高能束焊接总结
高能束焊接复习总结
激光焊接:
1.激光的基本特性?
(1)激光的单色性好。激光的单色性比一般光要高出很多(106倍以上)。 (2)方向性好、亮度高。激光输出的光束发散角度很小(小于10-3弧度),光源表面的亮度高,被照射地方的照度大。
(3)相干性好。激光的相位在时间上是保持不变的,合成后能形成相位整齐、规则有序的大振幅光波。
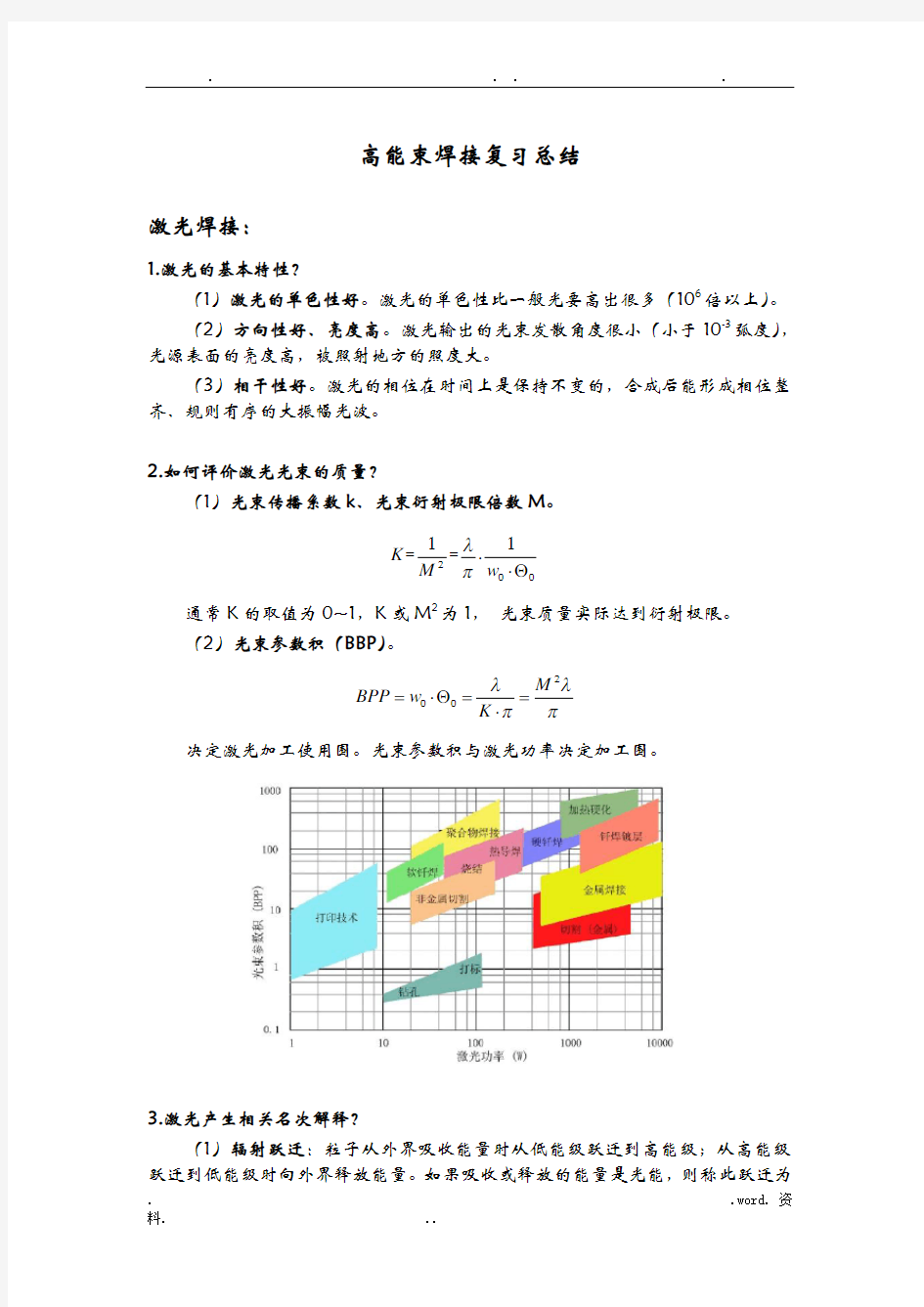
2.如何评价激光光束的质量?
