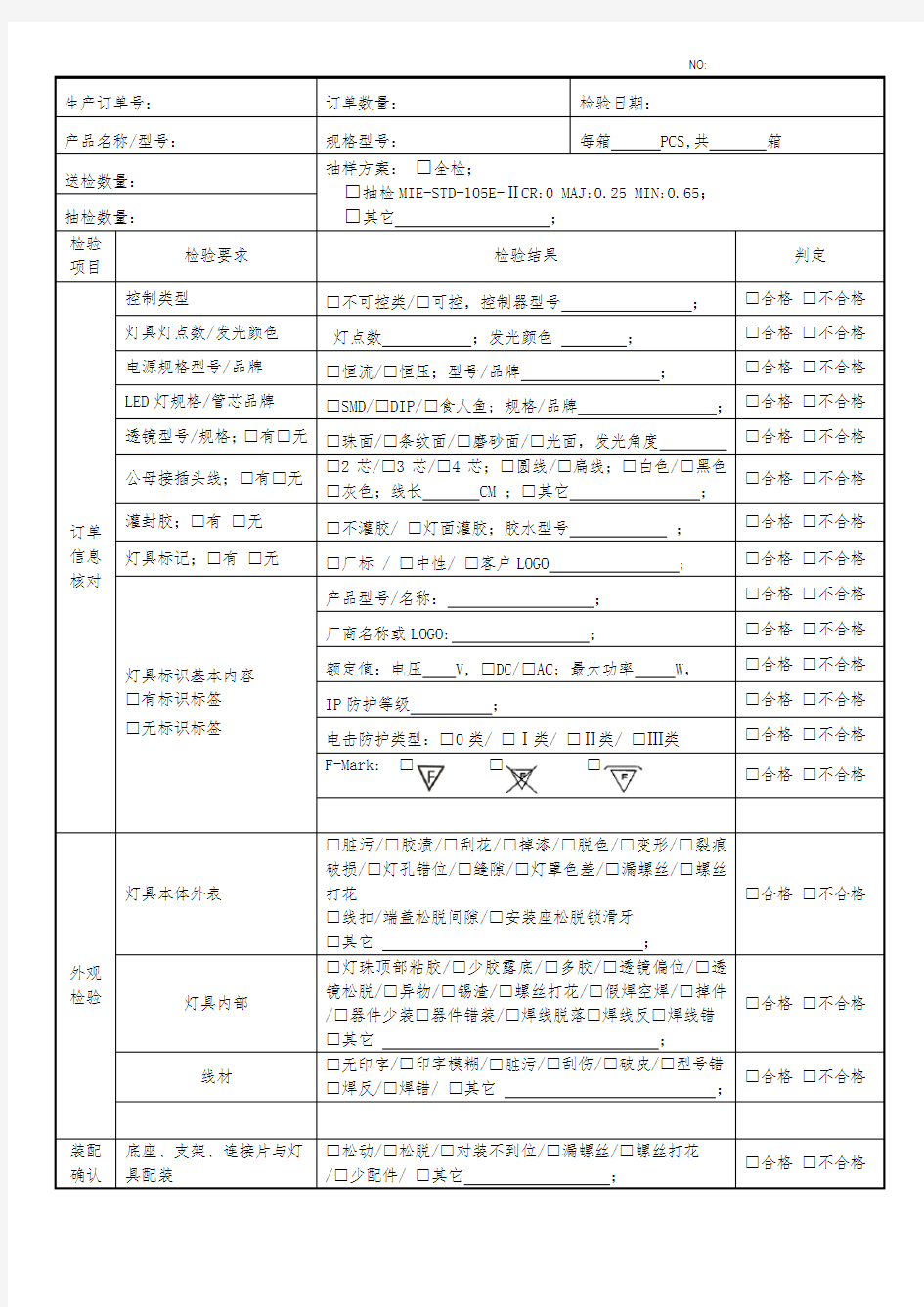
灯具成品出货检验报告

NO:
生产订单号:订单数量:检验日期:
产品名称/型号:规格型号:每箱 PCS,共箱
送检数量:抽样方案:□全检;
□抽检MIE-STD-105E-ⅡCR:0 MAJ:0.25 MIN:0.65;□其它;
抽检数量:
检验
项目
检验要求检验结果判定
订单信息核对控制类型□不可控类/□可控,控制器型号;□合格□不合格灯具灯点数/发光颜色灯点数;发光颜色;□合格□不合格电源规格型号/品牌□恒流/□恒压;型号/品牌;□合格□不合格LED灯规格/管芯品牌□SMD/□DIP/□食人鱼; 规格/品牌;□合格□不合格透镜型号/规格;□有□无□珠面/□条纹面/□磨砂面/□光面,发光角度□合格□不合格公母接插头线;□有□无
□2芯/□3芯/□4芯;□圆线/□扁线;□白色/□黑色
□灰色;线长 CM ;□其它;
□合格□不合格灌封胶;□有□无□不灌胶/ □灯面灌胶;胶水型号;□合格□不合格灯具标记;□有□无□厂标 / □中性/ □客户LOGO ;□合格□不合格
灯具标识基本内容
□有标识标签
□无标识标签
产品型号/名称:;□合格□不合格
厂商名称或LOGO: ;□合格□不合格
额定值:电压 V, □DC/□AC; 最大功率 W,□合格□不合格
IP防护等级;□合格□不合格
电击防护类型:□0类/ □Ⅰ类/ □Ⅱ类/ □Ⅲ类□合格□不合格
F-Mark: □□□
□合格□不合格
外观检验灯具本体外表
□脏污/□胶渍/□刮花/□掉漆/□脱色/□变形/□裂痕
破损/□灯孔错位/□缝隙/□灯罩色差/□漏螺丝/□螺丝
打花
□线扣/端盖松脱间隙/□安装座松脱锁滑牙
□其它;
□合格□不合格灯具内部
□灯珠顶部粘胶/□少胶露底/□多胶/□透镜偏位/□透
镜松脱/□异物/□锡渣/□螺丝打花/□假焊空焊/□掉件
/□器件少装□器件错装/□焊线脱落□焊线反□焊线错
□其它;
□合格□不合格线材
□无印字/□印字模糊/□脏污/□刮伤/□破皮/□型号错
□焊反/□焊错/ □其它;
□合格□不合格
装配确认底座、支架、连接片与灯
具配装
□松动/□松脱/□对装不到位/□漏螺丝/□螺丝打花
/□少配件/ □其它;
□合格□不合格
批准:审核:检验员
(素材和资料部分来自网络,供参考。可复制、编制,期待您的好评与关注)
灯具成品出货检验报告
NO: 生产订单号:订单数量:检验日期: 产品名称/型号:规格型号:每箱 PCS,共箱 送检数量:抽样方案:□全检; □抽检MIE-STD-105E-ⅡCR:0 MAJ:0.25 MIN:0.65;□其它; 抽检数量: 检验 项目 检验要求检验结果判定 订单信息核对控制类型□不可控类/□可控,控制器型号;□合格□不合格灯具灯点数/发光颜色灯点数;发光颜色;□合格□不合格电源规格型号/品牌□恒流/□恒压;型号/品牌;□合格□不合格LED灯规格/管芯品牌□SMD/□DIP/□食人鱼; 规格/品牌;□合格□不合格透镜型号/规格;□有□无□珠面/□条纹面/□磨砂面/□光面,发光角度□合格□不合格公母接插头线;□有□无 □2芯/□3芯/□4芯;□圆线/□扁线;□白色/□黑色 □灰色;线长 CM ;□其它; □合格□不合格灌封胶;□有□无□不灌胶/ □灯面灌胶;胶水型号;□合格□不合格灯具标记;□有□无□厂标 / □中性/ □客户LOGO ;□合格□不合格 灯具标识基本内容 □有标识标签 □无标识标签 产品型号/名称:;□合格□不合格 厂商名称或LOGO: ;□合格□不合格 额定值:电压 V, □DC/□AC; 最大功率 W,□合格□不合格 IP防护等级;□合格□不合格 电击防护类型:□0类/ □Ⅰ类/ □Ⅱ类/ □Ⅲ类□合格□不合格 F-Mark: □□□ □合格□不合格 外观检验灯具本体外表 □脏污/□胶渍/□刮花/□掉漆/□脱色/□变形/□裂痕 破损/□灯孔错位/□缝隙/□灯罩色差/□漏螺丝/□螺丝 打花 □线扣/端盖松脱间隙/□安装座松脱锁滑牙 □其它; □合格□不合格灯具内部 □灯珠顶部粘胶/□少胶露底/□多胶/□透镜偏位/□透 镜松脱/□异物/□锡渣/□螺丝打花/□假焊空焊/□掉件 /□器件少装□器件错装/□焊线脱落□焊线反□焊线错 □其它; □合格□不合格线材 □无印字/□印字模糊/□脏污/□刮伤/□破皮/□型号错 □焊反/□焊错/ □其它; □合格□不合格 装配确认底座、支架、连接片与灯 具配装 □松动/□松脱/□对装不到位/□漏螺丝/□螺丝打花 /□少配件/ □其它; □合格□不合格
灯具质检报告格式表
