3DCS公差分析操作步骤
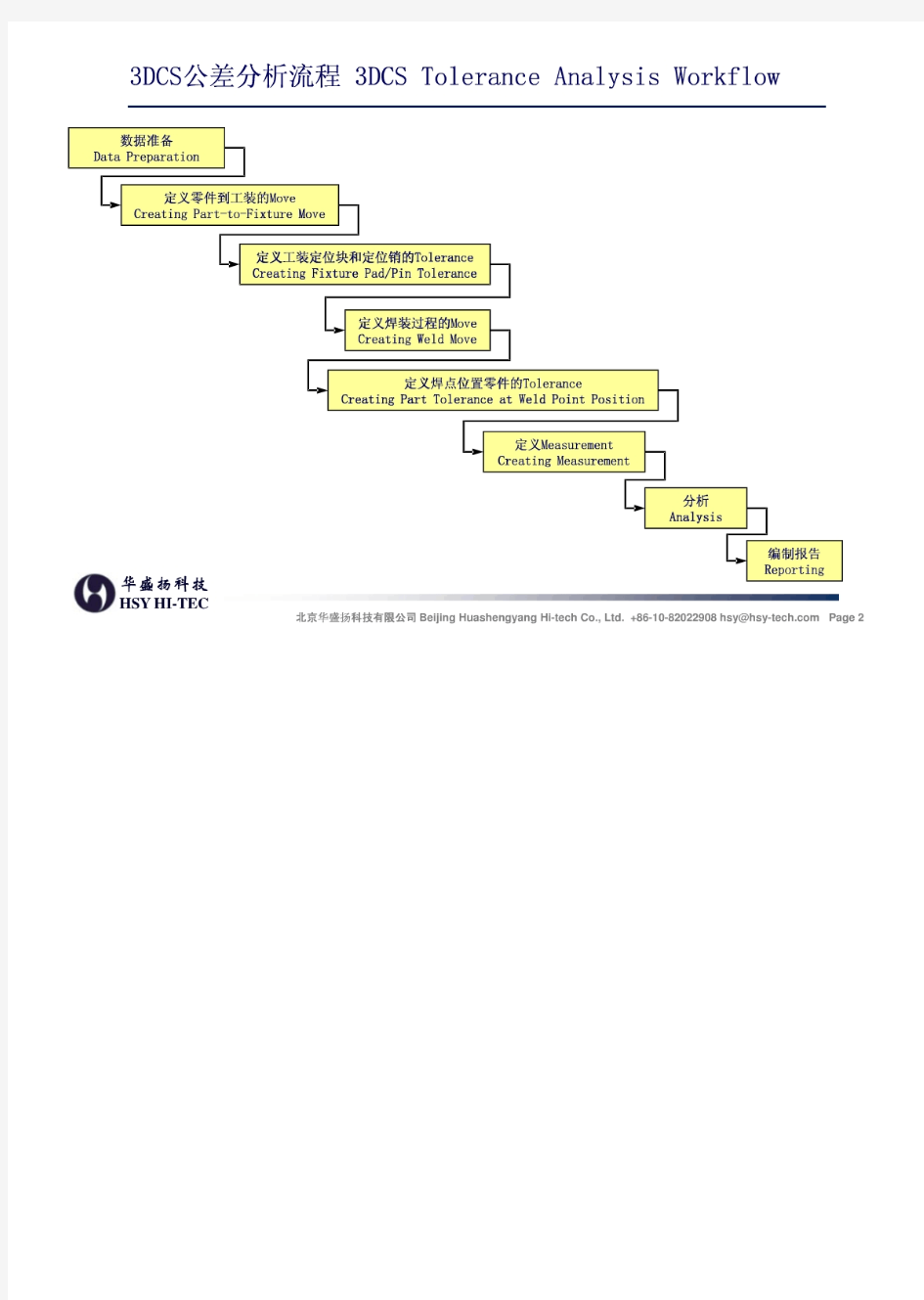
公差分析
例子1公差(Tolerancing) 1-1概论 公差分析将有系统地分析些微扰动或色差对光学设计性能的影响。公差分析的目的在于定义误差的类型及大小,并将之引入光学系统中,分析系统性能是否符合需求。Zemax内建功能强大的公差分析工具,可帮助在光学设计中建立公差值。公差分析可透过简易的设罝分析公差范围内,参数影响系统性能的严重性。进而在合理的费用下进行最容易的组装,并获得最佳的性能。 1-2公差 公差值是一个将系统性能量化的估算。公差分析可让使用者预测其设计在组装后的性能极限。设罝公差分析的设罝值时,设计者必须熟悉下述要点: ●选取合适的性能规格 ●定义最低的性能容忍极限 ●计算所有可能的误差来源(如:单独的组件、组件群、机械组装等等…) ●指定每一个制造和组装可允许的公差极限 1-3误差来源 误差有好几个类型须要被估算 制造公差 ●不正确的曲率半径 ●组件过厚或过薄 ●镜片外型不正确 ●曲率中心偏离机构中心
●不正确的Conic值或其它非球面参数 材料误差 ●折射率准确性 ●折射率同质性 ●折射率分布 ●阿贝数(色散) 组装公差 ●组件偏离机构中心(X,Y) ●组件在Z.轴上的位置错误 ●组件与光轴有倾斜 ●组件定位错误 ●上述系指整群的组件 周围所引起的公差 ●材料的冷缩热胀(光学或机构) ●温度对折射率的影响。压力和湿度同样也会影响。 ●系统遭冲击或振动锁引起的对位问题 ●机械应力 剩下的设计误差 1-4设罝公差 公差分析有几个步骤须设罝: ●定义使用在公差标准的」绩效函数」:如RMS光斑大小,RMS波前误差,MTF需求, 使用者自定的绩效函数,瞄准…等 ●定义允许的系统性能偏离值 ●规定公差起始值让制造可轻易达到要求。ZEMAX默认的公差通常是不错的起始点。 ●补偿群常被使用在减低公差上。通常最少会有一组补偿群,而这一般都是在背焦。 ●公差设罝可用来预测性能的影响 ●公差分析有三种分析方法: ?灵敏度法 ?反灵敏度法
4几种常见的质量分析方法
几种常用的质量分析方法 1、层别法 2、柏拉图法 3、特性要因图法 4、检查表 具体说明: 1、层别法 层别法是将所要进行的项目利用统计表进行区别,这是运用统计方法作为管理的最基础工具。一般的工厂所做的层别通常为: 操作者:不同班组别机器:不同机器别 原料、零件:不同供给厂家作业条件:不同的温度、压力、湿度、作业场所……. 产品:不同产品别不同批别:不同时间生产的产品 员 一二三人 组组组 器 机 料 材 法 方
2、柏拉图法 柏拉图是美国品管大师朱兰博士(Joseph Juran)运用意大利经济学家柏拉图(Pareto)的统计图加以延伸所创造出来的。柏拉图分析步骤: (1)要处置的事,以状况(现象)或原因加以层别。 (2)纵轴虽可以表示件数,但最好以金额表示。 (3)决定搜集资料的时间,自何时至何时,作为柏拉图资料的依据,期间尽可能定期。 (4)各项目依照合计的大小顺序自左向右排列在横轴上。 (5)绘上柱状图 (6)连接累积曲线 示例: 某部门将上个月生产的产品作出统计,总不良数414个,其中不良项目依次为: 层别统计表
N=414 100 400 80 300 47.1%60 200 40 21.7% 100 15.8%20 10.9% 4.5% 破损变形刮痕尺寸超差其他 不良项目 由上图可以看出,该部门上个月产品不良最大的来自破损,占了47.1%,前三项加起来超过80%以上,进行处理应以前三项为重点。
3、特性要因图 特性要因图,就是将造成某项结果的众多原因,以系统的方式加以图解,用图来表达结果(特性)与原因(要因)之间的关系,因其形状像鱼骨,又称鱼骨图。 特性要因图,可使用在一般管理及工作改善的各种阶段,特别是树立意识的初期,易于使问题的要因明朗化,从而设计步骤解决问题。
统计公差分析方法概述
统计公差分析方法概述(2012-10-23 19:45:32) 分类:公差设计统计六标准差 统计公差分析方法概述 一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况 D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况 45±0.7适合拿来作设计吗? Worst Case Analysis缺陷: ?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; ?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。 三.统计公差分析法 ?由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。 ?统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造和生产成本。 ?在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。 四.方和根法 计算公式(平方相加开根号) 假设每个尺寸的Ppk 指标是1.33并且制程是在中心
公差模型和公差分析方法的研究
