集装箱闸口操作流程图
集装箱闸口操作流程
接班前准备:查看上班的交接班记录,跟上班的同事现场交接。白班关闭通道照明灯,夜班开启通道照明灯。
出入门程序操作:开启电脑,双击桌面上的Sysmenu图标,单击“智能闸口”,用户名“GATE3A”(共四个口:3、5、6、7,三个班次A、B、C,对应本班本口,正确选择输入)。如上班没有退出程序,接班人要关闭程序,重新接班
“进门操作”是办理收箱和提箱业务,“出门操作”是办理车辆出场,“取消进门”显示当班进门操作所办理收提箱业务但还未装卸箱的所有车辆。司机如提出不提箱时,就在这里面删除,或者操作错误需重新办理时,也在这里删除。“查询”里的“已作业/未出闸车列表”显示本班进场并且已经装卸完箱的车辆,出口能进行的出门车辆操作都显示在这里面。“出闸列队查询”里提供任何时间段进口和出口办理完收箱和提箱并已经出场的车辆及箱号查询,“退换箱查询”里提供任何时间段在出口办理完退箱和换箱业务的车辆及箱号查询。
监控操作:双击桌面上的“海关卡口业务远程监控端系统”图标,用户名:000001,
密码:111111,弹出的页面左侧有通道口列表,勾选自己对应的通道口,单击“信息查询”,选择“历史记录查询”,弹出的框点确认,待车进入通道,监控扫描照相后,双击通道监控信息栏,这时进入“数据补采”页面,列出六个页面,上面三个是前箱的前左右三面,下面是后箱的后左右三面,箱体除去底面的五个面都有箱号,箱顶有两个箱号(前顶部和后顶部),选择清楚的一面箱号核对。模式选择里面的“通道模式”是显示对应的进出通道监控,只显示最近的一车箱号,“所有模式”是显示进出该口所有车辆的箱号照片,如果查询箱号,就使用“所有模式”查询。
*注:当车辆进入通道后,通道顶的监控摄像会自动采集箱号,如果屡次出现黑屏的情况,请打联系中控,中控会叫人过来修理。两个进口的操作程序与监控是连接的,所以办理收箱时,箱号会自动弹出来,箱号确认完后,放行杆会自动抬起,不用再手动按抬杆按钮。
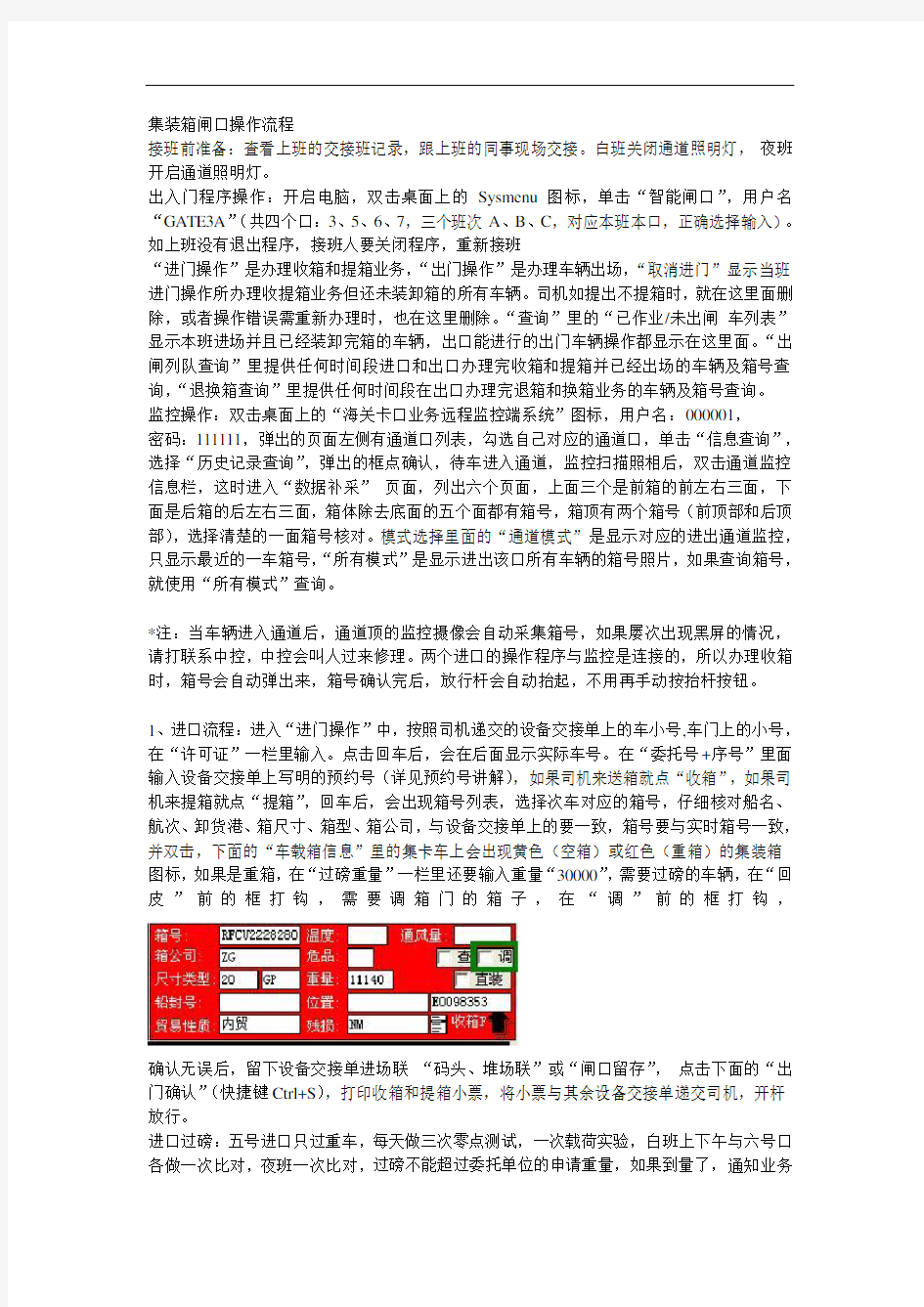
1、进口流程:进入“进门操作”中,按照司机递交的设备交接单上的车小号,车门上的小号,在“许可证”一栏里输入。点击回车后,会在后面显示实际车号。在“委托号+序号”里面输入设备交接单上写明的预约号(详见预约号讲解),如果司机来送箱就点“收箱”,如果司机来提箱就点“提箱”,回车后,会出现箱号列表,选择次车对应的箱号,仔细核对船名、航次、卸货港、箱尺寸、箱型、箱公司,与设备交接单上的要一致,箱号要与实时箱号一致,并双击,下面的“车载箱信息”里的集卡车上会出现黄色(空箱)或红色(重箱)的集装箱图标,如果是重箱,在“过磅重量”一栏里还要输入重量“30000”,需要过磅的车辆,在“回皮”前的框打钩,需要调箱门的箱子,在“调”前的框打钩,
确认无误后,留下设备交接单进场联“码头、堆场联”或“闸口留存”,点击下面的“出门确认”(快捷键Ctrl+S),打印收箱和提箱小票,将小票与其余设备交接单递交司机,开杆放行。
进口过磅:五号进口只过重车,每天做三次零点测试,一次载荷实验,白班上下午与六号口各做一次比对,夜班一次比对,过磅不能超过委托单位的申请重量,如果到量了,通知业务
科调度,调度说不能过,让司机自己联系货主,就告诉司机不能过磅,令其联系货主,等调度来,通知加量,可以继续过磅,更改计划量,并保存。工班作业结束,打印值班日记,打印集装箱衡重记录单,与货物交接小票进行核对箱号、箱重,发现错误及时更改,一式三份,第一联送交班长核对,二三联送交业务科。
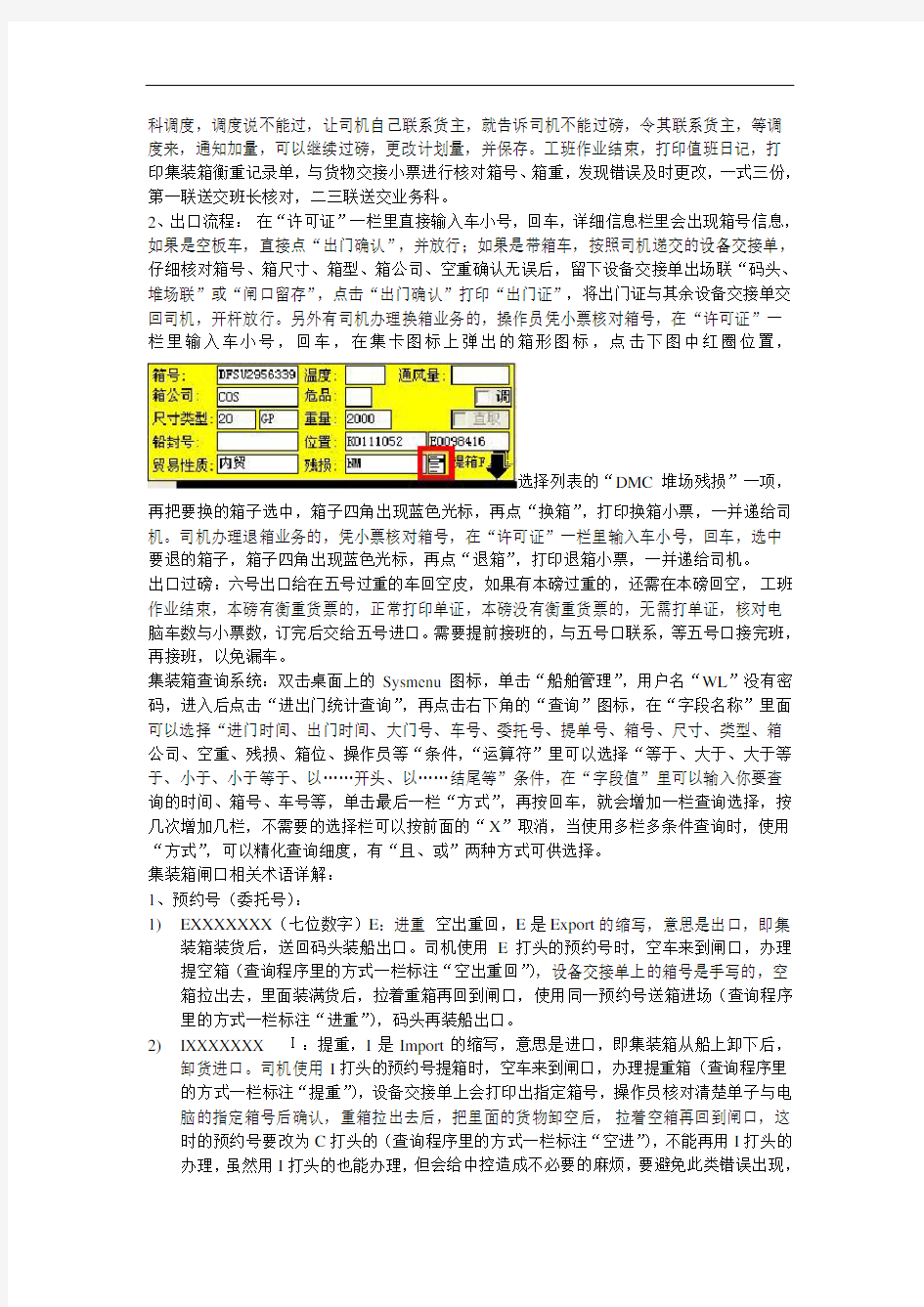
2、出口流程:在“许可证”一栏里直接输入车小号,回车,详细信息栏里会出现箱号信息,如果是空板车,直接点“出门确认”,并放行;如果是带箱车,按照司机递交的设备交接单,仔细核对箱号、箱尺寸、箱型、箱公司、空重确认无误后,留下设备交接单出场联“码头、堆场联”或“闸口留存”,点击“出门确认”打印“出门证”,将出门证与其余设备交接单交回司机,开杆放行。另外有司机办理换箱业务的,操作员凭小票核对箱号,在“许可证”一栏里输入车小号,回车,在集卡图标上弹出的箱形图标,点击下图中红圈位置,
选择列表的“DMC堆场残损”一项,再把要换的箱子选中,箱子四角出现蓝色光标,再点“换箱”,打印换箱小票,一并递给司机。司机办理退箱业务的,凭小票核对箱号,在“许可证”一栏里输入车小号,回车,选中要退的箱子,箱子四角出现蓝色光标,再点“退箱”,打印退箱小票,一并递给司机。
出口过磅:六号出口给在五号过重的车回空皮,如果有本磅过重的,还需在本磅回空,工班作业结束,本磅有衡重货票的,正常打印单证,本磅没有衡重货票的,无需打单证,核对电脑车数与小票数,订完后交给五号进口。需要提前接班的,与五号口联系,等五号口接完班,再接班,以免漏车。
集装箱查询系统:双击桌面上的Sysmenu图标,单击“船舶管理”,用户名“WL”没有密码,进入后点击“进出门统计查询”,再点击右下角的“查询”图标,在“字段名称”里面可以选择“进门时间、出门时间、大门号、车号、委托号、提单号、箱号、尺寸、类型、箱公司、空重、残损、箱位、操作员等“条件,“运算符”里可以选择“等于、大于、大于等于、小于、小于等于、以……开头、以……结尾等”条件,在“字段值”里可以输入你要查询的时间、箱号、车号等,单击最后一栏“方式”,再按回车,就会增加一栏查询选择,按几次增加几栏,不需要的选择栏可以按前面的“X”取消,当使用多栏多条件查询时,使用“方式”,可以精化查询细度,有“且、或”两种方式可供选择。
集装箱闸口相关术语详解:
1、预约号(委托号):
1)EXXXXXXX(七位数字)E:进重空出重回,E是Export的缩写,意思是出口,即集
装箱装货后,送回码头装船出口。司机使用E打头的预约号时,空车来到闸口,办理提空箱(查询程序里的方式一栏标注“空出重回”),设备交接单上的箱号是手写的,空箱拉出去,里面装满货后,拉着重箱再回到闸口,使用同一预约号送箱进场(查询程序里的方式一栏标注“进重”),码头再装船出口。
2)IXXXXXXX I:提重,I是Import的缩写,意思是进口,即集装箱从船上卸下后,
