位圈的直径,顶出孔的大小跟位置,还有注塑机能伸进模具内的深度,甚至模架的大小,闭合高度等等。你辛辛苦苦的设计好了一套用油缸抽芯的模具结构,你也颇有成就感,可模具到了客户那里没法生产,因为客户那里只有电动注塑机,而且没另外加中子,估计那时你会有种欲哭无泪的感觉。2,客户注塑机的码模方式,一般常用的是压板码模,螺丝码模,液压码模,磁力码模等等。这个确认好了,你才知道你设计模具时,到底需不需要设计码模螺丝过孔或者码模槽。3,刚才我们分析后的产品的问题点,以及产品夹线,产品材料及收缩率。不要想当然的认为PP的塑料收缩率就一定是1.5%,这个一定要跟客户确认好,要知道他们最终用于生产的材料是什么牌号的,有没有添加什么改性材料等等。 有条件时,最好能熟知产品的装配关系以及产品的用途等等,这些信息对于将来的模具结构设计是非常有帮助的。因为了解了这些,你就知道哪些是外观面,哪些是非外观,哪些地方的拔模角度是可以随便加大的,哪些地方是不能改的。甚至包括一些产品的结构,如果你了解了产品的实际装配关系以及用途,你就知道哪些倒扣结构是可以取消或改成另外一种简单形式的。一定要牢记,做模具的过程就是把复杂问题简单化的过程。常看到一些人以做了一套多么多么复杂的结构而感到骄傲自豪,我觉得那是非常得无知。因为很多产品工程师可能会由于自身的经验问题,设计了一些不太合理的结构,如果作为下游工序,不能帮他们指正的话,他们可能永远都觉得那样设计是没问题的。那我们产品工程师的进步就会非常的缓慢。 4,模具水路外接参数,油路外接参数,电路外接参数,气路外接参数。只有在设计之前了解了客户这些要求之后,你才能有预见性的设计水路油路气路,别到时辛辛苦苦设计好了模具,后来发现客户需要在模具内部串联油路,那时你再改动,估计会累个半死,因为你水路,顶杆,螺钉什么的都好不容易排好了位。像这四路的设计顺序一般是先保证油路,因为油路要分布平衡,特指需要油缸顶出的模具结构,如果油路不平衡的话,油缸顶出的动作就会有先后,容易顶出不平衡。当然也可以采用齿轮分油器,但那样就更复杂了.其次是水路,因为水路要保证冷却效果,分布不均会影响产品质量及模具寿命。最后才是气路跟电路。在模具上的放置顺序是,最靠近TOP方向的是电路,然后是水路,
注塑模具设计流程
注塑模具设计流程 第一步:对制品2D图及3D图的分析,其内容包括以下几个方面: 1、制品的几何形状。 2、制品的尺寸、公差及设计基准。 3、制品的技术要求(即技术条件)。 4、制品所用塑料名称、缩水及颜色。 5、制品的表面要求。 第二步:注射机型号的确定 注射机规格的确定主要是根据塑料制品的大小及生产批量。设计人员在选择注射机时,主要考虑其塑化率、注射量、锁模力、安装模具的有效面积(注射机拉杆内间距)、容模量、顶顶出形式及定出长度、动模托板移动行程。倘若客户已提供所用注射剂的型号或规格,设计人员必须对其参数进行校核,若满足不了要求,则必须与客户商量更换。 第三部:型腔数量的确定及型腔排列 模具型腔数量的确定主要是根据制品的投影面积、几何形状(有无侧抽芯)、制品精度、批量以及经济效益来确定。 型腔数量主要依据以下因素进行确定: 1、制品的生产批量(月批量或年批量)。 2、制品有无侧抽芯及其处理方法。 3、模具外形尺寸与注射剂安装模具的有效面积(或注射机拉杆内间距)。 4、制品重量与注射机的注射量。 5、制品的投影面积与锁模力。 6、制品精度。 7、制品颜色。 8、经济效益(每套模的生产值)。 以上这些因素有时是相互制约的,因此在确定设计方案时,必须进行协调,以保证满足其主要条件。
型腔数量确定之后,便进行型腔的排列,以及型腔位置的布局。型腔的排列涉及模具尺寸、浇注系统的设计、浇注系统的平衡、抽芯(滑块)机构的设计、镶件型芯的设计以及热流道系统的设计。以上这些问题由于分型面及浇口位置的选择有关,所以在具体设计过程中,要进行必要的调整,以达到最完美的设计。 第四步:分型面的确定 分型面,在一些国外的制品图中已作具体规定,但在很多的模具设计中要由模具人员来确定,一般来讲,在平面上的分型面比较容易处理,有时碰到立体形式的分型面就应当特别注意。其分型面的选择应遵照以下原则: 1、不影响制品的外观,尤其是对外观有明确要求的制品,更应注意分型面对外观的影响。 2、利于保证制品的精度。 3,、利于模具加工,特别是型腔的加工。先复机构。 4、利于浇注系统、排气系统、冷却系统的设计。 5、利于制品的脱模,确保在开模时使制品留于动模一侧。 6、便于金属嵌件。 