PCB镀锡抗蚀不良异常改善报告
抗蚀不良异常改善报告
单位:四川超声印制板有限公司部门:工艺部姓名:白千秋
一、问题描述
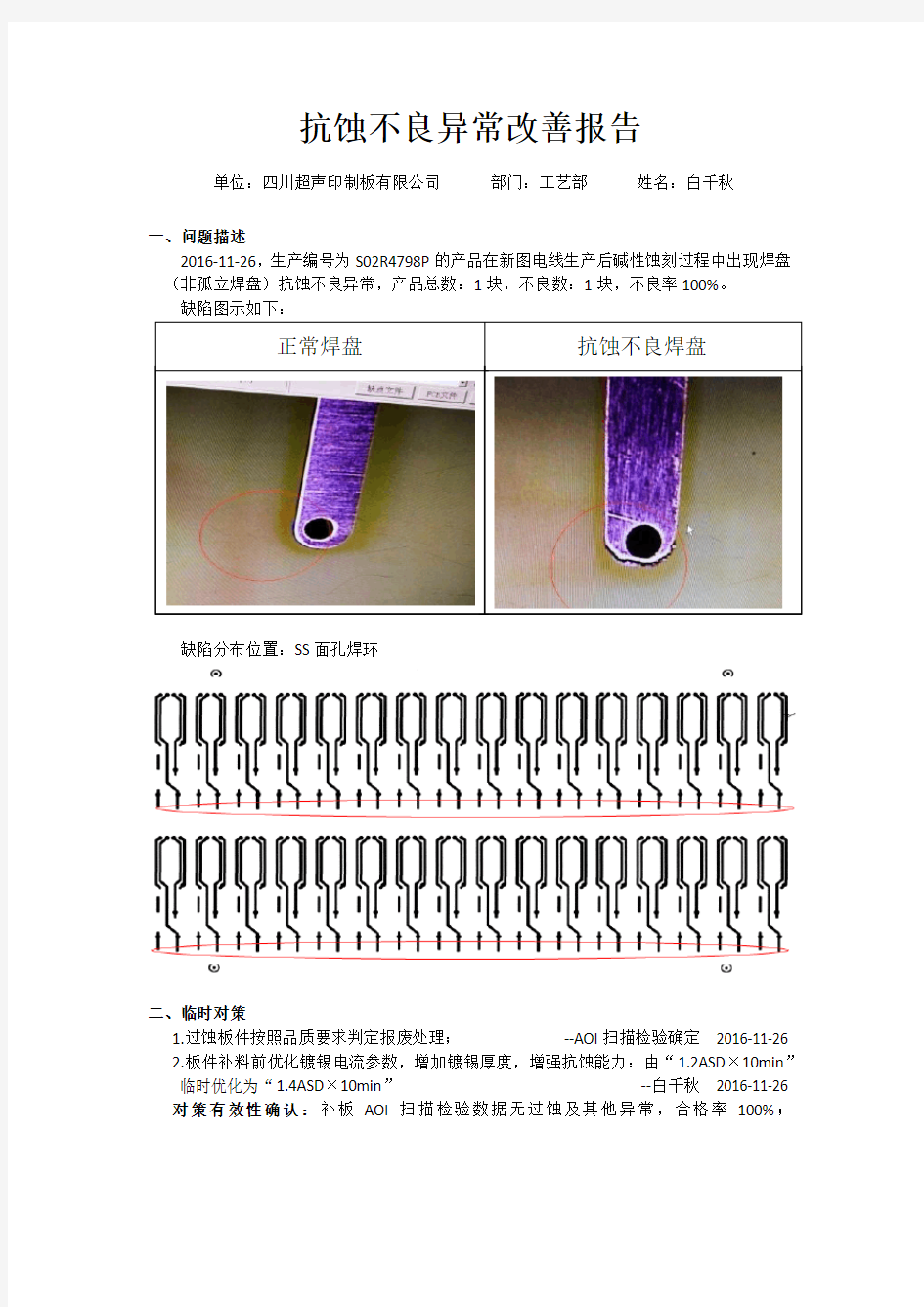
2016-11-26,生产编号为S02R4798P的产品在新图电线生产后碱性蚀刻过程中出现焊盘(非孤立焊盘)抗蚀不良异常,产品总数:1块,不良数:1块,不良率100%。
缺陷分布位置:SS面孔焊环
二、临时对策
1.过蚀板件按照品质要求判定报废处理;--AOI扫描检验确定2016-11-26
2.板件补料前优化镀锡电流参数,增加镀锡厚度,增强抗蚀能力:由“1.2ASD×10min”
临时优化为“1.4ASD×10min”--白千秋2016-11-26 对策有效性确认:补板AOI扫描检验数据无过蚀及其他异常,合格率100%;
三、原因分析
1.生产信息查询:
①2016-11-26生产,镀锡电流参数1.2ASD×10min,镀锡缸号:7#
②生产Mapping:查询异常产品前后嫌疑批次,AOI扫描检验数据无过蚀刻异常,故可
以排除镀锡药水及碱性蚀刻线药水的异常。
2.抗蚀不良重现实验&层别对比测试
实验流程:
①投料工艺试板(以S02R4798P资料为模板)3块生产至图形电镀前暂停;
②指定新图电线生产,以0.8ASD×10min、1.2ASD×10min、1.4ASD×10min三种镀锡参数分别生产(1块/挂,共3挂);
③9点发测量抗蚀不良位置(SS面)锡厚;
④碱性蚀刻后送至AOI扫描,确认并记录扫描和检验数据。
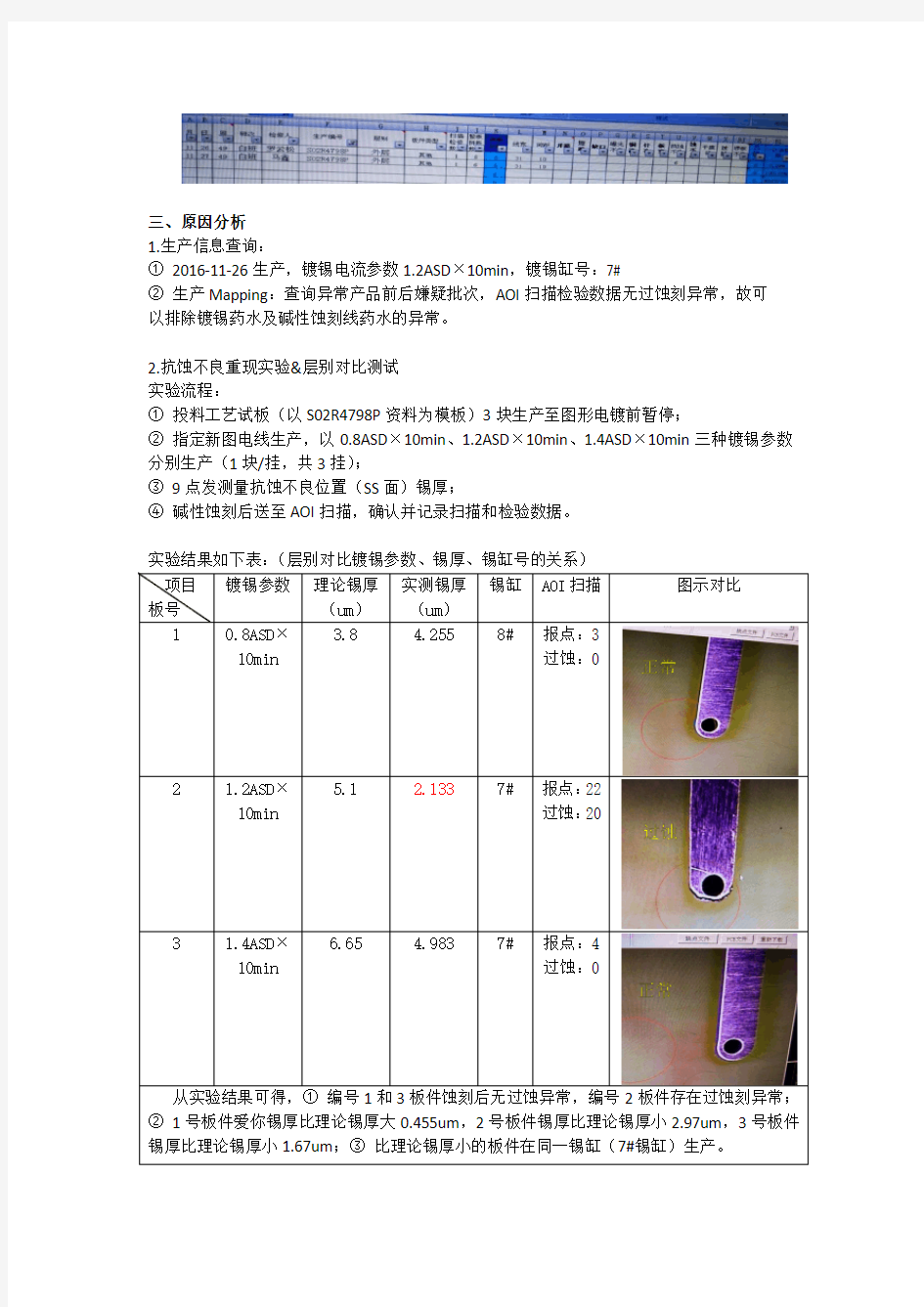
实验结果如下表:(层别对比镀锡参数、锡厚、锡缸号的关系)
2板件存在过蚀刻异常;
号板件锡厚比理论锡厚小2.97um,3号板件
7#锡缸)生产。
小结:初步怀疑7#锡缸整流器实际输出电流比设置值偏小,导致SS焊锡面孔环抗蚀不良。对7#锡缸电流进一步测量确认如下:
小结:7#镀锡缸B面(SS焊锡面)整流器实际输出电流确实比显示值偏小,导致S02R4798P 板件镀锡厚度不足(<3um)造成抗蚀不良异常。
3. 5why分析(找出根本原因)
Why1:为什么S02R4798P产品焊锡面抗蚀不良?
Anser1:焊锡面镀锡厚度不足(<3um),导致抗蚀不良;
Why2:为什么焊锡面镀锡厚度不足?
Anser2:因为生产中7#镀锡缸B面整流器实际输出电流比显示值小,误差比约为-9.03%
Why3:为什么整流器实际输出电流比显示值小而未被发现或重视?
Anser3: ①8、9、10月份因测试日期新电镀线正好生产平板电镀,故未对新线锡缸进行测试监控。②判异标准不合适:镀锡整流器电流误差比标准(±10%)不能满足目前镀锡产品锡厚要求。
四、长期改善措施
1.更换新电镀线7#锡缸B面整流器;--- 汪成虎2016-11-30 已完成
2.优化电流实测记录表,增加项目:测试人、判异标准、维修记录、确认人;
--- 汪成虎/白千秋2016-12-1 已完成3.镀锡缸整流器电流误差比标准(±10%)变更为-5/+10%(测试记录表修改)
