轴承钢的生产现状与发展
轴承钢的生产现状与发展
1 前言
滚动轴承是重要的机械基础件,在宇航、军工、机械制造、铁路运输以及汽车制造等行业中应用十分广泛。它在很大程度上决定了装备的精度、性能、寿命与可靠性。轴承钢是重要的特钢品种,其纯净度和组织均匀性是影响轴承寿命的重要因素。含1.0%C、1.5%Cr的GCr15滚珠轴承钢是专用钢中质量要求最为苛刻的钢种,该钢种是19世纪末发明的,100年来,成分基本没变化,而质量提高了很多,它是发达国家中在生产、科研方面投入人力、物力最多的钢种,一向被认为是高质量钢的代表。其冶炼方法,从30~40年代传统的酸性平炉、碱性平炉、碱性电弧炉单炼,60年代的钢包滴流脱气法和真空循环脱气法(RH)精炼,发展到今天的综合炉外精炼工艺(LF+RH、LF+VD等),使钢中氧含量及其它有害元素的含量大幅度降低,疲劳寿命猛增,例如瑞典SKF公司是世界公认的轴承及轴承钢生产“王国”,质量居全球之冠,它们80年代创建的SKF-MR法(MR是熔炼加精炼的意思),使轴承钢的氧含量达到10×10-6以下,日本山阳特殊钢公司从60年代起经过整整30~40年的努力,到80年代末,最终形成了90tEAF-LF-RH-CC工艺生产轴承钢,氧含量达到5.0×10-6左右。
经过几十年的发展,中国目前不仅已经成为轴承钢生产大国,形成了几条轴承钢生产工艺路线,即EF+LF+VD、EF+V AD、EF+吹氩或喂丝工艺路线等,年产轴承钢80万吨左右(日本60万吨、瑞典70万吨),基本能满足国内市场的需求,并有少量出口;而且其内部质量也接近或达到国际水平,如氧含量降到了10×10-6左右。但是国产轴承钢与瑞典SKF、日本山阳等先进厂家相比还存在一定差距,主要表现在以下三个方面:一是钢中微量杂质元素含量偏高;二是表面质量差(包括尺寸精度、表面裂纹和脱碳等);三是内部质量不稳定,波动范围大。
2 轴承的工作环境及对轴承钢的性能要求
2.1工作环境
轴承是由内、外套圈、滚动体(滚珠、滚柱或滚针)和保持器四部分组成,除保持器外,其余都是由轴承钢组成。当轴承工作时,轴承内、外套圈,轴承滚动体间承受高频、变应力的作用。轴承的工作条件十分复杂。载荷集中作用在滚动体的很小面积上。理论上讲对于滚珠,作用在一点上;而对于滚柱则作用在一条线上,并且滚动体与套圈间接触面积也很小(呈点/线接触),因此轴承零件在工作时,其滚动体和套圈表面的单位面积上要承受很大的压力,一般高达1500-5000N/mm2;轴承旋转时,还要承受离心力的作用,作用力随转速的增加而增大;滚动体和套圈间不仅存在滚动,而且还有滑动,所以在滚动体与套圈之间还存在着摩擦。在以上几种力的综合作用下,在套圈或滚动体的表面上抗疲劳强度低的部位首先产生疲劳裂纹,最后形成疲劳剥落,使轴承破损失效。轴承正常的破损形式是接触疲劳损坏,常见的还有塑性变形、压痕、磨损、裂纹等。
2.2性能要求
轴承的寿命和可靠性虽然与轴承的设计、加工制造、润滑条件、安装、维护保养等因素有关,但轴承材料的高质量和可靠性是关键。基于以上对轴承的工作条件和破损的分析,对轴承钢的性能应有如下要求:
(1)高的纯净度和高均匀性;
(2)足够的抗压强度和抗永久变形能力;
(3)优良的接触疲劳性能;
(4)高的耐磨性;
(5)良好的尺寸稳定性;
(6)良好的工艺性能。
对于在特殊条件下工作的轴承,还有特殊要求,如耐高温性能、耐低温性能、防腐蚀性能和抗磁性能等等。
3 微量元素对轴承钢质量的影响
3.1氧
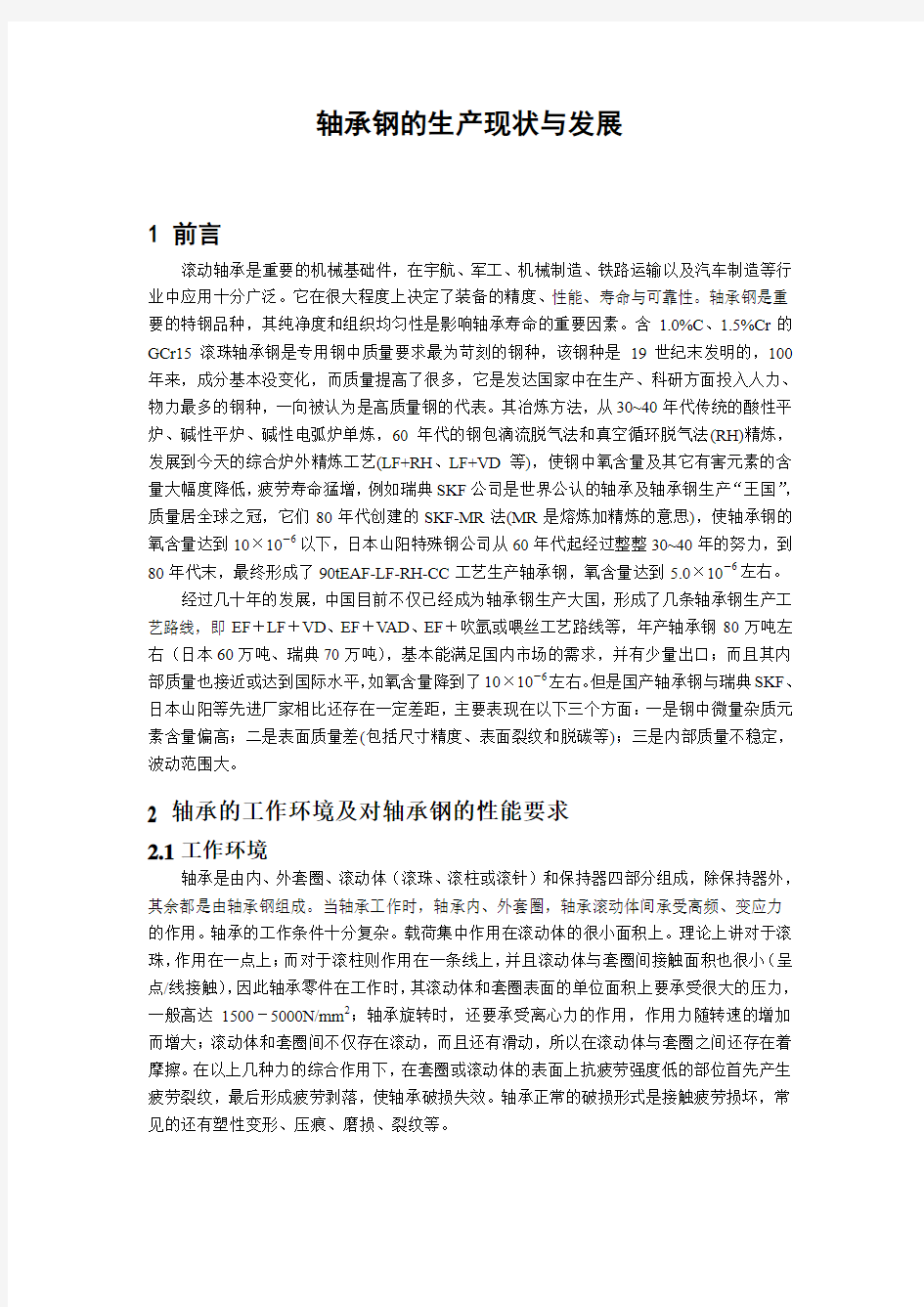
图1 氧含量与寿命的关系
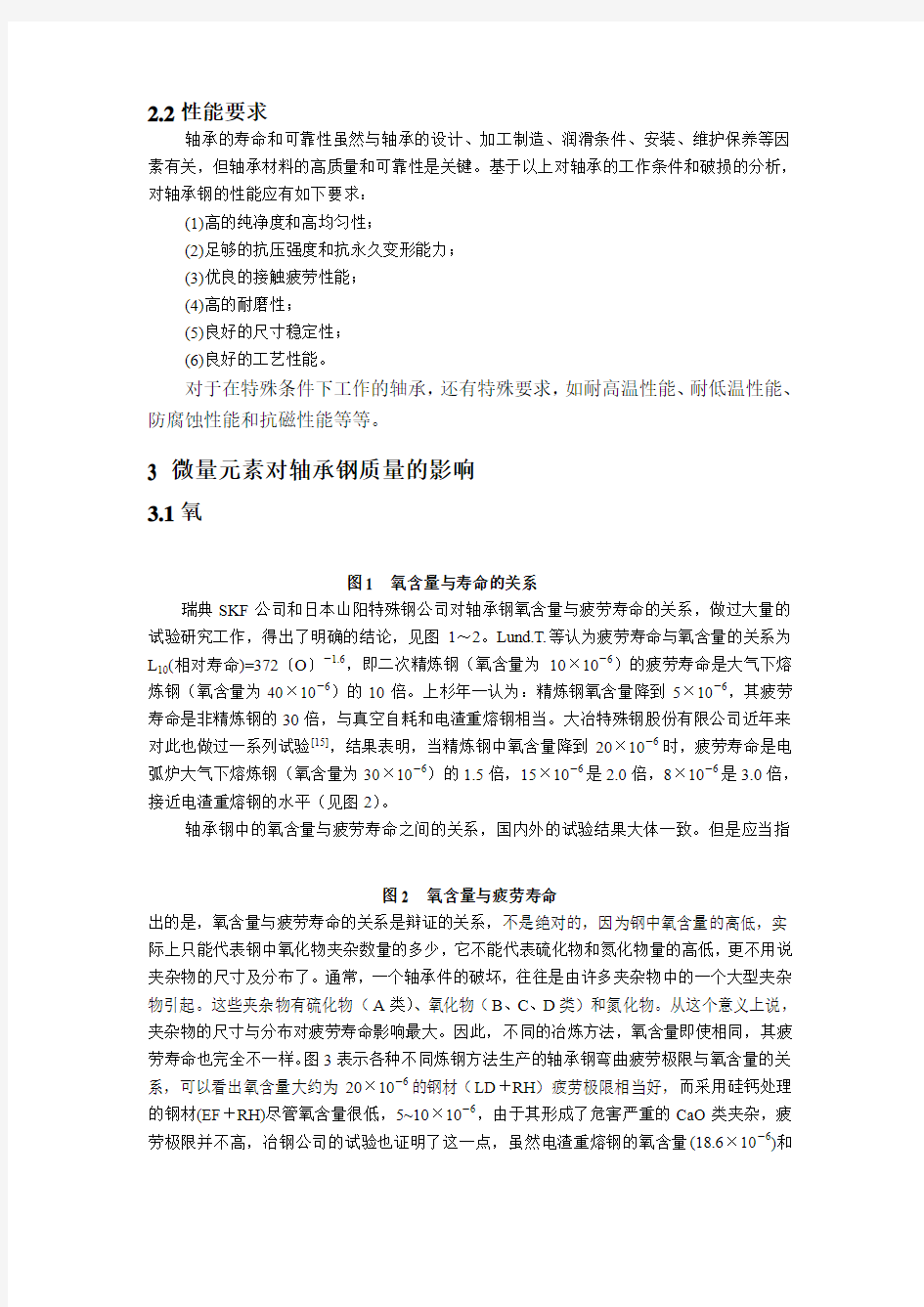
瑞典SKF公司和日本山阳特殊钢公司对轴承钢氧含量与疲劳寿命的关系,做过大量的试验研究工作,得出了明确的结论,见图1~2。Lund.T.等认为疲劳寿命与氧含量的关系为L10(相对寿命)=372〔O〕-1.6,即二次精炼钢(氧含量为10×10-6)的疲劳寿命是大气下熔炼钢(氧含量为40×10-6)的10倍。上杉年一认为:精炼钢氧含量降到5×10-6,其疲劳寿命是非精炼钢的30倍,与真空自耗和电渣重熔钢相当。大冶特殊钢股份有限公司近年来对此也做过一系列试验[15],结果表明,当精炼钢中氧含量降到20×10-6时,疲劳寿命是电弧炉大气下熔炼钢(氧含量为30×10-6)的1.5倍,15×10-6是2.0倍,8×10-6是3.0倍,接近电渣重熔钢的水平(见图2)。
轴承钢中的氧含量与疲劳寿命之间的关系,国内外的试验结果大体一致。但是应当指
图2 氧含量与疲劳寿命
出的是,氧含量与疲劳寿命的关系是辩证的关系,不是绝对的,因为钢中氧含量的高低,实际上只能代表钢中氧化物夹杂数量的多少,它不能代表硫化物和氮化物量的高低,更不用说夹杂物的尺寸及分布了。通常,一个轴承件的破坏,往往是由许多夹杂物中的一个大型夹杂物引起。这些夹杂物有硫化物(A类)、氧化物(B、C、D类)和氮化物。从这个意义上说,夹杂物的尺寸与分布对疲劳寿命影响最大。因此,不同的冶炼方法,氧含量即使相同,其疲劳寿命也完全不一样。图3表示各种不同炼钢方法生产的轴承钢弯曲疲劳极限与氧含量的关系,可以看出氧含量大约为20×10-6的钢材(LD+RH)疲劳极限相当好,而采用硅钙处理的钢材(EF+RH)尽管氧含量很低,5~10×10-6,由于其形成了危害严重的CaO类夹杂,疲劳极限并不高,冶钢公司的试验也证明了这一点,虽然电渣重熔钢的氧含量(18.6×10-6)和
夹杂物含量较高,但它的夹杂尺寸细小,分布均匀,它的疲劳寿命比低氧含量(8.2×10-
6)
炉外精炼钢高。
据此,只能将氧含量看作是特定工艺范围内疲劳极限的一个相关参数。只有在同一冶炼方法和大量试验条件下,才有可能确定氧含量和疲劳性能之间的关系。
3.2硫
峰公雄认为:(.%.)%(.%.)02100030210007O S O -≤≤+,硫对性能没有影响。关于硫对疲劳寿命的影响,目前还存在着意见分歧,归纳起来有以下三种观点[16~20]:一种认为适当提高钢中硫化物含量有利于寿命的提高;另一种观点认为硫化物含量增加会降低寿
命;还有一种观点则认为硫化物含量与疲劳寿命关系不大。认为硫化物有益的观点,常用“共生理论”来解释之。这种理论认为钢液在凝固过程中,低熔点的硫化物粘附在氧化物表面上,形成硫化物包围氧化物的共生夹杂,它能够松弛拉应力,并能够进行协调变形,从而减
少氧化物的有害作用,但是这种理
论是建立在钢中氧化物夹杂较多的前提下。从本世纪70年代初期以来,许多研究结果都指出适当提高钢中MnS 类硫化物的含量对滚珠轴承的接触疲劳寿命至少是无害的,甚至是有益的。Tricot 认为蝶形裂纹源总是以氧化物夹杂为核心,他报道过一个只有单翼的蝶形裂纹源,另一翼之所以没有形成,是因为该处有硫化物包覆于氧化物上(见图4)。Eneke 也持相似的观点。他认为:当氧化物夹杂全部为硫化物包覆
时,滚珠轴承的接触疲劳寿命最长。瑞典SKF 公司曾经是世界上最高质量滚珠轴承钢的生产者。当时他们
的产品主要是在酸性平炉中用硅还原法冶炼的。其氧含量约为25~50×10-
6,硫含量在0.018%以上。和碱性电弧炉钢比较,其特点之一是90%的夹杂为硫化物和氧硫化物。按上述研究,这被认为就是其寿命高的原因。但必须看到,这些观点只在有限的条件下才值得重视。一方面,是因为硫化物包覆氧化物并非仅靠控制氧硫比就一定能实现。凝固速率也会影响硫化物在氧化物上析出的过程。在热加工和热处理温度下,已形成的硫化物“膜”有可能部分再次溶于钢的基体。由于硫化物和氧化物变形抗力的差异,热加工时“膜”还可能被挤
图3 不同炼钢工艺的GCr15钢中总氧含
量与弯曲疲劳极限的关系
图4 硫化物阻止蝶形开裂萌发一例(只有 单翼的蝶裂)
掉,这些因素对高硫轴承钢寿命测定值分
散度大看来是有影响的。另一方面,所谓
用硫化物包覆氧化物可提高滚珠轴承的
寿命只是相对的。即硫化物的危害性相对
于氧化物的较小一些。然而不可否认它也
是杂质,同样也会破坏钢基体组织的连续
性与均匀性。随着酸性平炉的逐渐淘汰及
炉外精炼技术的广泛应用,现在滚珠轴承
钢的含氧量水平已可降到5×10-6,氧化
物夹杂大大减少。Cogne等指出[18]:在这
种条件下硫化物的破坏作用自然也就会显现出来(见图5)。Tardy等发现实际上有两个影响因素:[%O]和[%O]/[%S]。[%O]/[%S]恒定,[%O]低者其接触疲劳寿命高。
但值得注意:硫与氧相似,它也只能代表钢中硫化物夹杂的数量,不能代表其尺寸和分布。这是由于钢中硫化物含量较低,绝不意味着大颗粒夹杂物完全消失,因为钢在凝固过程中,夹杂物存在着聚集、长大的条件。特别是硫化物夹杂,由于它容易产生偏析,其尺寸的大小与钢锭的重量、钢液的浇铸温度更为密切。例如日本山阳特殊钢公司已将钢中的硫含量降到了很低的程度(0.002%),但它的硫化物级别并不很低,平均为1.34级。现在有些特殊用钢,为了有利于切削加工,要求钢中含有一定数量的硫(0.02~0.06%),同时要求其硫化物细小分散,级别要低。因为要改善钢中硫化物的尺寸和分布,使其变得细小分散,必须注意凝固条件,应尽量将浇铸温度降低,以减少硫化物偏析。
3.3钙
钙在轴承钢中主要是以铝酸钙、硅铝酸钙、硫化钙等形式存在。这种夹杂物与其它夹杂物不同,热加工时既不变形,也不会破碎。在球状夹杂两侧经常可以看到“孔穴”,此处较易造成应力裂纹。在氧含量很低的轴承钢中,钙可部分替代硫化锰中的锰。富钙硫化物的韧性很差,同氧化物相似,起产生裂纹的作用。
含CaO的点状夹杂物经常是轴承钢产生裂纹的源泉,佩特尔森(Peterson)根椐点状夹杂就是裂纹的假设。提出了下列疲劳极限与夹杂尺寸的关系式:
) 1(1
15.0
R R
S m Nα
+-
+
=(1)
式中:S N:疲劳极限,MN/m2;
R m:材料的抗拉强度,MN/m2;
a:点状夹杂的周长,um;
R:点状夹杂的半径,um。
利用上式所作的预测值和实测结果基本吻合,由此证明点状夹杂的确是轴承疲劳寿命降低的直接原因,夹杂尺寸愈大,疲劳寿命愈短。