卸货进口。司机使用I打头的预约号提箱时,空车来到闸口,办理提重箱(查询程序里的方式一栏标注“提重”),设备交接单上会打印出指定箱号,操作员核对清楚单子与电脑的指定箱号后确认,重箱拉出去后,把里面的货物卸空后,拉着空箱再回到闸口,这时的预约号要改为C打头的(查询程序里的方式一栏标注“空进”),不能再用I打头的办理,虽然用I打头的也能办理,但会给中控造成不必要的麻烦,要避免此类错误出现,
提醒司机返场提供正确的预约号。
3)CXXXXXXX C:空出空进空进转关,C是Circulation的缩写,意思是流通周转,
空的集装箱像商品一样流通周转,装卸货物,为箱公司赚取利润。使用C打头的预约号有三种情况:1、司机空车来到闸口,办理提空箱(查询程序里的方式一栏标注“空出”),这时使用C打头的预约号,电脑上只显示箱尺寸类型和箱公司,没有船名航次,操作员只需核对这三项。有的设备交接单上会打印出指定箱号,即提指定空箱;2、司机拉着空箱来到闸口,办理送箱(对于闸口而言是收箱),使用C打头的预约号(即上面第二条提重后,卸货送空箱回来所使用的,查询程序里的方式一栏标注“空进”)电脑上只显示箱号、箱尺寸类型和箱公司;3、司机拉着新空箱来到闸口,办理送箱(查询程序里的方式一栏标注“空进转关”),司机递交的不是设备交接单,而是小票,使用C打头的预约号,在把箱子点到集卡车上后,在箱号栏手工输入箱号,进场的空箱直接装船出口转关。
2、箱公司:中远COS(等同PAN)中远特殊COE
合德HED 合德外贸HDW 合德自备HDS
南青NQ 退租箱TZX(南青退租箱)
镇海港通GTX CQX NBX
致通ZTD
中谷新良ZG XL(中谷特殊箱,XL字样在设备交接单上不标注,只在电脑上显示,不用盖章确认)
安通ATL
货主自备SOC(设备交接单和电脑上有SOC的,就不必分是哪一家箱公司的。设备交接单上无SOC字样,手写补充的,需要在SOC字样上盖船公司章)
*注:同一箱公司不同代码缩写的不能搞混。
3、航次:一般为一位数到五位数不等,有的后面接N(North表示此航次从南向北开)或S (表示此航次从北向南开),表示该船的航行方向。
4、卸货港:中远设备交接单上会标注卸货港代码,此代码【必须】与电脑预约的代码一致
5、箱尺寸:20尺小柜、40尺大柜
6、箱类型:GP F(普柜)
HC、HQ、HF(超高箱)
TK(罐箱)
RF、RQ(冷藏箱)HR(冷藏超高箱)
OT(开顶箱)
FR(框架箱)
﹡设备交接单上机打的信息有更改的,必须船公司盖章确认,改哪里盖哪里,盖在空白处无效。
7、设备交接单:箱公司印制,司机办理出入集装箱堆场业务的单证,分出场和入场两套,各六。闸口操作员留存出入对应的“闸口留存”或“码头、堆场”联。船名、航次、卸货港、箱尺寸类型、为打印的,如果有更改,必须有箱公司盖章。箱号如果是手写的,可以随意修改,不需盖章,箱号如果是机打的,有修改的,必须有箱公司盖章。使用哪家箱公司的设备交接单,就提或收哪家箱公司的箱子,不能提或收别家箱公司的箱子,箱公司有修改并盖章仅限于同一家箱公司不同代码缩写的情况。致通、合德、中远、港通的设备交接单标注箱公司的英文缩写,南青、安通、中谷的设备交接单不标注箱公司的英文缩写,核对时注意。
8、过磅小票:过磅小票无固定格式,标明委托单位、箱号、空箱重量即可。
9、进出门打印小票:全名“港集装箱码头公司作业指南”,进场时作为司机卸箱指南,上
面标有卸箱场地位置,出场时作为司机出港大门的出门证。
特殊情况:
1、在进口,提空箱时显示“在场港箱没有箱号为02的箱子”,表示场暂时没有箱,提不了。
2、收箱时,点确认时出现“箱号XX不合法,如果继续可能造成箱号错误,是否继续?”,表示箱号输入错误,按照提示错误的箱号核对,如果箱号正确,直接点是,确认即可,如不正确,有两种情况,一是操作员误点空格或误输入数字字母,按照正确的修改即可,一是预约的箱号本来就是错误的,请司机联系公司修改预约。遇场站集箱(即进新箱),出现“箱号不合法”,此情况为输入箱号错误,重新输入正确箱号即可。
3、点进门确认时,弹出“Call In Gate:该车保险已过保险期,不允许进门,请核对。”,表
明此车需到集装箱有关部门补办车保险手续,此车暂不能进场办理提箱或收箱业务,如实告知司机,令其出场。
4、在进口,输入车小号时显示“该车上次作业没出门,不能进门”,表示该车上次进门没
有办理出场,这时应该找司机要小票,核对清楚后,告诉出口,给该车点出门确认,再
重新办理进场业务。
5、在进口,最后点确认时提示“错误代码:01 计划围用完,前箱位置未找到”,表示场没
有箱位,该箱无法卸下,这时应该稍等一两分钟,中控那边看到同步的提示框,会安排箱位,一两分钟后再点确认,就可以正常办理了。如果还不行,就打联系中控,告知该箱没有箱位,待中控操作完,再正常办理。
6、在进口,输入车小号时,回车不管用,先检查键盘线,键盘无问题的话,就是电脑没有
该车资料,通知该车不能进场。或是输入了错误车号,请与司机核准。
7、在出口,核对实时箱号和电脑显示箱号还有单子上的箱号,发现电脑上的箱号与实际的
不符时,请司机回场联系提箱的设备人员,并告知错误箱号。如不需换箱,直接选中错误箱号,不点残损,直接点换箱即可,按照车上的实际箱号,更换指令;或者以电脑上的箱号为准,让司机直接返回堆场,卸下错误的箱子,装上电脑上指定的箱子。
8、“该箱在某某船某航次的清单上,与委托不符,不允许进门,请按清单改委托”告诉司
机按提示船名航次修改预约。
9、办理收箱时,提示“该委托船已离港”,告知司机该船已经离港,建议改航次或船名,
重新做预约。
10、在进口,做收重箱操作时,提示“车重=7000公斤,托盘重量=720公斤,过磅重
量应至少大于11722公斤”,是提醒操作员事先要设定过磅重量。
11、在进口,做收重箱操作时,提示“重量XXXX公斤超过系统超皮重XXXX公斤”,
是提醒操作员设定正确的过磅重量,不能过大也不能过小。
12、在进口,已经过磅的车辆,不能同时办理提箱指令,已经办理的,或者删除提箱指
令,或者提醒司机先回空再提箱。已经提箱的,出口操作员要告诉司机回场卸箱,再回来回空皮。场桥不给卸的情况下,可以给已装的箱点退箱。