在设计侧向分型机构时,应确保其安全可靠,尽量避免与定出机构发生干扰,否则在模具上应设置先复机构。 第五步:模架的确定和标准件的选用 以上内容全部确定之后,便根据所定内容设计模架。在设计模架时,尽可能地选用便准模架,确定出标准模架的形式、规格及A、B板厚度。标准件包括通用标准件及模具专用标准件两大类。通用标准件如紧固件等。模具专用标准件如定位圈、浇口套、推杆、推管、导柱、导套、模具专用弹簧、冷却及加热元件、二次分型机构及精密定位用标准组件等。 需要强调的是,设计模具时,尽可能地选用标准模架和标准件,因为标准件有很大一部分已经商品化,随时可以在市场上买到,这对缩短制造周期、降低制造成本是极其有利的。 买家尺寸确定之后,对模具有关零件要进行必要的强度和刚性计算,以校核所选模架是否适当,尤其是对大型模具,这一点尤为重要。 第六步:浇注系统的设计 浇注系统的设计包括主流道的选择、分流道截面形状及尺寸的确定。
塑料注塑模具验收标准和表格
塑料注塑模具验收标准 目的:为确保模具能生产出合格的产品,正常投入生产,保证模具生产使用寿命,满足产品设计的生产使用要求。规范从产品质量、模具结构、注塑成型工艺要求等方面认可模具的标准,据此对模具质量进行评估; 参照标准: GB/T 12554—2006塑料注射模技术条件 GB/T ~—2006注射模零件 GB/T 12556—2006塑料注射模模架技术条件 GB/T 14486—2008塑料模塑件尺寸公差 一、成型产品外观、尺寸、配合 1.产品表面不允许缺陷:缺料、烧焦、顶白、白线、披峰、起泡、拉白(或拉裂、拉 断)、烘印、皱纹。 2.熔接痕:一般圆形穿孔熔接痕长度不大于5mm,异形穿孔熔接痕长度小于15mm,熔接痕 强度并能通过功能安全测试。 3.收缩:外观面明显处不允许有收缩,不明显处允许有轻微缩水(手感不到凹痕)。 4.变型:一般小型产品平面不平度小于0.3mm,有装配要求的需保证装配要求。 5.外观明显处不能有气纹、料花,产品一般不能有气泡。 6.产品的几何形状,尺寸大小精度应符合正式有效的开模图纸(或3D文件)要求,产品公 差需根据公差原则,轴类尺寸公差为负公差,孔类尺寸公差为正公差,顾客有要求的按要求。 7.产品壁厚:产品壁厚一般要求做到平均壁厚,非平均壁厚应符合图纸要求,公差根据模具 特性应做到-0.1mm。 8.产品配合:面壳底壳配合:表面错位小于0.1mm,不能有刮手现象,有配合要求的孔、轴、 面要保证配合间隔和使用要求。 二、模具外观 1.模具铭牌内容完整,字符清晰,排列整齐。 2.铭牌应固定在模脚上靠近模板和基准角的地方。铭牌固定可靠、不易剥落。 3.冷却水嘴应选用塑料块插水嘴,顾客另有要求的按要求。 4.冷却水嘴不应伸出模架表面。 5.冷却水嘴需加工沉孔,沉孔直径为25mm、30mm、35mm三种规格,孔口倒角,倒角应 一致。 6.冷却水嘴应有进出标记。
热流道复杂抽芯斜顶出双色注塑模具设计
热流道复杂抽芯斜顶出双色注塑模具设计 刘庆东广州工程技术职业学院机电工程系 摘要:分析了某双色注塑件的成型工艺性,该产品尺寸小,外观要求高,结构复杂,并针对塑件在模具中必须倾斜放置导致顶出方向和受力面不垂直造成顶出困难,设计了斜顶出机构;针对产品尺寸小,抽芯部位多且前、后模都要抽芯导致抽芯机构设计困难,设计了T型块、斜导柱、顶针板等抽芯机构;针对二次注射不能在塑件表面进胶且塑件周围满滑块导致浇注系统设计困难,设计了热流道转冷流道的浇注系统。检验结果表明,所设计的双色模具结构合理,动作可靠,可以满足生产要求。 关键词:双色注塑模具;热流道;复杂抽芯机构;斜顶出 前言 相对于传统的单色注射成型,双色注射成型可以使塑件在外观和功能方面得到极大改善,近年来得到越来越广泛的应用。受到生产成本以及生产条件的制约,双色注射成型的塑件在塑料制品中所占比例还较小。双色注射成型具有其独有的成型特点,双色注塑模具与单色注塑模具在结构上的要求不同,国内对于双色注塑模具结构的研究还较少。本文以某塑件的双色注塑模具为例,对双色注塑模具的结构,特别是前、后模的抽芯机构做了较深入的分析。 1塑件工艺性分析 某双色注射成型塑件为形状复杂的壳体,图1为该塑件的外观图,图2为该塑件一次注射成型部分。该塑件的结构特点是:尺寸小,外形尺寸仅为30mm×19mm×18mm;结构复杂,塑件四面皆有侧凸或侧凹。塑件的材料为聚碳酸酯(PC)/丙烯腈-丁二烯-苯乙烯共聚物(ABS),一次注