(1)光束传播系数k 、光束衍射极限倍数M 。
200
11=
=K M w λπ??Θ 通常K 的取值为0~1,K 或M 2为1, 光束质量实际达到衍射极限。 (2)光束参数积(BBP )。
200M BPP w K λ
λ
π
π
=?Θ=
=
?
决定激光加工使用围。光束参数积与激光功率决定加工围。
3.激光产生相关名次解释?
(1)辐射跃迁:粒子从外界吸收能量时从低能级跃迁到高能级;从高能级跃迁到低能级时向外界释放能量。如果吸收或释放的能量是光能,则称此跃迁为
辐射跃迁。
(2)激发:实现粒子从低能级向高能级的跃迁过程成为激发,方式主要以:加热激发、辐射激发、碰撞激发。
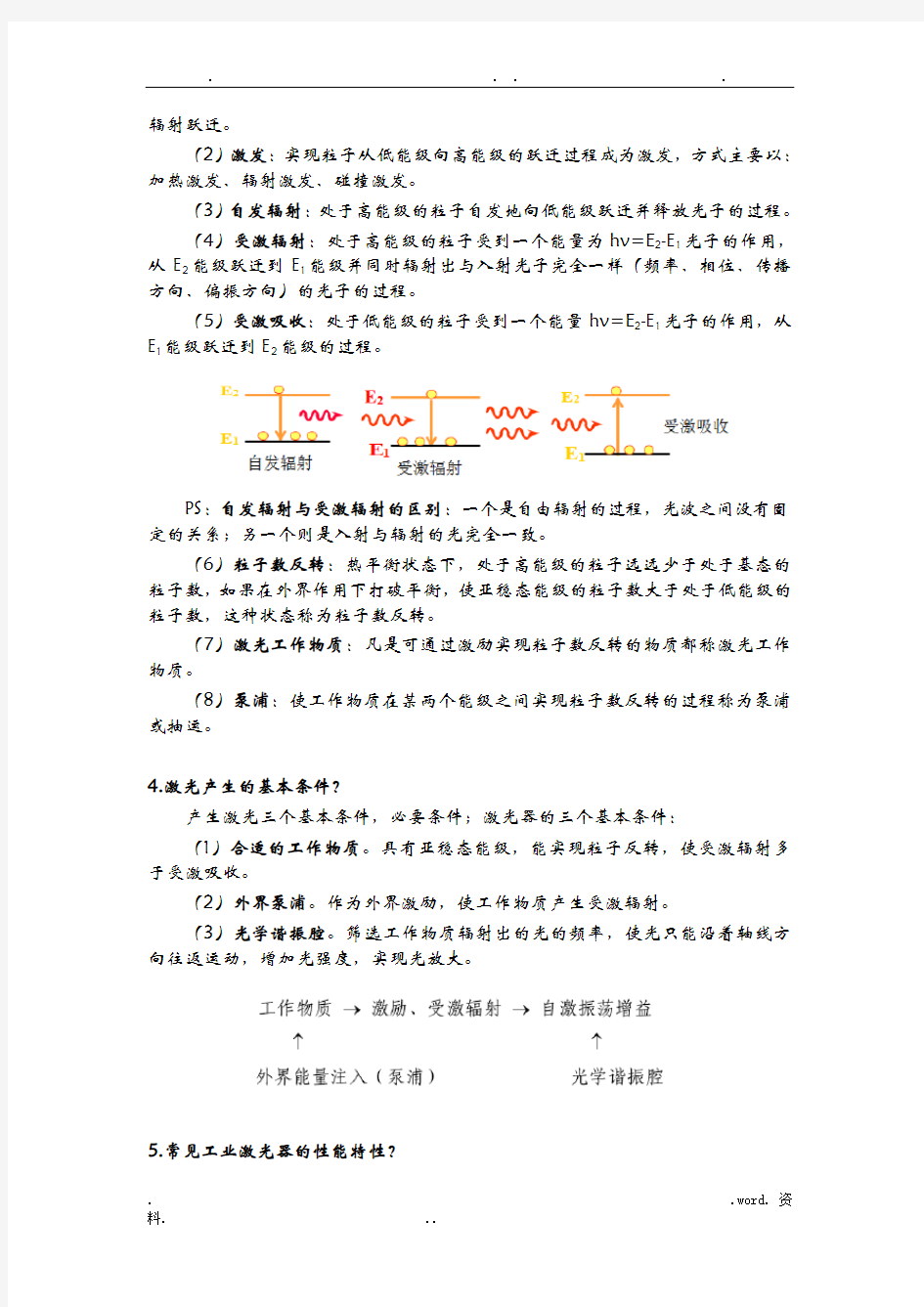
(3)自发辐射:处于高能级的粒子自发地向低能级跃迁并释放光子的过程。
(4)受激辐射:处于高能级的粒子受到一个能量为hv=E2-E1光子的作用,从E2能级跃迁到E1能级并同时辐射出与入射光子完全一样(频率、相位、传播方向、偏振方向)的光子的过程。
(5)受激吸收:处于低能级的粒子受到一个能量hv=E2-E1光子的作用,从E1能级跃迁到E2能级的过程。
PS:自发辐射与受激辐射的区别:一个是自由辐射的过程,光波之间没有固定的关系;另一个则是入射与辐射的光完全一致。
(6)粒子数反转:热平衡状态下,处于高能级的粒子远远少于处于基态的粒子数,如果在外界作用下打破平衡,使亚稳态能级的粒子数大于处于低能级的粒子数,这种状态称为粒子数反转。
(7)激光工作物质:凡是可通过激励实现粒子数反转的物质都称激光工作物质。
(8)泵浦:使工作物质在某两个能级之间实现粒子数反转的过程称为泵浦或抽运。
4.激光产生的基本条件?
产生激光三个基本条件,必要条件;激光器的三个基本条件:
(1)合适的工作物质。具有亚稳态能级,能实现粒子反转,使受激辐射多于受激吸收。
(2)外界泵浦。作为外界激励,使工作物质产生受激辐射。
(3)光学谐振腔。筛选工作物质辐射出的光的频率,使光只能沿着轴线方向往返运动,增加光强度,实现光放大。