--- 汪成虎/白千秋2016-12-1 已完成
五、预防措施(举一反三)
1.全面测量图形电镀线镀锡缸整流器的实际输出电流与显示值的误差比,判定其是否符合新的标准规范,若存在异常,则及时维修或更换。--- 汪成虎/李正2016-12-1 已完成
2.每月整流器电流测试数据及维修结果需发至工艺部相关负责人确认。
--- 汪成虎/白千秋2016-12-1 已宣导3.镀锡缸整流器电流误差比新标准:-5/+10%推广至所有镀锡缸整流器电流标准,并体现在《电镀整流机电流实测记录》中。--- 白千秋2016-12-2
六、效果确认及标准化
效果确认:
1. 更换新电镀线7#锡缸B面整流器后,实际输出电流与显示值电流误差比约为4.5%,符合判定标准-5/+10%,措施有效。测试数据如下:
更换前:
更换后:
2.更换新整流器后,试板重复验证:生产编号S02R4798P,数量6块,以0.8ASD×10min、1.2ASD×10min、1.4ASD×10min三种镀锡参数生产,对比板件锡厚和AOI扫描数据,未发现抗蚀不良异常,证明措施有效。具体验证数据如下:
措施标准化
1.将电镀线整流器测量要求、判定标准及测量频率标准化至《新电镀生产操作工作指示》中。
--- 白千秋2016-12-30 2.优化《电镀整流机电流实测记录》,并作为以后测量电流的标准化记录表格。
--- 汪成虎/白千秋2016-12-2 七、附件数据(9点法)
平均值 4.255 平均值 2.133 平均值 4.983
SS焊锡面:
2.更换新电镀线7#锡缸整流器后,有效性验证测试:镀锡厚度数据如下:
电镀上板方式:有效性验证AOI扫描数据:
品质部品质异常检讨报告范文
品质部品质异常检讨报告范文 篇一:品质工作检讨书 尊敬的领导: 我怀着万分的愧疚以及懊悔向你们写下这份检讨书,我为自己工作的失误感到了深深地愧疚和不安,在此,我向各位领导做出深刻检讨: 通过这件事,我感到自己身为品质人员,未能严以律已,且没有做到合理安排计划工作,在年底这个重要的时期给公司带来了恶劣的影响,由于自己的失职,给公司带来了严重的责任事故,导致严重影响到各工序的生产任务。我对工作缺少足够的责任心,没有把自己的工作合理安排,现在,我深深感觉到这件事的严重性,并且认识到自己的错误。 这次的生产事故使我不仅感到是自己的耻辱,更为重要的是对不起领导对我的信任,愧对领导的关心。同时,诚心的感谢领导的批评指正。 感谢领导给我改正的机会,在以后的工作中我会严于律己,合理统筹计划,以加倍努力的工作来为我单位的工作做出积极的贡献,做一个合格的品质工作人员。 XX质部:xx 2013-xx-xx 篇二:品质部品质异常检讨报告 事件问题描述如下:
在6-1至6-3号生产的T8椭圆1/2平钩26*29.5和T8 1/2斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。 产品工序责任人如下: 开机技术员:蔡灿军、赖虔洲 品质IPQC:廖仲坤、赖惠兰 点数贴标签:廖凤凤、罗贞凤、吕明 裁管:廖国林 出货检验:易浩 品质部经查证对此事做原因分析如下: 1、商务部的制令单上的图纸没更新只是文字描述。 2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。 3、产品点数贴标签的时候标签贴错了,但当班的IPQC 盖章时没检查到位发现问题。 4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。 5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。 6、出货检查时OQC检验没及时发现问题杜绝流入客户那
品质异常报告格式
品质异常报告格式 品质异常报告格式 篇一: 品质部品质异常检讨报告 品质部品质异常检讨报告 事件问题描述如下: 在6-1至6-3号生产的T8椭圆12平钩26*2 9.5和T8 12斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。 产品工序责任人如下:开机技术员: 蔡灿军、赖虔洲 品质IPQC: 廖仲坤、赖惠兰 点数贴标签: 廖凤凤、罗贞凤、吕明 裁管: 廖国林 出货检验: 易浩 品质部经查证对此事做原因分析如下: 1、商务部的制令单上的图纸没更新只是文字描述。
2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。 3、产品点数贴标签的时候标签贴错了,但当班的IPQC盖章时没检查到位发现问题。 4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。 5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。 6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。 7、新来员工及临时工未做相关岗前作业培训,容易放错误。 永久改善纠正措施如下: 1、通知此事件相关负责人,然后召开品质异常检讨会。 2、商务部发出的制令单产品资料要及时更新。 3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。 4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。 5、生产车间5S要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。 6、各部门的岗位职责说明书的制定落实。让工作流程化,制度化。这样大家工作更顺心。 7、各部门的管理制度撰写制定出来,并落实执行到位。
品质异常处理流程
品质异常处理流程-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