射的材料为PC,二次注射的材料为ABS。ABS的收缩率为0.5%,PC的收缩率为0.5 %。双色模的收缩率取决于一次注射成型的塑料,二次注射成型的塑料取和一次注射成型的塑料相同的收缩率,因此收缩率取0.5%;塑件的外观品质要求高,外表面不允许有浇口或夹水线的痕迹。 塑件在模具中的摆放位置是一次注射的塑料位于下方,二次注射的塑料位于上方,这样二次注射的塑料就可以完全覆盖在一次注射的塑料之上。分型面取在塑件的最大轮廓处,即一次注射与二次注射的分界处。由图1(a)和图1(b)可见,分型面以下四周皆有侧凸或侧凹需要抽芯,分型面以上前后方向有侧孔需要抽芯。另外,如图1(c)所示,在分型面以上,二次注射的斜面上有许多凸起结构,如果塑件在模具中分型面沿水平放置,则此部位必须在前模一侧设计倾斜的抽芯滑块才能脱模,这样做滑块会在塑件表面留下夹水线而影响外观;要保证塑件外观品质就必须将塑件的分型面在模具中倾斜放置,由此带来的问题就是顶出方向和顶出作用面不垂直,受力不好。 2模具结构设计
注塑模具设计的基本要点有哪些
注塑模具设计的基本要点有哪些 注塑模具设计的基本要点有哪些 产品壁厚 1、各种塑料均有一定的壁厚范围,一般0.5~4mm,当壁厚超过4mm时,将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。 2、壁厚不均会引起表面缩水。 3、壁厚不均会引起气孔和熔接痕。 加强筋 1、加强筋的合理应用,可增加产品刚性,减少变形。 2、加强筋的厚度必须≤(0.5~0.7)T产品壁厚,否则引起表面缩水。 3、加强筋的(上海模具设计培训学校)单面斜度应大于1.5°,以避免顶伤。 圆角 1、圆角太小可能引起产品应力集中,导致产品开裂。 2、圆角太小可能引起模具型腔应力集中,导致型腔开裂。 3、设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。 4、不同的圆角可能会引起分型线的移动,应结合实际情况选择不同的圆角或清角。 开模方向和分型线
每个注塑产品在开始设计时首先(上海模具设计培训学校)要确定其开模方向和分型线,以保证尽可能减少抽芯滑块机构和消除分型线对外观的影响。 1、开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。 2、开模方向确定后,可选择适当的分型线,避免开模方向存在倒扣,以改善外观及性能。上海模具设计培训 脱模斜度 1、适当的脱模斜度可避免产品拉毛(拉花)。光滑表面的脱模斜度应≥0.5度,细皮纹(砂面)表面大于1度,粗皮纹表面大于1.5度。 2、适当的脱模斜度可避免产品顶伤,如顶白、顶变形、顶破。 3、深腔结构产品设计时外表面斜度尽量要求大于内表面斜度,以保证注塑时模具型芯不偏位,得到均匀的产品壁厚,并保证产品开口部位的材料强度。 孔 1、孔的形状应尽量简单,一般取圆形。 2、孔的轴向和开模方向一致,可以避免抽芯。 3、当孔的长径比大于2时,应设置脱模斜度。此时孔的直径应按小径尺寸(最大实体尺寸)计算。 4、盲孔的长径比一般不超过4。防孔针冲弯 5、孔与产品边缘的距离一般大于孔径尺寸。 注塑件精度 由于注塑时收缩率的不均匀性和不确定性,注塑件精度明显低于金属件,不能简单地套用机械零件的尺寸公差应按标准选择适当的公差要求.我国也于1993年发布了GB/T14486-93《工程塑料模塑塑
注塑模设计说明书样本
罩盖塑料注射模具设计说明书 设计题目: 罩盖塑料注射模具设计 专业班级: 模具1531 小组成员: XXXXXXX 指导教师: XXXXXXXXXXXXXX 完成时间: 6月30日 目录 1. 塑件的工艺分析.......................... 错误!未定义书签。
1.1塑件的成型工艺性分析 ................ 错误!未定义书签。 1.1.1 塑件材料PC的使用性能.......... 错误!未定义书签。 1.1.2 塑件材料PC的加工特性.......... 错误!未定义书签。 1.2 塑件的成型工艺参数确定.............. 错误!未定义书签。 2 模具的基本结构及模架选择................. 错误!未定义书签。 2.1 模具的基本结构...................... 错误!未定义书签。 2.1.1 确定成型方法................... 错误!未定义书签。 2.1.2 型腔布置....................... 错误!未定义书签。 