产品检验报告 产品名称: 型号规格: 检验日期:2016 - - 依据标准: 最终判定:□合格□不合格 编制 审核 批准
章节检验 项目 检测(标准)要求检验结果 单项 判定 1.0 外观外观标识检查 1.1 包 装 外 观 外箱应有清晰,牢固、正确的标志,如注册商标、产品系 列和名称、电源额定电压、频率、厂名、厂址、传真、邮 编、产品编号、规格功率、重量、光色、光源型号、产品 执行标准字样、数量、最大限堆层数、外箱尺寸,生产日 期以及认证标志和向上、轻拿轻放、怕湿、禁止翻转图示 等;材质按样板 符合生产要求 ok 外箱平整、清洁、无刮伤、破损等影响外观的缺陷,标示 字样大小一致,无色差现象,外箱合口不得有大于3mm的 间隙;印刷内容完整,字体清晰 外箱堆放排列整齐,堆码层限不超标且包装可靠。 外包装无明显的损伤ok 1.2 合 格 证 说 明 书 合格证上应标明检验日期和检验员签章,且字迹清晰。 说明书给出产品用途、特点、正确安装接线图、使用和维 护所必须的详细说明、使用注意事项等。 所提供的光电性能参数,额定功率、额定电压、外形尺寸 参数表应清晰无误; 说明书中应有清晰的厂名、厂址、联系电话以及邮编, 且字样大小正确。说明书必须包括第章中标贴上没 有的附加内容 符合设计生产要求 ok 1.3 标贴 外观 标贴上应有清晰牢固的标志,如:制造厂名称或注册商标、 产品型号规格、额定电压、额定频率、额定电流、功率因 数、CCC标志、产品编号、执行标准;具体至少要满足章 之规定,同时所标识内容与证书保持一致符合设计生产要求ok
1.4 产 品 外 观 支架:已喷粉支架表面清洁平整,喷粉层均匀厚实、无流 挂、划伤、气泡、桔皮、针眼、锈迹、色差和杂色、污渍 等影响外观的缺陷;支架焊接紧凑吻合无变形,无虚焊、 脱焊、焊穿等现象,且毛刺<0.1MM。 支架面盖表面无明显不平、变形、刮伤、油污、压痕等不 良现象,且商标标示位置正确;在拆装多次后不会出现变 形及卡住现象。 型号标签、警告标、形象标等标签位置正确,内容 清晰,无破损,皱纹,气泡等不良现象,符合样品要求。 产品排放四角正确,无漏装产品及配件的现象。 喷粉件:附着力≤1级。 与产品质量要求一致 ok 章节检验 项目 检测(标准)要求检验结果单项 判定 2.0 结构 功能 结构功能测试符合 2.1 尺寸 测量 测量支架各部位尺寸,应符合设计图纸、封样要求。符合ok 2.2 试 装装标准光源、灯座、启动器等可替换零件或部件进行对应替换 (密封零件和铆接部件为不可替换部件),不能有松动、难装、 装不到位或错位等不良现象。 装拆光管顺畅,不出现卡死光管或卡不住及接触不良现象。 无不合格现象ok 悬挂装置(如:反射罩)应有足够的安全系数,将等于4 倍灯具重量的均匀恒定载荷以灯具通常的受载方向加在灯具 上,历时1H后,部件应无明显变形或脱落现象. 测试通过 ok 2.3 组装 效果 A、支架内走线附近无可能磨损接线绝缘层的锐边、毛口、毛 刺等类似现象,导线可靠的连接在一起,连接导线接触良好, 整齐美观、走向合理,按技术文件正确配色、且线材符合认证 要求。 符合安全生产做法ok
出货检验报告
东莞美迪华实业有限公司 出货检验报告 文件编号: 生产日期客户名称出货数量 订单编号物料编号抽检数量 产品名称产品型号良品数 检验依据□《检验规范》□《实物样板》□《BOM表》□《可靠性测试规范》合格率 抽样标准:MIL-STD-105EⅡ级正常检验水平 AQL 严重(Cr)=0 主要(Major)=0.65 次要(Minor)=1.5 Acc/Rej Ac(允收数)0 Ac(允收数)Ac(允收数)Re(拒收数)0 Re(拒收数)Re(拒收数) 检验项目 品质标准要求检验记录判定标准 判定检验工具 外观 CR MA MI 01外箱和彩盒表面不能有破损,划伤试装符合要求。 02外箱箱唛印刷正确,不能有少印多印,字体模糊。 03彩盒条形码需与外箱条形码数字一致。 04产品视窗区符合客户标准。 05吸塑和PVC本体表面不能有明显划伤划痕、变型 06产品表面处理符合客户标准,干净无脏污、胶屑。 07产品表面不能有披锋,变型,拉白,缺料等。 08产品边缘有无缺口,露白,掉皮或附着力不良。 09、整体效果符合样品要求。 10产品LOGO图案、烙印位置、深度符合样板要求。 11材料规格符合客户要求。 颜色01符合颜色样板或上下限要求。 包装01产品编码、名称、标签内容填写是否正确,清楚,包装是否符合包装要求,包装盒、贴纸、纸箱有无破损受潮等。 尺寸01依工程图纸所标识尺寸测量。 可靠性 测试 01按客户要求及相关测试规范测试。 实配检验01与机壳及相关配件配合是否良好,配合缝隙是 否符合标准。 跌落测试01按跌落测试规范或客户要求测试。 合计QA判定□合格□特采□返工□不合格检验员/日期: 备注 审核核准