品质异常处理流程 1 目的: 为了使品质异常发生时处理过程有据可依有规可循,使重大品质异常能在规定的时间内得到有效改善,防止相同问题重复发生,降低品质成本,确保产品质量符合本公司或客户需求 2 范围: 来料检验、制程控制、出货检验 3 定义:重大品质异常是指品质问题严重有必要开具《品质异常报告》,并由品质部进行特别跟进的质量事件 3.1来料检验 3.1.1当进料检验需要品质工程师确认时开具《品质异常报告》 3.2制程控制 3.2.1 制程外观不良达10%时开具《品质异常报告》 3.2.2 制程组装不良达8%时开具《品质异常报告》 3.2.3 制程性能不良达3%时开具《品质异常报告》 3.2.4 制程条件不能满足工艺需求而导致停线开具《品质异常报告》. 3.2.5 制程连续3天重复出现的品质问题开具《品质异常报告》 3.3出货检查 3.3.1 出货检查外观不良达 5%时开具《品质异常报告》 3.3.2 出货检查性能不良达2% 时开具《品质异常报告》 3.3.3 出货检查连续3天同一款产品重复出现同一个的品质问题开具《品质异常报告》 备注:以上描述的不良范围每个月月底按照品质异常汇总进行修订,逐步强化。 4 运作流程: 4.1 在生产过程中,当作业人员发现产品出现品质异常时第一时间通知生产组长确认,由生产组长开出《品质异常报告》给到生产主管确认后交予生产文员进行编档之后交品质工程师。 4.2《品质异常报告》的填写必须清楚地写明事件发生的日期、时间、地点、批量数、批号、异常数量、不良率、异常状况的描述 4.3 品质工程师对异常的现象进行初步确认,并在《品质异常报告》签收,然后找到PIE,由PIE对异常进行分析处理。 4.4 PIE接到《品质异常报告》后,需在一个小时内对原因进行分析及给出临时方案,如一个小时完成不了,需上报上级主管给予协助处理,现场原因分析清楚后,PIE针对生产实际状况制订临时方案,临时方案里面必须包括仓库原材料库存,生产在制品,成品的处理,并将临时方案填写至《品质异常报告》中; 4.5 由PIE,品质,采购对临时方案进行评审确认是否可行,如异常是设计或者制程不良时,无需采购对临时方案进行评审,当异常为来料不良时,才需采购对此加工方案进行评审)。 4.6 生产部按照评审合格的的方案进行实施。由PIE对异常临时解决方案进行指导,品质部持续跟踪处理结果是否可行。 4.7 品质工程师按照PIE给出的原因分析找到相关责任部门,要求半个工作日内(采购部因需与供应商沟通,可与品质部协商延长此时间,但需在报告上注
品质部品质异常检讨报告
品质部品质异常检讨报告 事件问题描述如下: 在6-1至6-3号生产的T8椭圆1/2平钩26*29.5和T8 1/2斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。 产品工序责任人如下: 开机技术员:蔡灿军、赖虔洲 品质IPQC:廖仲坤、赖惠兰 点数贴标签:廖凤凤、罗贞凤、吕明 裁管:廖国林 出货检验:易浩 品质部经查证对此事做原因分析如下: 1、商务部的制令单上的图纸没更新只是文字描述。 2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模 具生产下一款时,技术员未跟品质或点数工序沟通说下。 3、产品点数贴标签的时候标签贴错了,但当班的IPQC盖章时没检查到位发现问题。 4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。 