2.1.3 确定分型面..................... 错误!未定义书签。 2.1.4 选择浇注系统................... 错误!未定义书签。 2.1.5 确定推出方式................... 错误!未定义书签。 2.1.7 模具的结构形式................. 错误!未定义书签。 2.2 选择模架............................ 错误!未定义书签。 2.2.1 模架的结构..................... 错误!未定义书签。 2.2.2 模架安装尺寸校核............... 错误!未定义书签。 3 模具结构、尺寸的设计计算................ 错误!未定义书签。 3.1 模具结构设计计算.................... 错误!未定义书签。 3.1.1 型腔结构....................... 错误!未定义书签。 3.1.2 型芯结构....................... 错误!未定义书签。 3.1.4 模具的导向结构................. 错误!未定义书签。 3.1.5 结构强度计算 ( 略) ........... 错误!未定义书签。 3.2 模具成型尺寸设计计算................ 错误!未定义书签。
模具设计原则和核心以及注意事项
模具设计原则和核心以及注意事项 一、 开模方向和分型线 每个注塑产品在开始设计时首先要确定其开模方向和分型线,以保证尽可能减少抽芯滑块机构和消除分型线对外观的影响。 1、 开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。 2、 开模方向确定后,可选择适当的分型线,避免开模方向存在倒扣,以改善外观及性能。 二 、脱模斜度 1 、适当的脱模斜度可避免产品拉毛(拉花)。光滑表面的脱模斜度应≥0.5度,细皮纹(砂面)表面大于1度,粗皮纹表面大于1.5度。 2 、适当的脱模斜度可避免产品顶伤,如顶白、顶变形、顶破。 3、 深腔结构产品设计时外表面斜度尽量要求大于内表面斜度,以保证注塑时模具型芯不偏位,得到均匀的产品壁厚,并保证产品开口部位的材料强度。 三、 产品壁厚 1 、各种塑料均有一定的壁厚范围,一般0.5~4mm,当壁厚超过4mm时,将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。
2、壁厚不均会引起表面缩水。 3 、壁厚不均会引起气孔和熔接痕。 四、加强筋 1、 加强筋的合理应用,可增加产品刚性,减少变形。 2、 加强筋的厚度必须≤ (0.5~0.7)T产品壁厚,否则引起表面缩水。 3、 加强筋的单面斜度应大于1.5°,以避免顶伤。 五、圆角 1、 圆角太小可能引起产品应力集中,导致产品开裂。 2、圆角太小可能引起模具型腔应力集中,导致型腔开裂。 3、 设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。 4 、不同的圆角可能会引起分型线的移动,应结合实际情况选择不同的圆角或清角。 六、 孔 1 、孔的形状应尽量简单,一般取圆形。 2 、孔的轴向和开模方向一致,可以避免抽芯。
2017注塑模具的加工标准和要求
模具制造标准 一、范围: 本标准规定了注塑模具的加工标准和要求。 二、引用标准: 《模具设计标准》《一般模具设计参照标准》《热嘴设计标准》《模具设计规范》 三、模具外观: 1.铭牌内容打印模具编号、模具重量(Kg)、模具外形尺寸(mm),字符均用1/4英寸的字码打上,字符清晰、排列整齐,铭牌厚度1mm铝片。 2.铭牌固定在模腿上靠近后模板和基准角的地方(离两边各有15mm的距离),用四个柳钉固定,固定可靠,不易剥落。 3.冷却水嘴用塑料块插水嘴Ф10管,规格可为G1/8″、G1/4″、G3/8″。如合同有特殊要求,按合同。 4.冷却水嘴原则上不伸出模架表面(客户另有要求除外),水嘴头部凹进外表面不超过3mm。 5.冷却水嘴避空孔直径为Ф25×30、Ф30×30、Ф35×30三种规格,孔外沿有倒角,倒角大于1.5×45,倒角一致。 6.冷却水嘴有进出标记,进水为IN,出水为OUT,IN、OUT后加顺序号,如:IN01、02,OUT01、02,要求用8~12mm字码打上。 7.进出油嘴、进出气嘴在IN、OUT前空一个字符加G(气)、O(油),字码相同。 8.