对有些钢种而言,为了提高钢材的机械加工性能,并改善非金属夹杂物的形态与分布,图5 夹杂物类型对轴承钢的有害程度
在冶炼过程中有意向钢中加钙。但对轴承钢而言,残留钙不是有意添加的,而是来源于与钢水接触的熔渣和炉衬。轴承钢如果采用Ca 或Ca -Si 脱氧,钢中必将产生危害性极大的D 类球状夹杂物,使其疲劳寿命大幅度降低。因此,在很多国家的轴承钢标准中都规定(如瑞典SKF 、美国ASTM 标准等),不能用Ca 或Ca -Si 脱氧。
3.4其它残余元素
关于滚珠轴承钢中的有害元素,除了氧、硫、钙之外,近来钛与氮也备受关注,因为它引入TiN 夹杂,其危害甚至比等粒度的刚玉更大(见图5)。Cogne 等和坪田等认为Ti 含量超过30~50×10-6时疲劳寿命开始下降。关于轴承钢中氮和钛形成氮化钛夹杂的条件以及如何控制氮化钛的尺寸和分布还没有文献报道,有待今后研究。
由于没有可靠的检测方法,对于残余元素如砷、铋、铅、锑和锡等对轴承钢寿命的影响报导很少。对于杂质元素铝、铜、钼、镍、钒与轴承疲劳寿命间的关系研究表明[14]:为了获得高疲劳寿命的轴承钢,其杂质元素的相对量必须符合下述条件。
5.3003
.0]
[%080.0][%020.0][%060.0][%015.0][%≤++++V Ni Mo Cu Al
(2)
滚珠轴承钢有白点敏感性,钢中氢增加会导致疲劳寿命下降。磷会促进加热时晶粒的长大,使钢脆性增加而强度降低,易于在淬火时开裂。镍会降低滚珠轴承淬火层的硬度。铜会引起失效。
由于残余元素的有害作用,为了提高轴承钢质量,国外在标准中对残余元素有明确的规定,如SKF D33“SKF3热轧球化退火钢棒”标准中规定Ti ≤30ppm ;As ≤0.04%;Sn ≤0.04%;Sb ≤0.03%;Pb ≤0.002%;T.O ≤0.0015%。在80年代末90年代初,德国FAG 轴承公司、日本NTN 和NSK 等公司的轴承钢交货标准规定Ti ≤30ppm 、T.O ≤15ppm 、[S]≤0.008%。
4 夹杂物对轴承钢质量的影响
4.1夹杂物类型和数量对疲劳寿命的影响
钢中的非金属夹杂物,破坏了金属的连续性和均匀性。在交变应力的作用下,易于引起应力集中,成为疲劳裂纹源,降低钢的疲劳寿命。但是不同的夹杂物类型、形态、数量、尺寸和分布,对钢的疲劳寿命影响是不相同的。不同类型的夹杂物在轧制时表现为不同的形状。脆性夹杂物(如Al 2O 3夹杂)一般沿轧制方向排列成串状或点链状;塑性夹杂物(如硫化物)呈连续性分布;点状(或球状)夹杂物在热加工时不变形;即不同类型的夹杂物,具有不同的热应力变形能力。硬脆夹杂物不具有塑性,在加工和使用过程中难以变形,构成应力集中,使疲劳裂纹萌生期缩短,影响了疲劳性能的提高。有时在变形时,这些夹杂物还能将钢的基体划伤。显微观察表明,在点状不变形夹杂物的周围,常常发现有喇叭形的空洞和裂纹。这种空洞引起“划伤”往往就是疲劳破坏的“胚芽”,因此点状夹杂物危害极大。大量的试验工作证实了脆硬夹杂物的危害性。图6是含D 类(点状)和B 类(Al 2O 3)夹杂物钢的弯曲旋转疲劳性能与失效率的关系。从图中可以看出,D 类夹杂物比B 类夹杂物的危害大得多。氮化钛夹杂物也是一种具有规则外形的硬而脆的夹杂物,氮化钛夹杂甚至比氧化物更为有害。与脆硬性夹杂物相比,塑性夹杂在热变
形时,能够与基体协调一致的变形,不会导致严重的局部应力集中,使疲劳裂纹萌生期延长,因而塑性夹杂物对疲劳寿命的影响远远小于脆硬性夹杂物。
以上说明,非金属夹杂物对轴承钢性能的有害影响因素,归纳起来,可以分为两个方面。首先是夹杂物的种类和数量,其次是它们的几何性因子(粒度、形状、分布等)。
4.2夹杂物尺寸和分布对疲劳寿命的影响
关于夹杂物的几何性因子对滚珠轴承接触疲劳寿命的影响,历来试验结果和理论分析是一致的。分布越均匀越好。因为每个夹杂物周围都有应力场,两夹杂物过于靠近则两应力场就会叠加起来。形状越尖锐或粒度越大越不利,因为应力集中系数较大。这种观点不错,但再深入一步,还要看到夹杂的几何性因子在某种程度上是由夹杂类型决定的,例如刚玉常呈点链状分布或簇状分布的碎屑。
综上所述,夹杂物对疲劳寿命的影响是一个复杂的课题,它包括夹杂物的数量、成份、形貌、尺寸和分布等的影响。有时甚至后者影响更大,因为通常一个轴承件的破坏,往往是由许多夹杂物中的一个大型夹杂物所引起的;夹杂物的形状多种多样,有圆形和方形,有条状、角状和链状等不规则形状。一般认为细条状塑性夹杂物的危害小,尖棱状硬脆性夹杂危害最大,因为它容易划伤金属基体和引起应力集中。同一个夹杂物,由于离开表面的距离不
图1.6 D 型和B 型夹杂的弯曲疲劳 强度的失效分布
同,其影响程度也不一样。一般认为,裂纹出现在切应力最大处(离表面约0.35~0.55mm)。夹杂物离开这个位置越远,其危害就越小。夹杂物粒度对轴承寿命的影响,也会随夹杂的位置不同而有所区别。因此为了改善轴承钢的质量,应尽量将钢的各类夹杂物(包括A 、B 、C 、D 类和氮化物)含量降低,尺寸变小,分布更均匀,最终达到提高轴承寿命的目的。
5 碳化物对轴承钢质量的影响
碳化物对疲劳寿命的影响是十分明显的。特别是随着冶炼、浇铸等技术的进步,在钢中氧含量及氧化物夹杂含量极低的情况下,碳化物的作用就显得更为重要了。
5.1碳化物颗粒大小及分布的影响
碳化物的颗粒大小、形状、数量及分布状况都影响疲劳寿命。轴承厂要求轴承钢材中碳化物颗粒细小,形状规则,而且分布均匀。当存在粗颗粒碳化物时,钢的淬硬值、压坏值、转动疲劳寿命都要恶化。J.E.梅雷廷恩和J.F.修厄尔在测定疲劳寿命与碳化物颗粒大小与分布的关系的试验中发现,碳化物细小,分布均匀,疲劳寿命较好(见图7)。对于碳化物的不均匀性常用碳化物颗粒平均间距(MSP)来衡量,日本不二越钢厂在研究轴承钢的碳化物时,测定了MSP 与疲劳寿命的关系,并建立起碳化物颗粒平均距离(MSP)与疲劳寿命的回归方程:
Y=435.12×106
-98.25×106
χ (8)
式中:Y :疲劳寿命;
χ:碳化物颗粒平均距离,um 。
文献[40~42]报道用型号6305的滚动轴承的内外套圈作试样[40],在承受径向交变负荷的寿命试样机上做了试验。结果表明,碳化物颗粒最大和最小两者之间的平均寿命相差大约2.0倍。用碳化物颗粒为0.9~1.4um 的各种环形试样作寿命试验,结论是:碳化物颗粒间平均距
离的对数的倒数和疲劳寿命呈直线关系,即碳化物颗粒越细小,寿命越高。大泽近藤也做了同样的试验,得出结论:具有细球状碳化物(平均直径0.5~1.0um)材料寿命为粗颗粒碳化物(平均直径2.5~3.5um)材料的1.5倍。也有人用平均碳化物颗粒分别为0.6um 和1.4um 的细颗粒和粗颗粒碳化物的钢,将马氏体含碳量固定在
0.5%,做推力片寿命试验,试验结果表明:细颗粒材料比粗颗粒材料显著要好,平均寿命(L 50)大约为2.5∶1,
之所以粗颗粒碳化物比细颗粒碳化物寿命差,他们认为:轴承钢在淬火温度下,奥氏体的含碳量不是充分均匀的。在碳化物附近的奥氏体和远离碳化物的奥氏体之间存在着碳的浓度差。碳化物颗粒越大,这种浓度差也越大。而浓度高和浓度低的地方寿命都不好,这样平均寿命自然也低。
图7 细小或粗大球化退火组织的疲劳结果
线A -细小球化组织的;线B -粗大球化组织的
5.2带状碳化物的影响
带状碳化物是由枝晶偏析引起的。前苏联学者研究了带状碳化物对轴承钢疲劳寿命的影响。他们将直径为100mm的GCr15SiMn棒料(中心区带状组织评级为3.5级、边缘为2级)在1150℃扩散退火15h,得到带状组织小于0.5级的钢棒;以未经扩散退火的直径为100mm 的钢棒改锻为60mm,在790℃进行球化退火;再将两者一同加工成疲劳试样进行试验。结果表明:扩散退火使纵向和横向试样的接触疲劳强度大大提高。如果把带状3.0~3.5级试样的寿命作为100%,则带状为0.5级的纵向寿命为166%,横向为388%。
5.3网状碳化物的影响
网状碳化物是在热加工变形后的冷却过程中形成的,如果在800~900℃之间冷却速度太慢,则溶解在奥氏体中的碳有足够动力和充分的时间扩散到奥氏体晶粒的边界上析出。最终在钢中呈沿晶的网络状分布。关于网状碳化物对性能的影响,研究的不多。A.T.斯别克托尔研究发现,随网状级别的增加,接触疲劳强度下降。冶钢公司一组GCr15钢氧含量为14×10-6,碳化物网状为1.5级,与SKF一组相同牌号钢氧含量为8×10-6,网状为3.0级的钢材对比。大冶材的接触疲劳寿命L10、L50分别为SKF的1.67和1.74倍。
5.4液析碳化物的影响
液析碳化物与带状碳化物的起因相同,都起源于枝晶偏析。当偏析严重达到共晶成分时,形成共晶碳化物。液析碳化物的影响与带状碳化物大体相当。由于起因相同,减轻和消除的方法也相同。
5.5残余碳化物含量的影响
用轴承钢加工成轴承,必须在淬、回火状态下使用,此时钢具有混合组织,通常含有80%(体积比)的马氏体,5~10%的残余奥氏体和7%左右的未溶/碳化物—残余碳化物。残余碳化物的含量同样影响疲劳寿命。有的研究结果指出,残余碳化物的含量为7~8%时,寿命最长。但这种试验结果是用含碳量一定的钢(1.0%C),在不同温度淬火条件下进行实验得出的。由于淬火加热温度不同,残余碳化物数量固然有变化,但同时马氏体的含碳量也在变化,而马氏体含碳量对疲劳寿命有显著影响。因此,残余碳化物含量为7~8%时是否寿命最高,这一结论还是一个问题。日本学者用其它成分和GCr15相同,而含碳量在0.70~1.17%之间变化的钢,对其进行适当的热处理,使马氏体中的含碳量保持一定,均为0.45%,在这样的条件下研究残余碳化物含量对疲劳寿命的影响。结果表明,残余碳化物含量由10.5%减少到4.5%,疲劳寿命提高。研究造成疲劳剥落区附近的显微组织时发现,疲劳裂缝都是在碳化物和马氏体的界面上传播的。这是因为碳化物和马氏体交界处碳浓度高,易引起应力集中,从而产生裂纹。残余碳化物一旦增加,碳化物和马氏体的界面增加,于是材料发生破裂的危险也增加。由此可以推断出,增加残余碳化物会造成疲劳寿命降低。但完全不存在残余碳化物也不行,从耐磨性角度考虑,为了防止晶粒粗大引起疲劳寿命降低,存在一定数量的残余碳化物是必要的。
6 国外轴承钢发展概况
6.1工艺及质量水平
发达国家对于轴承钢的生产及其科研极为重视,其中以瑞典、日本、德国等国表现突出。它们的轴承钢生产状况体现了当今世界轴承钢生产质量的水平和方向。由于不断采用新技术,轴承钢的氧含量及其它有害元素含量不断下降,疲劳寿命不断提高。瑞典是世界轴承钢及轴承的生产“王国”,历史悠久,产品质量居世界之冠。日本则大有后来居上之势,经过30~40年的努力,加强科研,引进先进技术及装备,优化工艺,使轴承钢的质量跃居世界先进行列。
通过近100年来的发展,轴承钢的生产工艺经过了几次大的变化。其冶炼方法,从30~40年代传统的酸性平炉、碱性平炉、碱性电弧炉单炼,60年代的钢包滴流脱气(SLD)和真空循环脱气法(RH)精炼,发展到今天的综合冶炼工艺,生产工艺复杂,设备较多,但归纳起来只有三种:一是电炉流程:即电炉-二次精炼-连铸或模铸-轧制;二是转炉流程:高炉-铁水预处理-转炉-二次精炼-连铸-轧制;三是特种冶金:真空感应熔炼(VIM)、电渣重熔(ESR)等-轧制或锻造。一般生产普通用途轴承钢采用电炉流程或转炉流程;对特殊用途轴承钢(如航空轴承等),则采用特种冶金流程生产。表1~2列出了世界典型轴承钢生产厂的生产工艺及质量。下面以瑞典SKF公司、日本山阳特殊钢公司和德国克虏伯钢公司为例说明轴承钢生产工艺的发展及现状。
表1 世界各主要轴承钢生产厂的生产工艺及钢中微量含量元素
6.2瑞典轴承钢的生产技术现状
SKF公司是世界上著名的跨国集团公司,经营项目很多,主要包括:机械设备、轴承、
钢材等。其中SKF 轴承公司是世界上最大的轴承公司,它有Hofors 和Hellefors 两个炼钢厂,是欧洲轴承钢的主要生产厂家,年生产直接还原铁50000t ,钢锭700000t(几乎全是轴承钢)。60年代以前,轴承钢采用酸性平炉生产,完全不存在点状(D 型)氧化物夹杂,有着极其一致的纯净度,因而具有良好的耐疲劳性能。但是由于酸性平炉不能去除磷和硫,对原材料要求极为苛刻,生产效率低,在激烈的竞争机制中很难满足需要。
因此,60-70年代,采用碱性电弧炉配合DH 脱气处理,但由于没有加热手段,DH 脱气钢质量分散性较大,氧含量波动在25×10
-6
左右。在此期间(60年代中期)SKF 公司与ASEA
电气公司共同开发了ASEA -SKF 桶炉真空精炼法,又称SKF -MR 法。SKF -MR 法是SKF 熔炼加精炼的意思,是一种两步炼钢法。由一个在氧化条件下快速熔炼的SKF 双壳炉体和一个在还原条件下精炼的ASEA -SKF 桶炉所组成,双壳炉体是带有两个炉壳的电弧炉,它有两个可以旋转的炉顶,共用一套电极升降装置、一套电源。这种双壳炉体的目的是为了尽可能利用变压器的最大功率。在一个壳体内熔炼的同时,在另一壳体内进行其它操作,包括
出钢、补炉、装料及废钢预热。在出钢至ASEA -SKF 钢包之前,在双壳炉体内将磷的含量降至允许值以下。ASEA -SKF
桶炉则由一个钢包和钢包车、一个带电极的炉顶和一个真空炉顶组成,并配备电磁搅拌器,可在桶内进行诸如除渣-电磁搅拌-加热-脱氧-合金化-脱硫-脱碳(也可在真空下)-真空脱气-浇铸(模铸,也可以连铸)等不同的冶炼工序。这意味着除了脱磷以外, 熔炼以后的所有正常的精炼工序都可以在桶炉内完成。到70年代中期,采用双壳炉与桶炉配合,
图8 SKF 公司轴承钢生产工艺 和钢中氧含量的变化
即电弧炉初炼,真空脱气(包括真空碳脱氧),电磁搅拌然后再进行钢包电弧加热,氧含量降到20×10-6左右。70年代中到80年代初,SKF公司对工艺再一次进行改革。改革的重点是针对脱氧制度和操作顺序,上个阶段主要是采用真空碳脱氧,它是将初炼钢液放入精炼钢包,不加铝脱氧,在真空下进行电磁搅拌,利用钢液中的碳含量在真空下脱氧,精炼结束前加铝补充脱氧,然后加热将钢液调整到浇铸要求温度。经过研究,SKF公司发现,真空碳脱氧工艺时间长,效率不高。于是他们着手进行将初炼钢液先用铝沉淀脱氧,再在非真空下进行电磁搅拌去除夹杂的试验工作,为了比较真空脱气和非真空精炼的SKF-MR钢的纯净度,他们对SKF3钢(相当于我国GCr15)进行了系统的研究。结果表明,在桶炉内事先用铝沉淀脱氧比真空碳脱氧获得更一致的氧含量和夹杂物含量,因此,SKF公司自80年代以来,SKF3钢一般情况都用非真空精炼,这是SKF工艺的一大显著特点。图8是SKF公司从60年代中期酸性平炉工艺过渡到碱性电弧炉的各个阶段SKF3钢氧含量的变化。从图8中可以看出,由于脱氧制度的改进,即由真空下的碳脱氧制度改为在非真空下事先用铝沉淀脱氧,然后进行强烈的电磁搅拌精炼,氧含量由20×10-6左右降到10×10-6左右。在80年代中后期,SKF公司还进行过电磁搅拌与氩气搅拌对比试验,结果表明电磁搅拌工艺的氧含量保持在7.5~12×10-6,氩气搅拌的氧含量在8.5~15×10-6之间,因此,他们认为电磁搅拌方式优于氩气搅拌方式。
到目前为止,SKF公司轴承钢生产工艺采用以下模式:BEA(碱性电弧炉)-除渣-加Al脱氧-合金化-加热-脱硫-真空或非真空下电磁搅拌+吹氩搅拌-钢锭模铸(下注4.2t 锭)。所谓优化工艺,那就是由原来的真空碳脱氧制度改为铝脱氧加电磁搅拌和吹氩搅拌,使脱氧产物(主要是Al2O3及其它夹杂物)充分上浮,80年代中后期以来,SKF公司生产的高碳铬轴承钢氧含量已基本上稳定在10×10-6以下。研究SKF公司轴承钢生产工艺的演变,发现它有一个并非鲜为人知的特点,那就是SKF工艺是由酸性平炉过渡到今天的碱性电弧炉加上炉外精炼。而碱性电弧炉,经炉外精炼与酸性平炉冶炼的轴承钢一样完全不出现含CaO的球状不变形夹杂物,这是SKF工艺的最大特点(见表2~3)。
6.3日本轴承钢生产技术现状
从60年代以来,特别是近十几年以来,日本各个轴承钢生产厂家广泛采用新工艺、新技术和新装备,轴承钢质量已跻身于世界先进水平。近十年来日本轴承钢的产量一直保持在600,000t左右,成为轴承钢生产大国。山阳轴承钢的质量居日本之首,氧含量达到5.4×10-6,下面就其生产工艺和质量水平作一简介。日本山阳特殊钢公司是世界上著名的特殊钢生产厂家之一,以生产轴承钢钢管著称。1939年日本政府指定山阳为轴承钢专业厂,1959年改称为山阳特殊钢公司。通过几十年的发展,山阳特殊钢公司现在年产粗钢978,000t ,轧材696,000t(月产棒材40,000t,钢管13,000t,线材1,000t),冶炼设备包括一台90tUHPEAF,两台30tEAF,一台35tRH ,一台90tRH,一台90tLF炉,以及V AR和ESR装置,一台3流370×470mm垂直连铸机(800,000t/y)。随着炉外精炼技术的发展,山阳特殊钢公司从60年代中期开始,对钢的生产进行了几次大的技术改造。第一阶段:1964年采用60吨电弧炉钢包脱气处理,钢包置于真空室内,真空度为67Pa,高碱度渣下吹氩搅拌,这个方法对提高钢的纯洁度不十分明显,氧含量在25×10-6以上,且不稳定。
表3 SKF公司SKF3钢的氧含量及夹杂物评级
第二阶段:1968年从联邦德国引进RH装置与60tEAF配合,真空度13Pa,轴承钢氧含量比钢包坑脱气处理大大降低,达到15×10-6左右。
第三阶段:1982年电弧炉容量扩大到90t,LF炉与RH配合,使得目标温度、浇铸时间有可能进行控制,大大提高了轴承钢的纯净度,在模铸条件下氧含量达到8.3×10-6,加上大截面垂直连铸机的采用,可使夹杂物充分上浮,以及全程保护浇铸措施(见图9),使轴承钢的氧含量进一步降低,达到5.8×10-6(连铸与模铸相比氧含量降低2.5×10-6)。
表4 山阳公司SUJ2钢的氧含量及夹杂物评级
第四阶段:1986年将电弧炉倾动式出钢改造成偏心炉底出钢,轴承钢氧含量由5.8×10-6进一步降低到5.4×10-6(偏心底出钢与倾动式出钢相比,氧含量降低了0.4×10-6)。图10显示了日本山阳轴承钢生产工艺和钢中氧含量的变化。近期从日本访问归来的人讲,山阳特殊钢公司的电弧炉已扩大到150t ,该公司炉外精炼工艺模式可以描绘成:90tUHP(150tUHP)-EBT 出钢-LF-RH-CC(三流370×470mm 坯),表4是该公司轴承钢的质量水平。
6.4德国轴承钢生产技术现状
德国是欧洲主要轴承钢生产国之一,紧次于瑞典,克虏伯和蒂森是德国两家典型的轴承钢生产厂,下面以克虏伯为例说明德国轴承钢生产工艺的演变过程。
克虏伯钢公司 Sirgen 厂有100tUHP 电弧炉三座,全部钢液经连铸机铸成265mm ×135mm 坯,年产特殊钢800,000t ,其中可热处理钢35%,表面硬化钢30%,弹簧钢15%,冷、热锻造钢8%,轴承钢7%,其它如工具钢5%,克虏伯钢公司对炼钢和精炼工艺作过三次改造。
第一次改造(1978年),为100tUHP 电弧炉配备VD 钢包脱气站,炉子无渣出钢后,在包中进行脱气和成分调整,由连铸机拉坯,这个阶段没有钢包加热装置,为了补偿脱气过程中的温度损失,要求出钢温度高于1750℃,其工艺为:100tUHPEAF-无渣出钢-VD-CC 。
第二次改造(1983年),主要增加了钢包加热装置-LF 炉,降低了出钢温度(加热装置的建设利用了退役电弧炉的炉盖、电极和变压器,投资费用不大)。同时还添置了喂线设备,操作顺序为:100tUHPEAF-无渣出钢-VD-LF 加热-喂线-CC 。
第三次改造(1986年),第三次改造的特点是设备的现代化,工序合理化。1986年新设计一台LF 炉,同时用RH 脱气装置取代VD 。VD 、RH 都与电炉合金加料系统相连,合金可以在控制的加料速度下无阻断地连续加入钢包。出钢时随钢流加铝脱氧,然后在RH 脱气过程中进行微调,最后喂线处理,再用氩气弱搅拌改善清洁度,精炼操作顺序与第二阶段相比也有所改变:135tUHPEAF-无渣出钢-LF 炉加热-RH 脱气-FT(喂线终处理)-CC 。
图9 日本山阳全程保护浇注示意图
图10 山阳轴承钢氧含量的变化
6.5国外轴承钢生产工艺特点
(1)炉子大型化
由电炉或转炉提供粗钢水,炉子容量大,减少了与耐火材料之间的接触,大大提高了生产率,降低了生产成本。
(2)除渣
为了冶炼出氧含量很低的钢,必须把带有氧化反应的熔炼过程与精炼过程分开进行,国外普遍采用无渣出钢(如EBT)、真空吸渣和换钢包除渣等技术将氧化渣彻底排除。山阳特殊公司采用无渣出钢后,氧含量降低0.4×10-6。
(3)Al脱氧
由于动力学的原因,在精炼过程中,真空下碳脱氧速度很慢,并且效果差,如果只采用真空碳脱氧工艺生产,钢中氧含量高达20×10-6以上。因此,为了提高钢的纯净度,必须在精炼前预先采用铝沉淀脱氧。
(4)高碱度渣精炼
国外轴承钢普遍采用高碱度渣精炼,一般将碱度(CaO/SiO2)控制在4~6之间(见表1.5)。
(5)搅拌钢液、钢包加热
为了改善精炼过程中物理化学反应的动力学条件,对钢液进行搅拌必不可少,在各种炉外精炼装置中,为了加强脱氧和去除夹杂,广泛使用吹氩搅拌和电磁感应搅拌(当然也包括RH的循环搅拌)方法。电磁感应搅拌比吹氩搅拌所消耗的能量高,能较快地使钢液均匀化,特别是包壁附近得到了很好搅拌,铝脱氧产物的绝大部分被吸收到耐火材料上,少部分进入渣中。感应搅拌除了设备昂贵外,对于促进钢渣反应也不那么有效。钢包吹氩搅拌设备简单,能够达到有效的搅拌并能促进钢渣反应及真空下的金属精炼,但在包底,特别是在包壁附近没有搅拌,这是吹氩搅拌的不足之处。总之为了保证长时间充分搅拌,补偿其温降,精炼炉必须具备加热功能。
表5 山阳和SKF公司精炼炉渣的化学成分(%)
(6)连铸
连铸工艺始于50年代,但是对高碳铬轴承钢来说,由于碳含量较高以及对钢的夹杂物和碳化物要求较为苛刻,生产的铸坯容易产生偏析、缩孔和裂纹等缺陷,所以在特殊钢连铸中轴承钢较为困难,发展也较慢。最近十几年来,随着钢水二次精炼、保护浇注、电磁搅拌和二次冷却技术的发展。连铸轴承钢技术也相应得到了发展。日本和德国的一些特殊钢公司在70年代末,80年代初期开始采用连铸机生产轴承钢。如山阳特殊钢公司于1982年建成连铸机,并用于轴承钢生产,由于采用了全密封浇注,氧含量比模铸低2.5×10-6。但也有人认为连铸轴承钢材不适用于制造滚动体。例如,瑞典SKF公司Ovako 厂1991年投产的新车间仍沿用模铸生产轴承钢,美国Timken公司1985年投产的新车间,就没有采用连铸,估计轴承钢的生产以后会越来越多地采用连铸。1986和1991年在ASTM举办的轴承钢国际
会议上,很多厂家就主张连铸。总之,轴承钢连铸仍然是一个有争议的课题。到目前为止,还没有一篇文章报道,彻底解决了轴承钢连铸坯的中心碳偏析问题。
7. 国内轴承钢的生产技术现状
中国的轴承钢生产从50年代开始起步,通过40余年的发展,近几年来在产量上均达到年产600,000t以上,基本上满足了国内轴承行业的需求。特别是通过近十几年来积极采用国际标准,不断更新工艺装备及工艺技术,在质量上有了新的飞跃,品种结构上也有一定的改善,尤其是在提高钢的纯洁度和改善钢的碳化物均匀性方面取得了不少进步,目前我国炉外精炼轴承钢已占轴承钢总产量的60%以上,大冶特殊钢股份有限公司与上钢五厂80年代末已经实现了100%炉外精炼。
7.1工艺
我国轴承钢的生产,长期采用10~30t小容量电弧炉单炼,氧含量多在30×10-6左右,Al2O3夹杂及点状夹杂物含量很高;1967年引进RH装置对100t碱性平炉钢液进行脱气处理,氧含量降到20×10-6左右;80年代初开始大力推进炉外精炼技术,相继建立了EAF+LFV、EAF+V AD、EAF+吹氩或喂丝等,85年又投产两座50t高功率电弧炉和一台60tV AD钢包精炼炉,标志着我国轴承钢生产进入炉外精炼时代,特别是近几年来主要特钢厂都进行了大规模技术改造,如冶钢建成了60t超高功率电弧炉(ABB)-60tLF+VD精炼炉(Danieli)-连铸(Krupp)-650mm连轧(Pomini)。上五建成了100tEAF-100tLF+VD-CC-连轧等现代化生产工艺路线,其中主体设备达到了90年代国际水平,预计不久的将来我国轴承钢的生产,将要跃上一个新的台阶,主要质量指标将达到国际先进水平。
7.2产量、质量和品种结构
表6~8示出了我国近几年来主要轴承钢生产厂家的产量、产品结构和氧含量的变化。从量方面看,我国轴承钢产量已达60万吨左右,实际上2000年轴承钢产量已达80万吨,跃居世界轴承钢生产大国行列,日本大体稳定在60万吨,瑞典SKF公司70万吨。
我国高碳铬轴承钢的产量已经不少,关键的问题是提高材料利用率。在这方面与先进的工业国家相比差距较大,日本、瑞典、德国在70年代末的利用率已经达到60~62%,而我国到目前为止还不到40%。近年来,日本的轴承产量已达24~25亿套/年,而轴承钢的产量并未增加。我国轴承钢产量与之相近,但轴承产量只有8~9亿套/年。造成我国轴承钢材利用率低的原因。除了轴承生产工艺落后以外,轴承钢材品种结构不合理也是原因。从表中可以看出,我国的棒材比重很大(占80%以上),管材几乎为零,瑞典、日本的管材都在20%以上;我国的线材、带材比重仍然较低。目前我国轴承钢管生产能力已有6~8万吨/年。但市场不景气,希望轴承行业多使用管材以提高材料利用率。从表7中可以看出,我国轴承钢的氧含量水平很不平衡,采用炉外精炼工艺氧含量都达到20×10-6以下。近年来,抚钢、大冶和上钢五厂等厂的轴承钢氧含量已经达到了相当不错的水平。但是国产轴承钢与瑞典SKF、日本山阳等先进厂家相比还存在一定的差距,主要表现在以下三个方面:一是钢中微量杂质元素含量偏高,例如Ti含量偏高,普遍在30×10-6以上,不能满足先进的轴承钢标准要求,限制了轴承钢大量出口;二是表面质量差(包括尺寸精度、表面裂纹和脱碳等);三是内部质量不稳定,波动范围大。因此,有必要对我国轴承钢的生产工艺及冶金质量进行更
为细致的研究工作。
表6 我国轴承钢的产量及品种结构
表7 我国主要特殊钢厂几年来轴承钢平均氧含量情况,×10-6
表8 1996年我国与日本的轴承钢材品种结构对比[9],%
8. 结束语
轴承钢是纯净钢代表钢种之一,为了提高轴承接触疲劳寿命,要降低钢中氧和钛含量及其它有害元素含量,并要求钢中的非金属夹杂物和碳化物细小弥散分布,同时要求钢材尺寸精度高和优良的表面质量,轴承钢质量不仅与炼钢、精炼、
连铸有关,还和轧钢、热处理工艺密切相关。
首钢试制轴承钢,可提高知名度,而且适合首钢的发展趋势,其产品技术含量大,难度高,同时附加值高,试制将促使冶炼、轧钢、热处理和理化性能检验水平全面提高,并能够严格操作和严格管理。
目前三炼钢已具有生产轴承钢的硬件设备,而且2003年矩形坯铸机将应用末端电磁搅拌以及新上铸坯缓冷坑等技术,有可能生产[O]小于15PPM和[Ti]小于20PPM的高碳铬轴承钢矩形坯,另外研究人员有博士、硕士和经验丰富的工程技术人员,能够满足轴承钢试制的需要。
轴承钢的生产现状与发展
轴承钢的生产现状与发展 1 前言 滚动轴承是重要的机械基础件,在宇航、军工、机械制造、铁路运输以及汽车制造等行业中应用十分广泛。它在很大程度上决定了装备的精度、性能、寿命与可靠性。轴承钢是重要的特钢品种,其纯净度和组织均匀性是影响轴承寿命的重要因素。含1.0%C、1.5%Cr的GCr15滚珠轴承钢是专用钢中质量要求最为苛刻的钢种,该钢种是19世纪末发明的,100年来,成分基本没变化,而质量提高了很多,它是发达国家中在生产、科研方面投入人力、物力最多的钢种,一向被认为是高质量钢的代表。其冶炼方法,从30~40年代传统的酸性平炉、碱性平炉、碱性电弧炉单炼,60年代的钢包滴流脱气法和真空循环脱气法(RH)精炼,发展到今天的综合炉外精炼工艺(LF+RH、LF+VD等),使钢中氧含量及其它有害元素的含量大幅度降低,疲劳寿命猛增,例如瑞典SKF公司是世界公认的轴承及轴承钢生产“王国”,质量居全球之冠,它们80年代创建的SKF-MR法(MR是熔炼加精炼的意思),使轴承钢的氧含量达到10×10-6以下,日本山阳特殊钢公司从60年代起经过整整30~40年的努力,到80年代末,最终形成了90tEAF-LF-RH-CC工艺生产轴承钢,氧含量达到5.0×10-6左右。 经过几十年的发展,中国目前不仅已经成为轴承钢生产大国,形成了几条轴承钢生产工艺路线,即EF+LF+VD、EF+V AD、EF+吹氩或喂丝工艺路线等,年产轴承钢80万吨左右(日本60万吨、瑞典70万吨),基本能满足国内市场的需求,并有少量出口;而且其内部质量也接近或达到国际水平,如氧含量降到了10×10-6左右。但是国产轴承钢与瑞典SKF、日本山阳等先进厂家相比还存在一定差距,主要表现在以下三个方面:一是钢中微量杂质元素含量偏高;二是表面质量差(包括尺寸精度、表面裂纹和脱碳等);三是内部质量不稳定,波动范围大。 2 轴承的工作环境及对轴承钢的性能要求 2.1工作环境 轴承是由内、外套圈、滚动体(滚珠、滚柱或滚针)和保持器四部分组成,除保持器外,其余都是由轴承钢组成。当轴承工作时,轴承内、外套圈,轴承滚动体间承受高频、变应力的作用。轴承的工作条件十分复杂。载荷集中作用在滚动体的很小面积上。理论上讲对于滚珠,作用在一点上;而对于滚柱则作用在一条线上,并且滚动体与套圈间接触面积也很小(呈点/线接触),因此轴承零件在工作时,其滚动体和套圈表面的单位面积上要承受很大的压力,一般高达1500-5000N/mm2;轴承旋转时,还要承受离心力的作用,作用力随转速的增加而增大;滚动体和套圈间不仅存在滚动,而且还有滑动,所以在滚动体与套圈之间还存在着摩擦。在以上几种力的综合作用下,在套圈或滚动体的表面上抗疲劳强度低的部位首先产生疲劳裂纹,最后形成疲劳剥落,使轴承破损失效。轴承正常的破损形式是接触疲劳损坏,常见的还有塑性变形、压痕、磨损、裂纹等。
办公自动化的发展现状和趋势
办公自动化的发展现状和趋势 办公自动化1是近年随着计算机科学发展而提出来的新概念,至今还没有一个统一,公认的确切定义。它的基本特征是采用计算机文字处理技术生产、存储各种文档,使用复印机、传真机或计算机网络等其他先进设备复制、传递文档。一般来说,一个较完整的办公自动化系统,应当包括信息采集、信息加工、信息转输、信息保存四个环节。办公自动化一般可分为三个层次:事务型、管理型、决策型。事务型为基础层,包括文字处理、个人日程管理、行文管理、邮件处理、人事管理、资源管理,以及其他有关机关行政事务处理等等;管理型为中间层,它包含事务型,管理型系统是支持各种办公事务处理活动的办公系统与支持管理控制活动的管理信息系统相结合的办公系统;决策型为最高层,它以事务型和管理型办公系统的大量数据为基础,同时又以其自有的决策模型为支持,决策层办公系统是上述系统的再结合,具有决策或辅助决策功能的最高级系统。 办公自动化的发展现状和趋势 ⒈办公自动化的发展现状 办公自动化的发展方向应该是数字化办公。所谓数字化办公即几乎所有的办公业务都在网络环境下实现。从技术发展角度来看,特别是互连网技术的发展,安全技术的发展和软件理论的发展,实现数字化办公是可能的。从管理体制和工作习惯的角度来看,全面的数字化办公还有一段距离,首先数字化办公必然冲击现有的管理体制,使现有管理体制发生变革,而管理体制的变革意味着权利和利益的重新分配;另外管理人员原有的工作习惯、工作方式和法律体系有很强的惯性,短时间内改变尚需时日。尽管如此,全面实现数字化办公是办公自动化发展的必然趋势。 我国从80年代开始,尤其是进入90年代,办公自动化发展迅猛。随着计算机技术的发展,办公自动化系统从最初的汉字输入、字处理、排版编辑、查询检索等单机应用软件逐渐发展成为现代化的网络办公系统,通过联网将单项办公业务系统联成一个办公系统。再通过远程网络将多个系统联结成更大范围的办公自动化系统。建立企业内部网(Intranet)和企业外部网(Extranet)已经成为办公自动化发展的必然趋势。多媒体技术是办公自动化发展的又一趋势。办公自动化系统引入多媒体技术,使之处理语音、图形、图像功能加强,更能够满足办公要求,提高办公信息处理的应用范围和价值。近来,随着技术的不断进步和市场的进一步需求,电子商务(e-Business)已日益成为国内外企事业单位和热点,所谓电子商务,是 1一般地说,办公自动化简称OA (Office Automation),是指利用先进的科学技术,尽可能充分地利用信息资源,提高生产、工作率和质量,辅助决策,求取更好的经济效益。
轴承钢的热处理工艺及参数和发展
轴承钢热处理工艺参数 时间:2010-06-14 08:59:46 来源:机械社区作者:
时间:2010-04-19 16:29:25 来源:中国金属加工在线作者:轴承钢是质量要求很严格的钢类。目前对轴承钢提出的要求有:用户免加工和检查、提高质量、规格细化和提高尺寸精度等,而且,对这些要求的重要程度越来越高。为满足这些要求,JFE制钢使用了各种保证产品质量和进行精加工的设备生产轴承钢。这些设备与新开发的提高质量的技术相结合,可以生产尺寸范围宽、质量高、附加值高的热处理和热轧轴承钢。 JFE轴承钢制造技术的特点是: 1)表面质量精细加工和质量检查体系 用对钢坯进行火焰清理和将连铸坯轧制成小型圆坯的方法,均匀去除表面瑕疵、皮下夹杂物和脱碳层。对质量要求特别高的材料,实施钢坯扒皮作业高度清除缺陷。为保证小型圆坯的表面质量,用自动涡流探伤仪和磁粉探伤仪进行检查;对内部缺陷,用圆坯全断面超声波探伤仪检测内部孔隙和夹杂物。 2)轴承钢的精细制造技术和质量保证 在线材-棒材厂,在棒材轧制线上增设线材轧制线,进行联合轧制。对棒材和线材都采用4辊精轧机进行精轧,棒钢的尺寸精度在0.01mm以下,用户可以省略扒皮和拉拔加工。对线材可进行自由尺寸轧制,并可以生产Φ4.2mm的小尺寸线材。由于把线材已经轧制到锻造的尺寸,所以用户可以省略拔丝、热处理和表面处理工序。 3)提高钢的洁净度 近年来,JFE制钢为了提高钢的洁净度,采用了PERM(加减压精炼)、LF(炉外精炼炉)对钢的生产工艺进行了改进。PERM法是在转炉冶炼时,使氮、氢等气体溶解在钢中,然后,用RH炉(真空脱气)迅速减压,使钢中产生气体,利用这种气体捕捉并排除钢液中的夹杂物。 JFE制钢还在2008年新建LF炉,大大提高了夹杂物的去除能力。采用上述工艺和设备的效果是:与原有工艺相比,夹杂物个数预测指数减少34%、夹杂物最大直径指数减少29%、夹杂物最大直径指数分布的标准偏差减少了73%。 由于采用了具有上述特点的制造技术,JFE制钢今后将继续向用户 轴承钢资料 时间:2010-08-17 11:44:25 来源:热加工行业论坛作者:轴承钢全名叫滚动轴承钢,具有高的抗压强度与疲劳极限,高硬度,高耐磨性及一定韧性,淬透性好,对硫和磷控制极严,是一种高级优质钢,可做冷做摸具钢。 比重:7.81 (一)轴承钢锻造温度
先进制造技术的现状和发展趋势
浅谈先进制造技术现状和发展趋势 xxxx xxx xxxxxxxxx 先进制造技术不仅是衡量一个国家科技发展水平的重要标志,也是国际间科技竞争的重点。我国正处于工业化经济发展的关键时期,制造技术是我们的薄弱环节。只有跟上发展先进制造技术的世界潮流,将其放在战略优先地位,并以足够的力度予以实施,,进一步推进国企改革,推动建立强大的企业集团。推进技术创新,推动大型企业尽快建立技术开发中心,广泛吸引人才,在重大技术创新项目中实行产学研结合,才能尽快缩小同发达国家的差距, 销售及售后服务等方面的应用。它要不断吸收各种高新技术成果与传统制造技术相结合,使制造技术成为能驾驭生产过程的物质流、能量流和信息流的系统工程。 3)是面向全球竞争的技术随着全球市场的形成,使得市场竞争变得越来越激烈,先进制造技术正是为适应这种激烈的市场竞争而出现的。因此,一个国家的先进制造技术,它的主体应该具有世界先进水平,应能支持该国制造业在全球市场的竞争力 2 先进制造技术的组成 先进制造技术是为了适应时代要求提高竞争能力,对制造技术不断优化和推陈出新而形
成的。它是一个相对的,动态的概念。在不同发展水平的国家和同一国家的不同发展阶段,有不同的技术内涵和构成。从目前各国掌握的制造技术来看可分为四个领域的研究,它们横跨多个学科,并组成了一个有机整体: 2.1 现代设计技术 1)计算机辅助设计技术包括:有限元法,优化设计,计算机辅助设计技术,模糊智能CAD等。 2)性能优良设计基础技术包括:可靠性设计;安全性设计;动态分析与设计;断裂设 7)过程设备工况监测与控制。 2.4 系统管理技术 1)先进制造生产模式; 2)集成管理技术;3)生产组织方法。 3先进制造技术的国内外现状 3.1国外先进制造技术现状 在制造业自动化发展方面, 发达国家机械制造技术已经达到相当水平, 实现了机械制
中国工业自动化的现状及发展趋势
众所周知,中国正在成为一座世界工厂。将近100种商品生产位居世界第一,它们遍布10多个工业行业,诸如:消费品、制药、电子器件等。中国在刚刚过去的2003年吸引了超过500亿美元的海外投资。近年来每年的经济增长速度保持在7~8%。 制造业已经成为中国最大的工业行业,然而来自装备制造业的产值仅相当于整个制造业产值的26%。与美国和德国超过40%的比例相比,在未来20年,中国制造业需要高速发展。这将给工厂自动化带来前所未有的机遇。资金密集型和技术密集型的工业越来越多地受到政府支持;另一方面,鉴于中国潜在的巨大市场和丰富低廉的人力资源,许多发达国家将他们的生产线和设备转移到中国大陆开办工厂,因此在未来较长的一个时期内,发展劳动密集型产业仍将是中国政府的重要政策。 上面这些因素都直接影响着中国工业自动化的面貌。例如在长春大众和上海大众的现代化工厂和nokia的北京工厂中,最先进的工业生产线和检测设备随处可见,自动化水平及质量检测水平与他们在别的国家的生产基地相比毫不逊色甚至更高。你也可以看到很多半自动化、半人工的生产线,人们仅仅在一些关键环节加入自动检测设备,在很多情况下这种安排反而带来更高的效率和更低的成本。这种不平衡的带有中国特色的发展格局自始至终都给工业视觉的发展产生影响。 机器视觉在中国短暂的发展历史 1990年以前,仅仅在大学和研究所中有一些研究图像处理和模式识别的实验室。在20世纪90年代初,一些来自这些研究机构的工程师成立了他们自己的视觉公司,开发了第一代图像处理产品,例如基于isa总线的灰度级图像采集卡,和一些简单的图像处理软件库,他们的产品在大学的实验室和一些工业场合得到了应用,人们能够做一些基本的图像处理和分析工作。 尽管这些公司用视觉技术成功地解决了一些实际问题,例如多媒体处理,印刷品表面检
轴承钢牌号化学成分及标准对比
调研报告内容: 1、概述(研究目的与意义) 2、该产品研究国内外研究与发展现状(发展过程、现状及发展前景) 3、技术、市场分析(重点介绍) 3.1国内生产现状 (包括主要生产厂家、各厂家生产该产品采用的生产工艺流程、生产设备、 关键技术、生产规格、执行标准或技术条件、产品产量和质量状况、现有及潜在用户、市场占有情况等)(重点介绍) 3.2市场分析 (包括现有和潜在市场容量、产品规格、售价、利润情况、主要品种、主要目标用户及加工工艺、技术质量要求等) (重点介绍) 4、可行性分析 莱钢开发生产该产品的必要性和可行性分析(主要分析莱钢现有装备和工艺条件是否满足、产品利润预测等) 5、其它: 特殊要求品种需要介绍一下钢种定义、性能特点、主要用途、用户个性化要求等)1、概述(研究目的与意义) 作为合金钢的一种, 轴承钢包括高碳铬轴承钢、渗碳轴承钢、高温轴承钢、不锈轴承钢及特殊工况条件下应用的特殊轴承钢。目前,我国轴承钢总产量已达220万t 左右,其中高碳铬轴承钢约占轴承钢总产量的90%以上。轴承钢是所有合金钢中质量要求最严格、检验项目最多、生产难度最大的钢种之一,主要用于制造滚动轴承。世界公认轴承钢的生产水平是一个国家冶金水平的标志。对于一个企业来说,轴承钢的生产水平也是一个企业冶金水平的标志,纵观国际及国内的知名特钢生产企业,无一不将轴承钢特别是高标准轴承钢作为其产品调整、发展战略的一个重要目标。我国的一些知名特钢
生产企业如:兴澄特钢、东北特钢、上海宝钢特钢生产的轴承钢具有品质高(通过国际知名轴承公司SKF、FAG、Timken 认证),产量大(年产量基本维持在30-50 万吨的水平)等特点。 莱钢特钢作为一个老牌特钢生产企业,目前轴承钢生产只能按国内标准生产,档次低、品种单一、产量低(年产量在1 万吨左右),与国际、国内的知名特钢生产企业相比差距明显。根据现有装备和生产水平,开发高品质轴承钢,并适当扩大产量不仅对于进一步调整、优化企业产品结构,提高莱钢特钢产品的附加值及经济效益,增强市场竞争能力具有重要意义,而且有利于提升企业的知名度。2、轴承钢研究国内外研究与发展现状(发展过程、现状及发展前景) 2.1国内外轴承钢钢种系列发展状况 轴承用钢的质量是所有合金钢中要求最严格、检验项目最多的钢种。世界公认轴承钢的水平是一个国家冶金水平的标志。随着科学技术迅猛发展,轴承钢使用条件日益恶劣,对轴承提出了非常苛刻的要求。由于轴承的工作环境、使用条件不同, 除了大量生产高碳铬轴承钢外, 还发展了渗碳轴承钢、中碳轴承钢、不锈轴承钢、高温轴承钢等系列钢种。 高碳铬轴承钢是轴承钢的代表钢种, 各国对之都有专用的技术标准。例如, ISO/FDIS683-17 中纳标的高碳铬轴承钢钢种有: 100Cr6、100CrMnSi4-1、100CrMnSi6-4、100CrMnSi6-6、 100CrMo7、100CrMo7-3、100CrMo7-4、100CrMnMoSi8-4-6。美国的ASTMA 295 的高碳铬轴承钢包括:52100 、5195、UNSK1952、6 1070M、5160。此外,美国对高淬透性的高碳铬轴承钢, 有专用标准 ASTM A485,其包括的钢种有: Grade1~Grade4、100CrMnSi4-4 、100CrMnSi6-4 、 100CrMnSi6-6、100CrMo7、100CrMo7-3、100CrMo7-4、100CrMnMoSi8-4-6。中国的高碳铬轴承钢(GB/T18254-2002)包括的钢种有: GCr15 、GCr15SiMn、GCr4、GCr15SiMo、GCr18Mo。 渗碳轴承钢的表面经渗碳处理后具有高硬度和高耐磨性,而心部仍有良好的韧性, 能承担较大的冲击。这类钢的最高使用温度也一般在200℃以下。这类钢在美国的产量约占轴承钢总产量的30%,在中国仅占3%左右。ISO/FDIS683-17 中纳标的渗碳轴承钢钢种有20Cr3、20Cr4、20MnCr4-2、17MnCr5、19MnCr5、15CrMo4、20CrMo4、20MnCrMo4-2、20NiCrMo2、20NiCrMo7、18CrNiMo7-6、16NiCrMo16-5。 美国的ASTM A534的渗碳钢标准中,除了覆盖ISO/FDIS683-17的所有钢种外, 还包括:4118H、4320H、4620H、4720H、4817H、4820H、5120H、8617H、8620H和9310H。中国的渗碳轴承钢标准GB/T3203-82中的钢种有: G20CrMo、G20CrNiMo、G20CrNi2Mo、G20Cr2Ni4、 G10CrNi3Mo、G20Cr2Mn2M。oG20CrMo钢经渗碳、淬回火后, 表层具有较高硬 度和耐磨性,达到轴承材料基本要求。心部硬度较抵,有较好的韧性,适用于制作受冲击负荷的零部件。另外还具有较高的热强性。它与美国的4118H相近似。G20CrNiMo钢经渗碳或碳氮共渗后具有明显优于GCr15钢的接触疲劳寿命, 表面耐磨性与GCr15钢相近。心部有足够的韧性。该钢具有良好的淬透性。它是制作耐冲击负荷轴承的良好钢种, 它与美国的8620H相近。G20CrNi2Mo钢具有中等表面硬化性, 它比G20CrNiMo钢具有更好的淬透性和高的
监测自动化发展现状
我国大坝自动化安全监测现状 200930201489周杰华 我国大坝自动化安全监测的研究始于70年代末,80年代有了长足的进步,进入90年代中期以后,随着现代科学技术的迅猛发展,特别是传感技术、计算机和微电子技术、通信技术的巨大发展,我国大坝自动化安全监测技术的总体水平有了一个质的飞跃,监测自动化技术已渐趋成熟,大坝安全监测的实时性、稳定性、可靠性和实用性有了显著的提高。可以说21世纪大坝自动化安全监测已进入了推广应用的新时代。 一、概述 从1992年对83座水电站大坝开展了首轮水电站大坝安全监测设施更新改造工作开始,通过八年多的努力,绝大部分水电站大坝已完成以“完善化为主,着重配齐必要的监测项目,提高监测精度、稳定性和可靠性”为目标的更新改造工作,设置了必要的变形、渗流等监测项目,大坝安全监测设施的现状有了较大的改善,使这些大坝健全了监视其安全的耳目。但是,通过调查发现:由于客观因素的限制和变化以及人们认识水平的不断提高,部分大坝的监测设施还存在一些问题。如:有的大坝变形监测未设校核基点,或测点布置和结构不合理,或监测精度不能满足规范要求,或设备老化、受损,或自动化程度不高等。 在大坝自动化安全监测方面,根据对电力系统136座水电站大坝自动化安全监测调查情况看,有60座水电站大坝单个或多个监测项目采用了监测自动化技术,实现了数据的自动采集。其中,有33座大坝的变形、渗流等主要监测项目实现了监测自动化,有18座大坝的变形监测实现了自动化,有6座大坝的渗流监测实现了自动化。系统都有在线监测的功能(如数据的自动采集、传输、储存和处理),大多数系统还有离线分析、建立数学模型、报表制作、图形制作等功能。 大坝自动化安全监测的实现,提高了监测精度,改善了监测条件,减轻了劳动强度,增强了对大坝的在线监测能力,为今后实现在线监控和在线管理打下了良好的基础。同时对及时掌握大坝运行状态发挥了重要作用,也为大坝安全评价提供了科学依据。 从调查的资料中也可以看出,各大坝的监测自动化系统的规模、功能、稳定性、可靠性参差不齐,绝大多数基本能满足监测要求。但也有一些系统,特别是1995年以前建成的系统问题较多,有的已处于瘫痪状态(如盐锅峡),有的监测数据系列较差、精度低不能满足资料分析要求(如桓仁、回龙山的垂线,梅山的垂线,柘溪的垂线和量水堰、富春江的引张线,长潭的激光准直,枫树坝的采集单元等),急需进行改造完善。系统发生故障的原因主要有:传感器、设备元器件质量差,还有雷击、潮湿、鼠咬、浸水等外界因素。 二、下面分监测方法、监测仪器(传感器)、数据采集系统、监控管理系统四大部分对目前的监测自动化有关现状加以叙述。 1 监测方法 选择有效的监测方法是取得良好监测效果的保证。表1汇总了大坝自动化安全监测常用
轴承钢概况及质量检测
轴承钢概况及质量检测 轴承钢是用来制造滚珠、滚柱和轴承套圈的钢种。轴承在工作时承受着极大的压力和摩擦力,因此要求轴承钢有高而均匀的硬度和耐磨性以及高的弹性极限;另外,对轴承钢的化学成分的均匀性、非金属夹杂物的含量和分布、碳化物的分布等要求都十分严格。轴承钢是所有钢铁生产中要求最严格的钢种之一。轴承钢按不同的用途可分为若干种类,但目前比较常用的为高碳铬轴承钢GCr15。高碳铬轴承钢GCr15是世界上生产量最大的轴承钢,含碳为1%左右,含铬量为1.5%左右。轴承钢的性能要求众所周知,在各种运输车辆、机床、传动机械以及其他高速转动的机械中,轴承是不可缺少的零部件,而轴承钢就是用来制造各种滚动轴承的专用钢种。轴承钢的材料特性主要表现在以下方面:由于轴承钢的含碳量较高,钢锭浇铸及冷却时容易产生碳和铬的偏析,所以轴承钢钢锭开坯前应进行高温保温或扩散退火;轴承钢的导热性差,在加热时要防止炸裂;轴承钢在加热过程中容易产生脱碳、过热和过烧现象;轧后缓慢冷却时有明显的网状碳化物析出;在终轧温度低于800℃时,易产生带状碳化物。滚动轴承的工作条件极为复杂,承受着各种高的交变应力,如拉力、压力、剪力和摩擦力等。基于对轴承工作条件和破坏情况的分析,对轴承钢的性能要求主要有:具有高的接触疲劳强度和抗压强度;经热处理后必须具
有高而均匀的硬度;具有高的弹性极限,防止在高载荷作用下轴承发生过量的塑性变形;要有一定的韧性,防止轴承在受冲击载荷作用时发生破坏;要有一定的抗腐蚀性能;要有良好的工艺性能,如成型、切削、磨削等性能,以适应大批量、高效率、高质量生产的需要;要具有良好的尺寸稳定性,防止轴承在长期存放或使用中因尺寸变化而降低精度。根据轴承的特殊使用要求,轴承制造行业对轴承钢的生产也提出了非常严格的质量要求,具体体现在标准YB9—68及轴承钢生产标准YJZ84中,这两个标准是目前轴承钢生产中的两个并行标准。轴承钢的产品系列轴承钢的产品系列主要有热轧棒材、冷拔材、锻材、管材、盘条以及钢丝等几类,其中用量最大的是热轧棒材。由于各种机械在运行当中是否完全可靠,在很大的程度上要取决于轴承的质量和可靠性,因此,轴承和轴承钢的质量越来越引起世界各国的重视。目前,瑞典和日本的轴承钢质量在世界上处于领先地位。我国轴承钢的主要生产厂家有大冶特钢、北满特钢、上钢五厂、长城特钢、大连钢厂及本钢等。太钢轴承钢的产量最高时近2万t,约占全国总产量的1%~2%。轴承钢的研发方向世界各国都在研究和开发新型轴承钢以扩大应用和代替传统的轴承钢。例如:快速渗碳轴承钢,通过改变化学成分来提高渗碳速度,其中碳含量由传统的0.08%~0.20%提高到0.45%左右,渗碳时间由7h缩短到
己内酰胺生产现状及发展前景
己内酰胺生产现状及发展前景 一、己内酰胺的理化性质及主要用途 己内酰胺caprolactam (简称CPL) 分子式:C6H11NO 分子量:133.16 结构式: 己内酰胺是ε-氨基己酸H2N(CH2)5COOH分子内缩水而成的内酰胺,又称ε-己内酰胺,它一种重要的有机化工原料,是生产尼龙—6纤维(即锦纶)和尼龙—6工程塑料的单体,可生产尼龙塑料、纤维、及L-赖氨酸等下游产品。它常温下为白色晶体或结晶性粉末。熔点(CH2)5CONH69~71℃,沸点139℃(12毫米汞柱)、122~124℃(665Pa)、130℃(1599Pa)、165~167℃(2247Pa)。比重:1.05(70%水溶液),熔化热:121.8J/g,蒸发热:487.2J/g。纯己内酰胺的凝固点为69.2℃,在760mmHg时沸点为268.5℃,85℃下密度1010kg/m3。在20℃水中溶解度为100g水溶解82g己内酰胺。受热时起聚合反应,遇火能燃烧。 常温下容易吸湿,有微弱的胺类刺激气味,手触有润滑感,易溶于水、甲醇、乙醇、乙醚、石油烃、环己烯、氯仿和苯等溶剂。受热时易发生聚合反应。 己内酰胺(CPL)主要用于生产聚己内酰胺纤维树脂,广泛应用在纺织、汽车、电子、机械等领域。
二、市场分析 己内酰胺是重要的有机化工原料之一,主要用途是通过聚合生成聚酰胺切片(通常叫尼龙-6切片,或锦纶-6切片),可进一步加工成锦纶纤维、工程塑料、塑料薄膜。尼龙-6切片随着质量和指标的不同,有不同的侧重应用领域。世界己内酰胺的消费结构为:工程塑料和食品包装膜占总消费量的25%,尼龙6纤维占总消费量的75%。在尼龙6纤维的消费量中,民用丝(包括运动服、休闲衣、袜子等)的消费量占47%,地毯的消费量占30%,工业丝(包括帘子布、渔网丝等)占23%。在我国,尼龙6纤维己内酰胺总消费量的86.2%以上,尼龙6工程塑料占12.2%以上,其它方面的消费量不大,约占1.6%。 近年来,世界己内酰胺的生产能力稳步增长。根据统计,截止到2009年底,全世界己内酰胺的总生产能力达到487.2万吨,巴斯夫、帝斯曼和霍尼韦尔是目前世界上的三大己内酰胺生产厂家,生产能力分别占全球总能力的15.1%、12.6%和7.7%。 我国己内酰胺的工业生产始于20世纪50年代末期,但直到1994年我国引进的两套大型己内酰胺装置建成投产,才使国内己内酰胺的生产得到较快的发展。目前我国有中石化巴陵分公司、南京帝斯曼(DSM)东方化工有限公司、石家庄化纤责任有限公司以及浙江巨化集团公司4家企业生产己内酰胺,总生产能力为48.7万吨/年。除了中石化石家庄化纤有限责任公司的装置采用甲苯法外,其余装置均采用苯法生产工艺。
国内外轴承钢发展现状方向
国内外轴承钢发展现状及方向 一、轴承钢对组织结构及性能基本要求 轴承可分为滚动轴承和滑动轴承两类,用于确定旋转轴与其他零件相对运动位置,起支承或导向作用的零部件,它是由内、外套圈、滚动体(滚珠、滚柱或滚针)和保持器四部分组成,合称为轴承四大件。轴承工作条件十分复杂,不仅要承受各类高的交变应力,还要承受各种瞬时冲击力的作用,使轴承极易产生疲劳裂纹和摩擦破坏,严重的情况下出现轴承套圈的断裂破坏。轴承主要破坏形式主要有两种,即最常见接触疲劳破坏和占次要地位的磨损破坏。由于要承受高接触应力(一般高达1500-5000N/mm2)、多次循环接触疲劳应力以及滑动磨损的工作环境,要求轴承有高抗塑性变形,抗摩擦磨损,高旋转精度及尺寸精度,高尺寸稳定性、长使用寿命和高可靠性;对于在特殊条件下工作的轴承,还有耐冲击、高Dn值(轴承直径与转速的成绩)、耐高温低温,防腐蚀和抗磁等性能。 轴承钢是制造轴承的主要材料,轴承钢品质最高,性能要求苛刻,而且量大面广,其种类繁多,但基本上可分为高碳铬轴承钢、渗碳轴承钢、中碳轴承钢、不锈轴承钢、高温轴承钢及无磁轴承钢等系列钢种。(1)高碳铬轴承钢:高碳铬轴承钢是轴承钢的代表钢种:GCr15、GCr15SiMn、GCr4、GCr15SiMo、GCr18Mo 等。该类钢是轴承钢的主体,占到我国轴承钢总量的90%以上(美国不到70%,欧洲不到50%)。我国高碳铬轴承钢的冶金水平、热处理水平及表面处理水平与国外相比尚有较大差距;(2)渗碳轴承钢:表面经渗碳处理后具有高硬度和高耐磨性,而心部仍有良好的韧性,能承担较大的冲击。品种有G20CrMo、G20CrNiMo、G20CrNi2Mo、G20Cr2Ni4、G10CrNi3Mo、G20Cr2Mn2Mo等。美国的渗碳轴承
国内制造业现状及未来发展趋势
近年来,随着中国人口红利的日渐消失,外来制造业正逐步转移到东南亚以及印度、巴西、墨西哥等劳动力成本较低的国家。正如美国提出制造业回归概念,中国制造业的未来应该考虑如何能够长远提升中国创造的能力以及产业投资、经营环境,而不应该仅仅停留在早期代工阶段。 目前,中国制造业生产技术特别是关键技术主要依靠国外的状况仍未从根本上改变,部分行业劳动密集型为主,附加值不高。目前,尽管我国制造业的技术创新有所提高,但在自主开发能力仍较薄弱,研发投入总体不足,缺少自主知识产权的高新技术,缺乏世界一流的研发资源和技术知识,对国外先进技术的消化、吸收、创新不足,基本上没有掌握新产品开发的主动权。 更为关键的是,大部分企业和政府部门基于中国市场的薪资水平,来为是否选用机器人做成本核算,却根本没有考虑到周边国家及地区“竞争对手”的人力成本。其实,大规模使用机器人升级制造业,更深层次的原因是减少流水线管理成本以及提高企业的管理和生产效率。因为除了精准、高效、可适应恶劣生产环境等优势,机器人可以给制造业带来“高水平制造工艺”和“制造高水平产品”。 观察人士认为,国际金融危机之后,各国更加重视以科技创新拉动经济发展,国际分工体系开始出现生产布局多元化、设计研发全球化等趋势,全球价值链的重塑日见端倪,与之相伴的是制造业从新兴经济体回流发达国家。 一些迹象表明,美国一些大企业如通用电气、卡特彼勒、福特正在觉醒,开始在本土大规模投资先进制造业,而中国等新兴经济体制造业的增长势头在2012年已显露疲态。 对于中国来说,开展国际投资是参与全球价值链重塑、实现产业升级和技术进步的重要途径,因为在全球价值链重塑过程中,智能类新型制造业兴起,其特点是个性化“按需定制”,生产地点必须靠近使用地点。这样一来,原来从发达国家转移到新兴国家的制造业将“回流”。一旦“智能制造”开始普及,加上美国能源成本持续降低,那么中国的劳动力成本优势就不再像从前那样具有竞争力。 产能过剩成我国制造业的一大硬伤 发布时间:2015-06-17 资讯内容 分享到:1摘要:自改革开放以来,中国的制造业年年创新高,不断刷新中国制造业产值全球份额比例,但在这中快速发展的背后,是过于快速扩张带来的“底盘不稳”,科技含量低、行业规范缺失以及产能过剩等日益突出的问题,中国制造业要想脱胎换骨,还有许多必须经历的阵痛。 10余年时间中国制造已闻名全球。特别是金融危机后,中国制造逆市向上。2010年制造业产值的全球份额超过美国,成为世界第一。正是在这两年,“盛世”景象之下,中
智能制造现状与前景
智能制造现状与前景公司内部编号:(GOOD-TMMT-MMUT-UUPTY-UUYY-DTTI-
智能制造的发展与前景展望 摘要:简述了智能制造形成的原因及智能制造的概念;分析了智能制造国内外的发展现状;指出了智能制造的发展趋势及其面临的问题。 关键词:智能制造人工智能机械制造工业 The development and research of intelligent manufacturing JiaYu Wang (College of Mechanical Engineering, Nanjing University of Aeronautics &Astronautics, Nanjing, 210016, China;) Abstract:This paper depicts the cause of formation and conception of presents status in the development on indication is given of the trend of development and question confronting IM. Key words:IM;AI;mechanical manufacture;Industrie 0 前言 智能制造装备是先进制造技术、信息技术以及人工智能技术在制造装备上的集成和深度融合,是实现高效、高品质、节能环保和安全可靠生产的下一代制造装备。在综述了智能制造装备国内外发展现状的基础上,重点论述了目前智能制造存在的问题,并得出结论,认为德国的”工业”和美国的工业互联网装备将是智能制造装备未来的发展方向。 1研究背景 制造业是国民经济的基础工业部门,是决定国家发展水平的最基本因素之一。从机械制造业发展的历程来看,经历了由手工制作、泰勒化制造、高度自动化、柔性自动化和集成化制造、并行规划设计制造等阶段。就制造自动化而言,
我国工业自动化的发展现状及前景分析
我国工业自动化的发展现状及前景分析 工业自动化是机器设备或生产过程在不需要人工直接干预的情况下,按预期的目标实现测量、操纵等信息处理和过程控制的统称。自动化技术就是探索和研究实现自动化过程的方法和技术。它是涉及机械、微电子、计算机等技术领域的一门综合性技术。自动化技术促进了工业 的进步,已经被广泛地应用于机械制造、电力、建筑、交通运输、信息技术等领域,成为提 高劳动生产率的主要手段。我国工业自动化发展大致经历了三个阶段: 1.1 发展初期,以单机自动化加工设备出现为标志 20世纪40年代至60年代初是工业自动化发展的初期,这一阶段主要是单机自动化加工设 备出现。各种单机自动化加工设备出现,并不断扩大应用。随着工业革命不断深入,市场竞 争日益激烈,人工生产已经无法适应时代的要求,此时,工业自动化应运而生。这一时期的 典型成果和产品即硬件数控系统的数控机床。 1.2 发展中期,以流水线工业化发展为标志 20世纪60年代中至70年代初期是工业自动化发展的中期,随着市场竞争的加剧,要求产 品更新快,产品质量高,并适应大中批量生产需要和减轻劳动强度,单机自动化已经适应不 了时代发展的新要求,此时各种组合机床、组合生产线出现,同时软件数控系统出现并用于 机床,CAD、CAM等软件开始用于实际工程的设计和制造中,此阶段硬件加工设备适合于大 中批量的生产和加工。自动生产线为标志是工业自动化发展到第二个阶段的主要标志,典型 成果和产品:用于钻、镗、铣等加工的自动生产线。 1.3 发展完善期,高科技技术的融合与提升 20世纪70年代中期以后是工业自动化发展的完善时期,随着市场环境的变革,使多品种、 中小批量生产中普遍性问题愈发严重,要求自动化技术向其广度和深度发展,使其各相关技 术高度综合,发挥整体最佳效能。这一阶段是一种实现集成的相应技术,把分散独立的单元 自动化技术集成为一个优化的整体。同时,并行工程作为一种经营哲理和工作模式自20世 纪80年代末期开始应用和活跃于自动化技术领域,并将进一步促进单元自动化技术的集成。典型成果和产品:柔性制造系统(FMS)。 2 我国工业自动化的发展现状 我国工业自动化发展经历了三个阶段跃进,如今正面临一场机遇,主要表现在以下几个方面: 2.1 信息化带动工业化战略,将增补工业自动化内容和空白。 信息化带动工业化的发展战略在我国“十五”发展规划纲要中提出,这将推动我国自动化产业 全面走向市场化。过去长久以来,传统产业的发展是与信息化发展隔离开的,自动化控制和 信息系统列为传统产业工业化范围,信息业则重点放在网络、通信等概念和产业上。实际上,信息化和传统工业之间有着相互提高和依存的关系。信息化和电子技术的应用可以大大提高 工业生产自动检测水平和执行精确度与速度等,达到优化装置和过程的效果;网络通信技术 应用可以把整个企业的资金、物流、生产装置状态、生产效率和能力信息等准确、全面、系 统地提供给企业,为企业决策者和管理者提供实时性和准确性的决策,给用户提供管理和控 制一体化系统和服务。信息化和工业化的结合必然为工业自动化产品制造和应用带来了很大 的发展市场空间。 2.2 调整传统工业结构和产业升级,创造了工业自动化产业的发展良机 调整结构和产业化升级是“十五”期间工业发展的重点,旨在提高工业体系结构的合理化,适 应市场的需求,同时采用新技术,改造传统产业的生产过程,提高生产效率和产品质量。而
玉米生产现状及发展趋势
玉米生产现状及发展趋 势 IMB standardization office【IMB 5AB- IMBK 08- IMB 2C】
东北农业大学学士学位论文学号: 我国玉米生产现状及发展趋势Present situation and development trend of maize production in China 学生姓名: 指导教师: 所在院系:网络教育学院 所学专业:农学 研究方向: 东北农业大学 中国·哈尔滨 2017年5月
摘要 玉米是我国的第二大粮食作物,营养丰富、有益健康,市场容量大,是人类重要的食物来源之一。随着玉米产业的生产发展,其在我国粮食安全中起着极其重要的作用。利用高科技手段,提高玉米产量的同时使玉米在更多的领域发挥着极为重要的作用。目前,玉米不仅是重要的饲料作物,又是食品、化工、燃料、医药等行业的重要原料。本文在产量、进出口、需求等多方面对目前玉米产业进行了深入的剖析,总结了玉米产业在我国的发展现状,分析和阐述了目前玉米产业发展面临的主要问题,同时对未来玉米产业的发展提出了建议,并对玉米产业发展的趋势进行了预测。 关键词:玉米生产发展;玉米需求;发展趋势 Abstract Maize is the second largest grain crop in our country. It is rich in nutrition, healthy and large in market capacity. It is one of the important food sources for human beings. With the development of maize industry, it plays a very important role in the grain security of our country. The use of high-tech means to increase corn production, while making corn in more areas play a very important role. At present, corn is not only an important feed crop, but also an important raw material in the food, chemical, fuel, pharmaceutical and other industries. Based on the production, import and export, demand and other aspects of the corn industry conducted in-depth analysis, summed up the corn industry development in China, analyzes and expounds the main problems facing the development of corn industry, and suggestions for future development of maize industry is put forward, and on corn industry development trend forecast. Keyword: Maize production development;Corn demand;Developing trend 目录
国外轴承钢的生产及发展概况
国外轴承钢的生产及发展概况 轴承钢精炼与浇铸技术发展概况 徐明华虞明全郭永铭 摘要概述了瑞典、德国、法国、意大利、日本和俄罗斯轴承钢生产工艺流程和设备特点,重点介绍二次精炼和浇铸时对钢中氧含量和夹杂物的控制,讨论轴承钢精炼和连铸技术的发展势。 关键词轴承钢精炼浇铸氧含量夹杂物 近10年来,在国外炼钢工作者的不断努力下,国外轴承钢精炼与浇铸技术取 得了明显进展,轴承钢钢中氧含量不断下降,钢中夹杂物数量和形态得到有效控制。 在国外,生产轴承钢的厂家主要集中在瑞典,日本,德国,法国,意大利,俄罗斯等国家,尤以瑞典和日本的产量最高,前者年产70万t,后者60万t。 国外轴承钢生产的典型厂家的工艺和装备及其特点如表1所示。 表1 轴承钢生产的典型厂家的工艺和装备特点 Table 1 Technology and equipment characteristics of typical works for bearing steel production 国名瑞典德国法国意大利日本俄罗斯 Ascome Ascometal 山阳奥斯科公司或厂家 SKF GMH ABS厂 tal/Fos /Dunes 公司尔钢厂 废钢冷料/% 100 100 100 100 100 100 100 熔炼炉形式 AC电炉 DC电炉 AC电炉 AC电炉 AC电炉 AC电炉 AC电炉 出钢量/t 100 122,132 120 95 80 90 150
出钢方式 OBT EBT EBT EBT EBT EBT EBT 钢包精炼方式 ASEA-SKF LF LF LF LF LF 底吹氩底吹氩底吹氩搅拌形式电磁底吹氩底吹氩底吹氩两点或氮或氮 真空形式 VD VD RH RH VD RH DH 连铸和浇注形式模铸连铸模铸连铸连铸连铸模铸 精炼渣料来源合成活性石灰合成合成石灰石合成合成 夹杂物分析在线离线离线离线离线离线 炉渣成分分析在线在线在线在线在线 钢包留钢量/t 有 ?3 有有有 中间包留钢量/t ?3 有 AMEPA AMEPA AMEPA 钢包示渣手段有电磁示渣电磁示渣电磁示渣 钢流保护浇注手段有吹氮吹氩吹氩有有中间包水口防堵手段吹氮 结晶器电磁搅拌有有有有有二冷末端电磁搅拌有有有有 二冷形式喷雾喷雾喷雾喷雾喷雾结晶器液面控制手段钴60 钴60 钴60 钴60 钴60 ,1,2,1 瑞典SKF公司的轴承钢生产 1.1轴承钢生产工艺流程 100 t电炉熔炼(100%废钢)?OBT出钢倒入钢包(同时预脱氧)?在扒渣工位最大 限度扒渣?钢包到加热工位?添加合成渣?加热和感应搅拌,加入脱氧剂和合金?钢包到真空工位脱气?加铝和合金?浇铸成钢锭。 1.2 冶金进展
浅析机械自动化的现状与发展前景
龙源期刊网 https://www.360docs.net/doc/0f9524321.html, 浅析机械自动化的现状与发展前景 作者:毕榆强 来源:《神州·下旬刊》2019年第01期 摘要:机械自动化是一种比较先进的技术,近几年来应用的领域越来越广泛,并发挥着非常重要的作用,不仅大大提升了工作效率,缩短工程所需时间,而且也在一定程度上给相关工作人员减轻了工作量。本文主要论述了机械自动化现状,并重点对其发展前景进行了分析和探究,以便促使机械自动化不断成熟,促进社会发展。 关键词:机械自动化;现状;发展前景 引言: 随着科学技术水平的提升,机械自动化也不断完善,并且在机械制造行业中已经逐渐取代传统机械生产模式,大大提升了资源利用效率,对我国机械制造业的快速发展具有重要作用。在社会生产需要不断加大的今天,为了满足社会发展需求,还需要积极学习和借鉴国外先进的自动化水平,其发展前景是十分广阔的。 一、机械自动化的现状 1930年,机械自动化技术在我国制造领域得到了应用,在应用与发中虽然该技术不断完善,但从整体应用情况来看,其内部发展是不均的。尤其是一些企业仍受传统制造影响,还没有完全摆脱手工的生产方式,未能充分发挥机械自动化技术的作用。因此,在生产数量、质量方面与先进国家的差距是较大的。另外,由于一些企业的管理者管理理念比较落后,没有真正认识到自动化技术的优势,难以真正提升自动化水平,因此在很大程度上阻碍了生产效率与质量提升,不利于提升企业经济效益,难以促进企业长远发展。虽然近年来,我国对机械自动化技术加大了研究力度,获得了一些科研成果,但是很多都是停留在理论层面的,未体现其实用价值。面对这种情况,必须要进一步研发和推广机械自动化技术,以便在各个领域发挥更大的作用,提升生产效果,促进企业经济效益与社会效益提升,进而为企业可持续发展奠定良好基础,缩小与国际先进企业之间的差距,对我国社会进步与发展具有重要意义。 二、机械自动化技术的发展前景 (一)绿色发展方向 相对其它国家而言,我国具有人口基数大的特点,虽然我国各项资源总的储备量很多,但人均占有量比较少。加之在我国社会发展中,资源的不合理利用,已经出现资源短缺的问题,而且还对环境造成不良影响。为了改变这一现状,与社会可持续发展理念相适应,机械自动化必须要朝着绿色方向发展[1]。尤其是在绿色环保理念逐渐深入人心的今天,必须要不断创新 机械自动化技术,最大限度减少能源消耗,减少对环境污染。只有这样才能满足广大群众的需