5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。 6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。 7、新来员工及临时工未做相关岗前作业培训,容易放错误。 永久改善纠正措施如下: 1、通知此事件相关负责人,然后召开品质异常检讨会。 2、商务部发出的制令单产品资料要及时更新。 3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。 4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。 5、生产车间5S要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。 6、各部门的岗位职责说明书的制定落实。让工作流程化,制度化。这样大家工作更顺心。 7、各部门的管理制度撰写制定出来,并落实执行到位。 8、成立ISO内部审核小姐,对各部门的工作流程、5S、管理制度、作业规范、检验规范等相 关事项进行不定期地审核与督导。 对于这件事,作为品质主管的我,在对品质检验员的培训与监督工作没做到位,虽有做品质程序文件及相关表单记录,品质部也有按程序来做事,但没监督品质检验员落实执行到位。现出此品质异常造成了公司的重大损失及有损客户对我司的印象。我愿接受公司对我工作失职处罚及考核! 品质部:
品质异常心得报告
竭诚为您提供优质文档/双击可除 品质异常心得报告 篇一:品质异常分析报告 circulationLetter 品质异常分析报告 circulationLetter 篇二:品质意识报告心得 品质意识报告心得 意识,就是指人们在生产经营活动中,对品质(包括产品品质、工作品质)以及与之相关的各种活动的客观及主观的看法和态度,也就是通常所说的对提高产品品质的认识程度和重视程度,以及对提高产品品质的决心和愿望。提高我们多氟多“六氟”产品质量认识,在这个前景势头良好的状态下,更要严格把关,提高作为员工的操作水平和质量责任心。只有当他 的思想意识上升到一定的高度,再加上相应的工作技能,他才会做出好的产品 品质作为企业的命脉,产品的品质不好,就会失去市场,
没有市场,企业就失去生命。所以,作为企业的职员工,必须具有这种提高产品品质的决心和愿望,也就是要求企业的全体职员工树立良好的品质意识。 那么,怎样才能树立良好的品质意识? 第一,树立品质是企业的命脉意识。 要全员认识到:产品的品质不好,产品就没有市场,产品没有市场,企业就失去了利润来源,时间长了,企业就会倒闭,随之而来的就是员工失业。当然对于我们公司来说,目前产品市场良好,也希望以后更好,但我们要“居安思危”,要把我们的产品品质做得更好。 第二,树立品质的客户意识。 一切以客户为中心,把自己看成客户,把自己看成是下一道工序的操作者,把自己看成是产品的消费者。这样,在工作当中就会自觉地把工作做好,大家都把工作做好了,产品的品质才会有保证,如果在工作中偷工减料,危害的将是自己的切身利益。 第三,树立品质的预防意识。 “产品的品质是生产出来的、设计出来,不是靠检验出来的,第一时间就要把事情做好。”这不是一句口号,这很好地体现了产品质量的预防性,如果我们的品质控制不从源头控制,我们将很难控制产品的质量。即使生产中投入大量的检验人力去把关,生产时由于没从源头去控制而产生的大