模具安装柱下方有支撑腿加以保护。 9.模架上各模板有基准符号,大写英文DATUM,字高5/16″,位置在离边10mm处,字迹清晰、美观、整齐、间距均匀(或按模架厂统一)。 10.各模板有零件编号,编号在基准角符号正下方离底面10mm处,要求同9号,模号打在基准角的对边。 11.模具配件影响模具的吊装和存放,如安装时下方有外漏的油缸、水嘴、先复位机构等,应有支撑腿保护(同8号)。 12.支撑腿的安装用螺丝穿过支撑腿固定在模架上,如果过长的支撑腿则车加工外螺纹紧固在模架上。 13.模具顶出孔符合指定的注塑机,除小型模具外,原则上不能只用一个中心顶出(模具长度或宽度尺寸有一个大于500mm 时),顶出孔直径应比顶出杆大5-10mm。 14.定位环可靠固定(一般用三个M6或M8的内六角螺丝),直径一般为Ф100或Ф150mm,高出顶板10mm。(如合同有特殊要求,按合同)。 15.定位环安装孔必须为沉孔至少沉入5mm,不准直接贴在模架顶面上。 16.重量超过8000Kg的模具安装在注塑机上时,用穿孔方式压螺丝,不得单独压压板。如设备采用液压锁紧模具,也必须加上螺丝穿孔,以防液压机构失效(依客户而定)。 17.浇口套球R大于注塑机喷嘴R(一般为SR20)。 18.浇口套入口直径大于喷嘴注射口直径(大模为Ф5、小模为3.5)。 19.模具外形尺寸符合指定的注塑机。
模具镶件设计规范
模具镶件设计规范文件管理序列号:[K8UY-K9IO69-O6M243-OL889-F88688]
镶件设计 定义:镶件是镶嵌在内模钢料或是模板上的单独的用于成型胶位的模具配件称之为镶件。一般除了镶针可以订购标准件外,其余均要按照模具的需要进行定做。 目的:在模具设计时,考虑到制件精度、排气冷却、加工工艺、模具强度、加工能力、节省材料、产品换款等因素,往往我们会设计为镶件结构。 应用场合: 1.产品PL上有止口时,必须做镶件。注意内模Core为整体镶件时,考虑强度 及运水设计,尽量采用盲镶。 2.骨位深度超过3倍胶厚时,必须做镶件。 3.骨位根部厚度小于1.0mm时,必须做镶件。 4.与模腔内胶料流动方向垂直排列的骨位,必须做镶件。 5.产品结构为骨位阵列时,必须做镶件。 6.某处产品结构复杂,难以加工的也要设计为镶件结构。 7.产品上有6.0mm以下以及不规则碰穿孔时,必须做镶件。 8.产品上有文字及Logo或是版本号时,必须设计为镶件。 9.齿轮类产品前后模模腔都必须做镶件设计。 10.产品更改局部结构达到换款要求时,必须设计为镶件。 设计方式: 1.止口位内模镶件设计形式如下图1.01 图1.01 2.骨位深度超过胶位3-6倍胶厚时,采用如下图1.02方式设计镶件。注意单
边斜度做到浇口侧,以减小产品顶出时的收缩力。 图1.02 3.骨位深度超过6倍胶位厚度时,采用双边斜度。如下图1.03所示。斜度靠 近线割边的一侧从高过骨位底部0.5-1mm的位置做一段直身位,以避免骨位底部封胶位因为加工精度原因出现披锋。 图1.03 4.井字形交叉的骨位,采用如图 1.04的设计方式。注意纵向骨位同胶料流动 方向一致。在镶件尺寸太小,不能做运水的情况下,可参考图 1.04右图所示,大镶件套小镶件来设计。 图1.04 5.十字交叉的骨位,采用如下图所示方法 图1.05 6.不方便直接做镶拼结构(尺寸小于6mm或是边上会有薄钢)的地方或尺寸太小 的十字骨位,可以采用托底镶。如图1.06所示。 图1.06 7.对于日期章,Logo,等做盲镶的小镶件。请注意必须在镶件底部做上取出工 艺孔。 图1.07 8.必须从胶位表面盲镶的镶件,须在底部做15度的倒角,方便安装。图1.08 图1.08 9.齿轮类产品按如图1.09所示做镶件。 图1.09
注塑模具注意事项
试模前的注意事项 1.了解模具的有关资料: 最好能取得模具的设计图面,详予分析,并约得模具技师参加试模工作。 2.先在工作台上检查其机械配合动作: 要注意有否刮伤,缺件及松动等现象,模向滑板动作是否确实,水道及气管接头有无泄漏,模具之开程若有限制的话也应在模上标明。以上动作若能在挂模前做到的话,就可避免在挂模时发现问题,再去拆卸模具所发生的工时浪费。 3.当确定模具各部动作得宜后,就要选择适合的试模射出机,在选择时应注意: (a)注塑机台的最大射出量是多少 (b)拉杆内距是否放的下模具 (c)活动模板最大的移动行程是否符合要求 (d)其他相关试模用工具及配件是否准备齐全