生 产现场 S H O P S O L U T I O N S 金属加工 汽车工艺与材料 A T&M 2009年第7期 50 机械装配过程中,在保证各组成零件适当功能的前提下,各组成零件所定义的、允许的几何和位置上的误差称为公差。公差的大小不仅关系到制造和装配过程,还极大影响着产品的质量、功能、生产效率以及制造成本。公差信息是产品信息库中的重要 内容,公差模型就是为表示公差信息而建立的数学及物理模型,它是进行公差分析的理论基础。 公差分析或称偏差分析,即通过已知零部件的尺寸分布和公差,考虑偏差的累积和传播,以计算装配体的尺寸分布和装配公差的过程。公差分析的目的在于判断零部件的公差分布是否满足装配功能要求,进而评价整个装配的可行性。早期公差分析方法面向的是一维尺寸公差的分析与计算。Bjorke 则将公差分析拓展到三维空间。Wang 、C h a s e 、P a b o n 、H o f f m a n 、Lee 、Turner 、Tsai 、Salomons 、Varghese 、Connor 等许多学者也分别提出了各自的理论和方法开展公差分析的研究。此后,人工智能、专家系统、神经网络、稳健性理论等工具被引入公差分析领域当中,并分别构建了数学模型以解决公差分析问题。 1 公差模型 公差模型可分为零件层面的公差信息模型和装配层面的公差拓扑关系模型。Shan 提出了完整公差模型的建模准则,即兼容性和可计算性准则。兼容性准则是指公差模型满足产品设计过程的要求,符合ISO 和ASME 标准,能够完整表述所有类型的公差。可计算性准则是指公差模型可实现与CAD 系统集成、支持过/欠约束、可提取隐含尺寸信息、可识别公差类型,以检查公差分配方案的可行性等。目前已经提出了很多公差模型表示法,但每一种模型都是基于一些假设,且只部分满足了公差模型的建模准则,至今尚未出现统一的、公认的公差模型。以下将对几种典型的公差模型加以介绍和评价。1.1 尺寸树模型 Requicha 最早研究了零件层面的公差信息表示,并首先提出了应用于一维公差分析的尺寸树模型。该模型中,每一个节点是一个水平特征,节点间连线表示尺寸,公差值附加到尺寸值后。由于一维零件公差不考虑旋转偏差,所有公差都可表示为尺寸值加公差值的形式。该模型对于简单的一维公差分析十 分有效,但却使尺寸和公差的概念模糊不清,而且没有考虑到形状和位置公差的表示。1.2 漂移公差带模型 Requicha 从几何建模的角度,于20世纪80年代提出了漂移公差带模型以定义形状公差。在这个模型中,形状公差域定义为空间域,公差表面特征需位于此空间域中,同时采用边界表示法(Breps )建立传统的位置和尺寸公差模型。对于表面特征和相关公差信息则运用偏差图(VGraph )来表示。VGraph 主要是作为一种分解实体表面特征的手段,将实体的边界部分定义为特征,公差信息则封装在特征的属性中。漂移公差带模型很好地表达了轮廓公差,轮廓公差包含了所有实际制造过程中的偏差。该模型提供了公差的通用理论且易于实现,但是不能区分不同类型的形状公差。1.3 矢量空间模型 Hoffmann 提出了矢量空间模型,Turner 扩展了这一模型。矢量空间模型首先需要定义公差变量、设计变量和模型变量。公差变量表示零件名义尺寸的偏差。设计变量由设计者确定,用以表示最终装配体的多目标优化函数。模型变量是控制零件各个公差的独立变量。由 公差模型和公差分析方法的研究 讨论了目前工程设计、制造中具有代表性的公差模型的建模、描述和分析的方法。在此基础上,对于面向刚性件和柔性件装配的公差分析方法的研究现状分别进行了综述和评价,通过对比说明各种分析方法的算法、应用范围及不足。最后,展望了公差模型和公差分析方法的研究方向及其发展动态。 奇瑞汽车股份有限公司 葛宜银 李国波
尺寸公差与相关要求ISO8015_GB4249
GB/T 4249-1996:尺寸公差 本标准适用于技术制图和有关文件中的尺寸、尺寸公差和形位公差,以确定零件要素的大小、形状和位置特征。 1. 独立原则 图样上给定的每一个尺寸和形状、位置要求均是独立的,应分别满足要求。如果对尺寸和形状、尺寸与位置之间的相互关系有特定要求应在图样上规定。 独立原则是尺寸公差和形位公差相互关系遵循的基本原则。 2. 尺寸公差 2.1 线性尺寸公差 线性尺寸公差仅控制要素的局部实际尺寸(两点法测量),不控制要素本身的形状误差(如圆柱要素的圆度和轴线直线度误差或平行平面要素的平面度误差)。 形状误差应由单独标注的形状公差、未注形状公差或包容要求控制(见图1)。 标注说明: 实际轴的局部实际尺寸必须位于149.96至150之间;线性尺寸公差(0.04)不控制要素本身的形状误差。如图1b)所示。 2.2 角度公差 角度公差仅控制被测要素之间的角度变动量,不控制被测要素的形状误差,且理想要素的位置应符合最小条件。 角度公差只控制线或素线的总方向,不控制其形状误差。 总方向是指接触线的方向,接触线是与实际线相接触的最大距离为最小的理想直线(见图2)。实际线的形状误差应由单独标注的形状公差或未注形状公差控制。 示例: 标记说明: A、B两被测实际要素分别按最小条件确定其理想要素,该两理想要素间的夹角应在给定的两极限角度之间,角度公差不控制实际要素的形状误差(见图3)。