品质异常报告内容
品质异常报告内容: 1.老化组:15W筒灯老化出现死一边灯珠56个,没有及时反应。(出现异常及 时反应到品质工程部门) 2.激光组:50W投光灯激光内容错误,客户名称搞错,没有三年质保,第一次 返工后也没有得到相关部门确认。(激光首件要部门主管确认,品质部,经理审核方可以批量生产) 3.15W圆形筒灯反光杯掉漆,原因是仓库没有配相对应的支架螺丝到A拉组 长手中。后来自行配螺丝,产生不良品。(每款灯具都应该匹配相对应的配件,不的私自进行匹配。在物料不足的情况下应和工程,品质商讨对策解决问题) 4.100W.50W投光灯来料时有出现反光杯凹凸现象。在生产过程中没有进行细 致挑选,成品老化时才挑选出不良品。(组长领取物料时要仔细核对物料是否可生产,包括所用到的螺丝配件是否匹配) 5.芯片的发光面有胶.灰尘.刮伤等认为造成的不良现象(作业是保持手指干净, 半成品要及时用薄膜包裹起来,使用电批。洛铁,要规范操作流程) 6.筒灯面盖出现掉漆。刮花。黑点等不良现象(生产是没有清洁拉线上的杂物, 灰尘等,组装时员工手指不干净,建议分工艺流程生产,敏感工位需带手套。 老化时,该清洁旋转台上的灰尘杂物等,结束后用薄膜包裹起来,统一区域摆放。 7.AL订单需要更换驱动线,出现连焊。焊反线。(组长在更换驱动段子线的时 候要交待清楚员工怎样正确操作。老化装驱动时应先试点再上老花机,防止个、短路,炸板。减少驱动的不良率。 8.5W COB 灯杯包装成品时出现两种规格的彩盒(如是特殊情况下,因该得到 相关部门的认可,把两种规格的成品分开包装,不等混装。) 9.AL力卓驱动端子线不配套的现象(以后用到配套端子线的驱动,该有公司 提供,减少不必要的损失) 10.AL驱动激光内容与样品不符合(以后下采购订单需要把激光内容附在合同 上面,由激光组提供,品质确认。经理,老板审核) 11.7W天花灯3000套与公司样品不一。(下采购合同时并把样品(色板)一并 提供给供应商。 12.芯片试电时该选用小驱动输出试点,拒接使用直流测试仪批量测试。 13.生产拉线必须接地,工人必须佩戴静电手环(每天都要有填写检测报告) 14.老化组需要配一条1M高的梯子(可以站在上面观察上层的成品有没有异常)
品质异常报告怎么写
品质异常报告怎么写 品质部品质异常检讨报告 品质部品质异常检讨报告 事件问题描述如下: 在6-1至6-3号生产的T8椭圆1/2平钩26*29.5和T8 1/2斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。 产品工序责任人如下: 开机技术员:蔡灿军、赖虔洲 品质IPQC:廖仲坤、赖惠兰 点数贴标签:廖凤凤、罗贞凤、吕明 裁管:廖国林 出货检验:易浩 品质部经查证对此事做原因分析如下: 1、商务部的制令单上的图纸没更新只是文字描述。 