一切都确认没有问题后则下一步骤就是吊挂模具,吊挂时应注意在锁上所有夹模板及开模之前吊钓不要取下,以免夹模板松动或断裂以致模具掉落。模具装妥后应再仔细检查模具各部份的机械动作,如滑板、顶针、退牙结构及限制开关等之动作是否确实。并注意射料嘴与进料口是否对准。下一步则是注意合模动作,此时应将关模压力调低,在手动及低速的合模动作中注意看及听是否有任可不顺畅动作及异声等现象。吊装模具过程其实比较简单,需要仔细的地方主要是模具浇口与射嘴的校中心比较困难,通常可以采用试纸的方式调校中心。 4.提高模具温度: 依据成品所用原料之性能及模具之大小选用适当的模温控制机将模具之温度提高至生产时所须的温度。等模温提高之后须再次检视各部份的动作,因为钢材因热膨胀之后可能会引起卡模现象,因此须注意各部的滑动,以免有拉伤及颤动的产生。 5.若工厂内没有推行实验计划法则,我们建议在调整试模条件时一次只能调整一个条件,以便区分单一条件变动对成品之影响。 6.依原料不同,对所采用的原枓做适度的烘烤。 7.试模与将来量产尽可能采用同样的原料。 8.勿完全以次料试模,如有颜色需求,可一并安排试色。 9.内应力等问题经常影响二次加工,应于试模后待成品稳定后即加以
多腔注塑模具设计说明
一.拟定模具结构形式 A.确定型腔数量及排列方式 型腔的数量是由厂方给定,为“一出四”即一模四腔,他们已考虑了本产品的生产批量(大批量生产)和自己的注射机型号。因此我们设计的模具为多型腔的模具。 考虑到模具成型零件和抽芯结构以及出模方式的设计,模具的型腔排列方式如下图所示: 图 (1) B.模具结构形式的确定 由于塑件外观质量要求高,尺寸精度要求一般,且装配精度要求高,因此我们设计的模具采用多型腔多分型面。根据本塑件电动机绝缘胶架的结构,模具将会采用三个分模面,三个分型面。 二.注射机型号的确定 一般工厂的塑胶部都拥有从小到大各种型号的注射机。中等型号的占大部分,小型和大型的只占一小部分。所以我们不必过多的考虑注射机型号。具体到这套模具,厂方提供的注射机型号和规格以及各参数如下: 注射量:95g 锁模力:120T
模板大小:400×550 开模距离: 推出形式:推出位置:推出行程: 三.分型面位置的确定 如何确定分型面,需要考虑的因素比较复杂。由于分型面受到塑件在模具中的成型位置、浇注系统设计、塑件的结构工艺性及精度、嵌件位置形状以及推出方法、模具的制造、排气、操作工艺等多种因素的影响,因此在选择分型面时应综合分析比较,从几种方案中优选出较为合理的方案。选择分型面时一般应遵循以下几项原则: 1)分型面应选在塑件外形最大轮廓处。 2)便于塑件顺利脱模,尽量使塑件开模时留在动模一边。 3)保证塑件的精度要求。 4)满足塑件的外观质量要求。 5)便于模具加工制造。 6)对成型面积的影响。 7)对排气效果的影响。 8)对侧向抽芯的影响。 其中最重要的是第5)和第2)、第8)点。为了便于模具加工制造,应尽是选择平直分型面工易于加工的分型面。如下图所示,采用A-A这样一个平直的分型面,前模(即定模)做成平的就行了,胶位全部做在后模(即动模),大简化了前模的加工。A-A分型面也是整个模具的主分模面。下图中虚线所示的B-B和C-C分型面是行位(即滑块)的分型面。这样选择行位分型面,有利于线切割行位以及后模仁和后模镶件这些成型零件。分型面的选择应尽可能使塑件在开模后留在后模一边,这样有助于后模设置的推出机构动作,在下图中,从A-A分型,了B-B处的行位向左移开,C-C处的行位向右移开后,由于塑件收缩会包在后模仁和后模镶件上,依靠注射机的顶出装置和模具的推出机构推出塑件。
模具镶件设计规范
镶件设计 定义:镶件是镶嵌在内模钢料或是模板上的单独的用于成型胶位的模具配件称之为镶件。般除了镶针可以订购标准件外,其余均要按照模具的需要进行定做。 目的:在模具设计时,考虑到制件精度、排气冷却、加工工艺、模具强度、加工能力、节省材料、产品换款等因素,往往我们会设计为镶件结构。 应用场合: 1.产品PL上有止口时,必须做镶件。注意内模Core为整体镶件时,考虑强度及运水设计, 尽量采 用盲镶。 2.骨位深度超过3倍胶厚时,必须做镶件。 3.骨位根部厚度小于1.0mm时,必须做镶件。 4.与模腔内胶料流动方向垂直排列的骨位,必须做镶件。 5.产品结构为骨位阵列时,必须做镶件。 6.某处产品结构复杂,难以加工的也要设计为镶件结构。 7.产品上有6.0mm以下以及不规则碰穿孔时,必须做镶件。 8.产品上有文字及Logo或是版本号时,必须设计为镶件。 9.齿轮类产品前后模模腔都必须做镶件设计。 10.产品更改局部结构达到换款要求时,必须设计为镶件。设计方式: 1.止口位内模镶件设计形式如下图 1.01 图 1.01 2.骨位深度超过胶位3-6倍胶厚时,采用如下图1.02方式设计镶件。注意单边斜度做到浇口侧, 以减小产品顶出时的收缩力。 图 1.2