3 形状和位置公差 不论要素的局部实际尺寸如何,被测要素的均庆位于给定的形位公差带内,并且其形位误差允许达到最大值(见图4)。 示例: 标注说明: 轴的局部实际尺寸应在最大极限尺寸与最小极限尺寸之间,轴的形状误差应在给定的相应形状公差之内。不论轴的局部实际尺寸如何,其形状误差(素线直线度误差和圆度误差包括横截面奇数棱圆误差)允许达到给定的最大值(见图5)。 GB/T 4249-1996:相关要求--尺寸公差与形位公差相互有关的公差要求 1 图样上给定的尺寸公差和形位公差相互有关的公差要求,系指包容要求、最大实体要求(包括可逆要求应用于最大实体要求)和最小实体要求(包括可逆要求应用于最小实体要求)。 1.1 包容要求 包容要求适用于单一要素如圆柱表面或两平行表面。 包容要求表示实际要素应遵守其最大实体边界,其局部实际尺寸不得超出最小实体尺寸。 采用包容要求的单一要素应在其尺寸极限偏差或公差带代号之后加注符号“”(见图6)。 示例: 标注说明:
公差计算方法大全
2012年12月20日不详 关键字: 六西格玛机械公差设计的RSS分析 动态统计平方公差方法1.RSS没有充分说明过程均值的漂移,总是假设过程均值在名义设计规格的中心,这就是为什么能力最初看起来比较充分,但实际中这种情况是很少的原因,特别是在制造过程中工具受到 磨损的时候。因此就有必要利用C来调整每一个名义设计值已知的或者估计的过程标准偏差,以此来说明 过程均值的自然漂移,这一方法就称为动态统计平方公差方法(Dynamic Root-Sum-of-Squares Analysis, DRSS)。实际上,这种调整会使标准偏差变大,因而会降低装配间隙概率。 调整后就以一个均值累积漂移的临界值是否大于等于来衡量六西格玛水平,即时,DRSS模型就简化为一个RSS模型,这一特征对公差分析有许多实际意义。从这一意义上讲,DRSS模型是一个设计工具,也是一个 分析工具。因为DRSS模型考虑均值随时间的随机变异的影响,所以称之为动态模型。静态极值统计平方公差方法2.当假设的均值漂移都设定在各自的极值情况时,这种方法称为静态极值统计平方公差方法 ( Worse-Case Static Raot- Surn- of-Squares Anlysis, WC-SRSS),这一方法可以认为是一种极值情况 的统计分析方法。为了有效地研究任意假定的静态条件,需要将公式(2-10)分母项中的偏倚机制转移到分 了项中(注意:当均值漂移大于2σ时,就不能应用上述转换),同时必须用Cp,Cpk:代替分母中的 实际上,所有偏倚机制都可以利用来表示,但是当过程标准偏差改变时,如果利用作为转换日标,名 义间隙值也会改变,这样就违背了均值和方差独立的假设。也就是说,用作为描述均值漂移的基础使得 均值和方差之间正相关。而利用k为动态和静态分析提供了一个可行的和灵活的机制,同时保证了过程均值和方差的独立性。设计优化3.利用IRSS作为优化基础,当考虑5RS5和WC-SRSS作为基础时其逻辑和 推理是相同的。 (1)优化零部件的名义尺寸 在任一给定的需求条件和过程能力条件下,重新安排公式(2-10)就得到该优化方程的表达:式 对该方法的评价4.这一过程以过程数据和指标(等)为设计向导来优化可量化的加工过程及性能,因而所 创建的六西格玛设计是稳健的,也可以说,基于过程能力来创建稳健设计比在制造阶段跟踪并减少变异容易得多。虽然该方法具有许多优势,但它有许多假设条件。为了与其他方法比较。该方法在应用中还:存在以下几个方而的不足之处适用范围比较小(1) 六西格玛机械公差设计所分析的是公差设计中最简单、最常见的一种情况——直线尺寸链,假定尺寸链关 系已知而且目标函数f对各个零部件尺寸x的偏微分}f'I}x=T,所以目标函数的统计公差2=工耐。而在机 械装配中的公差累积实质上大多是非线性的,一般而言尺寸链关系未知或者很复杂,不可能求得}f' l }x a 权重分配缺乏科学性2)(在上述优化设计过程中,无论是名义值的权重分配还是联合方差的权重设置均 是基于经验和良好的工程判断,这样所优化的公差就带有太多的主观随意性,可能不同的工程师所设计的 公差相差很大,缺少一个准确、科学的评价方法来断定优劣。没有考虑成本因素(3)虽然六西格玛机械公差设计以装配概率为日标达到了六西格玛水平,但是公差设计与成本密不可分,稳健性的提高是否会带来 加工成本的增加也未可知,所以应该设定一个成本评价函数来说明优化的结果不仅是稳健的而且不会增加成本
16种常用数据分析方法
一、描述统计 描述性统计是指运用制表和分类,图形以及计筠概括性数据来描述数据的集中趋势、离散趋势、偏度、峰度。 1、缺失值填充:常用方法:剔除法、均值法、最小邻居法、比率回归法、决策树法。 2、正态性检验:很多统计方法都要求数值服从或近似服从正态分布,所以之前需要进行正态性检验。常用方法:非参数检验的K-量检验、P-P图、Q-Q图、W险验、动差法。 二、假设检验 1、参数检验 参数检验是在已知总体分布的条件下(一股要求总体服从正态分布)对一些主要的参数(如均值、百分数、方差、相关系数等)进行的检验。 1)U验使用条件:当样本含量n较大时,样本值符合正态分布 2)T检验使用条件:当样本含量n较小时,样本值符合正态分布 A 单样本t检验:推断该样本来自的总体均数口与已知的某一总体均数口0 (常为理论值或标准值)有无差别; B 配对样本t检验:当总体均数未知时,且两个样本可以配对,同对中的两者在 可能会影响处理效果的各种条件方面扱为相似; C两独立样本t检验:无法找到在各方面极为相似的两样本作配对比较时使用。 2、非参数检验 非参数检验则不考虑总体分布是否已知,常常也不是针对总体参数,而是针对总体的某些一股性假设(如总体分布的位罝是否相同,总体分布是否正态)进行检验。 适用情况:顺序类型的数据资料,这类数据的分布形态一般是未知的。