国家级灯具检验报告 路灯
检验报告 Test Report 产品名称:LED路灯 Nsme of Sample 型号规格:30W Type 委托单位:苏州新纳晶光电有限公司 Applicant 检验类别:委托检验 Test Purpose 上海市质量监督检验技术研究院Shanghai Institute of Quality Inspection and Technical Research 国家灯具质量监督检验中心China National Lighting Fitting Quality Supervision Testing Center(CLTC)
国家灯具质量监督检验中心 检验报告报告编号:W010******** 第1页共8页样品名称LED路灯检验类别委托检验 型号规格等级 30W 合格品 商标/委托单位苏州新纳晶光电有限公司 受检单位苏州新纳晶光电有限公司 标称生产单位苏州新纳晶光电有限公司 委托书编号/委托/日期2015年3月9日 到样日期2015年3月11日抽样地点/ 样本数量1个受检批数量/ 生产日期/批号/编号/ 样品到样状态完好 检验地点上海市徐汇区苍梧路900号 检验依据 GB/T9468—2008灯具分布光度测量的一般要求 IESLM-79-08固态照明产品电气和光度测量方法 检验日期2015年3月16日至2015年3月24日 检验结论 本报告仅提供实测值。详见检验结果汇总页。 (检验报告专用章) 签发日期:2015年3月25日委托单位 通讯资料 地址苏州市苏虹东路388号 邮编215100电话0512-********备注 本报告检验结论是根据检验依据仅对所检项目得出的,不代表未经检验的项目或功能 符合要求。 批准俞安琪审核主检 授权签字人 SQI/KJ-JL/BFG-01
成品出货检验工作标准流程
成品出货检验工作流程 1. 目的规范成品出货检验流程,防止不合格出货,及时发现、纠正产品质量隐患,保证产品质量。 2. 适用范围适用于本厂加工、制造的各类产品的成品出货前的检验。 3. QA检验流程/职责和工作要求
首件检验 检杳结果确认 -- 田r旦护口丿卜"旳罗1 首件合格处理 批量检验 抽检不合格处理 职责工作要求 相关文件 /记录 生产每一订单生产的第一台机送OQC佥验《首件检查生产按订单、样机、检验标准或规范、说明书、表》 检验员ECN料表、设计文件作首件检验《OQC检验报0Q(组长填写《首件检查表》(外观、功能)告》 QE QE对首件及《首件检查表》确认,并签署合格与《坏机分析报PIE/OQC 组否意见告》 长/PQC组长OQC PQC和PIE对机确认, OQC不合格发岀《OQC佥验报告》,注明首件检查 PIE工程PIE分析原因,发岀《坏机分析报告》 生产部已投产机返工,生产再重送首件 OQC组长首件检验合格,OQCS知生产线组长在《首件确认 检验员表》上签字确认后,生产部批量生产 OQC组长首件检验合格,OQC批量抽检 /PQC 组长/PIE根据产品检验标准、规范,《产品检验抽样规定》, OQC主管设计文件,批量抽检 检验员记录抽检的每台机流水号 PIE首批检验合格机抽一箱做整箱落地试验 首批检验合格机(配有电源的产品)抽一箱做24 小时煲机试验 根据抽检结果填写OQC佥验报告 批量抽检不合格PQC OQC PIE对机确认 OQC主管在OQC佥验报告上签字确认 OQC在生产部产成品送检单上填写REJ,注明不良 项目,发岀《OQC佥验报告》, 工程PIE发岀《坏机分析报告》,在线指导生产线返工,返工 后重新送检
LED照明灯具出货检验报告模板完整版
成品检验报告 测试报告编号:NLT201807001 备注:本报告附页配有检验过程参考图片和文字说明 检验依据:1、《LED 成品检验规程》;2、订单要求;3、光电测试报告; 判定方法:在判定中“P ”代表合格,“F ”代表不合格,“N ”代表此项无需检验,在“□”里面打钩. 订单号 抽样方案 GB/T2828-2003 AQL 值 A 类 ?0.15 = 0 - 1 产品型号 RPT-P-LIVC-G2-4FT-20L-840-FWFC B 类 ? 1.5 = - 客户名称 CST022-821089 批量数量 pcs 抽样数量 pcs C 类 ? 4.0 = - 生产阶段 ?正常量产 □首批试产 产品类别 □ 替换件 ? 成品灯具 抽样标准 ? 