客户投诉改善报告

订单号客户料号生产工令制造地检验数量异常描述
﹕必须描□ 客户协助处理(客
审核
现场﹕组长:
品保:工程:生产资
料:
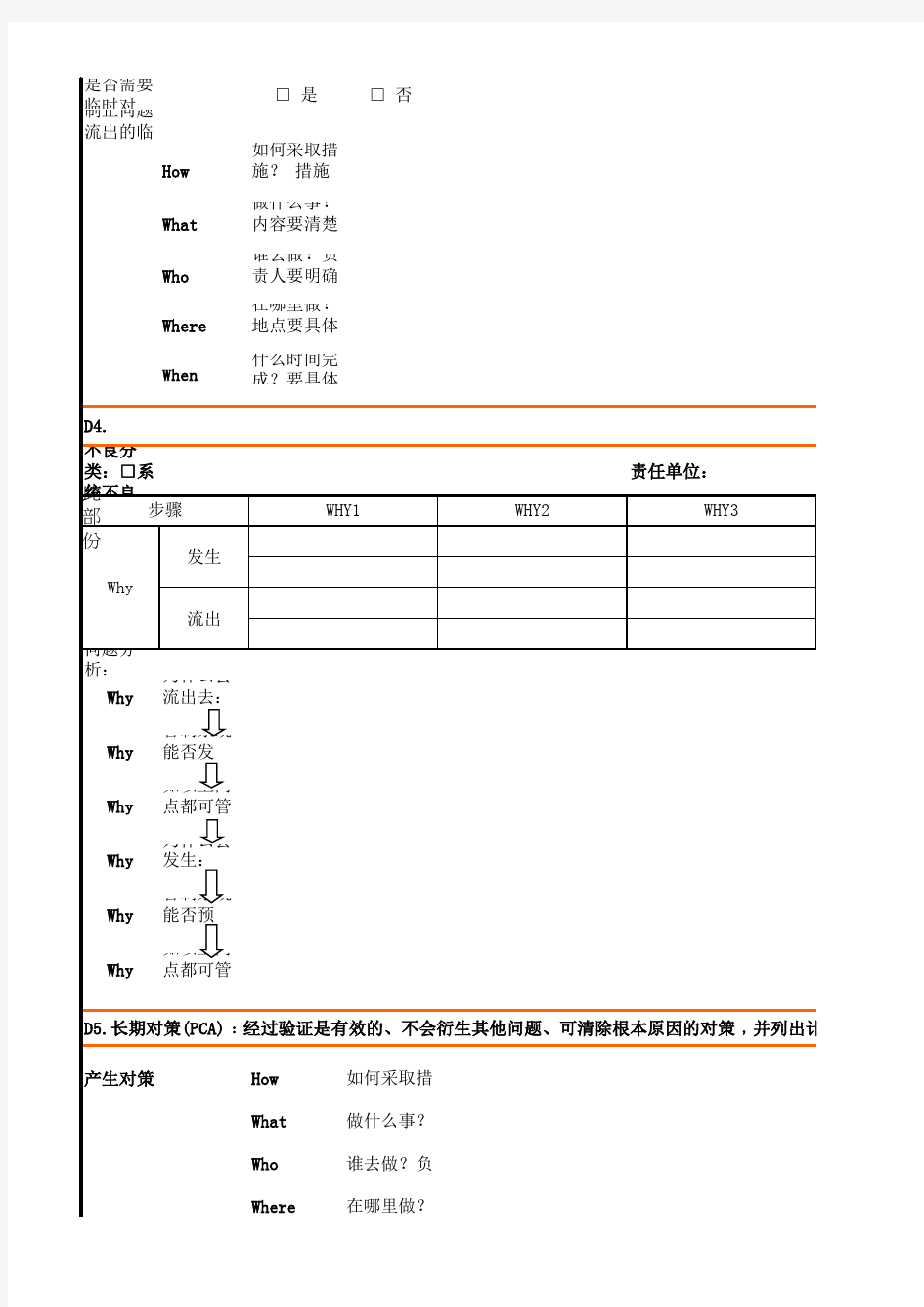
When
什么时间生产?Where
具体到哪条线生产?Who
什么样的员工做的?新员工?老员工?有没How 当时是怎么生产的?正常量产,固定线?还产品数
据:
What
什么样的产品?What
用什么样的料件?How 如何组装?有无特殊要求等?
异常批处理方式﹕不良品处理方式﹕
D2.问题详述(PD):通过5W2H等方法指出问题的所在﹐问题叙述的细节资料有助于寻找问题发生的原
D3.暂时对策(ICA)﹕从质量﹑成本及时效层面控制问题﹐使内部和顾客在PCA执行之前不再受到问题
D1.团队(Team)﹕其成员必须具备流程、制程、产品之知识,及在技术方面必须有解决问题及执行改□ 其它(需注明)﹕不良品数量 Pcs
□ 退回我司
□ 就地报废客户发现时机: □ 进货检验 □ 生产线 □ 最终检验 □ D0.紧急应变行动(ERA)﹕目的在及时保护顾客(Customer) 不再蒙受损失及维持顾客满意□ 退回我司□ 退回我司返工
基本信息(Information)
产品规格型号
客户抱怨改善报告
报告编号 Report No.
问题类别(Title)
□开发阶段 □量产阶段
□ 质量 □ 服务客户报告编号:此
部
份
出货日期出货数量异常数量不良率
市场
转出时间
制造:
生的原因
到问题影响
执行改正对策之技艺□ 其它(需注明)﹕
□ 最终顾客
□ 到客户端返工□ 补货﹐数量
Pcs
报告
编号:问题提出日期:
相关主题