A虽然是连续数据,但总体分布形态未知或者非正态; B体分布虽然正态,数据也是连续类型,但样本容量极小,如10以下; 主要方法包括:卡方检验、秩和检验、二项检验、游程检验、K-量检验等。三、信度分析 检査测量的可信度,例如调查问卷的真实性。 分类: 1、外在信度:不同时间测量时量表的一致性程度,常用方法重测信度 2、内在信度;每个量表是否测量到单一的概念,同时组成两表的内在体项一致性如何,常用方法分半信度。 四、列联表分析 用于分析离散变量或定型变量之间是否存在相关。 对于二维表,可进行卡方检验,对于三维表,可作Mentel-Hanszel分层分析。列联表分析还包括配对计数资料的卡方检验、行列均为顺序变量的相关检验。 五、相关分析 研究现象之间是否存在某种依存关系,对具体有依存关系的现象探讨相关方向及相 关程度。 1、单相关:两个因素之间的相关关系叫单相关,即研究时只涉及一个自变量和一个因变量; 2、复相关:三个或三个以上因素的相关关系叫复相关,即研究时涉及两个或两个 以上的自变量和因变量相关;
16种统计分析方法-统计分析方法有多少种
16种常用的数据分析方法汇总 2015-11-10分类:数据分析评论(0) 经常会有朋友问到一个朋友,数据分析常用的分析方法有哪些,我需要学习哪个等等之类的问题,今天数据分析精选给大家整理了十六种常用的数据分析方法,供大家参考学习。 一、描述统计 描述性统计是指运用制表和分类,图形以及计筠概括性数据来描述数据的集中趋势、离散趋势、偏度、峰度。 1、缺失值填充:常用方法:易9除法、均值法、最小邻居法、比率回归法、决策树法。 2、正态性检验:很多统计方法都要求数值服从或近似服从正态分布,所以之前 需要进行正态性检验。常用方法:非参数检验的K-量检验、P-P图、Q-Q图、W 检验、动差法。 二、假设检验 1、参数检验 参数检验是在已知总体分布的条件下(一股要求总体服从正态分布)对一些主要的参数(如均值、百分数、方差、相关系数等)进行的检验。 1)U验使用条件:当样本含量n较大时,样本值符合正态分布 2)T检验使用条件:当样本含量n较小时,样本值符合正态分布 A单样本t检验:推断该样本来自的总体均数卩与已知的某一总体均数卩0常为理论值或标准值)有无差别; B配对样本t检验:当总体均数未知时,且两个样本可以配对,同对中的两者在可能会影响处理效果的各种条件方面扱为相似; C两独立样本t检验:无法找到在各方面极为相似的两样本作配对比较时使用。 2、非参数检验 非参数检验则不考虑总体分布是否已知,常常也不是针对总体参数,而是针对总体的某些一股性假设(如总体分布的位罝是否相同,总体分布是否正态)进行检验。
适用情况:顺序类型的数据资料,这类数据的分布形态一般是未知的 A 虽然是连续数据,但总体分布形态未知或者非正态; B 体分布虽然正态,数据也是连续类型,但样本容量极小,如10 以下; 主要方法包括:卡方检验、秩和检验、二项检验、游程检验、K-量检验等。 三、信度分析检査测量的可信度,例如调查问卷的真实性。 分类: 1、外在信度:不同时间测量时量表的一致性程度,常用方法重测信度 2、内在信度;每个量表是否测量到单一的概念,同时组成两表的内在体项一致性如何,常用方法分半信度。 四、列联表分析 用于分析离散变量或定型变量之间是否存在相关。对于二维表,可进行卡方检验,对于三维表,可作Mentel-Hanszel 分层分析。 列联表分析还包括配对计数资料的卡方检验、行列均为顺序变量的相关检验。 五、相关分析 研究现象之间是否存在某种依存关系,对具体有依存关系的现象探讨相关方向及相关程度。 1、单相关:两个因素之间的相关关系叫单相关,即研究时只涉及一个自变量和一个因变量; 2、复相关:三个或三个以上因素的相关关系叫复相关,即研究时涉及两个或两个以上的自变量和因变量相关; 3、偏相关:在某一现象与多种现象相关的场合,当假定其他变量不变时,其中两个变量之间的相关关系称为偏相关。 六、方差分析 使用条件:各样本须是相互独立的随机样本;各样本来自正态分布总体;各总体方差相等。 分类1、单因素方差分析:一项试验只有一个影响因素,或者存在多个影响因素时, 只分析一个因素与响应变量的关系2、多因素有交互方差分析:一顼实验有多个影响
常用公差
1.几何特性名词与符号 (a)几何特性符号 符号名词类别形体区分直度,真直度(Straightness) 平面度,真平度(Flatness) 真圆度(Roundness) 圆柱度(Cylindrically) 曲线轮廓度(Profile of a line) 曲线轮廓度 平行度(Parallelism) 垂直度(Perpendicularity) 倾斜度(Angularity) 正位度,位置度(Position) 同心度(Concentricity) 对称度(Symmetry) (1982年起由取代) 圆周偏转度,圆形偏转度 (Circular runout) 总偏转度,全面偏转度