5.常见工业激光器的性能特性?
6.影响材料对激光能量吸收率的因素? (1)激光的波长:波长↑,吸收率↓,反射率↑;
(2)材料的温度:温度↑,吸收率↑,这与材料的直流电阻率有关。
200365
,(1)kT ρ
αρρλ
==+ (3)材料的导电性:导电性↑(Al 、Cu 、Au 、Ag ),吸收率↓; (4)材料表面状况:氧化膜(有)、表面粗糙度↑、涂层(有),吸收率↑。
7.激光焊接中激光与材料的相互作用。
●光致等离子体
形成:金属汽化,金属蒸汽以及保护气体一部分起始自由电子被加速,碰撞蒸汽粒子和保护气体使其电离,电子密度便雪崩式增长形成致密等离子体。
能量传输:等离子体位于熔池上方的激光传输通道上,它对激光会产生反射、散射以及吸收(逆韧致吸收),还会对激光产生负透镜效应。
光致等离子体行为:
致密等离子体吸收和散射热射激光,减少了到达工件的激光能量密度,使熔深变浅→有害
工件表面、匙孔中的等离子体与工件表面热传导、增强工件对激光的吸收→有利
金属蒸汽在等离子体压力下返回工件→有利
●匙孔效应
形成:材料吸收激光后,剧烈汽化膨胀产生的蒸汽压力,克服其他阻力将熔融金属抛出,形成匙孔。
能量传输:激光在匙孔进行多重反射的吸收行为,即匙孔壁对激光的吸收机制—菲涅耳吸收。
匙孔效应行为:
进入小孔的激光束通过孔壁的多次反射大部分被完全吸收→有利
另一部分由小孔壁反射后重新会聚,形成壁聚焦效应,使激光在小孔部维持较高的功率密度,产生一定的汽化压力,维持小孔深度,并增大熔深→有利
●等离子体的抑制方法
1、激光摆动法:激光加工头沿焊接方向来回摆动,在匙孔出现后等离子体形成
以前,将光斑瞬时移至熔池的后缘;
2、脉冲激光焊接法:调整激光的脉冲和频率,使激光的辐照时间小于等离子体的形成时间;
3、低气压焊接:采用减压焊接,当气压低于某一程度时,材料表面及匙孔金属蒸气密度较小,等离子体减弱;
4、侧吹辅助气体:一种是采用辅助气体吹散等离子体;另一种是用导热性好、电离能高的气体抑制环境气体的电离和压缩金属离子蒸气。
8.激光焊接的机理?