一般检验水平I □ 一般检验水平Ⅱ □ 一般检验水平Ⅲ 检验项目 检验记录 判定 检验项目 检验记录 判定 包 装 配 件 外箱印刷内容 □ 符合 □ 不符合 结构 磁柱吸力 □ 符合 □ 不符合 ? 无需要 外箱结构尺寸 □ 符合 □ 不符合 安全绳扣 □ 符合 □ 不符合 □ 无需要 外箱内盒标贴 □ 符合 □ 不符合 灯罩/护线套 □ 符合 □ 不符合 □ 无需要 生产批号 □ 符合 □ 不符合 螺丝/铆钉 □ 符合 □ 不符合 说明书 □ 符合 □ 不符合 □ 无需要 组件吻合度 □ 符合 □ 不符合 配件包 □ 符合 □ 不符合 □ 无需要 外观 标识 激光铭牌 □ 激光雕刻 □消银龙贴纸 电 子 端子线/插头 □ 符合 □ 不符合 安规标签 □ 符合 □ 不符合 LED 驱动/开关 □ 符合 □ 不符合 默认档位 表面外观 □ 符合 □ 不符合 LED 光源色温 □ 符合 □ 不符合 默认档位 试验 跌落测试 □ 符合 □ 不符合 □ 无需要 遥控/微波 □ 符合 □ 不符合 □ 无遥控 模拟运输 □ 符合 □ 不符合 □ 无需要 备注:以上检验项目详细记录,请参照后面图文说明,图片若是看不清楚可以放大后查看。 检验项目 实 际 测 试 数 据 编 号(积分球抽检1个灯的数据) 01 02 03 04 05 06 07 08 09 10 11 12 额定电压/测试电压(V ) 120 120 120 120 120 120 120 120 120 120 120 120 0~3档功率标称值(W ) 40 40 40 30 30 30 15 15 15 10 10 10 0~3档功率实测值(W ) 0~3档PF 标称值 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 0~3档PF 实测值 0~3档光通量标称值(LM ) ≥4850 ≥4850 ≥4850 ≥3650 ≥3650 ≥3650 ≥1850 ≥1850 ≥1850 ≥1210 ≥1210 ≥1210 0~3档光通量实测值(LM ) 0~3档色温标称值(K) 4000 3500 3000 4000 3500 3000 4000 3500 3000 4000 3500 3000 0~3档色温实测值(K) 显色指数标称值(Ra ) ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 显色指数实测值(Ra ) 色容差标称值(SDCM ) ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 色容差实测值(SDCM ) 综 合 检 验 判 定 检验员/日期: 审核/日期: 不 合 格 处 理 方 式 ?合格 □不合格 07月04日 07月 05 日 总经理批准: 月 日
LED灯具成品检验标准
成品检验规范 文件编号: QD-2012002 版本号: 编制:魏征日期: 2012-07-30 审核:胡佳日期: 2012-07-30 批准:段琪日期: 2012-07- 生效日期: 2012-08-01 受控状态:受控
文件变更记录
1、目的 规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的满意度,模拟客户对产品的验证。 2、适用范围 适用于所有LED 灯具产品入库及出货检验。 3、定义 缺陷级别定义 检验面的定义 A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。 B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电源等。 C 面:正常使用时看不到的面。须拆卸的面。 缺陷代码定义
4、检验条件 检验光源:普通日光灯灯源500lux. 检验角度:如图一所示,产品与水平视线成30°,并在检验时±15°旋转产品。外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离 100cm±10cm. 外观检验时间:10s/每个面。 测试设备:见测试项目内仪器。 5、引用标准 GB/T Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。 AQL 允收质量水平:MIN= MAJ= CRI=0(抽样方案主要以抽取数量)。 样本数小于或者等于20PCS 时全检处理。 样本的抽取原则:抽取为上中下抽取力求均匀/每板,随机性。 6、作业内容 成品送检 生产作业完成包装成品,移交待检区,开出【送检单】通知OQC 进行检验。 送检原则:生产按4H 的产量或者4H 内生产完的订单进行送检。 产线送检验时须经过IPQC 在【送检单】签字确认,确认是否完成所有生产工序。 OQC 检验 OQC 抽样按执行。 OQC 核对订单要求、工程技术测试要求、检验规范、检验作业指导、图纸、客户要求进行检验。 检验项目与判定标准按7检验内容执行,检验完毕在【送检单】备注后知会生产入
灯具成品出货检验报告
灯具成品出货检验报告 Coca-cola standardization office【ZZ5AB-ZZSYT-ZZ2C-ZZ682T-ZZT18】
NO: 生产订单号:订单数量:检验日期: 产品名称/型号:规格型号:每箱 PCS,共箱 送检数量:抽样方案:□全检; □抽检MIE-STD-105E-ⅡCR:0 MAJ: MIN:;□其它; 抽检数量: 检验 项目 检验要求检验结果判定 订单信息核对控制类型 □不可控类/□可控,控制器型 号; □合格□不合 格 灯具灯点数/发光颜色 灯点数;发光颜色; □合格□不合 格 电源规格型号/品牌 □恒流/□恒压;型号/品牌; □合格□不合 格 LED灯规格/管芯品牌 □SMD/□DIP/□食人鱼; 规格/品 牌; □合格□不合 格 透镜型号/规格;□有 □无□珠面/□条纹面/□磨砂面/□光面,发光角度 □合格□不合 格 公母接插头线;□有 □无 □2芯/□3芯/□4芯;□圆线/□扁线;□白色/ □黑色□灰色;线长 CM ;□其 它; □合格□不合 格 灌封胶;□有□无 □不灌胶/ □灯面灌胶;胶水型 号; □合格□不合 格 灯具标记;□有□无 □厂标 / □中性/ □客户 LOGO ; □合格□不合 格 灯具标识基本内容 □有标识标签 □无标识标签 产品型号/名称:; □合格□不合 格 厂商名称或LOGO: ; □合格□不合 格 额定值:电压 V, □DC/□AC; 最大功率 W, □合格□不合 格 IP防护等级; □合格□不合 格 电击防护类型:□0类/ □Ⅰ类/ □Ⅱ类/ □Ⅲ 类 □合格□不合 格 F-Mark: □□□□合格□不合 格 外观检验灯具本体外表 □脏污/□胶渍/□刮花/□掉漆/□脱色/□变形/ □裂痕破损/□灯孔错位/□缝隙/□灯罩色差/□ 漏螺丝/□螺丝打花 □线扣/端盖松脱间隙/□安装座松脱锁滑牙 □其它; □合格□不合 格灯具内部 □灯珠顶部粘胶/□少胶露底/□多胶/□透镜偏位 /□透镜松脱/□异物/□锡渣/□螺丝打花/□假焊 □合格□不合 格
LED灯具成品检验规范标准
成品检验规范 文件编号:版本号: 编制:日期: 审核:日期: 批准:日期: 生效日期:受控状态:
文件变更记录
1、目的 规范成品入库及出货检验流程,确保出货产品满足客户的需求,不断的提升品质,提高客户的满意度,模拟客户对产品的验证。 2、适用范围 适用于所有LED 灯具产品入库及出货检验。 3、定义 3.2 检验面的定义 A 面:直接看到的区域如:玻璃面,铝基板,LED,透镜面。 B 面:不在直视范围,但暴露在外的面,如:灯具两侧面、散热片、铝型材、外壳,电源等。 C 面:正常使用时看不到的面。须拆卸的面。 4、检验条件 4.1 检验光源:普通日光灯灯源500lux. 4.2 检验角度:如图一所示,产品与水平视线成30°,并在检验时±15°旋转产品。 4.3 外观检验距离:未点亮距眼睛30cm±10cm,与眼睛成一条直线,点亮后距离 100cm±10cm. 4.4 外观检验时间:10s/每个面。 4.5 测试设备:见测试项目内仪器。 5、引用标准 5.1 GB/T 2828.1-2003 Ⅱ级按接受质量限(AQL)检索的逐批检验抽样计划。 5.2 AQL 允收质量水平:MIN=1.5 MAJ=0.65 CRI=0(抽样方案主要以0.65 抽取数量)。 5.3 样本数小于或者等于20PCS 时全检处理。 5.4 样本的抽取原则:抽取为上中下抽取力求均匀/每板,随机性。
6、作业内容 6.1 成品送检 6.1.1 生产作业完成包装成品,移交待检区,开出【送检单】通知OQC 进行检验。 6.1.2 送检原则:生产按4H 的产量或者4H 内生产完的订单进行送检。 6.1.3 产线送检验时须经过IPQC 在【送检单】签字确认,确认是否完成所有生产工序。 6.2 OQC 检验 6.2.1 OQC 抽样按5.1-5.4 执行。 6.2.2 OQC 核对订单要求、工程技术测试要求、检验规范、检验作业指导、图纸、客户要 求进行检验。 6.2.3 检验项目与判定标准按7检验内容执行,检验完毕在【送检单】备注后知会生产入 库。 6.3 检验标识记录 6.3.1 检验后如实填写【出货检验报告】 6.3.2 检验不合格在送验批上标识不合格标签,并开出【返工通知单】性能/结构问题给工程 给出返工方案生产执行,外观问题直接返工重检,若对品质判定有疑义则由工程,品质进行评估会签,达成一致放行,若达不成一致则由事业部负责人裁决,【返工通知单】一式三联,第一联品质部保留,第二联PMC 保留,第三联责任部门。 6.3.3 生产返工完毕在【送检单】备注复检OK 经IPQC 确认后送OQC 重新抽验,连续出现 3 批检验不合格在开出【品质异常报告】给相关部门/人员责任到人,并给出处理意见。 6.3.4 检验合格每箱盖OQC PASS 印章,若订单上有要求中性包装的盖无公司LOGO 标志的 印章。 6.3.5 若急需出货,因检验,老化,测试,时间不够则由PMC 提出特采申请,技术,品质进 行评估会签,达成一致放行,若达不成一致则由生产部负责人裁决。 6.3.6 样品检验以工程部工程师的要求的测试项目为准,标准或特殊要求以工程师的签名为准。 6.4 仓库复检 6.4.1 库存超过1 个月的出货须PMC 安排仓库送OQC 检验,检验按6.1-6.3 执行。 6.4.2 库存超过半年的出货须PMC 安排生产线,重新老化,包装,OQC 检验流程。 6.5 入库 6.5.1 生产入库仓库收货,核对数量的同事须核对是否有OQC PASS 印章,若无则不允许入库。 6.5.2 仓库对库存品须做到先进先出,产品防潮,防水,防撞同一批次,型号,不可混放等。 6.5.3 仓库在出货装车时通知OQC 去现场确认,并拍照装车状况记录存入电脑。 6.6 抽样检验转移规则(加严、正常、放宽) 6.6.1 从正常检验到放宽检验:必须同时满足以下两个条件,缺一不可: A. 生产稳定,连续一周检验无异常。 B. 品质部门认为放宽检验可取。 6.6.2 从放宽检验到正常检验:进行放宽检验时,如果出现下面任何一种情况,就必须转回 正常检验: A、有一批检验不被接收。 B、生产不稳定或延迟。 C、品质部门认为有必要恢复正常检验。 6.6.3 加严检验以下有其中一条则进行加严检验。 A. 有客户投诉。
灯具成品出货检验报告
灯具成品出货检验报告集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
NO: 生产订单号:订单数量:检验日期: 产品名称/型号:规格型号:每箱 PCS,共箱 送检数量:抽样方案:□全检; □抽检MIE-STD-105E-ⅡCR:0 MAJ: MIN:;□其它; 抽检数量: 检验 项目 检验要求检验结果判定 订单信息核对控制类型 □不可控类/□可控,控制器型 号; □合格□不合 格 灯具灯点数/发光颜色 灯点数;发光颜色; □合格□不合 格 电源规格型号/品牌 □恒流/□恒压;型号/品牌; □合格□不合 格 LED灯规格/管芯品牌 □SMD/□DIP/□食人鱼; 规格/品 牌; □合格□不合 格 透镜型号/规格;□有 □无□珠面/□条纹面/□磨砂面/□光面,发光角度 □合格□不合 格 公母接插头线;□有 □无 □2芯/□3芯/□4芯;□圆线/□扁线;□白色/ □黑色□灰色;线长 CM ;□其 它; □合格□不合 格 灌封胶;□有□无 □不灌胶/ □灯面灌胶;胶水型 号; □合格□不合 格 灯具标记;□有□无 □厂标 / □中性/ □客户 LOGO ; □合格□不合 格 灯具标识基本内容 □有标识标签 □无标识标签 产品型号/名称:; □合格□不合 格 厂商名称或LOGO: ; □合格□不合 格 额定值:电压 V, □DC/□AC; 最大功率 W, □合格□不合 格 IP防护等级; □合格□不合 格 电击防护类型:□0类/ □Ⅰ类/ □Ⅱ类/ □Ⅲ 类 □合格□不合 格 F-Mark: □□□□合格□不合 格 外观检验灯具本体外表 □脏污/□胶渍/□刮花/□掉漆/□脱色/□变形/ □裂痕破损/□灯孔错位/□缝隙/□灯罩色差/□ 漏螺丝/□螺丝打花 □线扣/端盖松脱间隙/□安装座松脱锁滑牙 □其它; □合格□不合 格灯具内部 □灯珠顶部粘胶/□少胶露底/□多胶/□透镜偏位 /□透镜松脱/□异物/□锡渣/□螺丝打花/□假焊 空焊/□掉件/□器件少装□器件错装/□焊线脱落 □焊线反□焊线错 □合格□不合 格
灯具成品出货检验报告
NO: 生产订单号: 订单数量:检验日期: 产品名称/型号: 规格型号: 每箱PCS,共箱 送检数量: 抽样方案: □全检; □抽检MIE-STD-105E-ⅡCR:0 MAJ:0、25 MIN:0、65; □其它; 抽检数量: 检验 项目 检验要求检验结果判定 订单信息核对控制类型□不可控类/□可控,控制器型号;□合格□不合格灯具灯点数/发光颜色灯点数 ;发光颜色 ;□合格□不合格电源规格型号/品牌□恒流/□恒压;型号/品牌;□合格□不合格LED灯规格/管芯品牌□SMD/□DIP/□食人鱼; 规格/品牌;□合格□不合格透镜型号/规格;□有□无□珠面/□条纹面/□磨砂面/□光面,发光角度□合格□不合格公母接插头线;□有□无 □2芯/□3芯/□4芯;□圆线/□扁线;□白色/□黑色□ 灰色;线长 CM ;□其它 ; □合格□不合格灌封胶;□有□无□不灌胶/ □灯面灌胶;胶水型号 ; □合格□不合格灯具标记;□有□无□厂标 / □中性/ □客户LOGO ; □合格□不合格 灯具标识基本内容 □有标识标签 □无标识标签 产品型号/名称: ; □合格□不合格 厂商名称或LOGO: ; □合格□不合格 额定值:电压V, □DC/□AC; 最大功率W,□合格□不合格 IP防护等级 ; □合格□不合格 电击防护类型:□0类/ □Ⅰ类/ □Ⅱ类/ □Ⅲ类□合格□不合格 F-Mark: □□□ □合格□不合格 外观检验灯具本体外表 □脏污/□胶渍/□刮花/□掉漆/□脱色/□变形/□裂痕破 损/□灯孔错位/□缝隙/□灯罩色差/□漏螺丝/□螺丝打花 □线扣/端盖松脱间隙/□安装座松脱锁滑牙 □其它; □合格□不合格灯具内部 □灯珠顶部粘胶/□少胶露底/□多胶/□透镜偏位/□透镜 松脱/□异物/□锡渣/□螺丝打花/□假焊空焊/□掉件/□器 件少装□器件错装/□焊线脱落□焊线反□焊线错 □其它; □合格□不合格线材 □无印字/□印字模糊/□脏污/□刮伤/□破皮/□型号错 □焊反/□焊错/ □其它; □合格□不合格 装配确认底座、支架、连接片与灯 具配装 □松动/□松脱/□对装不到位/□漏螺丝/□螺丝打花 /□少配件/ □其它 ; □合格□不合格接插线头配装□松动/□松脱/□对装不到位/□其它 ; □合格□不合格 尺寸灯具尺寸□合格□不合格
出厂检验报告范本
出厂检验报告 出厂检验报告
出厂检验报告
钟子期听懂了俞伯牙的琴音——“巍巍乎若高山,荡荡乎若流水”,俞伯牙视其为知音。钟子期死后,面对江边一抔黄土,俞伯牙发出“此曲终兮不复弹,三尺瑶琴为君死”的感慨,摔琴而去,从此,高山流水,知音难觅。 红楼里,宝钗与黛玉皆爱宝玉,宝钗看重功名,常拿一些伦理纲常来压制他的不羁与顽劣,黛玉却从未提及这些,因她懂得他的心性,她说“你既为我之知己,自然我亦是你之知己”,造化弄人,木石前缘虽是虚空一场,却怀金悼玉,梦萦千古,今日读来依然荡气回肠! 不是所有的相遇都可以相知,不是所有的相知都可以永恒。生命里,我们只愿结交那些心性相宜的人,统一的语言,相同的志趣,将彼此的心灵拉近,一份懂得,不言不语,却在默契里滋生。 懂得,是两颗心的对望,潜生一种心灵感应,不发一言,便可知会。一声懂得,没有千言万语,却可以令人眸中含泪,心中蕴暖。 这世间太多人情薄凉,你是否觉得,有一个真正懂你的人,是一种幸福与慰藉呢?茫茫人海,你不孤单,有人愿与你同运命,共风雨,如此,多好! 风懂云的情怀,它,轻轻的吹送,云姿更加漫妙;雪懂梅的寒傲,它,悄悄的绽放,梅骨愈加清奇;泉懂山的伟岸,它,静静的流淌,山林更为葱茂;雨懂花的心思,它,无声的洒落,花香尤为清绝…… 杏花疏影小楼边,一腔笛韵委婉悠扬;山亭古寺四月间,深涧桃花兀自娇娆;暗香疏影黄昏后,东篱素菊暗香盈袖;柴门冬雪夜归人,红泥火炉绿蚁新醅……若懂得,景与物,也相宜。 彷徨失意时,一句懂得,是严冬的一场花开春暖,茫然无助时,一句懂得,是酷暑的一阵清凉细雨,心与心的贴近,皆因一个“懂得”而欣慰,美好。
LED照明灯具出货检验报告模板完整版
成品检验报告 测试报告编号:NLT201807001 备注:本报告附页配有检验过程参考图片和文字说明 检验依据:1、《LED 成品检验规程》;2、订单要求;3、光电测试报告; 判定方法:在判定中“P ”代表合格,“F ”代表不合格,“N ”代表此项无需检验,在“□”里面打钩. 订单号 抽样方案 GB/T2828-2003 AQL 值 A 类 ?0.15 = 0 - 1 产品型号 RPT-P-LIVC-G2-4FT-20L-840-FWFC B 类 ? 1.5 = - 客户名称 CST022-821089 批量数量 pcs 抽样数量 pcs C 类 ? 4.0 = - 生产阶段 ?正常量产 □首批试产 产品类别 □ 替换件 ? 成品灯具 抽样标准 ? 一般检验水平I □ 一般检验水平Ⅱ □ 一般检验水平Ⅲ 检验项目 检验记录 判定 检验项目 检验记录 判定 包 装 配 件 外箱印刷内容 □ 符合 □ 不符合 结构 磁柱吸力 □ 符合 □ 不符合 ? 无需要 外箱结构尺寸 □ 符合 □ 不符合 安全绳扣 □ 符合 □ 不符合 □ 无需要 外箱内盒标贴 □ 符合 □ 不符合 灯罩/护线套 □ 符合 □ 不符合 □ 无需要 生产批号 □ 符合 □ 不符合 螺丝/铆钉 □ 符合 □ 不符合 说明书 □ 符合 □ 不符合 □ 无需要 组件吻合度 □ 符合 □ 不符合 配件包 □ 符合 □ 不符合 □ 无需要 外观 标识 激光铭牌 □ 激光雕刻 □消银龙贴纸 电 子 端子线/插头 □ 符合 □ 不符合 安规标签 □ 符合 □ 不符合 LED 驱动/开关 □ 符合 □ 不符合 默认档位 表面外观 □ 符合 □ 不符合 LED 光源色温 □ 符合 □ 不符合 默认档位 试验 跌落测试 □ 符合 □ 不符合 □ 无需要 遥控/微波 □ 符合 □ 不符合 □ 无遥控 模拟运输 □ 符合 □ 不符合 □ 无需要 备注:以上检验项目详细记录,请参照后面图文说明,图片若是看不清楚可以放大后查看。 检验项目 实 际 测 试 数 据 编 号(积分球抽检1个灯的数据) 01 02 03 04 05 06 07 08 09 10 11 12 额定电压/测试电压(V ) 120 120 120 120 120 120 120 120 120 120 120 120 0~3档功率标称值(W ) 40 40 40 30 30 30 15 15 15 10 10 10 0~3档功率实测值(W ) 0~3档PF 标称值 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 ≥0.90 0~3档PF 实测值 0~3档光通量标称值(LM ) ≥4850 ≥4850 ≥4850 ≥3650 ≥3650 ≥3650 ≥1850 ≥1850 ≥1850 ≥1210 ≥1210 ≥1210 0~3档光通量实测值(LM ) 0~3档色温标称值(K) 4000 3500 3000 4000 3500 3000 4000 3500 3000 4000 3500 3000 0~3档色温实测值(K) 显色指数标称值(Ra ) ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 ≥80 显色指数实测值(Ra ) 色容差标称值(SDCM ) ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 ≤ 5 色容差实测值(SDCM ) 综 合 检 验 判 定 检验员/日期: 审核/日期: 不 合 格 处 理 方 式 ?合格 □不合格 07月04日 07月 05 日 总经理批准: 月 日
成品检验工作流程
1.目的 规范成品出货检验流程,防止不合格出货,及时发现、纠正产品质量隐患,保证产品质量。2. 适用范围 适用于本厂加工、制造的各类产品的成品出货前的检验。 3. QA检验流程/职责和工作要求
首件检验生产 ?生产 检验员 OQC组 长 ?QE ?PIE/OQC 组长/PQC组 长 OQC PIE 生产部 ? OQC组长 ?检验员 ?OQC组长 /PQC组长 /PIE OQC主 管 检验员 PIE ?每一订单生产的第一台机送OQC检验 按订单、样机、检验标准或规范、 说明书、ECN、料表、设计文件作 首件检验 填写《首件检查表》(外观、功能) ?QE对首件及《首件检查表》确认,并 签署合格与否意见 ? OQC、PQC和PIE对机确认, 不合格发出《OQC检验报告》,注 明首件检查 工程PIE分析原因,发出《坏机 分析报告》 已投产机返工,生产再重送首件 ?首件检验合格,OQC通知生产线组长 在《首件确认表》上签字确认后, 生产部批量生产 ?首件检验合格,OQC批量抽检 根据产品检验标准、规范,《产品检 验抽样规定》,设计文件,批量抽检 记录抽检的每台机流水号 首批检验合格机抽一箱做整箱落地 试验 首批检验合格机(配有电源的产品) 抽一箱做24小时煲机试验 根据抽检结果填写OQC检验报告 ?批量抽检不合格PQC、OQC、PIE对机 确认 OQC主管在OQC检验报告上签字确认 OQC在生产部产成品送检单上填写 REJ,注明不良项目,发出《OQC检 验报告》, 工程PIE发出《坏机分析报告》,在 线指导生产线返工,返工后重新送 检 《首件检 查表》 《OQC检 验报告》 《坏机分 析报告》 开始 投产 检查结果首件不合格 首件合格处 批量检验抽检不合格