(b) 其它符号 符 号 名 词 直径符号(Diameter symbol) 不考虑形体呎寸加添条件,和特性的尺寸无关 (Regardless of feature size modifier) 最多留料情况之加添条件,最大材料条件 (Maximum material condition modifier) 最小留情况加添条件,最小材料条件 (Least material condition modifier) 基本尺寸,精密尺寸(Basic dimension) 基准形体符号,基准识别符号(Datum feature symbol) 最多留料情况(MMC),Maximum- Material Condition 最多留料情况是指一个形体包容最大的材料量,即零件重量最重的时候。例如最小孔的尺寸或最大轴的尺寸。如下面图示,直径为0.490~0.510的销子,当直径 为0.510时的重量比直径为0.490时重。一个零件包含一个直径为0.490~0.510的孔,则零件当直径 为0.490时比0.510时,包含更多中更重. A1 .100 -A-
议论文中常用的分析方法
议论文中常用的分析方法 一、知识讲解 议论文是作者对某个问题或某件事进行分析、评论,表明自己立场、态度、看法和主张的文体,议论文讲求的是摆事实、讲道理的“证明过程”,作者的观点能否得到读者的信服,很大程度上取决于作者是否善于分析。下面,我们就给大家介绍议论文中常用的几种分析方法。 1.归纳分析 归纳分析,是指由个别到一般的分析。它通过分析个别的实例,从而归纳出它们所共有的特性,得出一般性的结论。有这么个传说:有位师傅,想考一下自己的两个徒弟。他给了两个徒弟每人一箩花生,让他们剥开花生,看看花生仁是不是都有粉衣包着。大徒弟不加思索,急忙走到箩筐前,抓起花生,一个一个地剥了起来。小徒弟则不然,他想了一会儿,找到了解决这个问题的一个好办法。他先挑选了几个饱满的和不饱满的花生,又挑选了几个单仁的、双仁的和仨仁的花生,再挑选几个大的和小的花生,合在一起也就是十几个花生。不一会儿,他就把这些花生剥完了。他发现这几种不同类型的花生都有粉衣包着,于是,他认为这一箩花生的仁都有粉衣包着。大徒弟忙了一天,才把一箩花生剥完,结果发现这一箩花生的仁都有粉衣包着。尽管徒弟二人都得出了相同的结论,可是,从两人解决问题的方法上,师傅不难看出到底哪一位徒弟更聪明。 在这个传说中,徒弟二人都用了一种叫做归纳的逻辑方法。大徒弟之
所以不如师弟解决问题快,只不过大徒弟采用的是完全归纳法,而小徒弟采用的是不完全归纳法。作文中使用归纳分析法,应采用不完全归纳,一般只需列举三四个实例。至于用来归纳的事实,叙述时可灵活掌握。既可先举事例,再归纳结论;也可先提出结论,再做举例分析。 2、演绎分析 演绎分析,是指由一般到个别的分析。它由一般性原理出发,作出个别性的论断。在分析中,普遍性原理是依据,而个别性论断是论点。演绎分析反映了论据与论点之间由一般到个别的逻辑关系。比如,我们可以根据“凡生命力顽强的事物,都可以在逆境中得到种群的进化”(优胜劣汰),得出“人类不能太追求安逸享受,而使人类素质降低”的观点,这里运用的就是演绎分析法。演绎分析用到作文中,往往能使论述的逻辑性大大增强。比如,在以书信体(比如写给同学),写作“诚信”话题作文时,就可以先提出自己的观点“健全的人格,离不开诚信”(亦可举出若干实例),继而做出“你应该勇于承认撒谎的过错,以使自己的人格不滑坡”的结论。此为演绎分析。 3、归谬分析 上面讲到的归纳分析和演绎分析多用于立论文章中。对于驳论文章,“归谬法”往往更容易出奇制胜。归谬分析,不是直接分析对方观点如何错误,而是顺水推舟,按照对方的逻辑和思路推导出一个明显荒谬的结论,使其论点不攻自破。在分析中巧妙地运用这一方法,不但能一矢中的,增强论辩的说服力,而且能形成强烈的讽刺,使话语风
统计公差分析方法概述
统计公差分析方法概述 一、引言 公差设计问题可以分为两类:一类就是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸与公差,确定装配后需要保证的封闭环公差;另一类就是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸与公差,求解组成环的经济合理公差。 公差分析的方法有极值法与统计公差方法两类,根据分布特性进行封闭环与组成环公差的分析方法称为统计公差法、本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二、Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max、)=(20+0、3)+(15+0、25)+(10+0、15)=45、7,出现在A、B、C偏上限之状况 D(Min、)=(20-0、3)+(15-0、25)+(10-0、2)=44、3,出现在A,B、C偏下限之状况 45±0、7适合拿来作设计不? Worst Case Analysis缺陷: ?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; ?