螺纹孔底孔尺寸及钣金折弯件的展平尺寸计算
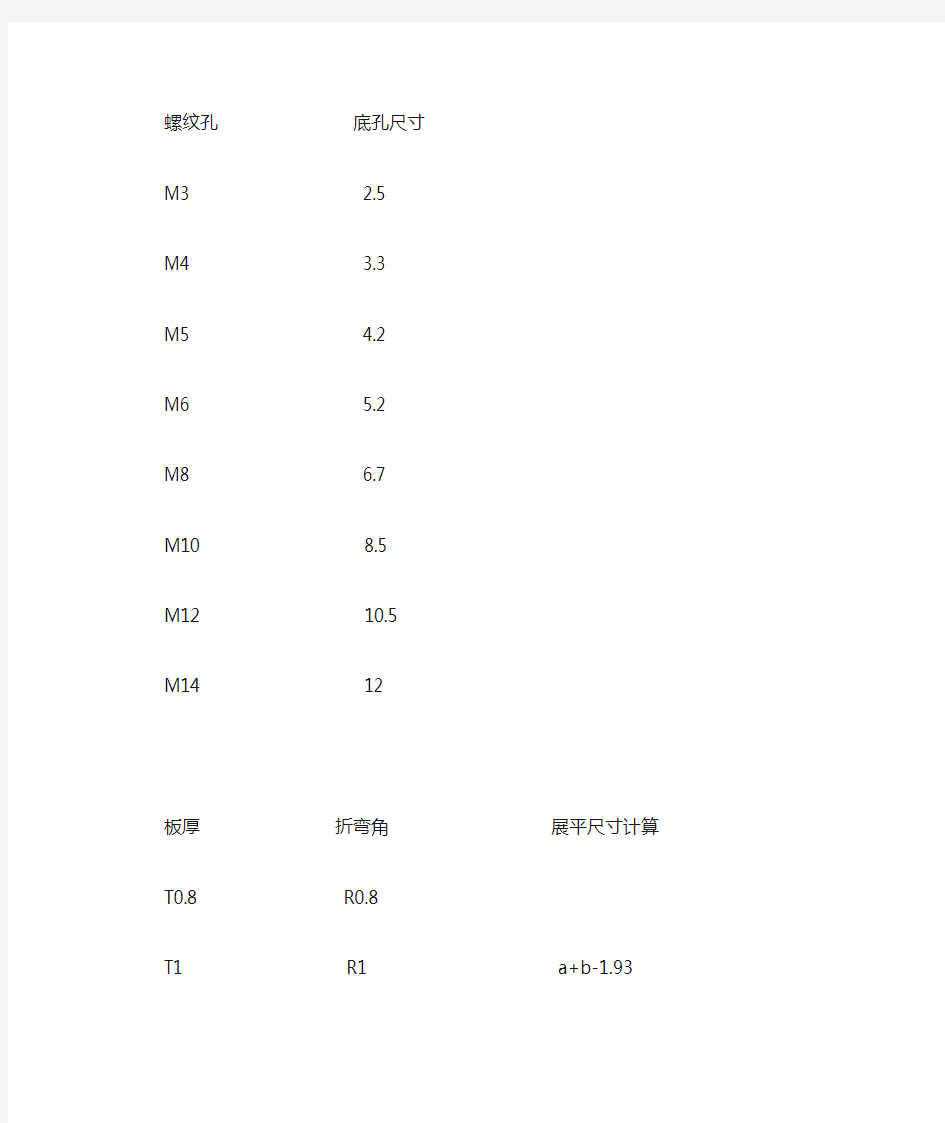

螺纹孔底孔尺寸
M3 2.5
M4 3.3
M5 4.2
M6 5.2
M8 6.7
M10 8.5
M12 10.5
M14 12
板厚折弯角展平尺寸计算T0.8 R0.8
T1 R1a+b-1.93
T1.2 R1.2a+b-2.315
T1.5 R1.5a+b-2.9
T2 R1.5a+b-3.6
T2.5 R1.8a+b-4.52
T3 R2a+b-5.35
T4 R2a+b-6.86
T5 R3a+b-8.79
T6 R4a+b-10.72
钣金件折弯展开计算方法
一、折床工作原理 折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。 二、展开的定义和折弯常识 ★折弯展开就是产品的下料尺寸,也就是钣金在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。 ★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。 ★折床的运动方式有两种: 上动式:下工作台不动,由上面滑块下降实现施压; 下动式:上部机台固定不动,由下工作台上升实现施压。 ★工艺特性 1.折弯加工顺序的基本原则:由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。 2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有 特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法,如右图: <1>直角展开的计算 方法 当内R 角为0.5 时折弯系数(K )=0.4*T , 前提是料厚小于5.0MM , 下模为5T L1+L2-2T+0.4*T =展开 <2>钝角展开的计算方法 如图,当R=0.5时的展 开计算 A+B+K=展开 K= ×0.4 a=所有折弯角度 1800-2 900
<3>锐角展开的计算方法 900折弯展开尺寸=L1+L2-2T+折弯系 数(K),如右图: 当内R角为0.5时折弯系数(K) =0.4*T,L1和L2为内交点尺寸 展开=L1+L2+K K=( 180—@) /90 *0.4T <4>压死边的展开计算方法 选模:上模选用刀口角度为300小尖刀,下模根据SOP及材料厚度选择V槽角度为300的下模。 先用 4.4.1所选的模具将折弯角度折到约300-650. 展开=L1+L2-0.5T 死边
螺纹底孔直径尺寸表
螺纹底孔直径尺寸表 M1:粗扣螺距0.25=Φ0.75 细扣螺距0.2=Φ0.8 M2:粗扣螺距0.4=Φ1.6 细扣螺距0.25=Φ1.8 M3:粗扣螺距0.5=Φ2.5 细扣螺距0.35=Φ2.7 M4:粗扣螺距0.7=Φ3.3 细扣螺距0.5=Φ3.5 M5:粗扣螺距0.8=Φ4.2 细扣螺距0.5=Φ4.5 M6:粗扣螺距1=Φ5 细扣螺距0.75=Φ5.2 M8:粗扣螺距1.25=Φ6.7 细扣螺距1,0.75=Φ7,Φ7.2 M10:粗扣螺距1.5=Φ8.5 细扣螺距1.25,1,0.75=Φ8.7,Φ9,Φ9.2 M12:粗扣螺距1.75=Φ10.2 细扣螺距1.5,1.25,1=Φ10.5,Φ10.7,Φ11 M14:粗扣螺距2=Φ11.9 细扣螺距1.5,1.25,1=Φ12.5,Φ12.7,Φ13 M16:粗扣螺距2=Φ13.9 细扣螺距1.5,1=Φ14.5,Φ15 M18:粗扣螺距2.5=Φ15.4 细扣螺距2,1.5,1=Φ15.9,Φ16.5,Φ17 M20:粗扣螺距2.5=Φ17.4 细扣螺距2,1.5,1=Φ17.9,Φ18.5,Φ19 M22:粗扣螺距2.5=Φ19.5 细扣螺距2,1.5,1=Φ19.9,Φ20.5,Φ21 M24:粗扣螺距3=Φ20.9 细扣螺距2,1.5,1=Φ21.9,Φ22.5,Φ23 M27: 粗扣螺距3=Φ23.9 细扣螺距2,1.5,1=Φ24.9,Φ25.5,Φ26 M30: 粗扣螺距3.5=Φ26.3 细扣螺距3,2,1.5,1=Φ26.9,Φ27.9,Φ28.5Φ29 M33: 粗扣螺距3.5=Φ29.3 细扣螺距3,2,1.5,=Φ29.9,Φ30.9,Φ31.5 M36: 粗扣螺距4=Φ31.8 细扣螺距3,2,1.5,=Φ32.9,Φ33.9,Φ34.5 M39: 粗扣螺距4=Φ34.8 细扣螺距3,2,1.5,=Φ35.9,Φ36.9,Φ37.5 M42: 粗扣螺距4.5=Φ37.3 细扣螺距4,3,2,1.5,=Φ37.8,Φ38.9,Φ39.9,Φ40.5 M45: 粗扣螺距4.5=Φ40.3 细扣螺距4,3,2,1.5,=Φ40.8,Φ41.9,Φ42.9,Φ43.5 M48: 粗扣螺距5=Φ42.7 细扣螺距4,3,2,1.5,=Φ43.8,Φ44.9,Φ45.9,Φ46.5 M52: 粗扣螺距5=Φ46.7 细扣螺距4,3,2,1.5,=Φ47.8,Φ48.9,Φ49.9,Φ50.5 第 1 页
各种标准螺纹螺距底孔
60%100%60%100%60%100%60%100%60%100% M1 ×0.250.750.840.73M1 ×0.20.800.870.78W1/16-60 1.20 1.26 1.05Nr.1-64 1.50 1.60 1.42Nr.0-80 1.30 1.32 1.18 M1.1 ×0.250.850.940.83M1.1 ×0.20.900.970.88W3/32-48 1.80 1.97 1.70Nr.2-56 1.80 1.89 1.69Nr.1-72 1.60 1.62 1.47 M1.2 ×0.250.95 1.040.93M1.2 ×0.2 1.00 1.070.98W1/8-40 2.60 2.69 2.36Nr.3-48 2.10 2.17 1.94Nr.2-64 1.90 1.93 1.75 M1.4×0.3 1.10 1.21 1.08M1.4 ×0.2 1.20 1.27 1.18W5/32-32 3.10 3.36 2.95Nr.4-40 2.30 2.43 2.16Nr.3-56 2.10 2.22 2.02 M1.6 ×0.35 1.25 1.37 1.22M1.6 ×0.2 1.40 1.47 1.38W3/16-24 3.60 3.95 3.41Nr.5-40 2.60 2.76 2.49Nr.4-48 2.40 2.50 2.27 M1.7 ×0.35 1.35 1.47 1.32M1.8 ×0.2 1.60 1.67 1.58W7/32-24 4.50 4.74 4.20Nr.6-32 2.75 2.99 2.65Nr.5-44 2.70 2.80 2.55 M1.8 ×0.35 1.45 1.57 1.42M2 ×0.25 1.75 1.84 1.73W1/4-20 5.10 5.37 4.72Nr.8-32 3.50 3.65 3.31Nr.6-40 3.00 3.09 2.82 M2 ×0.4 1.60 1.74 1.57M2.2 ×0.25 1.95 2.07 1.93W5/16-18 6.50 6.85 6.13Nr.10-24 3.80 4.14 3.68Nr.8-36 3.50 3.71 3.40 M2.2 ×0.45 1.75 1.91 1.71M2.5 ×0.35 2.15 2.27 2.12W3/8-167.908.317.49Nr.12-24 4.50 4.80 4.34Nr.10-32 4.10 4.31 3.97 M2.3 ×0.4 1.90 2.04 1.87M3 ×0.35 2.65 2.77 2.62W7/16-149.309.728.791/4-20 5.10 5.53 4.98Nr.12-28 4.70 4.90 4.50 M2.5 ×0.45 2.05 2.21 2.01M3.5 ×0.35 3.15 3.27 3.12W1/2-1210.5011.079.995/16-18 6.507.02 6.411/4-28 5.50 5.76 5.37 M2.6 ×0.45 2.15 2.31 2.11M4 ×0.5 3.50 3.68 3.46W9/16-1212.0012.6611.583/8-167.908.497.815/16-24 6.907.25 6.79 M3 ×0.5 2.50 2.68 2.46M4.5 ×0.5 4.00 4.18 3.96W5/8-1113.5014.1012.927/16-149.309.939.153/8-248.508.848.38 M3 ×0.6 2.40 2.61 2.35M5 ×0.5 4.50 4.68 4.46W3/4-1016.5017.1015.801/2-1310.8011.4310.587/16-209.9010.299.74 M3.5 ×0.6 2.90 3.11 2.85M5.5 ×0.5 5.00 5.18 4.96W7/8-919.2520.0618.619/16-1212.2012.9112.001/2-2011.5011.8811.33 M4 ×0.7 3.30 3.55 3.24M6 ×0.5 5.50 5.68 5.46W1-822.0022.9621.335/8-1113.5014.3813.389/16-1812.9013.3712.76 M4 ×0.75 3.25 3.51 3.19M6 ×0.75 5.25 5.51 5.19W11/8-724.7525.7923.933/4-1016.5017.4016.305/8-1814.5014.9614.35 M4.5 ×0.75 3.75 4.01 3.69M7 ×0.75 6.25 6.51 6.19W11/4-727.7528.9627.107/8-919.5020.3919.173/4-1617.5018.0217.33 M5 ×0.8 4.20 4.48 4.13M8 ×0.757.257.517.19W13/8-630.2031.6729.501-822.2523.3421.967/8-1420.2521.0520.26 M5 ×0.9 4.10 4.70 4.66M8 ×1.07.007.35 6.92W11/2-633.5034.8532.6811/4-728.0029.3927.821-1223.2524.0323.11 M6 ×1.0 5.00 5.35 4.92M9 ×1.08.008.357.92W15/8-535.5037.3734.7713/8-631.0032.1830.3411/8-1226.5027.2026.28 M7 ×1.0 6.00 6.35 5.92M10 ×0.759.259.519.19W13/4-538.5040.5537.9411/2-634.5035.3533.5211/4-1229.5030.3829.46 M8 ×1.25 6.807.19 6.65M10 ×1.09.009.358.92W17/8-4.541.5043.2940.4013/4-539.0041.1538.9513/8-1232.5033.3532.63 M9 ×1.257.808.197.65M10 ×1.258.759.198.65W2-4.544.5046.4643.572-4.545.0047.1344.6911/2-1236.0036.7335.81 M10 ×1.58.509.038.38M11 ×1.010.0010.359.92 M11 ×1.59.5010.039.38M12 ×0.7511.2511.5111.19 M12 ×1.7510.2010.8610.11M12 ×1.011.0011.3510.92 M14 ×2.012.0012.7011.83M12 ×1.2510.7511.1910.65 M16 ×2.014.0014.7013.83M12 ×1.510.5011.0310.38 M18 ×2.515.5016.3815.29M14 ×1.013.0013.3512.9260%100%60%100%60%100% M20 ×2.517.5018.3817.29M14 ×1.2512.7513.1912.65W1/16-60 1.40 1.42 1.32Nr.1-64 1.70 1.73 1.64Nr.0-80 1.40 1.42 1.35 M22 ×2.519.5020.3819.29M14 ×1.512.5013.0312.38W3/32-48 2.10 2.18 2.04Nr.2-56 2.00 2.04 1.94Nr.1-72 1.70 1.74 1.66 M24 ×3.021.0022.0520.75M15 ×1.014.0014.3513.92W1/8-40 2.85 2.93 2.77Nr.3-48 2.25 2.34 2.23Nr.2-64 2.00 2.06 1.97 M27 ×3.024.0025.0523.75M15 ×1.2513.7514.1913.65W5/32-32 3.55 3.66 3.46Nr.4-40 2.55 2.64 2.50Nr.3-56 2.30 2.37 2.27 M30 ×3.526.5027.7326.21M15 ×1.513.5014.0313.38W3/16-24 4.25 4.36 4.08Nr.5-40 2.90 2.97 2.83Nr.4-48 2.60 2.67 2.56 M33 ×3.529.5030.7329.21M16 ×1.015.0015.3514.92W7/32-24 5.05 5.15 4.88Nr.6-32 3.15 3.25 3.08Nr.5-44 2.90 2.99 2.86 M36 ×4.032.0033.4031.67M16 ×1.2514.7515.1914.65W1/4-20 5.75 5.86 5.54Nr.8-32 3.80 3.91 3.74Nr.6-40 3.20 3.30 3.16 M39 ×4.035.0036.4034.67M16 ×1.514.5015.0314.38W5/16-187.307.407.03Nr.10-24 4.35 4.48 4.25Nr.8-36 3.85 3.94 3.78 M42 ×4.537.5039.0837.13M18 ×1.017.0017.3516.92W3/8-168.808.928.51Nr.12-24 5.00 5.14 4.91Nr.10-32 4.45 4.57 4.40 M45 ×4.540.5042.0840.13M18 ×1.2516.7517.1916.65W7/16-1410.3010.429.951/4-20 5.75 5.94 5.66Nr.12-28 5.05 5.19 4.99 M48 ×5.043.0044.7542.59M18 ×1.516.5017.0316.38W1/2-1211.7511.8911.345/16-187.307.487.171/4-28 5.95 6.06 5.86 M52 ×5.047.0048.7546×59M18 ×2.016.0016.7015.833/8-168.809.018.675/16-247.407.597.36 M56 ×5.550.5052.4350.05M20 ×1.019.0019.3518.927/16-1410.3010.5210.133/8-249.009.188.95 M60 ×5.554.5056.4354.05M20 ×1.2518.7519.1918.651/2-1311.8012.0711.641/2-2012.1012.2912.01 M64 ×658.0060.1057.50M20 ×1.518.5019.0318.38 M68 ×662.0064.1061.50M20 ×2.018.0018.7017.83PT(Rc)PS(Pp)PF(G) M72 ×666.0068.1065.50M22 ×1.021.0021.3520.92下孔径下孔径下孔径M76 ×670.0072.1069.50M22 ×1.2520.7521.1920.651/16-28 6.30 6.50 6.70 英时 英时//公 对照表 无屑丝攻美制细牙螺纹 无屑丝攻美制细牙螺纹((UNF UNF)) 规格规格规格规格 公制粗牙螺纹 公制粗牙螺纹((M) 下孔径(%) 下孔径 规格 公制细牙螺纹 公制细牙螺纹((M) 下孔径 下孔径(%) 无屑丝攻英制粗牙螺纹 无屑丝攻英制粗牙螺纹((W) 规格规格 英制管牙螺纹 无屑丝攻美制粗牙螺纹 无屑丝攻美制粗牙螺纹((UNC UNC)) 针车牙螺纹 针车牙螺纹((SM SM)) 英制粗牙螺纹 英制粗牙螺纹((W) 下孔径 下孔径(%) 规格 美制细牙螺纹 美制细牙螺纹((UNF UNF)) 下孔径 下孔径(%) 规格 螺丝攻下孔径对照表 下孔径 下孔径(%) 下孔径 下孔径(%) 下孔径 下孔径(%) 美制粗牙螺纹 美制粗牙螺纹((UNC UNC)) 下孔径 下孔径(%)
五金钣金展开计算参数
1. 目的:为完善作业标准,制订本文件。 2. 范围:适用于本公司设计部门之作业。 3. 职责:针对设计计算展开统一计算参数。 4. 内容: 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层一中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲关径弯小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中收的内侧移动,中性层到板料内侧的距离用入表示 展开的基本公式: 展开长度=料内+料内+补偿量 4.1中性层系数 注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V形弯曲?但通常我们习惯取K2值。 4.2压弯90度角的修正系数a值 注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。 4.3其余图形展开计算方法:
r/t W0.5时,均可按90度清角计算展开长度展开注意事项为了防止产品展开过程中的失误,造成下料模的多次修改,特制定下料模的制作方式. (1) .凡对一些展开存在不确定因素的产品,例如,有拉伸性质的展开,多次折弯,Z折,有拉料现象 等产品的下料模,经工程分析有必要先试模的,其制作方式如下: A. 下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工. B. 成型模先做,试模时先镭射(按下料模展开尺寸)试模,产品先做实测,不合格时修正展开尺寸再镭射,一直 修到合格为止,合格样品送客户先承认. C. 样品经客户承认后,按修正展开尺寸整理下料模,进行下料模的线割加工. (2) .对展开较直观的,可基本控制的产品,一般只要经俩人展开核对无误,下料模可按正常方式加工
钣金件的展开计算---准确计算
钣金中的展开计算 一、钣金的计算方法概论 钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中最常用的方法就是简单的―掐指规则‖,即基于各自经验的算法。通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。 总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。 为了更好地理解在钣金设计的计算过程中的一些基本概念,先了解以下几点: 1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系 2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法 3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围 二、折弯补偿法
为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。图2是该零件的展开状态。 折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区域的长度。展平的折弯区域的长度则被表示为―折弯补偿‖值(BA)。因此整个零件的长度就表示为方程(1):LT = D1 + D2 + BA (1) 折弯区域(图中表示为淡***的区域)就是理论上在折弯过程中发生变形的区域。简而言之,为确定展开零件的几何尺寸,让我们按以下步骤思考: 1、将折弯区域从折弯零件上切割出来 2、将剩余两段平坦部分平铺到一个桌子上 3、计算出折弯区域在其展平后的长度 4、将展平后的弯曲区域粘接到两段平坦部分之间,结果就是我们需要的展开后的零件
钣金件展开尺寸计算方法
钣金件展开尺寸计算方法 2008年10月27日星期一下午 08:36 只有通用的原理,就是中性面没有变化,但是实际生产过程中一般按经验公式计算 第一种方法是剪一个一百宽的料,用折弯机这一道弯,记住板厚。加减系数便出来了,试三次取中数即可。这是最简便的方法。 可以学习PROE。CAXA软件,哪里有自动展开功能。不过系数还要靠前面试出来。 由公式可以计算,不过不好记,给大家列一个常用系数吧 板厚系数(毫米) 1, 1.6-1.8。 1.5, 2.4-2.6。 2.0, 3.3-3.5。 2.5, 4.2-4.5 3.0, 5.0-5.3 。 (系数会随你折弯下摸所用的槽宽的大小变化)仅供参考。 公式的话L=pa/2*r+y*T比较准确。 用 catial三维软件构造,软件本身有展开的功能 展开尺寸-L;折弯角-β;厚度-T;半径-R 1。0°≤β≤90° L=A+B-2(R+T)+(R+T/3)*(180-β)∏/180 2.β=90° L=A+B-0.429R-1.47T 3.90°≤β≤150° L=A+B-2(R+T)tan[(180-β)/2]+(R=T/2)(180-β)∏/180 4.150°≤β≤180° L=A+B 折弯参数表 材质板厚折弯系数标准下模特殊折弯尺寸(最小值)
板厚T 折弯系数 Y因子 铁板 (SPCC、SECC) T=0.5 0.9 V4 A=3.0 B=4.5 0.5 0.9 1.0584074 T=0.8 1.4 V4 A=3.2 B=5 0.8 1.4 0.786504625 T=1.0 1.7 V6 A=3.5 B=5.4 1 1.7 0.7292037 T=1.2 1.9 V6 A=4.2 B=6.4 1.2 1.9 0.774336417 T=1.5 2.5 V8 A=4.8 B=7.3 1.5 2.5 0.619469133 T=2.0 3.4 V12 A=6 B=9.2 2 3.4 0.51460185 T=2.5 4.3 V16 A=9.0 B=12.2 2.5 4.3 0.45168148 T=3.0 5.1 V16 A=9.6 B=12.9 3 5.1 0.4430679 T=4.0 6.5 V16 A=16.8 B=21.3 4 6.5 0.482300925 #DIV/0! 铝板(AL) T=0.5 0.8 V4 A=2.9 B=4.4 0.5 0.8 1.2584074 T=0.8 1.2 V4 A=3.1 B=4.9 0.8 1.2 1.036504625 T=1.0 1.6 V6 A=3.3 B=5.3 1 1.6 0.8292037 T=1.2 1.9 V8 A=3.5 B=5.7 1.2 1.9 0.774336417 T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.3 0.752802467 T=2.0 3.2 V12 A=6 B=9.1 2 3.2 0.61460185 T=2.5 4.1 V16 A=8.9 B=12.1 2.5 4.1 0.53168148 T=3.0 5 V16 A=9 B=12.8 3 5 0.476401233 T=4.0 6.3 V16 A=16.5 B=21.2 4 6.3 0.532300925 #DIV/0! 铜板(CU) T=0.5 0.8 V4 A=2.9 B=4.4 0.5 0.8 1.2584074 T=0.8 1.3 V4 A=3.2 B=5.0 0.8 1.3 0.911504625 T=1.0 1.7 V6 A=3.4 B=5.4 1 1.7 0.7292037 T=1.2 2 V8 A=3.5 B=5.8 1.2 2 0.691003083 T=1.5 2.3 V8 A=4.7 B=7.2 1.5 2.3 0.752802467 T=2.0 3.3 V12 A=6 B=9.2 2 3.3 0.56460185 T=2.5 4.2 V16 A=8.6 B=12.2 2.5 4.2 0.49168148 T=3.0 5 V16 A=9 B=12.8 3 5 0.476401233 T=4.0 6.3 V16 A=16.5 B=21.2 4 6.3 0.532300925
钣金冲压件折弯展开尺寸计算
开冲压模的朋友和做钣金冲压设计的工程师,经常会遇到计算冲压件展开长度的问题。目前有很多的计算方法,各种系数,各种公式,各种表格,各种软件也有自动展开的功能,但是很多都不够准确。 下面推荐的这种计算方法相对比较精确,值得收藏: 我们知道,弯曲件按中性层展开长度等于坯料长度的原则求得坯料的展开尺寸,如下图: 展开长度:L=L1+L2+L0 (其中L0 指的是中性层圆弧的弧长,注意,是弧长) 所以我们需要找到中性层的位移值xt,这个位移值的计算方法是材料厚度 t 乘以一个中性层位移系数 x ,即: 中性层位移值=xt
很明显,这种方法的关键就是要明确折弯中性层位移系数—— x 值 所谓的中性层位移系数 x 值,在一些三维软件(如:Pro/E或SolidWorks)中也叫折弯 K 因子 那么重点来了,怎样才能计算出 x 值呢? 拜托,当然不用你来算,前辈们早已算好了,折弯内 r 角与材料厚度 t 的比将决定 x 值的大小,下表直接查来就是了: 钣金折弯中性层位移系数x (K因子) 知道了位移值,就知道了中性层圆弧的半径R ,据据折弯角度a 的大小,就可以很方便的计算出中性层圆弧的弧长L0 ,再加长直边长度L1 和L2 ,就是工件的展开尺寸了。 重要小贴士:
1、r/t 值如果表格中没有,可以按下表已有数据近似推算。 2、现在估计没人会再去手工计算弧长L0 ,因为有CAD嘛,只需要按r/t 的值查出x 值(K因子),乘以料厚t,就是中性层位移值,将折弯内r 用偏移命令向外侧偏移该值,再直接量出弧长就行了。 3、如果有多处折弯的,可以偏移所有直边和内r ,并合并为多线段,查特性即可得到多线段的长度尺寸,也就是总的展开长度。 4、Pro/E或SolidWorks钣金折弯可以自动进行展开,很多人都觉得不准,其实奥秘就在于K因子。软件中有默认的K因子,这个默认值是基于r/t=1.0的情况下,也就是3.2左右,如果内折弯 r 角与材料厚度不同(r/t不是1.0),算出来的尺寸当然不准。怎么办呢?很简单,按上面表格中的数据修改默认的K因子数值,这样在软件中自动展开的尺寸才会更准确。
钣金件折弯展开计算方法(改正版)
?折床工作原理 折弯就是将上、下模分别固定于折床的上、下工作台,利用液压伺服电机传输驱动工作台的相对运动,结合上、下模的形状,从而实现对板材的折弯成形。 ? ? ? ?展开的定义和折弯常识 ★折弯展开就是产品的下料尺寸,也就是钣金
在折弯过程中发现形变,中间位置不拉伸,也叫被压缩的位置长度,也叫剪口尺寸。 ★折弯V槽选择公式:当R=0.5时,V=5T;当R>0.5时V=5T+R 折弯展开会根据上模和下模的不同而发生相应的变化,在更换模具时必须考虑进去。 ★折床的运动方式有两种: 上动式:下工作台不动,由上面滑块下降实现施压; 下动式:上部机台固定不动,由下工作台上升实现施压。 ★工艺特性 1.折弯加工顺序的基本原则:l由内到外进行折弯;由小到大进行折弯;先折弯特殊形状,再折弯一般形状。 2.90°折弯及大于90°小于180°折弯选模:一般在SOP没有特殊要求或没有 特殊避位的最好选用刀口角度为88°或90的折弯上模,这样可以更好的保证折弯角度的稳定性。
三、折弯展开尺寸计算方法,如右图: <1>直角展开的计算方法 当内R角为0.5时折弯系数(K)=0.4*T,前提是料厚小于5.0MM,下模为5T L1+L2-2T+0.4*T=展开 <2>钝角展开的计算方法 如图,当 R=0.5时的展开计算 A+B+K=展开
K= 1800-2/900 ×0.4 a=所有折弯角度 <3>锐角展开的计算方法 900折弯展开尺寸=L1+L2-2T+折弯系数(K),如右图: 当内R角为0.5时折弯系数(K)=0.4*T,L1和
L2为内交点尺寸 展开=L1+L2+K K=( 180—@) /90 *0.4T <4>压死边的展开计算方法 选模:上模选用刀口角度为300小 尖刀,下模根据SOP及材料厚度选 择V槽角度为300的下模。先用 4.4.1所选的模具将折弯角度折到约 300-650.
钣金展开图的绘制技巧
钣金展开图的绘制技巧 一. 图面展开步骤: 审图建立文件档案确定图框幅面零件展开标注尺寸审核 二. 图面展开之注意事项 1. 展开方式要合理,尽可能减小不必要的工序及考虑加工方便性 考虑实际加工工艺合理安排加工工序(孔与折边距离,压铆.折弯加工工艺.焊接加工工艺等),以上情形要考虑加工顺序的安排. 2. 合理选择间隙及包边方式 间隙及包边关系的选择的一般原则为:长边包短边,折弯展开间隙为0.2~1mm(根据板材板厚不同而取值不同) 3. 必须合理考虑公差 图面公差标注有如下几种: 4. 对于门板类及盒体必须考虑毛刺方向 对于该类零件的展开,必须要考虑毛刺,达到折弯后毛刺向里.对于一些大门板类零件设计时如未考虑烤漆掉挂工艺孔,而该类零件又无其它孔,在展开时考虑加开掉挂工艺孔. 5. 抽牙,压铆,冲凸,撕裂等位置方向必须明确,
画出剖面图 6. 对于图面上不同孔径的孔为了加以区别应在图面上用字母分别标识,不同孔径采用不同的字母. 7. 必须选择合理刀具; 8. 考虑烤漆及喷粉膜厚; 9. 尺寸标注规范化.齐全.清楚,压铆类标注需统一规范化 尺寸标注规范化:在任一图面绘制好尺寸标注前都要对尺寸标注比例进行设置,设置公式为AXP=1(A>0,P>0,P为所设置值既overall scale 值为P),尺寸文本字高为3. 10. 材质,板厚要与表处方式相结合; 11. 选择合适的图纸幅面; 12. 特殊角度折弯系数及内R角变化要试验确定; 13. 部分尺寸较多的地方可画出放大图以便清楚表达; 14. 易出错的地方需重点提示,如不对称零件,部分零件可在展开图上画出折弯示意; 15. 对于需保护的地方要加以标示. 16. 拉丝件要标明拉丝方向.
螺纹孔底孔尺寸表
文摘:在钣金冲压件中,根据材料的厚度,采用精冲小孔、变薄翻边、冷冲孔和挤压等工艺方法,形成螺纹底孔。本文论述了上述螺纹冲压工艺、模具结构及其设计制造工艺。主题词:冲孔螺纹底孔、冲孔小孔、变薄翻边、冷冲孔与挤压、成形技术。螺纹连接结构,尤其是紧密螺纹连接结构,是各种机电和家用电器中最重要的部件连接结构。对于钣金冲压件的紧密螺纹连接,连接螺纹的长度必须大于材料的厚度,以保证连接的可靠性和增强其承载能力,从而达到使钣金冲压件可靠、重量轻、强度高的目的。轻巧紧凑的理想结构部件。在仪器仪表、电子电器、各种家用电器、家用电器、玩具等产品的钣金冲压件中,经常采用M2-M10小螺纹紧固结构。为了提高生产效率,满足大批量生产的需要,采用小孔精密冲孔、减薄翻边、冷冲孔、挤压等方法,不仅可以冲孔而不必钻孔,大大提高了生产效率,同时,可获得尺寸准确、一致性好的底孔,使螺纹连接有足够的长度,保证连接的可靠性和设计要求的承载能力。因此,采用冲压成形技术加工小螺纹底孔具有质量高、成品率高的效果,也是一项成熟且值得推广的技术。1螺纹底孔的计算合适的螺纹底孔尺寸不仅取决于螺纹直径,而且与螺距有密切关系。通常计
算如下:当tL≤1时,取:dZ=d-tL,当tL>1时,取:dZ=d-(1.04~1.06)tL(2),式中tL螺距,mm dZ—螺纹底孔直径,mm d—螺纹直径,mm表1螺纹底孔直径合理值(mm)螺纹直径d螺距tL底孔直径dz M1 M2 M3 M4 M5 M6 M12 M12 M14 M16 M18 M20 M22 M24 M27 M30 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2.5 2.5 2.5 3 3 3 3 3.5 0.75 1.6 2.5 3 4 4 5 5 5 5 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4 20.9 26.3 2冲螺纹的基本工艺底孔是冷冲压法,冲压钣金件螺纹底孔的主要工艺方法是:(1)当冲压件的厚度满足螺纹连接所需长度时,用厚料冲孔并精冲。冲压工艺可以解决这个问题。一般较厚的材料,小孔多为小孔,即冲孔螺纹底孔的直径dz≤t或略大于t,见表2。螺纹连接的最小有效长度取决于螺纹直径和螺距,并与联轴器的材料类型密切相关。表2厚板冲孔小螺纹底孔参数(中碳钢冲孔件)冲孔材料厚度t(mm)螺钉直径d螺距tL(mm)底孔直径dz(mm)所需最小螺纹连接长度Lmm(mm)3 M2 M3 M4 0.4 0.5 0.7 1.6 2 2.5 3 3 1.7 2 2.6 4 M3 M4 M5 0.5 0.7 0.8 2 2 2.5 4 4 4.2 2 2 2 2.63.2.2 2 2 24.2.2 M4 M5 M5 M5 M6 0.7 0.8.8.3 3 3.3 3 3.3 3 3 3 3 6 6 6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 M6 2 2 2 2
钣金折弯展开快速计算方法【干货】
钣金折弯展开快速计算方法【干货】 内容来源网络,由“深圳机械展(11万m2, 1100多家展商,超10万观众)” 收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、自动化、数字无人 工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展。 钣金折弯跟展平时,材料一侧会被拉长,一侧被压缩,受到的因素影响有:材料类型、材料 厚度、材料热处理及加工折弯的角度。 展开计算原理: 1.板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层称为中性层;中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准. 2.中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处;当弯曲半径变小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中心的内侧移动.中性层到板料内侧的距离用入表示. 展开计算的基本公式:展开长度=料内+料内+补偿量
2.1 R=0?折穹角e =90 0 (T<1.2.不含1.2mm) L?(A-T)+(B-T)+K T<1.2mm =A-B ?2T丰0.4T 上式中取:入-T/4 K?A U/2 = T/4e x/2 -0.4T 2.2 R-0? 0 ?90G(T±12含 L?(A?T)+(B?T)+K ?A*B ?2T+O?ST 上式中取:入-T/3 K=A U/2 ■T/3F2 =0.5T 23 R=0 0 =90 f L?(A-T-R)*(B?T?R)+(R*入)?M2 当R M5T 时A =T/2 ITS R
螺纹底孔尺寸
摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10 的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1 螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1 时,取:d Z=d-t L 当t L>1 时,取:d Z=d-(1.04 ~1.06)t L (2) 式中t L-螺距,mm d z-螺纹底孔直径,mm d-螺纹直径,mm 表 1 螺纹底孔直径的合理值(mm) 螺纹直径d螺距t L底孔直径d z M1 M20.25 0.40.75 1.6 M30.5 2.5 M40.7 3.3 M50.8 4.2 M6 15 M8 1.25 6.7 M10 1.58.5 M12 1.7510.2 M14 11.9 2 13.9 M16 2 M18 2.515.4 M20 2.517.4
螺纹孔底孔尺寸表
底孔一般是指用丝锥攻内螺纹之前所预制的孔的直径,一般指加工件的内置圆孔,最底或最面上的圆形孔洞。 丝锥在攻螺纹的过程中,切削刃主要是切削金属,但还有挤压金属的作用,因而造成金属凸起并向牙尖流动的现象,所以攻螺纹前,钻削的孔径(即底孔)应大于螺纹内径。 底孔的直径可查手册或按下面的经验公式计算:脆性材料(铸铁、青铜等):钻孔直径d0=d(螺纹外径)-1.1p(螺距) 塑性材料(钢、紫铜等):钻孔直径d0=d(螺纹外径)-p(螺距)
M20X1.5 18.50 18.676 18.376 M20X1.0 19.00 19.153 18.917 M22X2.0 20.00 20.210 19.835 M22X1.5 20.50 20.676 20.376 M22X1.0 21.00 21.153 20.917 M24X2.0 22.00 22.210 21.835 M24X1.5 22.50 22.676 22.376 M24X1.0 23.00 23.153 22.917 M25X2.0 23.00 23.210 22.835 M25X1.5 23.50 23.676 23.376 M25X1.0 24.00 24.153 23.917 M26X1.5 24.50 24.676 24.376 M27X2.0 25.00 25.210 24.835 M27X1.5 25.50 25.676 25.376 M27X1.0 26.00 26.153 25.917 M28X2.0 26.00 26.210 25.835 M28X1.5 26.50 26.676 26.376 M28X1.0 27.00 27.153 26.917
螺纹底孔对照表(技巧学习)
螺纹底孔直径公制普通粗牙螺纹 螺纹代号 钻头直径HSS 硬质合金 M2×0.4 1.6 1.65 M3×0.5 2.5 2.55 M4×0.7 3.3 3.4 M5×0.8 4.2 4.3 M6×1.0 5.0 5.1 M8×1.25 6.8 6.9 M10×1.5 8.5 8.7 M12×1.75 10.3 10.5 M14×2.0 12.0 12.2 M16×2.0 14.0 14.2 M18×2.5 15.5 15.7 M20×2.5 17.5 17.7 M24×3.0 21.0 ……M30×3.5 26.5 ……M36×4.0 32.0 ……M42×4.5 37.5 ……M45×4.5 40.5 ……M48×5.0 43.0 ……
公制细牙螺纹 螺纹代号 钻头直径HSS 硬质合金 M2×0.25 1.75 1.75 M3×0.35 2.7 2.7 M4×0.5 3.5 3.55 M5×0.5 4.5 4.55 M6×0.75 6.3 6.35 M8×1.0 7 7.1 M8×0.75 7.3 7.35 M10×1.0 9 9.1 M10×1.25 8.8 8.9 M10×0.75 9.3 9.35 M12×1.5 10.5 10.7 M12×1.25 10.8 10.9 M12×1.0 11 11.1 M14×1.5 12.5 12.7 M14×1.0 13.0 13.1 M16×1.5 14.5 14.7 M16×1.0 15.0 15.1 M18×1.5 16.5 16.7 M18×1.0 17 17.1
M20×2.0 18 18.3 M20×1.5 18.5 18.7 M20×1.0 19 19.1 M24×2.0 22.0 ……M24×1.5 22.5 ……M24×1.0 23.0 ……M30×3 27 ……M30×2 28 ……M30×1.5 28.5 ……M30×1.5 29 ……M36×3.0 33.0 ……M36×2 34.0 ……M36×1.5 34.5 ……M42×4 38 ……M42×3 39 ……M42×2 40 ……M42×1.5 40.5 ……M45×4 41 ……M45×3 42 ……M45×2 43 ……M45×1.5 43.5 ……
五金钣金展开计算参数
五金钣金展开计算参数 Company Document number:WTUT-WT88Y-W8BBGB-BWYTT-19998
1.目的:为完善作业标准,制订本文件。 2.范围:适用于本公司设计部门之作业。 3.职责:针对设计计算展开统一计算参数。 4.内容: 展开计算原理 板料在弯曲过程中外层受到拉应力,内层受到压应力,从拉到压之间有一既不受拉力又不受压力的过渡层—中性层,中性层在弯曲过程中的长度和弯曲前一样,保持不变,所以中性层是计算弯曲件展开长度的基准。中性层位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度的中心处,当弯曲关径弯 小,折弯角度增大时,变形程度随之增大,中性层位置逐渐向弯曲中收的内侧移动,中性层到板料内侧的距离用λ表示. 展开的基本公式: 展开长度=料内+料内+补偿量 4.1中性层系数 注明:K1适用于有顶底的V形或U形弯曲,K2适用于无顶底的V形弯曲.但通常我们习惯取K2值。 4.2压弯90度角的修正系数a值 注明:此数据可单独用于90度角的折弯修正,也可与中性层系数互相检查核对。 4.3其余图形展开计算方法:
4.4当折弯角度为90度,r=0(俗称“90度清角”)时,各材料厚度对应的经验值: r/t≦时,均可按90度清角计算展开长度. 展开注意事项 为了防止产品展开过程中的失误,造成下料模的多次修改, 特制定下料模的制作方式. (1). 凡对一些展开存在不确定因素的产品, 例如, 有拉伸性质的展开, 多次折弯, Z折,有拉料现象 等产品的下料模, 经工程分析有必要先试模的, 其制作方式如下: A.下料模的模板先不完全加工完毕,先完成机加及热处理部分,线割部分暂缓加工. B.成型模先做, 试模时先镭射(按下料模展开尺寸)试模, 产品先做实测, 不合格时修正展开尺 寸再 镭射,一直修到合格为止, 合格样品送客户先承认. C. 样品经客户承认后, 按修正展开尺寸整理下料模, 进行下料模的线割加工.