2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。 3、产品点数贴标签的时候标签贴错了,但当班的IPQC盖章时没检查到位发现问题。 4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主 动把首件拿给OQC检验确认。 5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。
6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。 7、新来员工及临时工未做相关岗前作业培训,容易放错误。 永久改善纠正措施如下: 1、通知此事件相关负责人,然后召开品质异常检讨会。 2、商务部发出的制令单产品资料要及时更新。 3、新来员工及临时工应做相关的产品品质与作业规模培训再上岗。 4、品质部加强对品质检验员的培训与督导,特别是出货检查要把关到位。 5、生产车间5S要做好,如产品要准确标识区分,对于类似的产品要做明显标识并分开放置。 6、各部门的岗位职责说明书的制定落实。让工作流程化,制度化。这样大家工作更顺心。 7、各部门的管理制度撰写制定出来,并落实执行到位。 8、成立ISO内部审核小姐,对各部门的工作流程、5S、管理制度、作业规范、检验规范等相关事项进行不定期地审核与督导。 对于这件事,作为品质主管的我,在对品质检验员的培训与监督工作没做到位,虽有做 品质程序文件及相关表单记录,品质部也有按程序来做事,但没 监督品质检验员落实执行到位。现出此品质异常造成了公司的重大损失及有损客户对我司的印象。我愿接受公司对我工作失职处罚及考核~ 品质部: 篇二:品质异常处理报告单 品质异常处理报告单 编号: 信息来源:?进货检验?生产过程?仓库?客户
品质异常处理报告
品质异常报告 编号: 表单编号:MS-QR-QP16-QA-002 V.0.0 Page :1 OF 1 工艺代号: 工序名称: 发 现 人: 发生日期: 工作(订)单号: 不 良 数: 工件总数: 处理期限: 不良现象描述: 提出人: 不良现象对交付压力/质量风险的影响: 当判断交付压力高时,产品工程师组织输出《在线质量问题评审 记录表》以支持决策 产品工程师签字: 判断是否继续处理:□是(进入品质异常处理环节) □否(填写理由后交生产线经理核准) 确认人: 核准(品控经理): 品 质 异 常 处 理 事态处理方案: 处理人: 批准: 效果验证(判定库存产品隔离暂停发货时填写) IPQC 验证: 故障原因分类:不良品名称: 不良品规格型号: 不良品编号: □来料不良 □设计不良 □工艺不良 □作业不良 □其它 责任部门: 、 、 、 责任部门人员确认签名: 、 、 、 具体原因分析(此栏不够填写时可增加附页): 处理人: 批准: 处理方案: 物料处理方案:□退货 □筛选 □返工 □让步接收 □报废 □其它: 组件/整机处理方案:□返工产品 返工是否存在不利影响 □否,□是,明确不利影响的控制方式 □重新定义作业标准 让步放行 □外观 □非外观 数量: 处理方案详细描述(此栏不够填写时可增加附页): 效果验证 是否发出不良材料处理通知单:□是(不良材料处理单号: ); □否 IPQC 验证: MQA 工程师审 核: 纠 正 措 施 是否启动纠正措施处理单:□是(纠正措施单号: ); □否 (说明理由后交部门主管核准) MQA 工程师签名: 批准(部门主管): 注:1)不合格物料涉及在线、半成品库、成品库的处理方案由产品工程师制定并填写在本表格的纠正处理方案栏,涉及原材料库、 在检、在途、在供应商处的物料处理方案由IQC 制定并根据实际情况发出《进料处理处理单》给采购,由采购发出。《进料处理处理单》与本《品质异常报告》一并归档。 2)纠正处理方案栏应详述处理方案,并注明执行部门,必要时可另加附页。 3)品质异常处理过程中产生的《在线质量问题评审记录表》与本品质异常报告一并归档;如果有《纠正预防措施报告》,则《纠正预防措施报告》可以与《品质异常报告》一起归档或在《品质异常报告》上引用其编号。 Ⅲ□ 质量风险 交付 压力 Ⅱ□ Ⅳ□ Ⅰ□
品质部品质异常检讨报告范文
品质部品质异常检讨报告范文 尊敬的领导: 我怀着万分的愧疚以及懊悔向你们写下这份检讨书,我为自己工作的失误感到了深深地愧疚和不安,在此,我向各位领导做出深刻检讨: 通过这件事,我感到自己身为品质人员,未能严以律已,且没有做到合理安排计划工作,在年底这个重要的时期给公司带来了恶劣的影响,由于自己的失职,给公司带来了严重的责任事故,导致严重影响到各工序的生产任务。我对工作缺少足够的责任心,没有把自己的工作合理安排,现在,我深深感觉到这件事的严重性,并且认识到自己的错误。 这次的生产事故使我不仅感到是自己的耻辱,更为重要的是对不起领导对我的信任,愧对领导的关心。同时,诚心的感谢领导的批评指正。 感谢领导给我改正的机会,在以后的工作中我会严于律己,合理统筹计划,以加倍努力的工作来为我单位的工作做出积极的贡献,做一个合格的品质工作人员。 XX质部:xx XX-xx-xx 事件问题描述如下: 在6-1至6-3号生产的T8椭圆1/2平钩26*和T8 1/2
斜钩V字型直径26的产品,现这两款产品在生产至出货过程中混料包装出货到客户那里,导致影响客户的出货交期,有损客户对我司的印象,并造成公司物力资源的重大损失。 产品工序责任人如下: 开机技术员:蔡灿军、赖虔洲 品质IPQC:廖仲坤、赖惠兰 点数贴标签:廖凤凤、罗贞凤、吕明 裁管:廖国林 出货检验:易浩 品质部经查证对此事做原因分析如下: 1、商务部的制令单上的图纸没更新只是文字描述。 2、针对产品规格和形状差不多的产品,且在同一台机器上生产,生产一款产品订单时更换模具生产下一款时,技术员未跟品质或点数工序沟通说下。 3、产品点数贴标签的时候标签贴错了,但当班的IPQC 盖章时没检查到位发现问题。 4、裁管工序裁切时也没核对制令单来做,裁管员在裁管时没主动把首件拿给OQC检验确认。 5、生产出来的产品没有明确区分标识并分开放置,导致裁切、包装容易出错。 6、出货检查时OQC检验没及时发现问题杜绝流入客户那里。