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。 以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1-0、9973=0、0027;在组装完毕后所有零件都有缺陷的机率为:0、0027^3=0、3。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都就是接近极限尺寸的情况非常罕见。 三、统计公差分析法 ?由制造观点来瞧,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。?统计公差方法的思想就是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析与计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造与生产成本。 ?在多群数据的线性叠加运算中,可以进行叠加的就是『变异』值。
统计公差分析方法概述
统计公差分析方法概述 一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.)=(20+0.3)+(15+0.25)+(10+0.15)=45.7,出现在A、B、C偏上限之状况 D(Min.)=(20-0.3)+(15-0.25)+(10-0.2)=44.3,出现在A,B、C偏下限之状况 45±0.7适合拿来作设计吗? Worst Case Analysis缺陷: ?设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; ?公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。 以上例Part A +Part B+ Part C,假设A、B、C三个部材,相对于公差规格都有3σ的制程能力水平,则每个部材的不良机率为1- 0.9973=0.0027;在组装完毕后所有零件都有缺陷的机率为:0.0027^3=0.000000019683。这表明几个或者多个零件在装配时,同一部件的各组成环,恰好都是接近极限尺寸的情况非常罕见。 三.统计公差分析法 ?由制造观点来看,零件尺寸之误差来自于制程之变异,此变异往往呈现统计分布的型态,因此设计的公差规格常被视为统计型态。?统计公差方法的思想是考虑零件在机械加工过程中尺寸误差的实际分布,运用概率统计理论进行公差分析和计算,不要求装配过程中100 %的成功率(零件的100 %互换) ,要求在保证一定装配成功率的前提下,适当放大组成环的公差,降低零件(组成环) 加工精度,从而减小制造和生产成本。 ?在多群数据的线性叠加运算中,可以进行叠加的是『变异』值。
PROE中公差分析参考指南
Parametric Technology Corporation Pro/ENGINEER? Wildfire? 4.0 Tolerance Analysis Extension Powered by CETOL?Technology 参考指南
? 2008 Parametric Technology Corporation 版权所有。保留所有权利。 Parametric Technology Corporation 及其子公司 (通称“PTC”) 的用户和培训文档受美国和其它国家/地区版权法的保护,并受许可协议的约束,复制、公开发行和使用此文档受到严格限制。PTC 在此同意,依据适用软件的许可协议规定,拥有软件使用权的用户允许以印刷形式复制本文档 (如果软件媒介中提供),并且仅限内部/个人使用。任何复印件都应包括 PTC 版权通告和由 PTC 提供的其它专利通告。未经 PTC 明确授权许可,不得复制培训材料。未经 PTC 事先书面许可,本文档不得公开、转让、修改或简化为任何形式 (包括电子媒介),也不允许以任何手段传播、公开发行或出于此目的进行复制。 此处所描述的信息仅作为一般信息提供,如有更改恕不另行通知,并且不能将其解释为 PTC 的担保或承诺。本文档中如有错误或不确切之处,PTC 概不负责。 本文档中所述软件在有书面许可协议的条件下提供,其中包括重要的商业秘密和专利信息,并受美国和其它国家/地区版权法的保护。未经 PTC 事先书面许可,本软件不能以任何形式在任何媒介中复制或分发、公开至第三方,或者以任何软件许可证协议所不允许的方式使用。 未经授权使用软件或其文档,将会引起民事赔偿和刑事诉讼。 若需了解重要的版权、商标、专利和授权信息,请考虑如下选项:针对 Windchill 产品,请选择产品页面底部的“关于Windchill”。针对 InterComm 产品,请在“帮助”主页上单击 2007 年版权信息链接。其他产品,则单击产品主菜单上的“帮助”>“关于”。 美国政府有限权利说明 依据FAR 12.212(a)-(b) (1995年10月) 或 DFARS 227.7202-1(a) 和227.7202-3(a)(1995年6月),本文档以及其中所述的软件属于商用计算机文档和软件,只在有限商业许可下提供给政府。对于上述条款规定日期之前政府获得的文档资料和软件,其使用、复制或公开受 DFARS 252.227-7013(1988 年 10 月)中“技术资料和计算机软件条款权利”(Rights in Technical Data and Computer Software Clause) 下的 (c)(1)(ii) 子条款或 FAR 52.227-19(c)(1)-(2)(1987 年 6 月) 中“商用计算机软件限制权 利”(Commercial Computer Software-Restricted Rights) 所适用限制条件的约束。 01012008 Parametric Technology Corporation, 140 Kendrick Street, Needham, MA 02494 USA
统计公差分析方法概述
统计公差分析方法概述(总5 页) -CAL-FENGHAI.-(YICAI)-Company One1 -CAL-本页仅作为文档封面,使用请直接删除
统计公差分析方法概述(2012-10-23 19:45:32) 分类:公差设计统计六标准差 统计公差分析方法概述 一.引言 公差设计问题可以分为两类:一类是公差分析(Tolerance Analysis ,又称正计算) ,即已知组成环的尺寸和公差,确定装配后需要保证的封闭环公差;另一类是公差分配(Tolerance Allocation ,又称反计算) ,即已知装配尺寸和公差,求解组成环的经济合理公差。 公差分析的方法有极值法和统计公差方法两类,根据分布特性进行封闭环和组成环公差的分析方法称为统计公差法.本文主要探讨统计公差法在单轴向(One Dimension)尺寸堆叠中的应用。 二.Worst Case Analysis 极值法(Worst Case ,WC),也叫最差分析法,即合成后的公差范围会包括到每个零件的最极端尺寸,无论每个零件的尺寸在其公差范围内如何变化,都会100% 落入合成后的公差范围内。 <例>Vector loop:E=A+B+C,根据worst case analysis可得 D(Max.)=(20++(15++(10+=,出现在A、B、C偏上限之状况 D(Min.)=++=,出现在A,B、C偏下限之状况 45±适合拿来作设计吗 Worst Case Analysis缺陷: 设计Gap往往要留很大,根本没有足够的设计空间,同时也可能造成组装困难; 公差分配时,使组成环公差减小,零件加工精度要求提高,制造成本增加。
最新公差和配合标准表
公差与配合标准表(摘自GB1800~1804-79)1.基本偏差系列及配合种类 .2.标准公差值及孔和轴的极限偏差值 基本尺寸 mm 公差等级 IT5 IT6 IT7 IT8 IT9 IT10 IT11 IT12
孔的极限差值(基本尺寸由大于10至315mm)μm
轴的极限偏差(基本尺寸由于大于10至315mm)
注:标注▼者为优先公差等级,应优先选用。
形状和位置公差(摘自GB1182~1184-80) 形位公差符号 分类形状公差位置公差 项目 直线 度 平面 度 圆度 圆柱 度 平行 度 垂直 度 倾斜 度 同轴 度 对称 度 位置 度 圆跳 动 全跳动符号 圆度和圆柱度公差μm 主参数d(D)图例 公 差 等 级 主参数d(D) mm 应用举例>6 ~ 10 >10 ~18 >18~ 30 >30 ~50 >50~ 80 >80 ~120 >120 ~180 >180 ~250 >250 ~315 >315 ~400 >400 ~500 5 1.5 2 2.5 2.5 3 4 5 7 8 9 10 安装E、C级滚 动轴承的配合 面,通用减速器 的轴颈,一般机 床的主轴。 6 2.5 3 4 4 5 6 8 10 12 13 15 7 4 5 6 7 8 10 12 14 16 18 20 千斤顶或压力 油缸的活塞,水 泵及减速器的 轴颈,液压传动 系统的分配机 构 8 6 8 9 11 13 15 18 20 23 25 27 9 9 11 13 16 19 22 25 29 32 36 40 起重机、卷扬机 用滑动轴承等10 15 18 21 25 30 35 40 46 52 57 63 直线度和平面度公差μm
公差分析的方法与比较
公差分析的方法與比較 PSBU-RDD4-MDD 工程師朱誠璞 alex.chu@https://www.360docs.net/doc/0e13857381.html, 2002/11/14 PM 04:32 version 1.1 A.公差分析的傳統方法( I)----Worst Case 法 首先,必須解釋在公差分析時所用的兩種方法: 公差合成與公差分配. 而在以下兩個例子中用來運算公差範圍的數學方法為 Worst Case 法,這是傳統的做法 : 1.公差的合成(使用Worst Case 法運算) Part A 與 Part B 必須接合在一起,合成後的尺寸與公差範圍會是如何呢? 在這個例子中,可以得到一個很直觀的結果------當Part A 與 Part B相接後所得到的 Part A+B 長度和公差範圍都是Part A + Part B 的結果. 也就是說:合成後的公差範圍會包括到每個零件的最極端尺寸,無論每個零件的尺寸在其公差範圍內如何變化,都會 100% 落入合成後的公差範圍內. 聽起來相當合理,不是嗎? 稍後會解釋這樣做的缺點.