图 1.5 3. 骨位深度超过6倍胶位厚度时,采用双边斜度。如下图1.03所示。斜度靠近线割边的一 侧从高 过骨位底部 0.5-1mm 的位置做一段直身位,以避免骨位底部封胶位因为加工精度 原因出现披锋。 图 1.03 4. 井字形交叉的骨位, 采用如图1.04的设计方式。注意纵向骨位同胶料流动方向一致。 在 镶件尺寸太小,不能做运水的情况下,可参考图1.04右图所示,大镶件套小镶件来设计。 图 1.04 5. 十字交叉的骨位,采用如下图所示方法
注塑模具设计的基本要点有些
注塑模具设计的基本要点有些 为帮助大家更好地了解注塑模具设计,下面,为大家讲讲注塑模具设计的基本要点的相关知识,快来看看吧! 产品壁厚 1、各种塑料均有一定的壁厚范围,一般0.5~4mm,当壁厚超过4mm时,将引起冷却时间过长,产生缩印等问题,应考虑改变产品结构。 2、壁厚不均会引起表面缩水。 3、壁厚不均会引起气孔和熔接痕。 加强筋 1、加强筋的合理应用,可增加产品刚性,减少变形。 2、加强筋的厚度必须≤(0.5~0.7)T产品壁厚,否则引起表面缩水。 3、加强筋的(上海模具设计培训学校)单面斜度应大于1.5°,以避免顶伤。 圆角 1、圆角太小可能引起产品应力集中,导致产品开裂。 2、圆角太小可能引起模具型腔应力集中,导致型腔开裂。 3、设置合理的圆角,还可以改善模具的加工工艺,如型腔可直接用R刀铣加工,而避免低效率的电加工。 4、不同的圆角可能会引起分型线的移动,应结合实际情况选择不同的圆角或清角。
开模方向和分型线 每个注塑产品在开始设计时首先(上海模具设计培训学校)要确定其开模方向和分型线,以保证尽可能减少抽芯滑块机构和消除分型线对外观的影响。 1、开模方向确定后,产品的加强筋、卡扣、凸起等结构尽可能设计成与开模方向一致,以避免抽芯减少拼缝线,延长模具寿命。 2、开模方向确定后,可选择适当的分型线,避免开模方向存在倒扣,以改善外观及性能。上海模具设计培训 脱模斜度 1、适当的脱模斜度可避免产品拉毛(拉花)。光滑表面的脱模斜度应≥0.5度,细皮纹(砂面)表面大于1度,粗皮纹表面大于1.5度。 2、适当的脱模斜度可避免产品顶伤,如顶白、顶变形、顶破。 3、深腔结构产品设计时外表面斜度尽量要求大于内表面斜度,以保证注塑时模具型芯不偏位,得到均匀的产品壁厚,并保证产品开口部位的材料强度。 孔 1、孔的形状应尽量简单,一般取圆形。 2、孔的轴向和开模方向一致,可以避免抽芯。 3、当孔的长径比大于2时,应设置脱模斜度。此时孔的直径应按小径尺寸(最大实体尺寸)计算。 4、盲孔的长径比一般不超过4。防孔针冲弯 5、孔与产品边缘的距离一般大于孔径尺寸。
注塑模具设计说明书+cad图
摘要 模具的生产技术水平已成为衡量一个国家的水平的产品制造商的一项重要指标,因为模具决心很大程度上质量、效率和开发新产品的能力。目前,中国的工业生产的特点是产品的多样性、更新快和激烈的市场竞争。 光阴似梭,大学三年的学习一晃而过,为具体的检验这三年来的学习效果,综合检测理论在实际应用中的能力,除了平时的考试、实验测试外,更重要的是理论联系实际,即此次设计的课题为笔筒的注塑模具。本次设计以笔筒模具为主线,综合了成型工艺分析,模具结构设计,最后到模具零件的加工方法,模具总的装配等一系列模具生产的所有过程。在设计该模具的同时总结了以往模具设计的一般方法、步骤,模具设计中常用的公式、数据、模具结构及零部件。把以前学过的基础课程融汇到综合应用本次设计当中来,所谓学以致用。在设计中除使用传统方法外,同时引用了CAD、Pro/E等电脑软件,使用Office工具等现代化的电脑手段,力求达到减小劳动强度,提高工作效率的目的。 本次设计中得到了诸位老师的指点,非常感机械学院各位老师的精心教诲。 由于实际经验和理论技术有限,本设计的错误和不足之处在所难免,希望各位老师批评指正。 关键词:笔筒、点浇口、注塑模
