催化重整流程模拟
Kinetic Modeling of Naphtha Catalytic Reforming
Reactions
Jorge Ancheyta-Jua′rez*and Eduardo Villafuerte-Mac?′as
Instituto Mexicano del Petro′leo,Eje Central La′zaro Ca′rdenas152,Me′xico07730D.F.,Mexico, and Instituto Polite′cnico Nacional,ESIQIE,Me′xico07738D.F.,Mexico
Received February21,2000
In this work a kinetic model for the naphtha catalytic reforming process is presented.The model utilizes lumped mathematical representation of the reactions that take place,which are written in terms of isomers of the same nature.These groups range from1to11atoms of carbon for paraffins,and from6to11carbon atoms for naphthenes and aromatics.The cyclohexane formation via methylcyclopentane isomerization and paraffins isomerization reactions were considered in the model.Additionally,an Arrhenius-type variation was added to the model in order to include the effect of pressure and temperature on the rate constants.The kinetic parameters values were estimated using experimental information obtained in a fixed-bed pilot plant.The pilot reactor was loaded with different amounts of catalyst in order to simulate a series of three reforming reactors.The reformate composition calculated with the proposed model agrees very well with experimental information.
1.Introduction
Catalytic reforming of straight run naphthas is a very important process for octane improvement and produc-tion of aromatic feedstocks for petrochemical industries. Hydrogen and lighter hydrocarbons are also obtained as side products.Generally,the reforming is carried out in three or four fixed bed reactors which operate adiabatically at temperatures between450and520°C, total pressures between10and35atm,and molar hydrogen-to-hydrocarbon ratios between3and8.The feed to the first reactor is a hydrodesulfurized naphtha cut,composed of normal and branched paraffins,five-and six-membered ring naphthenes,and single-ring aromatics.
A large number of reactions occur in catalytic reform-ing,such as dehydrogenation and dehydroisomerization of naphthenes to aromatics,dehydrogenation of paraf-fins to olefins,dehydrocyclization of paraffins and olefins to aromatics,isomerization or hydroisomerization to isoparaffins,isomerization of alkylcyclopentanes,and substituted aromatics and hydrocracking of paraffins and naphthenes to lower hydrocarbons.The major reactions in the first reactor are endothermic and very fast,such as dehydrogenation of naphthenes.As the feedstock passes through the reactors,the reactions become less endothermic and the temperature dif-ferential across them decreases.
Recently there has been a renewed interest in the reforming process,first,because reformate is a major source of aromatics in gasoline,and second,because of the new legislation of benzene and aromatics content in commercial gasolines.In this sense,refiners have reduced the severity of the industrial reforming plants in order to decrease the amount of aromatics in gasoline, however it adversely affects the reformate octane.1 Because of these reasons,it is very important to develop an appropriate kinetic model capable of predict-ing the detailed reformate composition in order to use it,in combination with a catalytic reforming reactor model,for simulation and optimization purposes. Various kinetic models to represent catalytic reform-ing have been reported in the literature,which have different levels of sophistication.2-6All of these models consider some or all of the reactions mentioned earlier and they idealize the complex naphtha mixture so that each of the three hydrocarbon classes,paraffins,naph-thenes,and aromatics,is represented by a single compound having the average properties of that class. The kinetic model of Krane et al.3is one of the more elaborate models which considers all possible reactions for each individual hydrocarbon.However,the temper-ature and pressure dependency on the rate constants was not reported.In addition,this model does not consider the formation of the main benzene precursor (N6:cyclohexane)via isomerization of methylcyclopen-tane(MCP),and it does not take into account the reaction rates of hydrocarbons with11atoms of carbon because only hydrocarbon up to10atoms of carbon are considered.In the present paper the Krane et al.model is extended in order to consider these deficiencies.
*To whom correspondence should be addressed.Instituto Mexicano del Petro′leo.FAX:(+52-5)587-3967.E-mail:jancheyt@imp.mx.
(1)Unzelman,G.H.Oil Gas J.1990,88(15),43.
(2)Smith,R.B.Chem.Eng.Prog.1959,55(6),76-80.
(3)Krane,H.G.;Groh, A. B.;Shulman, B. D.;Sinfeit,J.H. Proceedings of the5th World Petroleum Congress1959,39-51.
(4)Henningsen,J.;Bundgaard,N.M.Chem.Eng.1970,15,1073-1087.
(5)Ramage,M.P.;Grazianai,K.R.;Krambeck,F.J.Chem.Eng. Sci.1980,35,41-48.
(6)Padmavathi,G.;Chaudhuri,K.K.Can.J.Chem.Eng.1997,75, 930-937.
1032Energy&Fuels2000,14,1032-1037
10.1021/ef0000274CCC:$19.00?2000American Chemical Society
Published on Web08/02/2000
2.Kinetic Model
The proposed kinetic model is an extension of the model reported by Krane et al.,3which utilizes lumped mathematical representation of the reactions that take place.These representations are written in terms of isomers of the same nature(paraffins,naphthenes,or aromatics).These groups range from1to10carbon atoms for paraffins,and from6to10carbon atoms for naphthenes and aromatics.The Krane model includes the chemical reactions summarized in the first column of Table1.
2.1.Kinetic Constants for C11Hydrocarbons.A catalytic reforming feedstock includes compounds hav-ing carbon number up to C11as can be seen in Table2. The Krane model groups in three lumps the hydrocar-bons with10and11atoms of carbon(P10+)P10+P11, N10+)N10+N11,and A10+)A10+A11,called in general as C10+)C10+C11).This implies that the reaction rate
for each hydrocarbon has the following equation:
Equation1can also be written as a function of C10and C11and their individual kinetic constants(k10and k11) as follows:
From eqs1and2the following expression can be obtained:
where
Equations3and5can be used for evaluating the individual kinetic constants for hydrocarbons with10 and11atoms of carbon,k10and k11,respectively.In this calculation,the two ratios defined by eqs4and5are needed.
To evaluate the constant R for each hydrocarbon type (eq4),various PIONA analysis of the feedstock of an industrial catalytic reforming plant in a period of three months were used.The individual and average values of these analysis are presented in Table2.The different values of R are:P10/P11)9.099,N10/N11)5.087,and A10/A11)24.294.
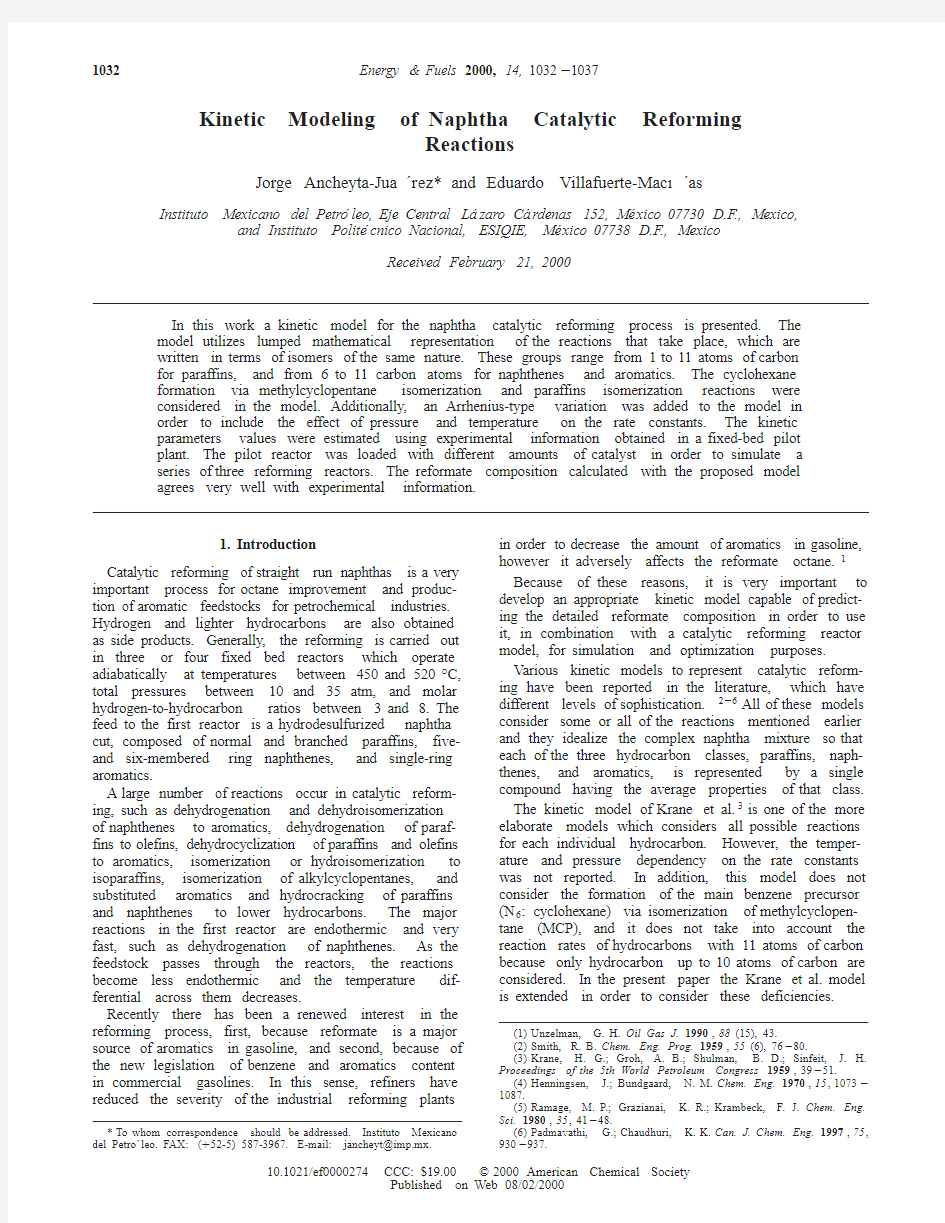
The values of K(eq5)were obtained by extrapolation using various kinetic constant ratios reported by Krane et al.3(k7/k6,k8/k7,k9/k8,and k10/k9)as a function of the number of atoms of carbon.Figure1shows this proce-dure for two reactions of hydrocracking of paraffins to paraffins with less number of carbon atoms.The com-plete results of these extrapolations and the final values of the individual kinetic constants for hydrocarbon with 10and11atoms of carbon are presented in Table3.
2.2.Benzene Formation.The Krane model does not consider neither the cyclohexane formation via MCP isomerization(MCP T N6)nor the MCP production from P6(P6T MCP).The Krane model only takes into account the following path reaction:P6T N6T A6.
As it was mentioned before,it is very important to accurately predict benzene content in reformate.Be-cause it is impossible to tell exactly how much benzene is produced by each of the various identified reaction mechanisms,7the assumption that all benzene is pro-duced via cyclohexane dehydrogenation was considered in the present work,and the reaction network shown in Figure2,which includes the already mentioned path reaction with MCP,was added to the Krane model. 2.3.Isomerization of Paraffins.Isomerization of normal paraffins to isoparaffins is highly desirable reaction that contributes to the increase of reformate octane numbers during naphtha reforming.These are moderately fast reactions catalyzed by acid sites,and the reaction rate increases with increasing temperature and pressure.8Therefore,the splitting of paraffins lumps in n-paraffins and i-paraffins is a very important aspect to be considered.It is common to assume that the isomerization reactions are rapid enough to closely approach thermodynamic equilibrium at normal reform-ing conditions.9Hence,in this work the paraffins distribution was calculated by known equilibrium. 2.4.Effects of Pressure and Temperature on Kinetic Constants.The Krane model satisfactorily describes the reforming process,although its only seri-ous limitation is that it does not include the influence of temperature on the kinetic constants.In other words, this model is limited to the representation of isothermal operation at some point within the experimental tem-perature range in which Krane fit the parameters(800-960°F).To overcome this limitation,an Arrhenius-type variation of the rate constants was previously re-
(7)Turpin,L.E.Hyd.Proc.1992(June),81-91.
(8)Padmavathi,G.;Chaudhuri,K.K.Can.J.Chem Eng.1997,75, 930-937.
(9)Gates,B.C.;Katzer,J.R.;Schuilt,G.C.A.Chemistry of Catalytic Processes;McGraw-Hill book Co.:New York,1979;p184.
d C
10
+ d(1SV))k
10
+C
10
+)k
10
+(C
10
+C
11
)(1)
d C
10
+ d(1SV))k
10
C
10
+k
11
C
11
(2)
k 10)
k
10
+(R+1)
(R+K)
(3)
R)
C
10
C
11
(4)
K)
k
11
k
10
(5)
Table1.Reactions of the Krane et al.1and the Proposed
Kinetic Models
number of reactions
reaction a Krane model this work
paraffins
P n f N n46
P n f P n-i+P i2126
subtotal2532
naphthenes
N n f A n56
N n f N n-i+P i611
N n f P n57
subtotal1624
aromatics
A n f A n-i+P i57
A n f P n45
A n f N n11
subtotal1013
total5371
a n:number of atoms of carbon(1e i e5)
Naphtha Catalytic Reforming Reactions Energy&Fuels,Vol.14,No.5,20001033
ported.10The activation energy values for all reactions were taken from the literature.4
Another limitation of the Krane model is that experi-mental data do not include variations in operating pressure.The model,therefore,is valid only at the base pressure (300psig).It is well-known that pressure affects the equilibrium conversion of reforming reactions in which a change of volume occurs as a result of the chemical reaction.Thus,in this work a factor that accounts for the pressure effect on the rate constant was also included.10,11
The equation for the combined effect of temperature and pressure on the kinetic constants can be expressed
as follows.10The values of activation energies and pressure effect factors are given in Tables 4and 5,respectively.
2.5.The Proposed Kinetic Model.On the basis of the above discussion,the chemical reactions included in the proposed kinetic model are presented in the second column of Table 1.This model has 18more reactions compared to the Krane model.
Four more lumps can be directly predicted with this new model,P 11,N 11,A 11,and MCP,and by equilibrium calculations,six iso-paraffin lumps (i-P 5,i-P 6,i-P 7,i-P 8,i -P 9,i -P 10)can also be estimated.In addition,benzene formation can be more accurately calculated,since the reactions between N 6and MCP were incorporated to the model.
3.Pilot Plant Experiments
3.1.Materials.The feedstock used in this study was an hydrodesulfurized straight-run naphtha (distillation range:82.3-168.1°C and density of 0.74g/mL)recovered from an industrial naphtha HDS unit.The composition as determined by GC analysis is presented in Table 6.
The hydrodesulfurized naphtha contained less than 0.5wppm sulfur,and its water content was less than 1wppm.The feedstock was derived from a crude oil with the following properties:26.9°API,2.3wt %sulfur,4.5wt %asphaltenes,5.9wt %Conradson carbon,and 54and 266wppm of Ni and V,respectively.
The catalyst used in this investigation was a commercial available Pt -Re reforming sample (Pt,0.29wt %;Re,0.29wt
(10)Ancheyta,J.J.;Aguilar,R.E.Oil Gas J.1994,Jan.31,93-95.
(11)Jenkins,J.H.;Stephens,T.W.Hyd.Proc.1980(Nov),163-167.
Table 2.PIONA Analysis of a Catalytic Reforming Feedstock
sample 1
sample 2sample 3sample 4sample 5sample 6average n -paraffins
C 40.000 1.5680.0000.0000.0000.0000.261C 5 1.81811.3689.81810.362 1.983 1.392 6.124C 69.6338.0348.3568.4129.4679.4778.897C 78.116 6.7787.1147.1488.3868.4027.657C 8 6.464 5.326 5.602 5.616 6.640 6.683 6.055C 9 4.454 3.514 3.858 3.809 4.625 4.680 4.157C 10 1.640 1.403 1.707 1.635 1.948 2.066 1.733C 11
0.2970.2660.3210.2920.3180.3700.311i -paraffins C 40.0000.0760.0000.0000.0000.0000.013C 50.565 6.459 3.191 3.7710.7940.453 2.539C 68.8387.2697.4487.469 4.845 5.299 6.861C 7 6.759 5.656 5.932 5.965 6.943 6.963 6.370C 87.070 5.897 6.310 6.1877.2897.344 6.680C 9 6.241 5.066 5.499 5.311 6.448 6.509 5.846C 10 3.526 2.840 3.384 3.221 3.899 4.402 3.545C 11
0.2120.2030.2810.2540.2890.3740.269naphthenes C 50.8970.9770.9730.9780.3330.2860.741C 6 5.069 4.345 4.435 4.434 5.226 5.166 4.783C 7 6.934 6.038 6.071 6.0657.1797.157 6.574C 8 5.112 4.307 4.593 4.565 5.320 5.461 4.893C 9 1.842 1.535 1.655 1.578 1.938 1.970 1.753C 100.4950.3980.5580.4920.5610.6410.524C 11
0.0960.0850.1060.0990.1050.1250.103aromatics C 6 1.393 1.074 1.200 1.199 1.380 1.351 1.266C 7 3.506 2.676 3.024 3.038 3.634 3.576 3.242C 8 5.326 4.015 4.529 4.542 5.507 5.428 4.891C 9 2.908 2.186 2.956 2.671 3.488 3.218 2.905C 100.7070.5690.9030.8300.891 1.0560.826C 11
0.032
0.032
0.035
0.031
0.036
0.037
0.034
Figure 1.Evaluation of the constant K for P 11dehydrogena-tion reactions.
k i )k i
0[E Aj R (
1T 0-1
T
)](P P 0
)
R k
(6)
1034Energy &Fuels,Vol.14,No.5,2000Ancheyta-Jua ′rez and Villafuerte-Mac?′as
%)having a surface area of221m2/g,pore volume of0.36mL/ gm,and particle diameter of1.6mm.
3.2.Pilot Plant Tests.The tests were performed in a fixed-bed pilot plant with hydrogen recycle.The unit consists of a stainless steel reactor(internal diameter of2.5cm and length of25cm),which was operated in isothermal mode by inde-pendent temperature control of a three-zone electric furnace.
The tests were carried out at pressure of10.5kg/cm2;molar H2/hydrocarbon ratio of6.5;and temperatures of490,500and 510°C.
To simulate a series of three reforming reactors,the pilot reactor was loaded with different amounts of catalyst,6,15, and30mL keeping the same naphtha flow at a constant value of102mL/h in order to have different space-velocities(WHSV), 17.72,7.09,and 3.54h-1,respectively.These amounts of catalyst and WHSV were selected in order to have20%of the total mass of catalyst in the first reactor,30%in the second reactor,and50%in the third reactor.
The catalyst beds were diluted with an inert with the same particle size as the catalyst itself in order to have a better distribution of heat losses over the reactor,so that equalization of the temperature can take place more readly.
The degree of dilution was varied depending on the amount of catalyst loaded in the reactor.The highest dilution was used for experiments with20%of the total mass of catalyst.The temperature drop,measured with an axial thermocouple,was
less than5°C.
Reformate samples were collected in a high-pressure product receiver.The remaining C4-cracking products were removed by distillation afterward.The stabilized reformate was ana-lyzed on paraffins,i-paraffins,naphthenes,and aromatics by GC.
4.Results and Discussion
4.1.Reforming Experiments.Table7shows the detailed composition of the reformate as a function of reaction temperatures at WHSV of3.54h-1.It can be observed that aromatics hydrocarbons in the feedstocks pass thought the unit essentially unchanged,and their yields are higher as the reactor temperature increases. Therefore,the total amount of aromatics increases from 13.28mol%to52.8,56.66,and61.19mol%at490,500, and510°C,respectively.It should be noted that the most important increase is observed in lighter aromat-ics,especially A6,A7,and A8.
Naphthenes react relatively easily and are highly selective to aromatics compounds via dehydrogenation. This reaction proceeds essentially to completion.In this work,N6,N9,N10,and N11disappear completely and the conversion of N7and N8is higher than82%.It was also confirmed that naphthenes dehydrogenation is favored by high reaction temperature as they were almost completely converted at temperatures higher than490°C(>86%conversion of total amount of naphthenes).This is the main reason because naph-thenes are the most desirable components in reforming feedstocks.
The paraffins isomerization reaction is very important because naphthas contain a high percentage of normal paraffins,which,after isomerization,yield products with a higher octane number.This reaction occurs rapidly at commercial operating temperatures and it is limited by the thermodynamic equilibrium.The temperature has little influence on it because the heat of reaction is
Table3.Individual Kinetic Constants for Hydrocarbons with10and11Atoms of Carbon reaction C6/C5C7/C6C8/C7C9/C8C10/C9C11/C10k+10a k10k11 P f N 2.2931 1.3609 1.4033 1.46450.02540.02430.0356 P n f P n-1+P1 1.1667 1.0000 1.3571 1.5789 1.6333 1.6678b0.00490.00460.0077
P n f P n-2+P2 1.2000 1.0000 1.3888 1.5600 1.6154 1.6499b0.00630.00590.0097 P n f P n-3+P3 1.1852 1.3438 1.5814 1.6029 1.61700.01090.01030.0166 P n f P n-4+P4 1.5714 1.6182 1.62120.00890.00840.0135 P n f P n-5+P50.01240.01170.0191 N f P0.1351 2.3500 1.1489 1.0000 1.00000.00540.00540.0054 N f A 2.2587 2.3678 1.1395 1.0000 1.00000.24500.24500.2450 N n f N n-1+P114.111 1.0551 1.00000.01340.01340.0134 N n f N n-2+P2 1.0551 1.00000.01340.01340.0134 N n f N n-3+P3 1.00000.00800.00800.0080 A n f A n-1+P1 5.0000 1.2000 1.00000.00060.00060.0006 A n f A n-2+P2 1.2000 1.00000.00060.00060.0008 A f P 1.0000 1.0000 1.0000 1.00000.00160.00160.0016 a Original kinetic constant.b Values evaluated with Figure1.
Figure2.Reaction network for benzene formation.
Table4.Activation Energies for Each Reforming
Reaction4
reaction j E Aj(kcal/mol) paraffins
P n f N n45
P n f P n-i+P i55
naphthenes
N n f A n30
N n f N n-i+P i55
N n f P n45
aromatics
A n f A n-i+P i40
A n f P n45
A n f N n30
Table5.Factors for Pressure Effect10
reaction k R k
isomerization0.370
dehydrocyclization-0.700
hydrocracking0.433
hydrodealquilation0.500
Table6.PIONA Analysis of the Pilot Plant Feedstock n-paraffins i-paraffins naphthenes aromatics C4
C5 3.80 3.400.42
C6 4.40 6.70 3.210.80
C7 3.20 6.20 5.80 3.22
C8 6.36 6.52 4.71 4.71
C9 5.098.32 3.56 4.21
C10 2.97 6.220.60 2.70
C11 2.200.400.30
Naphtha Catalytic Reforming Reactions Energy&Fuels,Vol.14,No.5,20001035
low.In this work,the naphtha used in the experiments has a high paraffin content(34.56mol%n-paraffins and 34.69mol%i-paraffins).
The most difficult reaction to promote is the dehy-drocyclization of paraffins,which consists of molecular arrangements of a paraffin to a naphthene.Heavy paraffins(P9,P10,and P11)have conversions higher than 92%and lighter paraffins showed lower values(Table 7).This is because the increase in the probability of ring formation is high as the molecular weight of the paraffin increases.Similarly to the naphthenes dehydrogenation reaction,paraffins dehydrocyclization is favored at high reaction temperatures.
4.2.Kinetic Parameters of the Proposed Model. The71kinetic parameters of the proposed kinetic model were estimated using the experimental information obtained at reaction temperature of490°C and different WHSV.
For each reaction step,a kinetic expression was formulated as a function of product yields and kinetic constants.
All reactions are presumed to be pseudo-first order with respect to the hydrocarbon.The equations for all the reaction steps are combined into24simultaneous differential equations,which comprise the kinetic model. The kinetic model was incorporated into an isother-mal plug flow reactor model.To ensure that the data were collected in the true kinetic regime and transport effects were insignificant,the following criteria were examined and satisfied:12
where
To evaluate the product yields as a function of reactor length from a set of kinetic constants a pseudo-homogeneous model13was used,which was solved with a Runge-Kutta method.
The minimization of the objective function,based on the sum of square errors between experimental and calculated yields,was applied to find the best set of kinetic parameters.This objective function was solved using the least squares criterion with a nonlinear regression procedure based on Marquardt’s algorithm.14 Most of the initial values of the kinetic parameters were those reported by Krane et al.3The best values of all the kinetic constants are presented in Table8.
4.3.Validation of the Kinetic Model.The conver-sion of some selected hydrocarbon types(n-P5,i-P5,P6, P7,MCP,N6,N7,and A6)as a function of position in the catalyst bed is shown in Figure3.The solid lines represent the values calculated with the proposed kinetic model and the symbols the experimental data. It can be observed that the calculated compositions agree very well with experimental information with average deviation less than3%.
It can also be seen from Figure3that,as the naphtha passes through the catalyst bed,A6concentration increases.The same behavior was found with all aromatics compounds.The concentration of N6and N7 and heavy paraffins(P7-P11,only P7is shown in Figure 3)decrease as they undergo conversion.A high rate of
(12)Mears,D.Ind.Eng.Chem.Proc.Des.Dev.1971,10,541.
(13)Foment,G.F.;Bischoff,K.B.Chemical Reactor Analysis and Design;John Wiley&Sons:1990.
(14)Marquardt,D.W.J.Soc.Ind.Appl.Math.1963,2,431-441.
https://www.360docs.net/doc/1214923106.html,position of Different Reformates at WHSV
of3.54h-1
reaction temperature
490°C500°C510°C n-paraffins
P110.010.010.00
P100.090.000.00
P90.400.280.18
P8 1.220.910.63
P7 2.91 2.44 1.97
P6 5.50 5.21 4.40
P5 5.25 4.96 4.85
total15.3813.9712.03 i-paraffins
i P100.280.170.85
i P9 1.50 1.240.67
i P8 3.75 2.74 2.01
i P77.997.27 6.07
i P69.399.489.83
i P5 6.39 6.18 5.53
total29.3027.0824.96 naphthenes
N110.000.000.00
N100.000.000.00
N90.010.020.01
N80.630.660.38
N70.330.310.27
N60.010.010.01
MCP 1.35 1.23 1.15
total 2.33 2.23 1.82 aromatics
A110.97 1.10 1.25
A10 5.60 5.75 5.99
A912.5113.1714.17
A815.6316.8618.20
A712.8013.8815.02
A6 5.29 5.90 6.56
total52.8056.6661.19
Table8.Kinetic Constants of the Proposed Model reaction step k reaction step k reaction step k
P11f N110.0356P8f P40.0070N8f N7+P10.0007 P10f N100.0243P7f P6+P10.0027N11f A110.6738 P9f N90.0500P7f P5+P20.0018N10f A100.3198 P8f N80.0266P7f P4+P30.0043N9f A90.2205 P7f N70.0076P6f P5+P10.0018N8f A80.2150 P6f N60.0000P6f P4+P20.0016N7f A70.0788 P6f MCP0.0042P6f2P30.0025N6f A60.1368 P11f P10+P10.0075P5f P4+P10.0018A11f P110.0016 P11f P9+P20.0100P5f P3+P20.0022A10f P100.0016 P11f P8+P30.0135N11f P110.0050A9f P90.0016 P11f P7+P40.0135N10f P100.0054A8f P80.0011 P11f P6+P50.0191N9f P90.0054A7f P70.0016 P10f P9+P10.0015N8f P80.0025A11f A10+P10.0006 P10f P8+P20.0054N7f P70.0019A11f A9+P20.0006 P10f P7+P30.0160N6f P60.0204A10f A9+P10.0006 P10f P6+P40.0095MCP f P60.0008A1f A8+P20.0006 P10f2P50.0095N11f N10+P10.0134A10f A7+P30.0000 P9f P8+P10.0030N11f N9+P20.0134A9f A8+P10.0005 P9f P7+P20.0039N11f N8+P30.0080A9f A7+P20.0005 P9f P6+P30.0068N10f N9+P10.0134A8f A7+P10.0001 P9f P5+P40.0058N10f N8+P20.0134A6f N60.0015 P8f P7+P10.0019N10f N7+P30.0080MCP f N60.0238 P8f P6+P20.0056N9f N8+P10.0127N6f MCP0.0040 P8f P5+P30.0034N9f N7+P20.0127
L
d
p
>
20n
Pe
ln
1
1-x
(7)
Pe)0.087Re
p
0.23(L d p)(8)
1036Energy&Fuels,Vol.14,No.5,2000Ancheyta-Jua′rez and Villafuerte-Mac?′as
conversion of naphthenes was found in the first30%of the catalyst bed.After60%of the catalyst bed,naph-thenes concentration approaches a very low steady-state value.
The relative rates of naphthenes and paraffins con-version are very different in the first20-30%of the catalyst bed.While N6and N7are almost totally converted in this section,MCP and paraffins have a low conversion.This means that MCP is much less reactive than N6or N7.
The A6composition calculated with the proposed kinetic model matches very well with experimental data with a maximum deviation of2%.
Conclusions
A new kinetic model for naphtha catalytic reforming reactions has been developed.The model takes into account the most important reactions of this process in terms of isomers of the same nature(paraffins,naph-thenes,and aromatics).
The groups range from1to11carbon atoms for paraffins and from6to11atoms of carbon for naph-thenes and aromatics.Paraffins and MCP isomerization reactions are also included,and the effects of temper-ature and pressure on the kinetic constants were added as an Arrhenius-type variation.
The proposed kinetic model has24differential equa-tion with71kinetic parameters,which were estimated using experimental information obtained in a fixed-bed pilot plant.The calculated reformate composition agrees very well with experimental data with average deviation less than3%.
Nomenclature
A10)aromatics with10atoms of carbon
A10+)aromatics with10+11atoms of carbon
A11)aromatics with11atoms of carbon
C10)hydrocarbons with10atoms of carbon
C10+)hydrocarbons with10+11atoms of carbon
C11)hydrocarbons with11atoms of carbon
d p)particl
e diameter
E A)activation energy
k i)kinetic constant at T
k i o)kinetic constant at To
k10)kinetic constant for hydrocarbons with10atoms of carbon
k10+)kinetic constant for hydrocarbons with10+11atoms of carbon
k11)kinetic constant for hydrocarbons with11atoms of carbon
L)reactor length
n)reaction order
N10)naphthenes with10atoms of carbon
N10+)naphthenes with10+11atoms of carbon
N11)naphthenes with11atoms of carbon
P)reaction pressure
Po)base reaction pressure
P10)paraffins with10atoms of carbon
P10+)paraffins with10+11atoms of carbon
P11)paraffins with11atoms of carbon
Pe)Peclet number
Re p)Reynolds number based on particle diameter
SV)space velocity
T)reaction temperature
To)base reaction temperature
x)conversion
Acknowledgment.The authors wish to thank In-stituto Mexicano del Petro′leo for its financial support EF0000274
Figure3.Experimental(points)and calculated(lines)refor-
mate composition at510°C.
Naphtha Catalytic Reforming Reactions Energy&Fuels,Vol.14,No.5,20001037
炼厂基本工艺流程
海科公司主要装置知识汇总 常减压装置: 原料:原油 产品:汽油(7-8%)、柴油(20-30%)、蜡油(20-30%)、渣油(40%左右) 常减压蒸馏:将原油按其各组分的沸点和饱和蒸汽压的不同而进行分离的一种加工手段。这是一个物理变化过程,分为常压过程和减压过程。我公司大常减压装置加工能力是100万吨/年。 精馏过程的必要条件: 1)主要是依靠多次气化及多次冷凝的方法,实现对液体混合物的分离。因此,液体混合物中各组分的相对挥发度有明显差异是实现精馏过程的首要条件。 2)塔顶加入轻组分浓度很高的回流液体,塔底用加热或汽提的方法产生热的蒸汽。 3)塔内要装设有塔板或者填料,使下部上升的温度较高、重组分含量较多的蒸气与上部下降的温度较低、轻组分含量较多的液体相接处,同时进行传热和传质过程。 原油形状:天然石油通常是淡黄色到黑色的流动或半流动的粘稠液体,也有暗绿色、赤褐色的,通常都比水轻,比重在0.8-0.98之间,但个别也有比水重的,比重达到1.02。许多石油都有程度不同的臭味,这是因为含有硫化物的缘故。 石油主要由C和H两种元素组成,由C和H两种元素组成的碳氢化合物,是石油炼制过程中加工和利用的主要对象。 主要元素:C、H、S、O、N
微量元素:Ni、V、Fe、Cu、Ga、S、Cl、P、Si 常减压装置的原理:根据石油中各种组分的沸点不同且随压力的变化而改变的特点,通过蒸馏的办法将其分离成满足产品要求或后续装置加工要求的各种馏分。因此,原油蒸馏的基本过程是:加热、汽化、冷凝、冷却以及在这些过程当中所发生的传质、传热过程。 常减压蒸馏是石油加工的第一个程序,第一套生产装置。根据原油的品质情况和生产的目的不同,常减压蒸馏装置通常有三种类型,一种是燃料型,另一种是燃料润滑油型,还有一种是化工型。 燃料型生产装置,主要生产:石脑油、煤油、柴油、催化裂化原料或者加氢裂化、加氢处理原料、减粘原料、焦化原料、氧化沥青原料或者直接生产道路沥青;燃料润滑油型生产装置,主要生产除燃料之外,还在减压蒸馏塔生产润滑油基础油原料;化工型生产装置主要生产的是裂解原料。 原油预处理(电脱盐)部分、换热网络(余热回收)及加热炉部分、常压蒸馏部分、减压蒸馏部分。 三塔流程:初馏塔、常压蒸馏塔、减压蒸馏塔 焦化联合装置: 我公司延迟焦化装置规模37.5万吨/年,加氢精制装置40万吨/年,干气制氢装置规模3000Nm3/年。 焦化联合装置配套配合生产,焦化部分采用国内成熟的常规焦化技术,运用一炉两塔工艺,井架式水力除焦系统,无堵焦阀,尽量多产汽、柴油。加氢部分采用国内成熟的加氢精制工艺技术,催化剂采用中国石油化工集团公司抚顺石油化工研究所开发的FH-UDS、FH-UDS-2加氢精制催化剂。反应部分采用炉前
上市公司破产重整流程
[上市公司破产重整流程]国内公司上市流程 [上市公司破产重整流程]国内公司上市流程篇一 : 国内公司上市流程 公司上市流程 改制上市的基本业务流程来看,一般要经历股份有限公司设立、上市辅导、发行申报与审核、股票发行与挂牌上市等阶段。金额的比例,均不超过30%。 11、具有完整的业务体系,最近一年和最近一期,公司委托控股股东及其全资或控股企业,进行产品销售或原材料采购的金额,占公司主营业务收入或外购原材料金额的比例,均不超过30%。 12、具有开展生产经营所必备的资产,最近一年和最近一期,以承包、委托经营、租赁或其他类似方式,依赖控股股东及其全资或控股企业的资产进行生产经营所产生的收入,均不超过其主营业务收入的30%。 13、董事长、副董事长、总经理、副总经理、财务负责人、董事会秘书,没有在控股股东中担任除董事以外的其他行政职务,也没有在控股股东处领薪。 14、除国务院规定的投资公司和控股公司外,公司所累计投资额不得超过本公司净资产的百分之五十。 15、董事会成员中应当至少包括三分之一独立董事,且独立董事中至少包括一名会计专业人士。 16、所募集的资金有明确用途,投资项目经过慎重论证,酬资额不得超过公司上年度末经审计净资产值的两倍。 为股票发行申请文件的制作做好准备工作 1、聘请律师和具有证券业务资格的注册会计师分别着手开展核查验证和审计工作。
2、和保荐机构共同制定初步发行方案,明确股票发行规模、发行价格、发行方式、募集资金投资项目及滚存利润的分配方式,并形成相关文件以供股东大会审议。 3、对募集资金投资项目的可行性进行评估,并出具募集资金可行性研究报告;需要相关部门批准的募集资金投资项目,取得有关部门的批文。 4、对于需要环保部门出具环保证明的设备、生产线等,应组织专门人员向环保部门申请环保测试,并获得环保部门出具的相关证明文件。 5、整理公司最近3年的所得税纳税申报表,并向税务部门申请出具公司最近3年是否存在税收违规的证明。 制作股票发行申请文件 股票发行申请文件主要包括以下内容: 1、招股说明书及招股说明书摘要; 2、最近3年审计报告及财务报告全文; 3、股票发行方案与发行公告; 4、保荐机构向证监会推荐公司发行股票的函; 5、保荐机构关于公司申请文件的核查意见; 6、辅导机构报证监局备案的《股票发行上市辅导汇总报告》; 7、律师出具的法律意见书和律师工作报告; 8、企业申请发行股票的报告; 9、企业发行股票授权董事会处理有关事宜的股东大会决议; 10、本次募集资金运用方案及股东大会的决议; 11、有权部门对固定资产投资项目建议书的批准文件; 12、募集资金运用项目的可行性研究报告; 13、股份公司设立的相关文件;
催化裂化产品方案解析(doc 5页)
催化裂化产品方案分析 催化裂化是石油炼制过程之一,是在热和的作用下使发生裂化反应,转变为裂化气、汽油和等的过程。 催化裂化原料是原油通过原油(或其他过程)分馏所得的重质;或在重质馏分油中掺入少量渣油,或经脱后的脱沥青渣油;或全部用常压渣油或。在反应过程中由于不挥发的类碳物质沉积在上,缩合为,使催化剂活性下降,需要用空气烧去(见催化剂再生),以恢复催化活性,并提供裂化反应所需热量。催化裂化是从重质油生产的主要过程之一。所产汽油高(马达法80左右),裂化气(一种)含、、异构烃多。 催化裂化技术由E.J.胡德利研究成功,于1936年由美国索康尼真空油公司和合作实现工业化,当时采用,反应和催化剂再生交替进行。由于高压缩比的需要较高辛烷值汽油,催化裂化向移动床(反应和催化剂再生在中进行)和流化床(反应和催化剂再生在中进行)两个方向发展。移动床催化裂化因设备复杂逐渐被淘汰;流化床催化裂化设备较简单、处理能力大、较易操作,得到较大发展。60年代,出现分子筛催化剂,因其活性高,裂化反应改在一个管式反应器(反应器)中进行,称为提升管催化裂化。 1958年在兰州建成移动床催化裂化装置,1965年在抚顺建成流化床催化裂化装置,1974年在玉门建成提升管催化裂化装置。1984年,中国催化裂化装置共39套,占原油加工能力23%。
反应机理:与按机理进行的热裂化不同,催化裂化是按机理进行的,催化剂促进了裂化、和芳构化反应,裂化产物比热裂化具有更高的经济价值,气体中C3和C4较多,异构物多;汽油中异构烃多,极少,较多。其主要反应包括:①分解,使重质烃转变为轻质烃;②异构化;③氢转移;④芳构化;⑤、生焦反应。异构化和芳构化使低辛烷值的直链烃转变为高辛烷值的异构烃和芳烃。 装置类型:流化床催化裂化装置有多种类型,按反应器(或沉降器)和再生器布置的的不同可分为两大类:①反应器和再生器分开布置的并列式;②反应器和再生器架叠在一起的同轴式。并列式又由于反应器(或沉降器)和再生器位置高低的不同而分为同高并列式和高低并列式两类。 同高并列式主要特点是:①催化剂由U型管密相输送;②反应器和再生器间的催化剂循环主要靠改变两端的催化剂密度来调节;③由反应器输送到再生器的催化剂,不通过再生器的分布板,直接由
模拟法庭 流程
模拟法庭流程 一. 书记员入场,请旁听人员保持肃静,宣读法庭纪律: 1) 未经法庭允许不准录音录像摄影 2) 除因审判需要允许工作人员进入审判区,其他人员一律不得进入审判区 3) 不准鼓掌喧哗吵闹和其他妨碍审判活动的行为 4) 未经审判长允许不得发言提问 5) 对于违反法庭纪律的人员审判长可以口头警告训诫也可以没收录音录像和摄影器材责令退出法庭或予以罚款拘留 6) 对哄闹冲击法庭侮辱诽谤殴打审判人员等严重扰乱法庭秩序的人依法追究刑事责任,情节较轻的予以罚款 二. 传被告和被告代理人原告原告代理人到庭 书记员:现在查明当事人及其他诉讼参与人是否到庭。原告和委托代理人是否到庭? 原告:到庭 书记员:被告及其委托代理人是否到庭 被告:到庭 书记员:请全体起立请审判人员入庭 审判长:请坐 书记员:报告审判长原告及其委托代理人和原告以及其委托代理人均已到庭,开庭准备程序已经结束,可以开庭 三、开庭并为正式审理做准备 审判长:开庭。开庭前法庭已经将起诉书副本和答辩状副本送达个当事人,双方是否收到? 当事人:收到 审判长:本庭于庭前已经送达权利义务告知书,举证须知,双方是否明确自己的权利义务? 当事人:知道 审判长:本庭由审判长王远勇,审判员张雪利、唐卡组成本庭合议庭,由唐卡担
任书记员,原告对本庭的组成人员是否有异议,是否申请回避? 原告:没有异议,不申请回避 审判长:被告对本庭组成人员是否有异议,是否申请回避? 被告:没有异议,不申请回避 审判长:原告代理人的代理权限? 原告代理人:我是原告的代理人彭思,我的代理权限是全权代理,这里是我的授权委托书 审判长:被告代理人及其代理权限 被告代理人:我是被告代理人刘晓芬。我的代理权限是一般代理,这是我的委托授权书 审判长:现在本庭适用民事诉法普通程序公开审理案件。 四、法庭调查 (一)审判长宣布 现在进行法庭调查,法庭调查是通过双方当事人以及其诉讼代理人的陈述、举证、质疑,查明案件事实,重点是当事人争议的事实以及本合议庭认为应当调查的事实。依照《中华人民共和国民事诉讼法》第64条规定,当事人对自己的主张有责任提供证据,反驳对方的主张也应当提供依据并说明理由。 (二)当事人陈述 长:请原告向法庭陈述诉讼请求(上诉请求)以及所依据的事实和理由。 原告: 长:代理人是否有补充。 (原)代理人: 长:请被告对原告(或上诉人)的起诉(或上诉)作答辩: 被告: 长:委托代理人有无补充意见。 被告代理人:
催化裂化的工艺特点及基本原理
教案 叶蔚君 5.1催化裂化的工艺特点及基本原理 [引入]: 先提问复习,再从我国催化裂化汽油产量所占汽油总量的比例引入本章内容。 [板书]:催化裂化 一、概述 1、催化裂化的定义、反应原料、反应产物、生产目的 [讲述]: 1.催化裂化的定义(重质油在酸性催化剂存在下,在470~530O C的温度和0.1~0.3MPa的条件下,发生一系列化学反应,转化成气体、汽油、柴油等轻质产品和焦炭的过程。)、 反应原料:重质油;(轻质油、气体和焦炭)、(轻质油); [板书]2.催化裂化在炼油厂申的地位和作用: [讲述]以汽油为例,据1988年统计,全世界每年汽油总消费量约为6.5亿吨以上,我国汽油总产量为1750万吨,从质量上看,目前各国普通级汽油一般为90-92RON、优质汽油为96-98RON,我国1988年颁布车用汽油指标有两个牌号,其研究法辛烷值分别为不低于90和97。 但是,轻质油品的来源只靠直接从原油中蒸馏取得是远远不够的。一般原油经常减压蒸馏所提供的汽油、煤油和柴油等轻质油品仅有10-40%,如果要得到更多的轻质产品以解决供需矛盾,就必须对其余
的生质馏分以及残渣油进行二次加工。而且,直馏汽油的辛烷值太低,一般只有40-60MON,必须与二次加工汽油调合使用。 国内外常用的二次加工手段主要有热裂化、焦化、催化裂化和加氢裂化等。而热裂化由于技术落后很少发展,而且正逐渐被淘汰,焦化只适用于加工减压渣油,加氢裂化虽然技术上先进、产品收率高、质量好、灵活性大,但设备复杂,而且需大量氢气,因此,技术经济上受到一定限制,所以,使得催化裂化在石油的二次加工过程中占居着重要地位(在各个主要二次加工工艺中居于首位)。特别是在我国,车用汽油的组成最主要的是催化裂化汽油,约占近80%。因此,要改善汽油质量提高辛烷值,首先需要把催化裂化汽油辛烷值提上去。目前我国催化裂化汽油辛烷值RON偏低,必须采取措施改进工艺操作,提高催化剂质量,迅速赶上国际先进水平。 [板书]3催化裂化过程具有以下几个特点 [讲述] (1)轻质油收率高,可达70%-80%,而原料初馏的轻质油收率仅为10%~40%。所说轻质油是指汽抽、煤油和柴油的总和。 (2)催化汽油的辛烷值较高,研究法辛烷值可达85以上。汽油的安定性也较好。 (3)催化柴油的十六烷值低,常与直馏柴油调合使用或经加氢精制提高十六烷值。 (4)催化裂化气体产品产率约为10%~20%左右,其中90%左右是C3,C4(称为液化石油气)。C3、C4组分中合大量烯烃。因此这部分产品是优良的
模拟法庭活动流程
模拟法庭活动流程 一、剧前主持:主持人发言 主持人: 1,各位领导、老师,同学们,大家好! 2,今天由我们xxx学院法艺系xxx届法学专业同学组织策划,在这里为我们xxx级的法学同学们举行题为“购房纠纷”的模拟法庭活动。 3,很荣幸,这次活动我们请到了xxx、xxx、等老师莅临指导这次活动。在此,让我们以热烈的掌声对他们的到来表示欢迎和感! 4,作为学习法律专业的学生而言,我们举行这次活动的目的在于提高同学们的法律意识,在于让同学们在欢快的活动中体验一下法律角色和法庭气氛,了解我国司法系统的运作及它是如保证公民权利的。同时,作为法学系的学生们,这次活动锻炼了我们的活动组织能力,提高了我们记忆,掌握,运用法条或者法律知识的水平,这次活动还让同学们学会了团结互助,激辩讨论,学以致用的技巧,进而能把所学的法律知识运用于生活中来。 5,最后,让我们简单了解今天开庭的案件:一对夫妇攒了5万多元,打算去房地产公司买个房子,以后能幸福的过日子。他们预计付了首付5万多元后,其余20多万元的余下房款向银行贷款,不料这对夫妻在首款交付的途中家庭出现变故导致无法按合同约定支付首付款。但又阴差阳错的得到了银行的房屋抵押贷款。房地产公司在催缴首付款未果后将这对夫妻告上了法庭,但这对夫妻却以他们事出有因为由表示反对。对此房地产公司和这对夫妻各说各的理。那么到底他们谁对谁错,到底谁违反了法律的规定,法官对此又应该如断案呢?那么。事不宜迟,让我们一起走进模拟法庭,一同体验当时法庭的审理场景,现在有请我们表演的同学—— 二、剧本程序简介: (1)书记员宣读法庭纪律和旁听规则,请审判长、审判员入席,宣布开庭。 (2)审判长检查当事人基本情况,宣告合议庭组成情况,告之当事人的权利和义务。(3)法庭调查。 (4)法庭辩论。 (5)休庭,合议庭合议, (6)继续开庭,宣读法庭判决 (7)当事人在庭审笔录及判决笔录上签字。 (8)闭庭。 三、民事诉讼模拟法庭剧本 (一)法庭准备阶段 书记员:根据《中华人民国民事诉讼法》第123条第一款的规定,宣布如下: 法庭纪律:一、法庭要保持肃静,不准喧哗、吵闹、鼓掌和其他防碍审判活动的行为;二、开庭过程中不得随便走动,不得进入审判区;
模拟法庭活动策划和介绍
“模拟法庭”系列活动 1.实施背景 1.1活动简介 “模拟法庭”亦称“模拟审判”,从开始的学生特色活动,发展到现在的法学院的教学实践以及教学演示课程,既能检验学生学习法律知识的效果,又能检验教师教学的成果,受到学生的广泛欢迎,取得了良好的效果。 1.2活动目的 让同学们了解法律审判的流程,了解法制精神,同时也提高了学校和学院的知名度。 1.3活动时间:每年11月至12月 2.活动流程 2.1策划阶段准备工作 最迟在10月下旬完成本次模拟法庭的策划工作以及案例选择工作,确定法庭案例为刑事案件或民事案件。 2.2演员角色确定及培训工作 2.2.1确定案例后进行演员的选拔(此次模拟法庭实践活动采取三校学生自主报名、评委择优录取的形式),确定人物性格。 演员角色根据刑事审判的诉讼参与人初步确定为 审判长:1名 审判员:2名 书记员:1名
公诉人:2名 辩护人:2-3名(视案件中被告的具体人数而定) 被告:若干 证人:若干 法警:2名 2.2.2召集所有演员开会,布置具体职务任务。 A、审判、公诉、辩护三方彩排前完成所需要的司法文书。同时审判方根据案件实际情况对判决形成初步意见并列出提纲。 B、向各位演员交代庭审程序,使他们都大致清楚自己的出场顺序。 2.2.3彩排 三校在每周抽时间进行训练,每周末聚集被选拔的学生进行集中培训和分角色重点排练交流。大致在11月底至12月初进行实地彩排为了不断完善表演工作,并对前期工作进行检测,对正式演出可能出现的问题要有所准备,为此将进行两次重点模拟彩排: 第一次排练,重在让各位演员了解具体出场次序,熟悉台词。同时各位演员要把握其角色所需的性格特征和要求。 第二次排演。要求:在排演前,证人、被告、受害人要将自己的台词背诵熟练,深入把握角色的情感变化;各演员对自己的出场先后以及发言内容十分清楚。排演要达到可以使庭审完整、顺畅地完成。2.2.4正式演出安排 在zz大学首次演出 在xx教育学院举行
30多家上市公司破产重整案例(整理稿)
30多家上市公司破产重整案例 一、上市公司破产重整案例系列之一:破产重整助S*ST兰宝重生 负债累累被暂停上市 兰宝科技信息股份有限公司(以下简称“兰宝公司”)原名长春兰宝实业股份有限公司,成立于1993年5月26日,在深圳证券交易所挂牌上市,总股本为2.4亿元,其中,第一大股东为长春君子兰集团有限公司,第二大股东为辽宁合利实业有限公司。发展初期,兰宝公司始终处于一个稳步前进的状态。然而,由于兰宝公司投资失败,致使其下属企业被迫停产,大量外债无力偿还。2003年至2005年连续三年亏损,亏损数额达12亿元以上,2006年5月15日深圳证券交易所对兰宝公司的股票暂停上市。依据2006年兰宝公司年度审计报告,截至2006年12月31日,兰宝公司的总资产为5亿余元,总负债为11亿余元,净资产为-6亿余元。根据我国相关法律、法规的规定,兰宝公司若不能实现转亏为盈则将面临退市风险。 2007年4月28日,兰宝公司的债权人上海美东房地产有限公司向长春市中级人民法院(以下简称“长春中院”)申请宣告兰宝公司破产,此举将本已债务缠身的兰宝公司逼到了破产与退市的死角。经最高人民法院、中国证监会批准和吉林省高级人民法院(以下简称“吉林高院”)批准,2007年6月14日,长春中院受理了兰宝公司破产一案并指定兰宝公司破产清算组为破产管理人。至此,兰宝公司破产案成为了新《企业破产法》实施后我国首例上市公司破产案件。 破产程序有条不紊 2007年6月15日,长春中院在兰宝公司主持召开了破产管理人会议。2007年6 月18日,长春中院组织债权人申报债权事宜。2007年7月25日,长春中院组织召开了第一次债权人会议,公布了已确认债权。其中,职工债权约为152.3万元,税务债权约为130.3万元,普通债权为17.23亿元。在法院的积极协调下,2007年11月5日,辽宁合利实业有限公司作为兰宝公司的第二大股东向长春中院递交了重整申请书,申请对兰宝公司进行重整。长春中院于2007年11月16 日,作出准予兰宝公司重整的民事裁定。2007年11月19日,兰宝公司破产管理人向长春中院递交了《兰宝科技信息股份有限公司重整计划草案》(以下简称兰宝公司重整计划草案)。2007年12月5日,长春中院主持召开了第二次债权人会议,兰宝公司重整计划草案经债权人会议分组讨论表决后通过。重整计划中关于债权调整的基本内容为:职工债权不做调整,按确认债权数额全额清偿;税务债权不做调整,按确认债权数额全额清偿;对于普通债权,一律按确
(整理)催化裂化的装置简介及工艺流程
催化裂化的装置简介及工艺流程 概述 催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应/再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: (一)反应––再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370℃左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650℃~700℃)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650℃~680℃)。再生器维持0.15MPa~0.25MPa(表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10%CO,为了利用其热量,不少装置设有CO锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。 (二)分馏系统 分馏系统的作用是将反应/再生系统的产物进行分离,得到部分产品和半成
模拟法庭活动方案
法学院“学术文化月”系列活动之 模拟法庭活动方案 一、模拟法庭简介 模拟法庭是指在教师的指导下由学生扮演法官、检察官、律师、案件的当事人、其他诉讼参与人等,以司法审判中的法庭审判为参照,模拟审判某一案件的活动。通过亲身参与,将所学到的法学理论知识、司法基本技能等综合运用于实践;通过分析和研究案例,模拟案件的处理,解释法律规定,掌握案情与法律之间的关系,了解熟悉法学理论活学活用,以达到理论和实践相统一。 二、活动目的 通过这次模拟法庭庭审活动让大家了解法庭审理案件的整个流程和细节,对我们进行模拟审判训练,在具备理论素养的基础上培养实务操作能力、表达能力、应变能力和团结协作能力,提高专业素养和综合素养。 三、活动宗旨 弘扬法治精神,促进法治建设。 四、活动时间、地点 1.活动时间:2011年6月15日14:30-17:00(具体时间视前期准备工作的进度而定,拟于6月中旬完成) 2.活动地点:逸夫楼104室 五、参加对象 组织我院08级、09级、10级学生参加,届时将邀请法学院领导、老师及其他社团到场观摩,共同探讨模拟法庭在专业学习中所发挥的作用。 六、庭审预演阶段活动安排 (一)策划阶段准备工作 在6月上旬完成本次模拟法庭的策划工作以及案例选择工作 本次模拟法庭案例为刑事案件 (二)演员角色确定及培训工作 1、确定案例后进行演员的选拔(主要由我院07、08级学生扮演),确定人物性格。 演员角色根据刑事审判的诉讼参与人初步确定为 审判长:1名
审判员:2名 书记员:1名 公诉人:2名 辩护人:2-3名(视案件中被告的具体人数而定) 被告:若干 证人:若干 法警:2名 2、召集所有演员开会,布置具体任务任务。 A、审判、公诉、辩护三方彩排前完成所需要的司法文书。同时审判方根据案件实际情况对判决形成初步意见并列出提纲。 B、向各位演员交代庭审程序,让各自清楚自己的出场顺序。(三)彩排 在指导老师的指导下不断完善表演工作,并对前期工作进行检测,对正式演出可能出现的问题要有所准备,为此将进行两次模拟排演: 第一次排练,重在让各位演员了解具体出场次序,熟悉台词。同时各位演员要把握其角色所需的性格特征和要求。 第二次排演。要求:在排演前,证人、被告、受害人要将自己的台词背诵熟练;各演员对自己的出场先后以及发言内容十分清楚。排演要达到可以使庭审完整、顺畅地完成。 七、庭审现场过程 1、主持人介绍相关人员及嘉宾,介绍此次庭审案件的相关情况,宣布活动开始。 2、庭审程序: (一)、庭前准备 (二)、法庭调查阶段 (三)、法庭辩论阶段 (四)、法庭判决 3、庭审结束后嘉宾点评并选出“最佳演员”两名,全体工作人员、演员及嘉宾合影留念。 4、本次活动正式结束。 注:现场工作人员及负责人将在庭审前确定,并将工作落实到人。 八、活动预期效果 通过这次的模拟法庭活动,让广大同学了解有关法律的诉讼活
炼油化工装置的具体工艺流程
炼油化工装置的具体工艺流程 一般炼油厂主要由炼油工艺装置和辅助设施构成。炼油工艺装置的作用是将原油加工成液体的轻质燃料和重质燃料,其中轻质燃料包括汽油、煤油、轻柴油,重质燃料包括重柴油和锅炉专用燃料等。此外,通过炼油工艺装置,还能将原油分解成润滑油、气态烃、液态烃、化工原料、沥青、石油焦、石蜡等。根据产品类别分类的话,就分为了燃料型、燃料-化工型、燃料-润滑油型。 一、常减压蒸馏的主要工艺流程 常减压蒸馏主要分为4个步骤,分别为:原油脱盐脱水、初馏、常压蒸馏、减压蒸馏。 1原油脱盐脱水
从地下采出的原油中含有一定比例的水分,这部分水分中含有矿物质盐类。如果原油中水分过大的话,不利于蒸馏塔稳定,容易损坏蒸馏塔。此外,水分过大势必需要延迟加热时间,增加了热量的吸取,增加了原料成本。水分中含有的矿物质盐会在蒸馏过程中产生腐蚀性的盐垢,附着在管道上,这样就会无形当中增加了原油的流动阻力,减慢了流动速度,增加了燃料消耗,所以需要对原油进行脱盐脱水处理。 2初馏 经过了第一步的脱盐脱水操作之后,原油要经过换热器提高温度,当温度达到200℃~250℃时,才可以进入初馏塔装置。在这里,将原油里剩余的水分、腐蚀性气体和轻汽油排出,这样就减少了塔的负担,保证了塔的稳定状态,起到了提高产品质量和尽可能多的回收原油的效果。 3常压蒸馏 从上一步骤出来的油叫拔顶油。经过输送泵进入常压炉后加热,加热要求是360℃左右,然后进入常压塔。从塔顶分离出来的油和气,经过冷凝和换热后,一些就成为汽油,一些就成为了煤油和柴油。 4减压蒸馏 减压蒸馏的主要工艺装置是减压塔,减压塔是将从常压塔里出来的重油,通过减压的方式进行二次加工和深加工。 二、催化裂化的主要工艺流程 催化裂化装置的原材料是需要二次加工和深加工的重质油。通过这道工序,可以将重质油裂解为我们需要的轻质油。 催化裂化的主要步骤为:反应-再生系统、分馏系统、吸收-稳定系统。
破产重整程序流程
公司破产重整流程 一、公司出现《破产法》第二条规定的重整事由。 二、债权人和债务人直接向法院提出《重整申请》,启动重整程序。在债权人申请对债务人 进行破产清算的,法院受理申请后宣告破产前,债务人或者出自额占债务人注册资本十分之一以上的出资人,可以向法院申请重整。(破产法7、70条) 三、法院对《重整申请》进行审查,认为符合法律规定的,应当裁定债务人重整,并予以公 告。(破产法71条) 四、法院指定管理人。 五、法院通知已知的债权人并公告通知未知的债权人。法院应当缺点债权人申报债权的期 限,并确定第一次债权人召开的时间和地点。 六、债权人向管理人申报债权,管理人收到债权申报材料后应当登记造册并对申报的债权进 行审查,编制债权表并提交第一次债权人会议核查。 七、债权申报期满之日起15日内召开第一次债权人会议。 八、在破产重整中,进入重整期间后,经债务人申请法院批准,债务人可以在管理人的监督 下自行管理财产和经营事物,管理人应当向债务人移交财产和经营事物。 九、债务人或者管理人应当自法院裁定之日起6个月内,同时向法院和债权人会议提交《重 整计划草案》(内容见《破产法》81条)。经债务人或者管理人请求,法院可以裁定延期3个月。未按期提交的,法院应当裁定终止重整程序,并宣告破产。(破产法79条)十、法院应当自收到《重整计划草案》之日起30日内召开债权人会议,债权人参加会议进 行讨论,并分组进行表决。(表决规则见《破产法》82、84条) 十一、各表决组通过《重整计划草案》的,《重整计划》即为通过。未获得通过的依《破产法》87条处理。(破产法86、87条) 十二、自《重整计划》通过之日起10日内,债务人和管理人应当向法院提出批准《重整计划草案》的申请,法院审查认为合法的,应当自收到之日起30日内裁定批准,终止重整程序并予以公告。法院批准的《重整计划草案》对债务人和全体债权人均具有约束力。 《重整计划草案》未获得通过且未依87条的规定获得批准,或者已通过的《重整计划草案》未获批准的,法院应当裁定终止重整程序,并宣告债务人破产。(破产法86、88、92条) 十三、《重整计划草案》获批准后,进入《重整计划》的执行程序,由债务人负责执行。 此时,已经接管财产和营业事物的管理人应当向债务人移交财产和营业事物。在《重整计划》规定的监督期内,有管理人监督《重整计划》的执行。在监督期内债务人应当向管理人报告《重整计划》的执行情况和收人财务情况。 监督期届满,管理人向法院提交监督报告。报告之日管理人监督职责终止。经管理人申请,法院可以裁定延长监督期限。(破产法89、90、91条) 十四、《重整计划》执行期限届满,债务人执行完毕公司恢复良好状态的,重整程序结束,公司恢复正常运行。 十五、债务人不能执行或者不执行《重整计划》的,法院经管理人或者利害关系人的请求,应当裁定终止《重整计划》的执行,并宣告债务人破产。此后进入破产程序。(破产法93条) 至此,公司破产重整程序结束。
催化裂化装置工艺流程及设备简图
催化裂化装置工艺流程及设备简图 “催化裂化”装置简单工艺流程 “催化裂化”装置由原料预热、反应、再生、产品分馏等三部分组成~其工艺流程见下图~主要设备有:反应器、再生器、分馏塔等。 1、反应器,又称沉降器,的总进料由新鲜原料和回炼油两部分组成~新鲜原料先经换热器换热~再与回炼油一起分为两路进入加热炉加热~然后进入反应器底部原料集合管~分六个喷嘴喷入反映器提升管~并用蒸汽雾化~在提升管中与560,600?的再生催化剂相遇~立即汽化~约有25,30%的原料在此进行反应。汽油和蒸汽携带着催化剂进入反应器。通过反应器~分布板到达密相段~反应器直径变大~流速降低~最后带着3,4?/?的催化剂进入旋风分离器,使其99%以上的催化剂分离,经料腿返回床层,油汽经集气室出沉降器,进入分馏塔。 2、油气进入分馏塔是处于过热状态,同时仍带有一些催 化剂粉末,为了回收热量,并洗去油汽中的催化剂,分馏塔入口上部设有挡板,用泵将塔底油浆抽出经换热及冷却到 0200,300C,通过三通阀,自上层挡板打回分馏塔。挡板以上为分馏段,将反应 物根据生产要求分出气体、汽油、轻柴油、重柴油及渣油。气体及汽油再进行稳定吸收,重柴油可作为产品,也可回炼,渣油从分馏塔底直接抽出。
3、反应生焦后的待生催化剂沿密相段四壁向下流入汽提段。此处用过热蒸汽提出催化剂,颗粒间及表面吸附着的可汽提烃类,沿再生管道通过单动滑阀到再生器提升管,最后随增压风进入再生器。在再生器下部的辅助燃烧室吹入烧焦用的空气,以保证床层处于流化状态。再生过程中,生成的烟通过汽密相段进入稀相段。再生催化剂不断从再生器进入溢流管,沿再生管经另一单动滑阀到沉降器提升管与原料油汽汇合。 4、由分馏塔顶油气分离出来的富气,经气压机增压,冷却后用凝缩油泵打入吸收脱吸塔,用汽油进行吸收,塔顶的贫气进入二级吸收塔用轻柴油再次吸收,二级吸收塔顶干气到管网,塔底吸收油压回分馏塔。 5、吸收脱吸塔底的油用稳定进料泵压入稳定塔,塔顶液态烃一部分作吸收剂,另一部分作稳定汽油产品。 设备简图 反应器、再生器和分馏塔高、重、大。具体如:分馏塔高41.856m,再生器塔高31m,反应器安装后塔顶标高达57m。再生器总重为390t,反应器总重为177t,分馏塔总重为175t。 3再生器最大直径9.6m,体积为2518m。 1(两器一塔的主要外型尺寸及参数 再生器的外型尺寸参数见下图。
模拟法庭策划书-活动方案.doc
模拟法庭策划书-活动方案 第一篇:大学生模拟法庭策划书 在二零零九年的五月,我们将迎来长江大学文理学院第三届泮池五月风科技文化节,为了配合好这项活动的开展,同时丰富广大同学业余生活,长江大学文理学院法律服务团将发起并组建模拟法庭。 一、模拟法庭简介 模拟法庭是指在教师的指导下由学生扮演法官、检察官、律师、案件的当事人、其他诉讼参与人等,以司法审判中的法庭审判为参照,模拟审判某一案件的活动。通过亲身参与,将所学到的法学理论知识、司法基本技能等综合运用于实践;通过分析和研究案例,模拟案件的处理,解释法律规定,掌握案情与法律之间的关系,了解熟悉法学理论活学活用,以达到理论和实践相统一。 二、活动目的 通过这次模拟法庭庭审活动让大家了解法庭审理案件的整个流程和细节,对我们进行模拟审判训练,在具备理论素养的基础上培养实务操作能力、表达能力、应变能力和团结协作能力,提高专业素养和综合素养。
三、活动宗旨 弘扬法治精神,服务科学发展即本年度的法制宣传的主题。 四、活动地点 3教408 五、庭审预演阶段活动安排 (一)策划阶段准备工作 1、在四月中旬完成本次模拟法庭的策划工作以及案例选择工作 2、本次模拟法庭案例初步定位为刑事案件 (二)演员角色确定及培训工作 1、确定案例后进行演员的选拔,根据案情确定人物性格。 2、演员角色根据刑事审判的一般情况诉讼参与人初步确定为: 审判长:一名 审判员:两名
书记员:一名 公诉人:两名 辩护人:两名 被告:若干 证人:若干 法警:若干 其他诉讼参与人:若干 2、在彩排前完成对演员的培训工作,主要针对初次参与此次庭审的演职人员。 3、在适当时候召集所有演员开会,布置具体任务任务。 1)、审判、公诉、辩护三方彩排前完成所需要的司法文书。同时审判方根据案件实际情况对判决形成初步意见并列出提纲。所有文件在彩排前完成,并提交。 2)、向各位演员交代庭审程序,让各自清楚自己的出场顺序。 (三)排演 排演前安排所有人员开会,做最后安排。
企业破产重整流程
企业破产重整流程 一、公司出现《破产法》第二条规定的重整事由。 二、债权人和债务人直接向法院提出《重整申请》,启动重整程序。在债权人申请对债务人进行破产清算,法院受理申请后宣告破产前,债务人或者出自额占债务人注册资本十分之一以上的出资人,可以向法院申请重整。(破产法7、70条) 三、法院对《重整申请》进行审查,认为符合法律规定的,应当裁定债务人重整,并予以公告。(破产法71条) 四、法院指定管理人。 五、法院通知已知的债权人并公告通知未知的债权人。法院应当缺点债权人申报债权的期限,并确定第一次债权人召开的时间和地点。 六、债权人向管理人申报债权,管理人收到债权申报材料后应当登记造册并对申报的债权进行审查,编制债权表并提交第一次债权人会议核查。 七、债权申报期满之日起15日内召开第一次债权人会议。 八、在破产重整中,进入重整期间后,经债务人申请法院批准,债务人可以在管理人的监督下自行管理财产和经营事物,管理人应当向债务人移交财产和经营事物。 九、债务人或者管理人应当自法院裁定之日起6个月内,同时向法院和债权人会议提交《重整计划草案》(内容见《破产法》81条)。经债务人或者管理人
请求,法院可以裁定延期3个月。未按期提交的,法院应当裁定终止重整程序,并宣告破产。(破产法79条) 十、法院应当自收到《重整计划草案》之日起30日内召开债权人会议,债权人参加会议进行讨论,并分组进行表决。(表决规则见《破产法》82、84条) 十一、各表决组通过《重整计划草案》的,《重整计划》即为通过。未获得通过的依《破产法》87条处理。(破产法86、87条) 十二、自《重整计划》通过之日起10日内,债务人和管理人应当向法院提出批准《重整计划草案》的申请,法院审查认为合法的,应当自收到之日起30日内裁定批准,终止重整程序并予以公告。法院批准的《重整计划草案》对债务人和全体债权人均具有约束力。 《重整计划草案》未获得通过且未依87条的规定获得批准,或者已通过的《重整计划草案》未获批准的,法院应当裁定终止重整程序,并宣告债务人破产。(破产法86、88、92条) 十三、《重整计划草案》获批准后,进入《重整计划》的执行程序,由债务人负责执行。 此时,已经接管财产和营业事物的管理人应当向债务人移交财产和营业事物。在《重整计划》规定的监督期内,有管理人监督《重整计划》的执行。在监督期内债务人应当向管理人报告《重整计划》的执行情况和收人财务情况。 监督期届满,管理人向法院提交监督报告。报告之日管理人监督职责终止。经管理人申请,法院可以裁定延长监督期限。(破产法89、90、91条)
催化裂化装置工艺流程
催化裂化装置工艺流程 催化裂化技术的发展密切依赖于催化剂的发展。有了微球催化剂,才出现了流化床催化裂化装置;分子筛催化剂的出现,才发展了提升管催化裂化。选用适宜的催化剂对于催化裂化过程的产品产率、产品质量以及经济效益具有重大影响。 催化裂化装置通常由三大部分组成,即反应?再生系统、分馏系统和吸收稳定系统。其中反应––再生系统是全装置的核心,现以高低并列式提升管催化裂化为例,对几大系统分述如下: 一反应––再生系统 新鲜原料(减压馏分油)经过一系列换热后与回炼油混合,进入加热炉预热到370?左右,由原料油喷嘴以雾化状态喷入提升管反应器下部,油浆不经加热直接进入提升管,与来自再生器的高温(约650?~700?)催化剂接触并立即汽化,油气与雾化蒸汽及预提升蒸汽一起携带着催化剂以7米/秒~8米/秒的高线速通过提升管,经快速分离器分离后,大部分催化剂被分出落入沉降器下部,油气携带少量催化剂经两级旋风分离器分出夹带的催化剂后进入分馏系统。 积有焦炭的待生催化剂由沉降器进入其下面的汽提段,用过热蒸气进行汽提以脱除吸附在催化剂表面上的少量油气。待生催化剂经待生斜管、待生单动滑阀进入再生器,与来自再生器底部的空气(由主风机提供)接触形成流化床层,进行再生反应,同时放出大量燃烧热,以维持再生器足够高的床层温度(密相段温度约650?~68 0?)。再生器维持0.15MPa~0.25MPa (表)的顶部压力,床层线速约0.7米/秒~1.0米/秒。再生后的催化剂经淹流管,再生斜管及再生单动滑阀返回提升管反应器循环使用。 烧焦产生的再生烟气,经再生器稀相段进入旋风分离器,经两级旋风分离器分出携带的大部分催化剂,烟气经集气室和双动滑阀排入烟囱。再生烟气温度很高而且含有约5%~10% CO,为了利用其热量,不少装置设有CO 锅炉,利用再生烟气产生水蒸汽。对于操作压力较高的装置,常设有烟气能量回收系统,利用再生烟气的热能和压力作功,驱动主风机以节约电能。 二分馏系统
模拟法庭活动要点
模拟法庭活动要点 一、活动背景 模拟法庭是指在教师的指导下由学生扮演法官、检察官或律师、案件的当事人、其他诉讼参与人等,以司法审判中的法庭审判为参照,模拟审判某一案件的活动。通过分析和研究案例,模拟案件的发生经过,再以此为依据进行庭审处理,解释法律规定,掌握案情与法律之间的关系,让理论活学活用,以达到理论和实践相统一,同时学生的亲身参与,可以将所学到的法律知识、基本法律技能等综合运用于实践。 该模拟法庭活动由学院基础课部政治教研室主办,参加模拟法庭的学生对象是2013级的新生,是与学生《思想道德修养与法律基础》这门所开课程相结合的。课程讲解到第12周时基本能把民法、刑法、诉讼法等主要内容教授给学生,在第15周的时候举行模拟法庭活动。 二、活动目的 通过这次模拟法庭庭审活动弘扬法治精神,推进依法治国,让学生了解法庭审理案件的整个流程,加强法律意识,对学生进行模拟审判训练,在具备理论素养的基础上培养实务操作能力、表达能力、应变能力和团结协作能力,提高综合素养。 三、资源需要 1.教师方面 《思想道德修养与法律基础》的任课老师在11周前讲解庭审相关知识或布置法律作业让学生明白庭审基本流程与注意事项。即要预留2-3个星期给学生准备,并在15周的上课时间、地点举行模拟法庭活动。 2.学生方面 每班每组推选成员。余下成员查找资料。 3.教室方面 需要教室,布置成法庭样式。 4.多媒体方面 需要照相机与至少一个话筒。 四、活动展开 (一)前期安排 选择老师给出的一个案子,进行模拟演出。每个班演一场,由课代表、组长和班长负责,每个班演出时间不少于20分钟。(注:在当天课中必须完成,无拖延到下次上课演出的情形,否则以零分记录,有不可抗力事件除外。)期中作业分数计入平时成绩,占三分之一,另外三分之二是出勤率与新闻汇报。 (二)角色确定 1、确定案例后,进行演员的选拔,确定人物性格。 (1)事实部分 事实演绎应尽量与真实相符,也可加入夸张或搞笑。 (2)庭审部分 案子根据自己队的演出事实来审案子。根据审判的诉讼参与人初步确定为: 一名审判长,一名审判员,一名陪审员,两名书记员。
企业破产重整方案范本
XXXX有限公司重整方案 二〇一七年三月
目录 释义 (3) 前言 (4) 摘要 (5) 正文 (6) 一、ZC基本情况 (6) 二、出资人权益调整方案 (8) 三、债权分类及调整方案 (9) 四、债权受偿方案 (10) 五、偿债资金来源 (11) 六、经营方案 (12) 七、重整计划草案的表决及批准 (13) 八、重整计划的调整 (13) 九、重整计划的执行和执行监督 (14) 十、关于执行重整计划的其他事宜 (15)
1、“FH法院”指NB市FH区人民法院。 2、“《破产法》”指自2007年6月1日起施行的《中华人民共和国企业破产法》。 3、“ZC”、“债务人”指xxx有限公司。 4、“债权人”指符合《破产法》第四十四条规定的,ZC的某个、部分或全体债权人。 5、“联合体团队”指由NB市中级人民法院通过竞争方式确定的,为ZC 破产重整提供法律和会计服务的,SH律师事务所和DW会计师事务所有限公司组成的联合体团队。 6、“HJ公司”指2016年8月12日与管理人签订《zc有限公司继续营业期间的合作协议》及相关补充协议,约定在不超过2.4亿元范围内提供资金支持的浙江HJ船舶工程有限公司。 7、“劳务企业”指zc有限公司采购劳务直接用于船舶建造且该劳务直接发生于zc有限公司厂区内的三十家企业。 8、“《职工安置方案》”指经2016年7月19日ZC职工代表大会,并向FH 区人力资源和社会保障局书面报告,且经债权人委员会表决通过的《zc有限公司职工安置方案》。 9、“有财产担保债权”指《破产法》第八十二条第一款第一项规定的,对债务人特定财产享有担保权的债权。 10、“税款债权”指《破产法》第八十二条第一款第三项规定的,债务人所欠的税款。“普通债权”指《破产法》第八十二条第一款第四项规定的,债权人对债务人享有的普通债权。 11、“未申报债权”指在公司进入重整程序前己成立但未依法申报的债权。 “评估机构”指为ZC破产重整提供资产评估服务的NB安全三江资产评估有限公司。 12、“元”指人民币元,本重整计划草案中货币单位除特别注明外,均为人民币元。
破产和解与破产重整有什么联系和区别!
遇到污染防治问题?赢了网律师为你免费解惑!访问>> https://www.360docs.net/doc/1214923106.html, 破产和解与破产重整有什么联系和区别 狭义的破产制度仅指破产清算制度,广义的破产制度还包括重整与和解制度。破产多数情况下都指一种公司行为和经济行为。但人们有时也习惯把个人或者公司停止继续经营亦叫做破产。 一、什么是破产重整 破产重整是现代破产制度中的一个组成部分,又名“重组”、“司法康复”,或者“重生”。我国破产法规定了三种制度:破产清算、破产重整、破产和解。重整是指不对破产企业立即进行清算,在法院主持下由债务人与债权人达成协议,制定重整计划,规定在一定期限内,债务人按一定方式全部或部分偿清债务,同时债务人可以继续经营其业务。与破产清算不同的是,破产重整可以使面临困境但有挽救希望的企业避免关门清算,从而获得恢复生机的机会。 破产法第二条:“企业法人不能清偿到期债务,并且资产不足以清偿全部债务或者明显缺乏清偿能力的,依照本法规定清理债务。
企业法人有前款规定情形,或者有明显丧失清偿能力可能的,可以依照本法规定进行重整。” 在破产法体系中,完善破产重整制度,是世界破产法的发展趋势。我国破产法尽管起步较晚,但一开始,便在破产法中规定了破产重整的有关内容。然而,如同破产法体系不完善一样,破产重整制度急需解决的问题相当多。 二、什么是破产和解 破产和解,是指在人民法院受理破产案件后,在破产程序终结前,债务人与债权人之间就延期偿还和减免债务问题达成协议,中止破产程序的一种方法。 和解是一种特殊的法律行为,双方法律行为以双方当事人的意思表示一致为条件,而这种法律行为不仅需要债权人会议与债务人意思表示一致,而且要经过人民法院的裁定认可,方能成立。 三、破产和解与破产重整有什么异同 (一)破产重整与破产和解的共同点: 1、都属于强制性的集体程序,即在通过和解协议或重整计划时,