2.公差的分配(使用Worst Case 法運算) 現在 Part A+B 必須放入 Part C 的開口處,而開口的尺寸與公差如圖所示,那麼 Part A 與 B 的分別的公差範圍又應該是多少呢? 我們以最簡單的方法 : 平均分配給其中所有的零件,所以 Part A 與 B 各得50 %,當然也可以按照其他的比例來調整,並沒有絕對的優劣之分. B. Worst Case法的問題 1.控制公差範圍難以被控制在設計的需求範圍中. 由於 Worst Case 法合成時要求100 % 的可以容許單一零件的公差變化,會造成合成後的公差範圍變的較大,對設計者而言,是非常容易造成零件組裝後相互干涉或間隙過大. 在以上的例子中,如果要將 Part A+B 放入 Part C 時,會發生過緊干涉的情況,因為 Part C 最窄只有 10.75 mm,但是 Part A+B 卻可能有 11.50 mm的情況則有 0.75 mm 的干涉;另一方面,當 Part C 最寬11.25 mm,而 Part A+B 為10.5 mm 的最小值時,又有 0.75 mm的間隙產生.由此可知公差範圍過大所造 成的難以控制的缺點. 2.決定公差範圍的過程缺乏客觀及合邏輯的程序 以此類方式決定的公差範圍尺寸,必須仰賴設計者的經驗,且必須經過多次的試作才可真正決定;若生產條件改變:如更換生產廠商,模具修改…等,皆有可能使原訂之公差範圍無法達成,而被迫放寬或產生大量不良品的損失.
公差管理制度
******有限公司公差管理制度 第一章总则 第一条为加强本公司公差管理的规范化、合理化,保证外出工作人员顺利完成各项工作任务,特制定本制度。 第二条本制度所指公差是指**公司员工因工作需要,赴常驻工作城市以外地点(港、澳、台地区及国外另定)办理业务,时间为1天及以上的商务活动行为。 第二章出差申请及审批、借款 第三条出差人员在出差前须填写《**公司公差申请表》(见附件一),报相应领导审批。第四条集团副总裁、总监、总裁助理的审批权限按集团规定执行,**公司员工的出差审批 第五条多人一同出差的,按其中的最高行政级别办理报批手续。 第六条驻外机构员工出差(含回公司本部)需将《公差申请表》以传真形式报公司总部审批,审批后的《公差申请表》送财务部门备案。 第七条因特殊情况事前未填《公差申请表》办理报批手续但实际有出差行为的,差旅结束日起两天内需按上文有关规定补办有关手续,否则,发生费用不予以报销。 第八条出差借款 1.出差人员凭经审批的《公差申请表》到财务部办理借款手续。 2.财务部负责确认借款数额及借款支付方式。 第三章差旅费用标准 第九条差旅费主要包含长途交通费、市内交通费、住宿费及膳杂费四项,按员工行政级别(含相应技术级别)制订不同的费用标准。 第十条长途交通费根据交通工具的分类相应核报: (一)自带交通工具的,相关车辆费用按实报销,不另行核报长途交通费。
(二)未安排交通工具的,按以下分类标准核销长途交通费: 1.总监级以上可乘座双程飞机经济仓、火车软卧、旅游客车、轮船二等仓。 2.经理、副经理级可乘座火车硬卧、旅游客车、轮船二等仓;乘座火车的,按正常特 快时间计算,若一次性到达目的地连续乘车超过24小时的可改乘飞机经济仓;其 他特殊紧急事务经集团分管领导审批后,可乘坐单程飞机经济仓。 3.其他员工可乘座火车硬座、旅游客车、轮船三等仓;乘座火车的,从晚8时至次日 晨7时之间,在车上过夜4小时以上的,或一次性到达目的地连续乘车时间超过8 小时的,可改乘硬卧;其他特殊紧急事务经集团分管领导审核并报总裁审批后,可 乘座单程飞机经济仓。 4.乘座飞机的,可另行核报机场建设费、20元个人保险(如公司为其购买意外伤害 险的不予报销)、往返机场的专线客车费或特殊情况经批准的,可据实核报,单程 限额100元的出租车费。 5.需要订票的,订票费按每张20元的标准限额实报。 6.员工实际乘座的交通工具超出上述标准,事前又未经相应领导审批同意的,公司仅 按上述标准的相应金额核报,超额部分个人自负。 第十一条总监级以上员工的住宿费、市内交通费和膳杂费用标准如下:1.住宿费用按400元/天限额据实报销,超过标准的部分由总裁另行批准后报销。 2.自带交通工具的,不再报销市内交通费或核发市内交通补贴;没有带交通工具的,省会及以上城市、深圳市80元/天,其他城市50元/天限额实报。 3.膳杂费(包括餐饮费、电话费、包裹寄存费、行李托运费及其它零星开支)实行补贴包干制,补贴标准120元/天。如出差地因业务需要而发生招待费的,招待费根据具体情况(在预算内的)实报实销,一天招待一次的扣减日补贴40元,一天招待二次的扣减日补贴100元,一天招待三次及以上的,不再享受膳杂费补贴。在同一地点出差连续时间超过10天以上的,自第11天起膳食按补贴标准的50%核报。 第十二条经理级(含)及以下员工的住宿费、市内交通费和膳杂费按地区、按出差人的行