ABSTRACT Here to enter the need to turn over a source of plastic materials, low price, quality and performance characteristics. it is in computers and mobile phones, cars and electrical and electronics, instruments, appliance and products manufacturing is an alternative to the role of the most widely used. an injection is a thermoplastic - concrete shape of the main method, the scope of application is very large. Been shaping the plastic materials in rolls of the material being heated, which has become a highly fluid bolts, or as the pressure of tools, the melted by regulated by a high pressure injection mould of form, after a cooling and solidify, and then die from the adjustment, as of plastic. The product is of daily use of plastic bottle, and with high practicability. the product design for mass production, the design molds to have high molding efficiency, the system can automatically release, in addition to ensure the quality of the surface forms a side gate and therefore use single cent for the injection, the side gate automatically release the structure of the type. the machine mold is a choice of a module four chambers structure, the system uses the side gate to push out of shape, form a board with the agency to complete the forms of the launch of the process. Key words:injection;side gate;a core.
塑胶模具设计 斜顶中走运水规范修改
一.概述: 1.1斜顶头双杆固定的,都需要通冷却水. 1.2斜顶头单杆固定的,单杆直径大于40的,需要通冷却水. 1.3斜顶头单杆固定的,单杆直径25,30,根据实际情况和客户特殊要求来确定是否设计斜顶头通水,不 推荐通水. 二.通水斜顶设计案例 2.1斜顶杆侧面引水,如图1、图2所示 此结构因为引水不方便,且斜顶杆的引水水嘴连接处强度不好,斜顶杆易断,易漏水,故不推荐采用。 客户特殊要求的除外。 图1(参考B1718)图2 2.2.斜顶杆底面引水 2.2.1图3为双杆引水底面引水 图3(参考B2387) 2.2.2图4为顶块双杆引水。
图4(参考B2149) 2.2.3图5为单杆引水,水孔中间用隔水片分成2路水。 (此种方式不推荐使用,技师装配不方便) 图5(参考B1362)放大图
2.2.4图6为单杆引水。具体设计设计参数如图7所示: 图6 图7 2.2.5图8为单杆引水,双孔型圆杆料
图8(参考B2523) 备注:通水斜顶杆订购 1)订购单/双孔圆杆料,回厂改制标准件。 2)不允许附图订购双孔圆杆料,可以订购圆杆料,回厂改制标准件,深孔钻加工引水孔。 2.3.采用引水杆引水,大型模具采用,引水杆材料:S45C,发黑处理. 如图9、图10示: 图9(参考B2319)图10(参考B1674) 三.通水斜顶头部固定密封方式 斜顶杆头部密封方式一共四种,优先采用起级从侧面收楔形块的方式,次之选用顶面密封圈从侧面收楔形块的方式,其次选用起级用销钉固定的方式,最后选用顶面密封圈用销钉固定的方式。 3.1采用起级从侧面收楔形块的方式,如图11所示: