罗茨真空泵维护检修规程
罗茨真空泵维护检修规程
1. 总则
1.1适用范围本规程适用于MDI装置罗茨真空泵的维护与检修。
1.2结构简述
罗茨真空泵由机壳、转子组件、轴承和齿轮箱等主要部件组成,由电动机直接驱动。
1.3设备性能
部分罗茨真空泵的主要性能见表1。
表1
2. 设备完好标准
2.1零部件
2.1.1零部件完整,齐全,符合图样要求。
2.1.2各部连接螺栓,螺母齐全满扣,连接牢固,无锈蚀,螺栓丝扣外露1?3 扣。
2.1.3安全防护装置齐全可靠。
2.1.4压力表、温度计等装置灵敏准确,并定期校验。
2.1.5阀门及附属管线安装合理,涂色符合规定。
2.1.6基础坚固完整。
2.2运行性能
2.2.1油路畅通,润滑良好,油质符合规定,实行“五定”、“三级过滤”。
2.2.2压力、流量平稳,各部温度正常,电流稳定。
2.2.3运转平稳,无异常振动、杂音等。
2.2.4达到设备设计能力。
2.3技术资料
2.3.1总装置图、主要零件图、易损件图以及使用说明书齐全。
2.3.2设备档案、运行记录、缺陷与事故记录和检修记录齐全、准确。
2.3.3操作规程、安全规程及维护检修规程齐全。
2.4设备及环境
2.4.1机体及管线清洁,表面无灰尘、结垢,无跑、冒、滴、漏。
2.4.2基础整洁,表面及周围无积水、杂物,环境整齐清洁。
3. 设备的维护
3.1日常维护
3.1.1严格执行操作规程。
3.1.2严格执行“设备润滑管理规定”,坚持“五定”、“三级过滤”。
3.1.3定时检查轴承温度是否正常,滚动轴承最高温度不能超过70C。
3.1.4经常注意设备运行情况,如发现不正常的声响或振动时,应及时停车检查其原因,并加以消除。
3.1.5长期停用时,应拆开清洗、擦干,在转子面涂以防锈油,装配好后,妥善保管,并定期盘车。
3.2定期检查
3.2.1每三个月分析一次齿轮箱润滑油,根据分析结果更换或补充。
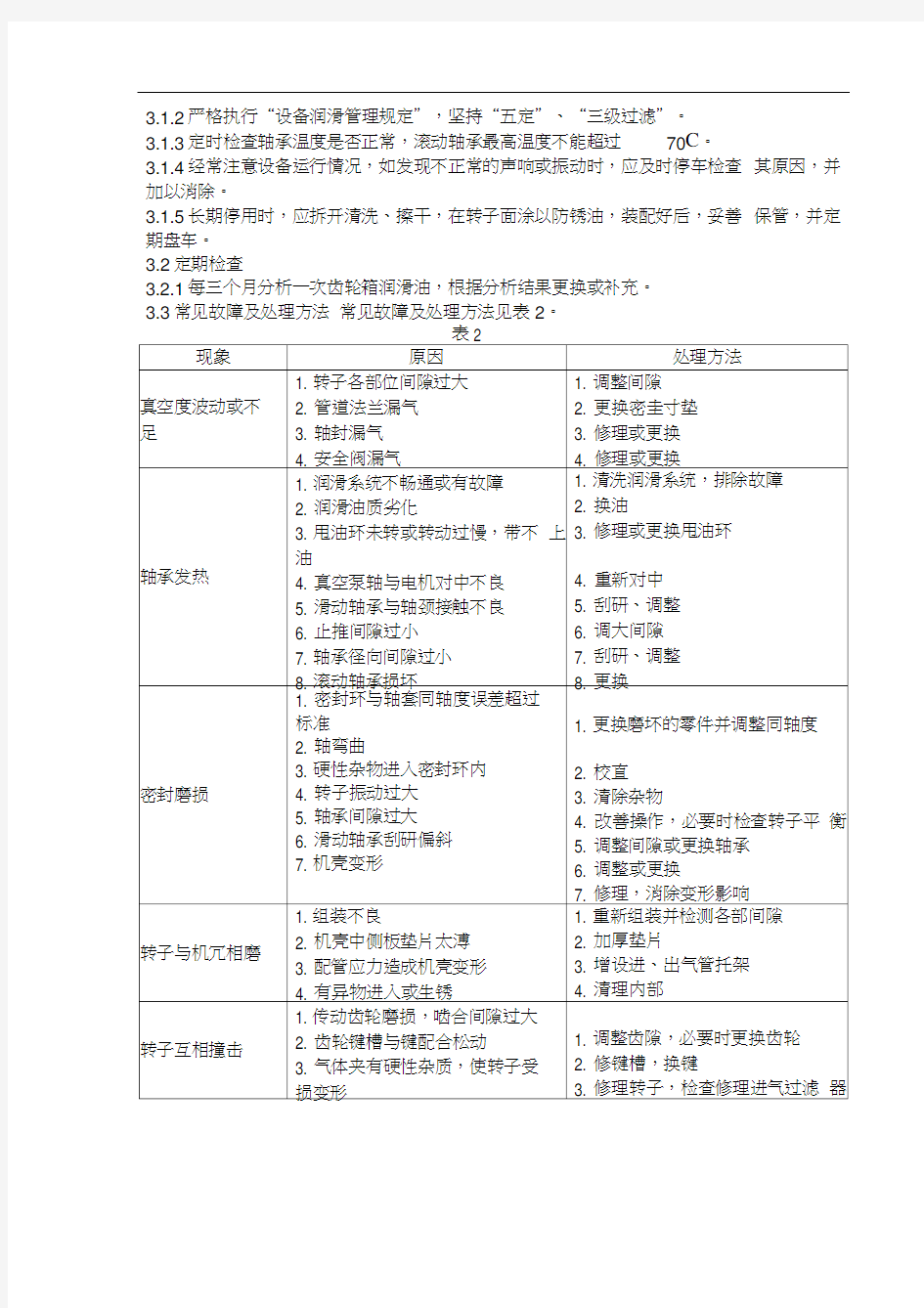
3.3常见故障及处理方法常见故障及处理方法见表2。
表2
3.4紧急情况停车
除操作规程规定的紧急停车情况外,遇有下列情况之一时,应紧急停车,
a. 电机电流超过额定值;
b. 设备有异常震动和噪音;
c. 轴承严重超温。
4. 检修周期和检修内容
4.1检修周期(见表3)
表3
4.2检修内容
4.2.1小修
421.1检测轴承、齿轮传动部位,检查齿轮箱油位,添加或更换润滑油。
4.2.1.2检查、紧固螺栓
4.2.1.3消除跑、冒、滴、漏。
4.2.2中修
4.2.2.1包括小修内容。
4.2.2.2清洗、检查滚动轴承及轴承箱,更换轴承。
4.2.2.3清洗、检查传动齿轮及零部件。
4.2.2.4清洗密封装置,更换填料或密封环。
4.2.2.5测量、调整各部位间隙。
4.2.2.6检查、更换联轴器及附件。
4.2.2.7清洗气体过滤器。
4.2.2.8检查清洗润滑系统。
4.2.2.9校验安全阀、自控装置、压力调节器。
4.2.3大修
4.2.3.1包括中修内容。
4.2.3.2检修或更换主轴、机壳及前后墙板。
4.2.3.3检修或更换主动、从动转子。
4.2.3.4做转子的静平衡、动平衡。
4.2.3.5校正机座水平度。
4.2.3.6壳体检测。
4.2.3.7机组防腐、喷漆。
5. 检修方法及质量标准
5.1机体
5.1.1机体应无损伤、裂纹。
5.1.2基础螺栓无松动、断裂现象。
5.1.3机体安装水平度误差不大于0.04mm/m
5.2转子
5.2.1转子表面应无砂眼、气孔、裂纹等缺陷。
5.2.2转子和轴应经无损探伤检查合格。
5.2.3转子裂纹可采用热焊法或冷焊法修理。
5.2.3.1热焊法:将转子预热至650?700 E进行焊接,焊后应缓慢冷却。
5.2.3.2冷焊法:在裂纹起、止点上,钻直径为2?3mm勺止裂孔,并铲成70°?
90°“ V'形坡口,坡口钝边厚度应为2?4mm为避免铸件过热,应分段焊接,焊完一段时,应迅速轻击焊接表面,以防热裂。
5.2.4转子两端面的平行度为0.02mm转子两端面与墙板平行度为0.05mm
5.2.5转子之间的间隙,转子和机壳、墙板之间的间隙应符合下列各表的要求。
M K We/10
式中:M ------ 允许残余不平衡力矩,g.cm;
W --------- 转子重量,kg;
E
允许偏心矩(其值参见表 5),卩m
表5
531轴表面应光滑,无磨痕及裂纹等缺陷。
5.3.2轴径的圆度和圆柱度为直径公差之半。
5.3.3轴的直线度为0.02mm/m —般轴全长直线度应不大于 0.04 mm/m
。
5.3.4轴与转子端面的垂直度为 0.05 mm/100mm
5.3.5轴径表面如有划痕等缺陷应当用油石或细砂布修磨光整。 5.4联轴器
5.4.1表面应无裂纹和损伤。
5.4.2键与键槽紧密配合,上平面之间应有 0.10?0.40mm 的间隙,旧键槽加宽 不得超过键槽宽度的10%。
5.4.3两半联轴器径向圆跳动及端面圆跳动按表 6规定。
表6
5.5轴承
5.5.1滚动轴承
5.5.1.1滚动体表面及内、外滚道应无磨痕、麻点、锈蚀等缺陷。
5.5.1.2轴承座外圆与轴承箱之间的结合面应紧密配合,不可放置垫片。
5.5.1.3滚动轴承内圈与轴采用H7/k6配合,轴承座与轴承外圈采用 K7/h6配合。 5.5.1.4滚动轴承安装时,必须紧贴在轴肩或轴肩垫上。
5.5.1.5拆卸轴承应使用专用工具,热装轴承可用100?120C
油浴,也可用轴承 加热器加
热,严禁敲打和直接火焰加热。 5.6密圭寸
5.6.1橡胶密圭寸圈安装时应轻轻打入。 5.6.2更换填料时,每圈应相互错开120°。
5.6.3 “ V ”形填料与轴间的过盈尺寸一般为 0.1mm
5.6.4迷宫式密封轴套两端的平行度为 0.01mm 密封环与轴套的轴向间隙一般为
0.20 ?0.50mm 5.6.5机械密封安装部位的轴颈(或轴套),其径向圆跳动为0.06mm 表面粗糙 度为3.2。 5.7传动齿轮
5.7.1齿轮啮合应平稳,无杂音。
5.7.2齿轮用键固定后,径向位移不超过 0.02mm
5.7.3齿轮啮合面沿齿高不小于50%,沿齿宽不小于70%。 5.7.4齿顶间隙取0.2?0.3倍模数,侧间隙应符合表7规定。
表7 mm
6.1 试车前的准备工作
6.1.1 确认检修工作完毕,检修记录齐全,检修质量符合规程要求,并做到工完料净场地
清。
6.1.2 检查出、入口阀门是否灵活好用,开、关位置是否正确。
6.1.3 检查润滑油箱、油位是否在液面计两红线之间。
6.1.4 检查电气、仪表、连锁装置,保证正确、无误。
6.1.5 盘动转子,应无异音和卡涩。
6.1.6 重要机组应有试车方案。
6.2 试车
6.2.1 空负荷试车
6.2.1.1 按操作规程开车。
6.2.2 负荷试车
6.2.2.1 空负荷试车正常后,方可进行负荷试车。
6.2.2.3 检查转子运转是否正常,有无异音。
6.2.2.4 轴承温度应符合规定。
6.2.2.5 出口温度、风压及电流等均应合乎规定。
6.3 验收罗茨真空泵检修质量符合要求,记录齐全、准确,经试车合格,认定达到正常的工艺指标和生产能力,即可按有关规定验收,交付生产。
7. 维护检修安全注意事项
7.1 维护安全注意事项
7.1.1 严格执行岗位操作法及有关安全规定。
7.1.2 要经常检查齿轮箱油位,保持良好的润滑状况。
7.1.3 真空泵在运行中出现异音、过热、电流升高等异常现象时,应立即停车处理。
7.1.4 保持岗位清洁,随时消除跑、冒、滴、漏。
7.2 检修安全注意事项
7.2.1 检修前应按规定办理检修任务书。
7.2.2 在切除电源、气源之后,经有关人员签字,方可施工。
7.2.3 当起吊设备时,要认真检查起吊设备,确认无误方可起吊。
7.2.4 检修中需盘车时应互相通知以防人员压伤、挤伤。
7.2.5 拆开的管口必需用布和塑料布封好,防止异物进入管道内。
7.2.6 动火要办“动火证” 。
7.3 试车安全注意事项
7.3.1 试车应有组织的进行,并由专人负责试车中的安全检查工作。
7.3.2 开停车由专人操作,操作者必须持有该岗位的“安全作业证” 。
7.3.3 严格按启动、停止程序开停。
7.3.4 试车中如发现不正常的声响和其他异常情况时,应停车检查原因并消除后再试。