13、在5号进口,忘记回皮打钩时,或者删除已办理指令,重新再办一次;或者用飞鸽
传书告诉两个出口,提醒该车要回空,不能放走。
14、在进口,输入车小号后,提示“HD-00505:该车已被禁止进场!”如实告知司机,
此车不能进场办理提箱或收箱,请联系中控。
15、在进口,办理收箱时,提示“该箱在出口清单中,请允许入场”。表示该箱要装入
码头作业船,即使船名航次卸货港不符,也不用盖戳修改,可以正常办理,不能因为不符而让司机出去盖戳,如果延误了该箱装船,会给货主造成不可挽回的经济损失。所以操作时发现船名航次不符,先把箱点到车上,点确认键,出现该提示框,表明是作业船,如果不出现该提示框,就让司机出去盖戳,重新做预约。
16、当司机提出不提箱了,首先看他的车上有没有箱,如无箱也没有确认指令,出口人
员直接在“取消进门”里取消该车提箱信息,并放行空车即可。如已经提完箱的,请司机联系中控室,待中控下达取消提箱的通知再给办理退箱指令,如无通知不能办理退箱指令。
17、“调箱门”是指送箱进场的重箱(预约号是以E打头的),装在车上箱门朝前,需
要进口操作员办理调箱门,再由堆高机进行调箱操作。如果是空箱箱门朝前,不需办理调箱门,提箱也不用点调箱门,操作员要认真操作,以免错误,导致司机和物流公司支付额外的费用。
18、飞鸽传书是类似QQ的即时聊天发信息软件,是进出口操作员互发车辆信息的工
具,比打要快捷,有过场箱(指装载在车上进场,原封不动又拉出场的箱子)的车辆、暂无法办理收提箱业务,空车或重车出场的车辆,需要用飞鸽传书给对口发信息。点蓝要发信息的进口或出口,输入信息,点击确认,对方打开了,会回馈“信封已经被打开”,如果要查询以前的信息记录,用右键点击屏幕右下角飞鸽图标,选择“查看通信记录”。
19、在出口,办理车辆出场时,点击确认时弹出“Call Out Gate:堆场没作业,不能出
门确认”的提示框,表示该车装箱指令还未发全,等另一条指令发过来后,才能出门确认。
20、在进口,办理提箱时,核对完箱号后,点确认时弹出提示框“箱子XX已经进闸,
表示该箱在近期已经办理进场,是操作员误点所致,联系中控,中控通知可以办理时,再确认进场。另一种情况是提箱时,都核对完,点确认时弹出此框,是因为程序自己从“提箱”跳到“收箱”上,再把“提箱”点上后,就可以点击确认了。
20、在进口,办理收、提箱时,弹出“系统港外拖车代码没有找到拖车号为XXXX的拖车”提示框,表示在“许可证”一栏没有输入车小号或输入错误,重新输入即可。
21、在进口,办理收提箱时,把错误的箱号点上集卡车时,在错误的箱子上点右键,就会弹出“是否去掉该箱”的提示框,点击“是”去掉该箱,重新点击正确的箱号确认。
流程图作业指导书
文件代码: 拟制: 发布日期: 审核: 矩阵式流程图制作指导书 版本: 页次: 批准: 1 目的 本规定旨在阐明矩阵式流程图的制作方法及流程图排版格式,确保公司制作流程图标准化。 2 适用范围 本规定适用于公司所有流程图的制作。 3 定义 3.1 矩阵式流程图:它包括横坐标和纵坐标,横坐标表示工作任务,纵坐 标表示角色。 3.2 逻辑流程图: 它基于业务的角度,不考虑约束条件只表示业务的流程 方向,一般用于高端的流程。 3.3 物理流程图: 它基于流程的角度,要考虑细节性的约束条件,如由谁 来做,做什么,都有明确的说明,一般用来详细描述子流程。 4 职责 无。 5 流程图的制作方法 5.1 矩阵式流程图常用符号 椭圆符号表示终端。它表示一个过程的开始(输入)或结束(输出)。 角色间的分隔线。虚线表示外部角色与内部角色的分隔,实 线表示内部角色间的分隔。 表示流程中的角色,它在流程图的左侧。它包含外部的顾客、 供应商,内部的部门、部门中的角色;一个角色可以在流程 中执行多个活动,一个活动也可由几个角色共同承担。 表示活动框,它在流程图的右侧。每个活动用一个活动框, 上方为它的编号(居中),下方用动词词组来描述活动。活 动框按活动发生的时间顺序来排列。同时进行的活动并列排 列。 菱形符号表示判断。它表示过程中的一项判定或一个分岔 点。判定或分岔的说明写在菱形上框内,一般以问题的形式 出现。对该问题的回答判定于菱角引出路线。每条路线标上 相应的回答。 流线符号表示进展,它表示过程的流程方向(流线箭头指 向)。 返工符号,表示循环的活动。箭头向外表示返工的输出点, 箭头指向的步骤表示返工的输入/起始点。 圆圈符号表示延续。它表示在相互联系的流程图内,圈内使 用同样的字母或数字,以表示各个过程间是如何连接的。或 直接标示该过程要转入的下道流程/流程的名称。 需放置于执行者/主责角色栏中。 总裁办
集装箱闸口操作流程
集装箱闸口操作流程 接班前准备:查看上班的交接班记录,跟上班的同事现场交接。白班关闭通道照明灯, 开启通道照明灯。 出入门程序操作:开启电脑,双击桌面上的 Sysmenu 图标 户名“ GATE3A ”(共四个口: 3、5、6、7,三个班次 A 、B 、C ,对应本班本 口,正确选择 输入)。如上班没有退出程序,接班人要关闭程序,重新接班 “进门操作”是办理收箱和提箱业务, “出门操作”是办理车辆出场, “取消进门”显示当班 进门操作所办理收提箱业务但还未装卸箱的所有车辆。 司机如提出不提箱时,就在这里面删 除,或者操作错误需重新办理时,也在这里删除。 “查询”里的“已作业/未出闸车列表” 显示本班进场并且已经装卸完箱的车辆,出口能进行的出门车辆操作都显示在这里面。 “出 闸列队查询”里提供任何时间段进口和出口办理完收箱和提箱并已经出场的车辆及箱号查 询,“退换箱查询”里提供任何时间段在出口办理完退箱和换箱业务的车辆及箱号查询。 监控操作:双击桌面上的“海关卡口业务远程监控端系统” 图标 ’,用户名:000001, 密码:111111,弹出的页面左侧有通道口列表,勾选自己对应的通道口,单击“信息查询” , 选择“历史记录查询”,弹出的框点确认,待车进入通道,监控扫描照相后,双击通道监控 信息栏,这时进入“数据补采” 页面,列出六个页面,上面三个是前箱的前左右三面,下 面是后箱的后左右三面,箱体除去底面的五个面都有箱号, 箱顶有两个箱号(前顶部和后顶 部),选择清楚的一面箱号核对。 模式选择里面的“通道模式” 是显示对应的进出通道监控, 只显示最近的一车箱号,“所有模式”是显示进出该口所有车辆的箱号照片, 如果查询箱号, 就使用“所有模式”查询。 *注:当车辆进入通道后,通道顶的监控摄像会自动采集箱号,如果屡次出现黑屏的情况, 请打电话联系中控,中控会叫人过来修理。 两个进口的操作程序与监控是连接的, 所以办理 收箱时,箱号会自动弹出来,箱号确认完后,放行杆会自动抬起,不用再手动按抬杆按钮。 1、进口流程:进入“进门操作”中,按照司机递交的设备交接单上的车小号 ,车门上的小号, 在“许可证”一栏里输入。点击回车后,会在后面显示实际车号。在“委托号 +序号”里面 输入设备交接单上写明的预约号 (详见预约号讲解),如果司机来送箱就点“收箱”,如果司 夜班 ,单击“智能闸口” ,用
集装箱码头堆场出口箱堆放位置分配问题
集装箱码头堆场出口箱堆放位置分配问题 文件排版存档编号:[UYTR-OUPT28-KBNTL98-UYNN208]
集装箱码头堆场出口箱堆放位置分配问题摘要:随着全球化步伐的加快和国家贸易的迅猛增长,集装箱运输已成为连接全球供应链至关重要的一环。港口作为现代物流系统中的重要节点,是海陆运输的枢纽,爱全球化制造和国家贸易中扮演着不可或缺的角色。 堆场是集装箱码头的重要资源,是港口的重要组成部分,其堆场集装箱堆位分配优劣直接影响码头整体的运作效率。本文着重以集装箱码头堆场出口箱堆位分配为研究内容,分为出口箱堆场空间场位问题和具体储存位置分配问题,运用混合整数规划和混合序列叠加算法两个阶段进行探讨和研究。 关键词:集装箱码头储位分配混合整数模型启发式算法 一﹑绪论 问题背景 随着全球经济一体化的迅猛发展,一方面企业的采购﹑仓储﹑销售﹑配送等协作关系日趋复杂,全球采购﹑全球销售﹑本土化生产的趋势越来越明显。国家经济与世界经济的发展更加紧密地融合在一起。这对于物流服务的速度以及吞吐量提出了更高的要求;另一方面,经济全球化在本国企业带来新的机遇的同时,也带来了巨大的挑战。企业面临的竞争日益加剧,如何降低企业的生产经营成本以增强盈利能力摆在所有企业面前的一道难题,而如何通过科学的手段在不影响物流服务水平的前提下降低物流成本,成为了各个企业关注的焦点,也成为研究的热点。 集装箱运输的不断发展,一方面导致目前国内许多集装箱码头超负荷工作,给集装箱码头运用管理人员的日常决策带来了很多困难。为缓解集装箱运输业发展所带来的压力,国内许多港口城市竞相规划和建设大型集装箱深水码头,规模
详细流程图--集装箱码头堆场(20071109)
国际物流---码头系统流程 一、基础信息 二、集装箱码头进口/提箱流程 与发生业务的集装箱公司签订合同。 集装箱按照清单进行卸船作业。 码头根据到港集装箱数据制作进口计划,并且分配好堆场库位(人工分配)。码头根据预报信息制定合理的堆场计划,这样,进口来的集装箱才 能堆放在合理的位置,提高码头的工作效率、降低码头的成本。 未到港船舶通过EDI 信息,通知码头船舶的航次、船名、预计到港时间、 卸船数等详细信息。(EDI :是指通过通信网络传输的电子数据。 )国际航线(中国---北美、中南美、欧洲、东非、西非、红海、韩国等) 国内航线(上海、大连、深圳、三亚、南京、宁波、青岛等) 航线信息堆场信息 码头设备类型码头装卸设备吊装设备、起重设备、装卸设备等。收费项目与 价格管理岸吊、龙门吊、可移式吊、抓斗吊、集装箱吊、浮吊、叉车、拖车等(其中浮吊 起重能力达600吨)。 提箱费、装车费、换单费、掏箱费、调箱费、滞箱费、落箱费、还箱费、进口拆箱费、坏/污箱费等、堆场装卸价、船舶装卸价、查验价、修箱价、杂费价、 闸口费用等等 合同管理靠泊计划堆场计划(船舶装卸管理) 进口计划卸船作业清单注:20英尺的集装箱占一个贝位,40英尺的集装箱占二个贝位,那么在做堆场计划时如果有40英尺的箱存放,那就要分别在两个贝位里选取对应的存放库位规划到此计划当中。例如:在A101012(A1表示存放区;01表示贝位;01表示排号;2表示层数)里存放了一个 40尺的箱,那么相邻贝位的A103012(因为贝位数只能为单数,所以01贝位的相邻贝位就是03)的库位也是存放的此箱。也就是说堆场计划中有40的箱存放,那么就要分别选取两个贝位里的对应场位规划到此堆场计划当中。
集装箱业务流程
集装箱班轮出运业务代理流程 背景资料: 委托方,江西鹏程进出口公司;代理方,顺风货代公司;承运船公司,郅鑫集集装箱运输有限公司;出口口岸,深圳港;目的港,英国伦敦港;交易商品,不锈钢餐具;交接方式,CY-CY;成交方式,CIF;付款方式,即期信用证。 一.委托代理 江西鹏程进出口公司有一批不锈钢餐具出口英国伦敦,经顺风货代公司销售人员前期宣传及报价,鹏程公司拟将出运工作委托给顺风货代公司,以便及时履行合同及信用证项下的交货和交单的义务。10月22日,聂先生接到江西鹏程公司蔡小姐的电话要求聂先生尽快出运。 在集装箱班轮货物运输过程中,货主一般都委托货运代理公司为其代理有关的货运业务。 二.安排订舱 鹏程公司单证储运部门将出口货物明细单传真顺风货代公司配船订舱,确认配船和费用后,准备全套报关单据(出口货物明细单、出口货物报关单、商业发票、装箱单、出口收汇核销单)寄到顺风货代用于出运。同时,准备普惠制产地证用于出运后寄客户作进口清关。 1.10月22日下午,聂先生根据鹏程公司期望的出运日期、本批出口商品系采用集装箱班轮运输,结合各船公司的船期表,最终为鹏程公司选定深圳市郅鑫集集装箱运输有限公司(简称深圳郅鑫)8天后开赴英国伦敦的XXXX航次。 2.经过多次协商联系,10月24日上午顺风货代公司填制订舱单向郅鑫集集装箱运输有限公司,申请订舱。 注.顺风货代在确认配船和费用后,传真通知鹏程公司 三.接受订舱 1.10月25日上午顺风货代公司传真《出口货物委托书》给郅鑫集集装箱运输有限公司,深圳郅鑫在收到顺风代理公司的托运申请后,通过航线、船舶、运输、港口条件、运输时间等方面的综合分析,接受订舱申请。 2.郅鑫集集装箱运输有限公司业务员A据以录入集装箱多式联运信息系统。 3.郅鑫公司在场站收据联单上盖章,并注明了航名航次和提单号。之后,郅鑫公司编制订舱单,分别送至集装箱码头堆场、集装箱空箱堆场等有关的部门。
宁波港集装箱海铁联运业务流程(精选.)
宁波港集装箱海铁联运业务流程 第一部分出口业务 (一)空箱:宁波发运 1. 铁路计划预报 1.1 铁路代理根据下月业务需要编制铁路运输月计划申请表,每月向港站预报下月计划。(关于铁路运输计划申报与批复,镇司:由铁路代理向国铁申报,下同。) 1.2 港站受理、审批,向国铁申报,并回复审批意见(月计划批复)。) 2. 订舱 2.1 2.2 货代取得设备交接单和装箱单,录入设备交接单、装箱单、订舱单等相关信息。 2.3 如果是驳箱形式,在箱管信息系统中,向国际集司箱管中心申报驳箱计划,箱管中心审批后发联系船 ) 3. 申报铁路运输计划、车队提(驳)箱计划 3.1 货代根据订舱信息编制,向铁路代理申报铁路运输计划,递交铁路运输计划申请。 3.2 铁路代理受理代理业务,向港站申报装车日计划申请,向集运车队申报集卡运输计划申请。 港站编制路局日计划申请,向国铁路局申报车皮计划,路局批复(路局日计划批复)。(此处连接国铁 ) 3.4 港站受理、审批,并向铁路代理回复意见(日计划批复)。 3.5 集运车队受理、审批,并向铁路代理回复意见(集卡运输计划批复)。 4. 4.1 ,连同设备交接单、放箱通知单或驳箱预约单交集卡司机,到堆场提(驳)箱。 4.4 集卡司机提箱后,凭海铁联运进出门集装箱清单进港站。 4.5 GPS)。(下同) 4.6 处理进门业务。 4.7 (进镇司的,由镇司码头安排作业,下同) 4.8 码头系统发送进港信息给海关。进镇司的,无需发送信息给海关。 5. 取送车——装火车——发送车 5.1 港站向铁司发布铁路运输计划,铁司根据港站需求,实时安排配空。镇司:铁司发布铁路运输计划,安排配空。 5.2 港站编制车皮到站信息。镇司:由铁司编制。 车队进箱完成后,铁路代理填写运单;港站制作货票。镇司:由国铁制作货票。 5.4
集装箱码头堆场管理模式的优化
第33卷第8期2011年8月 ?4 ?集装箱码头堆场 管理模式的优化 黄轶达 1集装箱船大型化及其对码头的要求 随着海上集装箱运输的迅猛发展,船舶大型化 带来的成本优势越来越受到班轮公司的重视。各主 要集装箱班轮公司都已建造或正在订造1万TEU 以 上的大型集装箱船。超巴拿马型集装箱船成为亚欧 航线和亚洲至美西航线的主流船型。荷兰正在研制 的装载量为1.8万TEU 的马六甲极限型船,长约 450m ,载重量约25万t 。 集装箱船大型化对码头的水域条件和装卸效率 提出越来越高的要求。以第六代集装箱船为例,其 满载吃水约13.5m ,在国内相当一部分集装箱码头 需要趁潮进出港。如果不能在一或两个潮时内完成 全部装卸任务,船舶就只能停在码头等下一个潮时 再离港,这将给船舶所有人造成巨大的经济损失。因 此,船舶装卸效率成为各大码头吸引船舶所有人的 重要砝码。 在集装箱码头装卸过程中,堆场操作效率往往 决定整条装卸作业线的效率。目前集装箱码头堆场 管理中存在的问题主要有以下几个方面: (1)堆场倒箱率上升。国内的集装箱码头大多建 于20世纪80年代后期,当初的设计能力与目前的 实际运营需求之间差距较大。堆场容量不变,而吞 吐量不断上升,势必造成堆场利用率提高,而堆场利 用率的提高,又往往造成单船出口箱堆垛过于分散,场区内无法严格按照箱型、港口等属性分别堆垛出口箱。如果不能及时进行场地整理,那么装船时的倒箱率就会大幅提升,从而导致装船效率低下。(2)进提箱与装卸船相冲突。目前大部分码头采用“先进场后报关”的通关模式。在这种模式下,客户报关后,码头需要“翻箱倒柜”,把客户需要查验的集装箱移到查验场区,这一过程大大影响出口箱的堆垛质量。此外,如果在船舶到港前无法彻底截单截箱的话,码头堆场内还可能出现一边装船,一边有客户进场和查验移箱等操作的情况,这3种不同的操作同时进行,使装船效率难以得到保障。而受场地容量不足的影响,上述矛盾还出现在卸船作业过程中,提箱需求与卸船作业的冲突屡见不鲜。(3)堆场机械利用率低下。场内作业繁忙,如果机械投入量不足的话,龙门吊必须频繁转场,而龙门吊频繁转场不仅降低效率,而且带来较多的安全隐患。这一问题最直接的解决办法,是给每路作业线配备更多的龙门吊和拖车。但龙门吊和拖车数量增加之后,如果不能对其实施有效控制,那么多路作业时众多车辆往往彼此占道,使堆场装卸箱效率不升反降。更严重的是,机械设备的增加直接带来生产成本的提升。在当前燃油成本、材料成本和人工成本普遍上涨的情况下,设备资源的大量投入显然不
集装箱零部件结构示意图
精心整理 CornerFittin g HeaderExtensionPlat e 楣部延伸板 后(门)楣 HeaderExtensionPlat e 楣部延伸板 TopsideRail 顶侧梁 RoofPanel 顶 板 箱顶拱梁 端壁 角件 角柱 J 型条柱 通风器 侧板 前槛 前端 铰链 鹅颈槽盖板 捆 绑附件中梁 门槛板 胶合地板 锁杆 后(门)端 左侧 右侧
17 18 1、锁杆支架(LockingBarBracket) 2、锁杆凸轮锁头(LockingBarCam) 3、门楣(DoorHeader) 4、箱主代号及顺序号(Owner`sprefixandserialnumber) 5、尺寸类型代码(SizeandTypecode) 6、重量标志牌(WeightPanel) 7、J型条柱(J-Bar) 8、角件(CornerFitting或Cornercasting) 9、门槛(Doorsill) 10、锁杆支架(LockingBarBracket) 11、锁杆支架(LockingBarBracket) 12、门封条(DoorGasket或DoorSeal) 13、铰链(Hinge) 14、门把托架盖(DoorHandleRetainer) 15、锁杆(LockingBar) 16、门把手(DoorHandle) 17、锁杆夹(LockingBarGuide) 18、综合资料牌(Consolidateddataplate)
捆绑附件 胶合地板 叉槽 叉槽搭板 底侧 梁 底横梁 鹅颈槽盖板 支架 鹅颈槽主横 梁 鹅颈槽侧梁 底横梁 底侧梁 鹅颈槽加强 杆 前槛
集装箱结构示意图
Corner Fitting 角件 Header Extension Plate 楣部延伸板 后(门)楣 Header Extension Plate 楣部延伸板 Top side Rail 顶侧梁 Roof Panel 顶板 箱顶拱梁 端壁 角件 角柱 J 型条柱 通风器 侧板 前槛 前端 铰链 鹅颈槽盖板 捆 绑附件中梁 门槛板 胶合地板 锁杆 后(门)端 左侧 右侧
17 18 1、锁杆支架(Locking Bar Bracket ) 2、锁杆凸轮锁头(Locking Bar Cam ) 3、门楣(Door Header) 4、箱主代号及顺序号(Owner`s prefix and serial number) 5、尺寸类型代码(Size and Type code) 6、重量标志牌(Weight Panel) 7、J型条柱(J-Bar) 8、角件(Corner Fitting 或Corner casting ) 9、门槛(Door sill) 10、锁杆支架(Locking Bar Bracket ) 11、锁杆支架(Locking Bar Bracket ) 12、门封条(Door Gasket 或Door Seal ) 13、铰链(Hinge ) 14、门把托架盖(Door Handle Retainer ) 15、锁杆(Locking Bar ) 16、门把手(Door Handle ) 17、锁杆夹(Locking Bar Guide ) 18、综合资料牌(Consolidated data plate)
捆绑附件 胶合地板 叉槽 叉槽搭板 底侧梁 底横梁 鹅颈槽盖板 支架 鹅颈槽主横梁 鹅颈槽侧梁 底横梁 底侧梁 鹅颈槽加强杆 前槛
2021年集装箱式一体式MBR装置
集装箱式一体式MBR 装置 欧阳光明(2021.03.07) 1. 工艺流程及说明 图一:工艺流程图 集装箱式一体化MBR 装置是一种以膜生物反响器为主处理工 艺的一体化污水处理回用装置,集污水处理和回用功能为一体。 污水流经格栅或毛发过滤器(机械格栅或人工格栅),栅条间隙为1~3mm,去除年夜颗粒的悬浮物及杂质后流入污水调节池内,在调节池内进行水质、水量调节,由污水提升泵将污水提升至缺氧池,经缺氧池水解酸化后,流入MBR 生化处理系统。整个生化处理系统由前端处理及反响池组成,根据进水水质和出水要求,决定是否需要及设计前端处理池。反响池内装填中空纤维膜膜,构成MBR好氧的运行模式。 MBR 反响池出水可直接进入回用水池,采取紫外线或二氧化氯进行消毒,各项水质指标达标后,排放或打入中水管网进行回用。 2. 单位组成及说明 图二:典范安插图 集装箱式一体化MBR 装置主要由以下五个单位组成:(1)前端处理池;(2)MBR 生化反响池;(3)污泥池;(4)清水消毒池;(5)设备间;各单位说明如下: (1)前端处理池:前端处理池主要为缺氧池(调节池可根据实际
需要置于箱内或箱外)。缺氧池一侧设置有进水口,另一侧上部设置有堰水槽和出水口,可以使污水稳定的自然流入膜生物反响池,污水在缺氧池内的HRT 为38h,通过间歇式给予氧份,有效进行酸化、硝化、反硝化作用,使有机物逐渐转化为无机物而被降解去除。缺氧池顶开设人孔并设置钢制直爬梯,便于操纵检修。 (2)MBR 生化反响池:其一侧设置有进水口,反响池内设置有中空纤维膜组件,容纳有活性污泥,周边曝气和膜片曝气管路与风机联通,膜组件上配套的集水管与抽吸泵联通,待处理的污水通过进水口进入MBR 生化反响池,污水在反响池内的HRT 为58h。经反响池内的活性污泥降解后,通过抗污染膜组件,然后由抽吸泵吸出进入清水消毒池。反响池内还设置有污泥提升泵,可以把过剩污泥提升到污泥池内;反响池上部开有溢流口,可以使污水自流到调节池;下部一侧开排空口,便于池内结构维护、清理。 (3)污泥池:污泥池底部设置集泥斗,并设置集泥管,便于污泥集中,上部设堰水槽以利于上清液回流至MBR 池,底部开有排泥口,可依靠静压自动排泥,也可设置污泥泵排泥。 (4)清水消毒池:清水消毒池上部设有溢流排水口,消毒池的消毒办法采取二氧化氯或紫外线,使水质进一步获得净化。 (5)设备间:设备操纵间内置风机两台,两台风机运行12h 自动切换一次,风机设有消音减震办法;设备间四周墙壁和通风口装有吸音防震资料;抽吸泵两台;消毒装置一套;可根据实际要求,确定是否设置远程变频供水系统(所述变频供水系统包含:供水泵、衡压罐等);PLC 控制柜一台,照明系统;设备间前端开一扇门,顶部
集装箱码头的空箱操作流程
集装箱码头的空箱操作流程 集装箱码头的空箱操作主要分空箱进、出场操作和空箱管理两部分。 一、空箱进场操作 码头空箱进场有两种方式,空箱卸船进场和空箱通过检查口进场。空箱卸船进场前,码头堆场计划员必须安排空箱堆存计划。该计划安排的原则为,空箱根据箱尺码的不同,箱型的不同,按不同的持箱人分开堆存,码头与船方必须在卸箱时办理设备交接单手续。 通过检查口进场的空箱主要有两种,一种为船公司指定的用于出口装船的空箱,一种为进口重箱拆箱后返回码头。如为船公司指定用箱,则根据堆场计划员所作堆存计划与不同的尺码,不同的箱型,按出口船名、航次堆放;如为进口箱拆箱后返回码头堆场,则根据堆场计划员所作堆存计划与持箱人的不同,分开堆放。空箱进检查口时,码头检查口与承运人必须办理交单手续。 二、空箱出场操作 码头空箱出场主要有两种方式,空箱装船出场和空箱通过检查口出场。 装船出场的空箱主要有两种,一种为船公司指定用于出口装船的空箱,另一种为装驳船的空箱。码头箱务管理员应根据代理出具的工
作联系单、空箱装船清单或船公司提供的“出口装船用箱指令”,安排装船用箱计划。 码头配载计划员根据箱务管理员的用箱计划以及代理提供的“场站收据”,结合船名、航次的配载情况,选择全部计划空箱或部分计划空箱配船。凡该船航次未能装船的空箱,箱务管理员应做好记录,以备下一航次装船之用。 空箱通过检查口出场主要有下述三种: (1)单提空箱,是指将空箱提运至码头外的集装箱堆场(CY)。 如船公司提空箱至港外堆场,提退租箱等。码头箱务管理员应根据船公司或其代理的“空箱提运联系单”发箱,联系单上一般应写明持箱人、承运车队、流向堆场等,并注明费用的结算方法。 (2)因检验、修理、清洗、薰蒸、转运等原因需向码头提空箱。 货代或内陆承运人应向集装箱代理人提出书面申请,集装箱代理人根据委托关系或有关协议向货方或内陆承运人签发“出场集装箱设备交接单”和“进场集装箱设备交接单”。货方或内陆承运人凭“出场集装箱设备交接单”向码头堆场提取空箱,码头凭代理的工作联系单发箱。空箱出场时,码头应与船方或承运人做好集装箱设备交接单和交接手续。 (3)门到门提空箱,主要是出口载货用空箱的提运。
简述集装箱制造工艺流程
简述20’标准钢制干货集装箱制造工艺流程 (一)钢材预处理及冲压 1.钢板预处理有以下几个步骤: 钢卷开卷平板校平一次打砂一次锌粉 侧板平板剪断罗拉成形修边冲孔(通风孔) 门板,前墙板平板剪断折弯成形修边冲孔(锁杆安装,铭牌孔)底横梁,底侧梁卷板分条(开卷之前分条)罗拉成形(打砂之前)冲 缺口(叉槽) 其余零件平板剪断裁剪冲缺折弯成形 2.型材 型材锯断一次打砂一次锌粉 所有的零件冲压制作出来后送至焊接车间各对应台位。 (二)部件焊装 1.底架(Base assembly) 叉槽底横梁与叉槽顶板焊接 将底横梁、叉槽、底侧梁组焊,焊接叉槽底板,叉槽加强角钢翻转将底横梁与底侧梁双面满焊焊接固定环, 门绳钩运至总装台前待总装 2.前端(Front assembly) 前底横梁,前底横梁加强板,前底防撞槽钢及封板等焊接成一体 前角柱,前端角件,前角柱固定棒焊接成一体前端框架 前顶横梁预拱 前墙板自焊拼接成一整张前墙板与前端框架焊接 3.门端(Rear assembly) 后角柱外与后角柱内自动拼焊冷却,校直焊接门铰耳、后角柱固定 棒焊铰链销,同时安装门铰链与垫片与后端角件焊接组成后角柱 门楣、门楣加强板、门楣板焊接一起组成门楣门楣板做预拱 门槛、门槛加强板、门槛防撞槽钢及封板等焊接成一体 后角柱、门楣、门槛组成后端框架待后端总装 门竖梁封板与门竖梁焊接(后称门竖梁)门竖梁、门横梁、门板组装 翻转门板自动焊修整待后端总装 将后端框架通过门铰链与两片门叶焊接连接在一起,门楣和门槛上焊接锁座,并在 右门中柱焊接一块TIR门挡板,注意控制门叶与门槛,门楣及内角柱槽钢之间的距 离。后端总成修整后堆放待总装。
集装箱零部件结构示意图
集装箱零部件结构示意 图 公司标准化编码 [QQX96QT-XQQB89Q8-NQQJ6Q8-MQM9N]
Corner Fitting Header Extension Plate 楣部延伸板 后(门)楣 Header Extension Plate 楣部延伸板 Top side Rail Roof Panel 顶板 箱顶拱梁 端壁 角件 角柱 J 型条柱 通风器 侧板 前槛 前端 铰链 鹅颈槽盖板 捆 绑附件中梁 门槛板 胶合地板 锁杆 后(门) 端 左侧 右侧
17 18 1、锁杆支架(Locking Bar Bracket ) 2、锁杆凸轮锁头(Locking Bar Cam ) 3、门楣(Door Header) 4、箱主代号及顺序号(Owner`s prefix and serial number) 5、尺寸类型代码(Size and Type code) 6、重量标志牌(Weight Panel) 7、J型条柱(J-Bar) 8、角件(Corner Fitting 或Corner casting ) 9、门槛(Door sill) 10、锁杆支架(Locking Bar Bracket ) 11、锁杆支架(Locking Bar Bracket ) 12、门封条(Door Gasket 或Door Seal ) 13、铰链(Hinge ) 14、门把托架盖(Door Handle Retainer ) 15、锁杆(Locking Bar ) 16、门把手(Door Handle ) 17、锁杆夹(Locking Bar Guide ) 18、综合资料牌(Consolidated data plate)
组立机操作流程
组立机操作流程 1、将一块翼板用行车吊至输入滚道上适当的位置,点动拉杆系统的“翼板夹紧”按钮,使其摇臂上的支撑轮与翼板紧密接触后,再松开按钮。 2、将腹板用行车吊至输入滚道翼板上,点动拉杆系统的“腹板夹紧”按钮,使用摇臂上的支撑轮与腹板紧密接触后,再松开按钮。 3、将对齐装置转至滚道上垂直位置并锁紧(移动防转块)。 4、按下“送料进”按钮,使翼板和腹板同时前进至主机位置。 5、点动门架电机“翼板中进”按钮,使翼板定位侧轮子紧靠翼板、。 6、点动门架“翼板迫紧”按钮,使腹板油缸活塞杆动作推动翼板夹紧轮压紧腹板。 7、依次按动“送料进”、“送料退”按钮将压紧后的翼板、腹板小范围来回磨合。 8、按住门架“压料进”按钮,使主压辊压住腹板。 9、按下“压料进”或“送料退”按钮,将翼板和腹板行进到对齐装置,使其端面对齐。 10、按下焊枪“下降”按钮,使焊枪下降对准角焊缝处。 11、手按两侧焊枪上的焊接开关按钮,进行点焊。 12、按下“输入后退”或“主辊后退”按钮,将初步对称点焊就的“⊥”型钢后退至端部离开焊枪时为止。 13、将对齐装置转至滚道下。 14、按下“自动焊接”按钮,则电控系统会按预定控制程序进行操作,并自动点 (注:1、当H型钢尾部离开下压辊时,从安全上考虑,在还剩约200-300mm 焊成型。 时,就应该将工作方式改为“手动方式”,以避免发生意外事故)。2、当腹板及翼板太薄(<10mm=或钢性太差,为保证质量,有可能在点焊过程中间必须终止并转化为手动松开所有压辊,然后再次夹紧所有压辊进行点焊。 15、按下输出辊道“送料进”按钮,将H型钢送离主机。 16、将各项功能进行恢复原位。 17、将点焊好了的“⊥”型钢用行车翻转1800后再送入输入辊道端。 2
简述集装箱制造工艺流程
简述20'标准钢制干货集装箱制造工艺流程 (一) 钢材预处理及冲压 1.钢板预处理有以下几个步骤: 钢卷开卷 平板校平 一次打砂一? 一次锌粉 平板剪断—罗拉成形―?修边f 冲孔(通风孔) 平板剪断 折弯成形 修边 冲孔(锁杆安装,铭牌孔) 卷板分条(开卷之前分条) 罗拉成形(打砂之前) 冲 2. (二) 1. 2. 3. 4. 5. (三) 1 . L 侧板 门板,前墙板 底横梁,底侧梁 -缺口(叉槽) 其余零件 型材 型材锯断一? 一次打砂一? 一次锌粉 所有的零件冲压制作出来后送至焊接车间各对应台位。 部件焊装 底架(Base assembly ) 叉槽底横梁与叉槽顶板焊接 布置底横梁、底侧梁 ------------ 将底横梁、叉槽、底侧梁组焊,焊接叉槽底板, 叉槽加强角钢 翻转将底横梁与底侧梁双面满焊 焊接固定环, 门绳钩 运至总装台前待总装 前端(Front assembly ) 前底横梁,前底横梁加强板,前底防撞槽钢及封板等焊接成一体 、 前角柱,前端角件,前角柱固定棒焊接成一体 前顶横梁 预拱 前墙板自焊拼接成一整张前墙板 与前端框架焊接 门端(Rear assembly ) 后角柱外与后角柱内自动拼焊 ——?冷却,校直 —— 焊接门铰耳、后角柱固定 棒——焊铰链销,同时安装门铰链与垫片 与后端角件焊接组成后角柱 门楣、门楣加强板、门楣板焊接一起组成门楣 门楣板做预拱 门槛、门槛加强板、门槛防撞槽钢及封板等焊接成一体 后角柱、门楣、门槛组成后端框架 待后端总装 门竖梁封板与门竖梁焊接(后称门竖梁) ——门竖梁、门横梁、门板组装 —— 翻转 门板自动焊 修整 待后端总装 将后端框架通过门铰链与两片门叶焊接连接在一起,门楣和门槛上焊接锁座,并在 右门中柱焊接一块 TIR 门挡板,注意控制门叶与门槛,门楣及内角柱槽钢之间的距 离。后端总成修整后堆放待总装。 侧壁(Side assembly ) 侧壁拼板 ------- ?自动焊一 焊接顶侧梁固定绳环 -------- 顶板(Roof assembly ) 顶板拼板 ------ ?自动焊 一 总装 将底架放置与总装台上 将门端与前端固定于总装台上 将两侧壁吊至总装台 平板剪断 f 裁剪―冲缺—折弯成形 —>将侧板与顶侧梁方管定位点焊 *修整待总装 +修整待总装 前端框架 前端总成堆放待总装 *波纹焊
(工艺流程)LNG气化站工艺流程图
LNG气化站工艺流程图 如图所示,LNG通过低温汽车槽车运至LNG卫星站,通过卸车台设置的卧式专用卸车增压器对汽车槽车储罐增压,利用压差将LNG送至卫星站低温LNG储罐。工作条件下,储罐增压器将储罐内的LNG增压到0.6MPa。增压后的低温LNG进入空温式气化器,与空气换热后转化为气态天然气并升高温度,出口温度比环境温度低10℃,压力为0.45-0.60 MPa,当空温式气化器出口的天然气温度达不到5℃以上时,通过水浴式加热器升温,最后经调压(调压器出口压力为0.35 MPa)、计量、加臭后进入城市输配管网,送入各类用户。 LNG液化天然气化站安全运行管理 LNG就是液化天然气(Liquefied Natural Gas)的简称,主要成分是甲烷。先将气田生产的天然气净化处理,再经超低温(-162℃)加压液化就形成液化天然气。LNG无色、无味、无毒且无腐蚀性,其体积约为同量气态天然气体积的1/600,LNG的重量仅为同体积水的45%左右。 一、LNG气化站主要设备的特性 ①LNG场站的工艺特点为“低温储存、常温使用”。储罐设计温度达到负196(摄氏度LNG常温下沸点在负162摄氏度),而出站天然气温度要求不低于环境温度10摄氏度。 ②场站低温储罐、低温液体泵绝热性能要好,阀门和管件的保冷性能要好。 ③LNG站内低温区域内的设备、管道、仪表、阀门及其配件在低温工况条件下
操作性能要好,并且具有良好的机械强度、密封性和抗腐蚀性。 ④因低温液体泵启动过程是靠变频器不断提高转速从而达到提高功率增大流量和提供高输出压力,所以低温液体泵要求提高频率和扩大功率要快,通常在几秒至十几秒内就能满足要求,而且保冷绝热性能要好。 ⑤气化设备在普通气候条件下要求能抗地震,耐台风和满足设计要求,达到最大的气化流量。 ⑥低温储罐和过滤器的制造及日常运行管理已纳入国家有关压力容器的制造、验收和监查的规范;气化器和低温烃泵在国内均无相关法规加以规范,在其制造过程中执行美国相关行业标准,在压力容器本体上焊接、改造、维修或移动压力容器的位置,都必须向压力容器的监查单位申报。 二、LNG气化站主要设备结构、常见故障及其维护维修方法 1.LNG低温储罐 LNG低温储罐由碳钢外壳、不锈钢内胆和工艺管道组成,内外壳之间充填珠光沙隔离。内外壳严格按照国家有关规范设计、制造和焊接。经过几十道工序制造、安装,并经检验合格后,其夹层在滚动中充填珠光沙并抽真空制成。150W低温储罐外形尺寸为中3720×22451米,空重50871Kg,满载重量123771№。 (1)储罐的结构 ①低温储罐管道的连接共有7条,上部的连接为内胆顶部,分别有气相管,上部进液管,储罐上部取压管,溢流管共4条,下部的连接为内胆下部共3条,分别是下进液管、出液管和储罐液体压力管。7条管道分别独立从储罐的下部引出。 ②储罐设有夹层抽真空管1个,测真空管1个(两者均位于储罐底部);在储罐顶部设置有爆破片(以上3个接口不得随意撬开)。 ③内胆固定于外壳内侧,顶部采用十字架角铁,底部采用槽钢支架固定。内胆于外壳间距为300毫米。储罐用地脚螺栓固定在地面上。 ④储罐外壁设有消防喷淋管、防雷避雷针、防静电接地线。 ⑤储罐设有压力表和压差液位计,他们分别配有二次表作为自控数据的采集传送终端。 (2)低温储罐的故障及维护 ①内外夹层问真空度的测定(周期一年)
集装箱作业操作流程
*********港务有限公司 集装箱安全操作规程 第一章安全操作规程总则 第一条作业人员必须接受本规程安全教育,特殊工种(指挥手、船舶起货机司机、装卸机械司机等)作业人员必须持证上岗。 第二条凡进入装卸生产现场,包括库场,或建筑施工现场,或在2米以上高处,或可能有物体坠落的地方作业,必须戴好安全帽,并生好根。 第三条凡水上作业,上、下船舶、码头,在低于1.05米高栏杆、舷墙的船舶舱面上走动或作业,在码头边解系缆,必须穿救生衣,并扣好上、下带子。 第四条凡在2米以上高处作业(包括:舱深超过2米时,开、关小舱盖、大梁和舱口低于1.05米的舱面甲板工作等)必须扣好安全带或张好防护网。 第五条进入生产岗位,必须根据货种规定和工作要求穿戴好各种劳防用品(原木作业中装卸工人必须穿着防滑鞋、钢材作业中装卸工人必须穿着防护皮鞋)。不准赤脚、赤膊和穿塑料硬底鞋、拖鞋、凉鞋、高跟鞋及裙子进入生产现场。 第六条为保证上下船舶人员安全,在使用舷梯和跳板
时都要设置安全网,跳板安全网应伸出跳板左右二侧不得小于1.0米,舷梯安全网应分别牢固连接在船舷和岸上。
第七条船未靠妥不准上、下船,上、下船舶或船舱,必须走专用扶梯、绳梯或跳板。走扶梯前,应先观察扶梯是否完好和有无安全网;走绳梯前要先察看其上端是否拴牢,悬挂方法是否正确,绳梯载人最多不超过2人;走跳板要先察看其上端是否拴牢,下端是否着地稳妥。不准攀爬、跨越大轮船帮。船舶上、下舷梯,必须按顺序先上后下。 第八条禁火场所严禁烟火,生产现场严禁吸烟。凡禁止明火作业的区域,严禁动火,特殊情况须按照规定办理明火作业许可证并有相应防火措施方可进行。 第九条禁止接班前(4小时内)及班中喝酒,不准在岗位上嬉闹、打瞌睡。作业中要集中思想谨慎操作,服从现场管理人员指挥,不准擅离岗位或做与工作无关的事。 第十条船舶靠离作业时,非系缆人员不准靠近系缆区域。 第十一条码头作业区域不准下水游泳、洗澡、捕鱼和擅自打捞失物等。 第十二条对危险区域,必须在其周围树立明显的警告标志。严禁擅自拆除各种安全标志和防护装置;禁止使用没有安全防护装置的机械设备。
集装箱全生命周期介绍
集装箱全生命周期介绍
集装箱- 干货箱使用介绍集装箱-冷藏箱使用介绍集装箱全生命周期介绍 集装箱-开顶箱、折叠箱使用介绍集装箱-罐箱使用介绍
制造 使用及 堆存 维修及 保养 旧箱交易 旧箱改造 旧箱回收处理 集装箱全生命周期 也称为二手箱交易(符合国家法律法规),集装箱通常使用年限为15年左右,到期后,客户会将集装箱放在二级市场上交易处理 新箱生产 客户(船公司、租箱公司、中铁集\铁龙等)用于装货后,在流转期间需堆放于堆场或铁路场站 为集装箱在使用过程中出现老化和损坏,提供检验和保养、维修服务 在符合国家法律法规的情况下,购买二手集装箱改装成房屋箱、仓库或办公场所、酒店等用途 在符合国家法律法规的情况下,对干箱的钢铁、地板回收,冷藏箱不锈钢、T 型铝地板及机组零件回收等
集装箱类型及ISO 代码介绍 集装箱种类 英文名称 箱型 ISO 代码 ICS 代码 其它称谓 干货箱 Dry container 20呎 20G1 2210 20'GP 40呎平柜 42G1 4310 40'GP 40呎高柜 45G1 4510 40'HQ 45呎高柜 L5G1 9510 45'HQ 开顶箱 Open top container 20呎 22U1 2251 20' OPEN TOP 40呎 42U1 4351 40' OPEN TOP 可伸缩开顶箱 Sliding open top container 20呎 40呎 折叠箱 Flat rack container 20呎 22P1 2263 20' FLAT RACK 40呎 42P1 4363 40' FLAT RACK 可升降折叠箱 Super rack container 20呎 26P3 26P3 20'SUPER RACK 40呎 46P3 46P3 40'SUPER RACK 冷藏箱 Reefer container 20呎 22R1 2232 20'RF 40呎平柜 42R1 4232 40'RF 40呎高柜 45R1 4532 40'HQ RF 45呎高柜 L5R1 9532 平板箱 Platform container 20呎 29P1 40呎 49P1 罐箱 Tank container 20呎 22T1 40呎 42T1
35kv线路铁塔组立作业指导书
35KV架空线 施工 铁 塔 组 立 作 业 指 导 书
批准: 审核: 编制: 目录 一、概况及编制依据 (2)
二、铁塔组立施工 (5) 三、铁塔组立施工注意事项 (26) 四、铁塔组立安全措施 (28) 一、概述 1、我公司施工的35KV架空线施工全长6km共有铁塔26基,基 中转角塔13基,直线塔13基。
转角塔型:35H-SJ11、35H1SJ12、35H-SJ13、1D9-SJC1四种。 直线塔型:35H-SZ11一种。 直线塔型呼称高为18~30m,转角塔型呼称高为15~24m。 2 编制依据 1、《110—500kV架空电力线路施工及验收规范》(GBJ233—90)、设计文件、施工图会审纪要。 2、《电力建设安全工作工程》、《电业安全工作规程》。 3、设计部门提供的施工图。 4、本工程施工组织设计和本作业指导书。 编制原则 坚决遵照招标文件各项标准和条款要求,根据工地的实际情况。 认真贯彻国家和地方有关基本建设的各项方针、政策,遵守国家
和地方的法律。严格执行施工程序和合同规定的工程竣工工期,严格遵守设计规范、施工规范和验收标准。 采用流水交叉施工方法组织有节奏、均衡和连续施工;坚持先进性、科学性、经济性与实际相结合。 坚持“质量第一,安全第一”,在安全生产的原则下,推行标准化管理和实行安全生产责任制;坚持对施工过程严密监控、动静结合、科学管理的原则。 实行项目法管理,通过对劳力、设备、材料、资金、技术方案和信息的优化处置,实现造价、工期、质量目标效果。 实行监理、施工、设计和建设单位四结合,做好施工部署,一切忠实业主,一切听从监理的指挥;言必行、行必果,兑现我公司在投标书中的承诺。 充分利用现有机械设备,扩大机械化施工范围,减轻劳动强度,提高劳动生产率。 编制说明 在认真、全面系统地阅读招标文件和施工设计图的基础上,通过对施工现场的实地踏勘、了解及业主、监理对承建商的各项要求。
杆塔组立施工作业指导书模板
杆塔组立施工作业 指导书
巴中信义~城东35kV线路新建工程 杆 塔 组 立 施 工 作 业 指 导 书 四川省岳池电力建设总公司 巴中信义~城东35kV线路新建工程项目部 二零一一年三月二日
批准: 审核: 编制: 四川省岳池电力建设总公司 巴中信义~城东35kV线路新建工程项目部 二零一一年三月二日
一、工程概况: 本工程系新建巴中信义~城东35kV线路新建工程。起于 110kV信义变电站出线间隔构架, 止于35kV城东变电站进线构架, 线路全长8.04km, 全线按单回路架设。导线采用LGJ-150/25、 GJ-35。组立铁塔32基。( 其中转角塔18基、直线塔11基、终端塔3基。) 为了提高施工质量, 保证安全措施, 项目部根据实际情况制定了本措施, 以保证施工质量和安全。 二、质量目标: 1、质量目标为: 1.1必须达标投产, 争创省级优质工程。 1.2单位工程优良率95%以上, 分项工程一次验收合格率: 公司 验收时达98%以上; 业主/监理验收时达99.9%以上。 1.3杜绝重大质量事故和关键项目的永久性缺陷。 三、天气条件及作业现场要求 天气晴朗, 风力小于5级( 10.7m/s) , 作业现场周围地势平坦无障碍物。 三、作业人员
工作负责人1人, 工作班成员20人, 要求了解电力生产的基本过程以及电力设备的原理及结构, 熟悉相关安装技能, 掌握现行的《电业安全工作规程》和工作现场的有关安全规定。 四、铁塔的组立 1.施工规定 以线路杆号递增方向, 即由小号侧至大号侧 方向, 顺时针排序, 如图1-1所示 1-1 基础编号示意图 1.2脚钉安装规定: 脚钉安装应符合设计和规范要求, 脚钉弯钩一律朝上且在同一直线上, 即在安装角钢的准线上。各型铁塔具体安装要求如下: 常规双回路直线塔: 脚钉均安装在D腿。正侧面交替布置。 常规双回路转角塔( 含直线转角塔) : 右转时脚钉均安装在D腿。正侧面交替布置; 左转时均安装在B腿。正侧面交替布置。 1.3螺栓穿向: 1) 对立体结构
折叠式集装箱
说明书 折叠式集装箱 所属技术领域 本实用新型涉及集装箱,特别是涉及一种可折叠的集装箱。 背景技术 集装箱在货物运输领域中的应用越来越广泛,其可以通过车辆、轮船、飞机等各种交通工具来运输。传统的集装箱大多采用固定结构,因此在运输和堆存时,空载的集装箱(空箱)需要占用和载货的集装箱(重箱)相同的体积空间,因此传统集装箱的空箱运输会极大浪费运输和堆存成本。 发明内容 为了解决这个问题,现己开发出一种可以在空载时折叠的集装箱。公开了一种可折叠集装箱,包括:底架、顶板、两个侧板、前端板以及后端板。其中每个侧板包括通过双轴铰链铰接到一起的上半部和下半部,该上半部和下半部还分别通过一单轴铰链铰接到顶板和底架。前、后端板的底部分别铰接到底架,而它们的顶部分别可分离地连接到顶板。通常,集装箱的门设置在后端板上。在折叠时,先将前、后端板向箱内转动,同时顶板随之下降。折叠后,侧板的下半部放置到前、后端板上,而上半部分叠置于下半部之上,同时顶板放置到侧板的上半部之上,从而减小了集裴箱的整体体积。 集装箱在堆码和运输过程中,经常会禁受到各种外力作用。这种现有的可折叠集装箱在组立后,其所受到的外力特别是施加到侧板上的外力会传递给各个铰链。然而铰链的承载能力往往达不到传统集装箱的受力要求,因此容易造成铰链变形甚至失效。这一方面会造成侧板无法正常折叠或组立;另一方面,更为严重地是,会影响可折叠集装箱在组立后的运输安全性。 实用新型内容 本实用新型的一个目的在于提供一种可折叠集装箱,以解决上述现有技术中提到的一个或多个问题。实现上述目的,本实用新型提供了一种可折叠集装箱,包括:底架;顶板,与所述底架相对地置于该底架的上方;两个侧板,每个侧板包括一上半部和一下半部,各侧板的上半部可翻转地连接到所述顶板的一侧,而各侧板的下半部可翻转地连接到所述底架的一侧;前端板,可翻转地连接到所述底架的一端;以及后端板,可翻转地连接到所述底架的另一端。所述可折叠集装箱还包括至少两个对接结构,每个对接结构包括:可彼此脱开的上接