按激光聚焦后光斑上功率密度(热输入)的不同,分为热导焊和深熔焊。
(1)激光热导焊
激光光斑功率密度<105W时,激光将金属表面加热到熔点与沸点之间,焊接时,金属材料表面将所吸收的激光能转变为热能,使金属表面温度升高而熔化,然后通过热传导的方式把热能传向金属部,使熔化区逐渐扩大,凝固后形成焊点或焊缝,焊接熔深浅,其熔深轮廓近似为半球形。
(2)激光深熔焊
激光光斑功率密度>106W,金属在激光的照射下被迅速加热,其表面温度在极短的时间升高到沸点,是金属熔化或汽化。当金属汽化时,所产生的金属蒸汽以一定的速度离开熔池,金属蒸汽的逸出对熔化的液态金属产生一个附加压力,使熔池金属表面向下凹陷,并将液态金属挤向熔池四周。这个过程持续下去,便在液态金属中形成一个细长的孔洞。
9.激光深熔焊接的特点与局限性?
优点:
(1)能量密度高、热影响区小、焊接变形小,是精密焊接方法;
(2)焊接能量可精确控制,对不同材料、结构具有较高的适应性;
(3)自动化容易实现,因为光束很容易传输到任何位置;
(4)同电子束焊接相比,不需要真空环境、不存在X-射线污染;
(5)焊缝深宽比大,可达12:1;
局限性:
(1)焊接时,要求装配精度高;
(2)大功率焊接时,等离子体密度高,对激光能量的损耗大。
10.激光焊接气孔缺陷形成原因?
焊接过程中,熔池中气泡的逸出速度低于熔池金属的凝固速度,则产生气孔。
以低碳钢激光深熔焊过程为例,气孔的产生有两种途径:一个冶金型气孔,是由于高温情况下的冶金反应所生成的CO气孔;另一个工艺型气孔,由于焊接过程中匙孔的不稳定塌陷被金属熔池卷入所形成。
11.讨论激光焊接高反射率金属(铝合金)和易氧化性金属(钛合金)存在哪些问题,并提出解决措施?
高反射率金属—铝合金
困难:
(1)铝合金的对激光的反射率高、导热系数高。
(2)许多铝合金中含有易挥发的元素(硅、镁等),焊缝中存在较多气孔;
(3)金属表面的氧化膜在焊接过程中也会溶解到熔池中,导致气孔的产生和焊缝的脆化;
(4)焊缝金属蒸汽压低,对N2O2亲和力高,易造成焊缝不规则(焊道粗糙,咬边,根部不规则)。
措施:
(1)采用大功率的激光束来获得较高的能量密度;
(2)焊前通过机械、化学方法去除表面氧化膜;
(3)使用Ar、He作保护气体可减少焊缝不规则;
(4)采用填充金属的方法可有效避免热裂纹、咬边;
(5)采用等离子电弧-激光复合焊接可减少裂纹;
易氧化性金属—钛合金
困难:
(1)钛合金焊接时气孔问题严重。
(1)钛对由O2、H2、N2和C所引起的间隙脆化很敏感。
(2)焊接时会在接头的热影响区出现延迟裂纹。
措施:
(1)特别注意接头的清洁和气体保护问题,减少气体的来源。
a) 用高纯度的氩气进行焊接;b) 焊前清洗;c) 合适焊接规。
(2)真空退火可以减少焊接接头的含氢量,减少延迟倾向。
(3)采用高温余热,焊后缓冷,或采用特殊的焊后热处理工艺,减少延迟裂纹与间隙脆化倾向。
12.简述激光-电弧复合热源焊接的特点、分类,不同复合焊接方法的能量作用机制,主要解决什么问题,典型应用。
激光-电弧复合热源焊接的特点:
(1)高效、节能、经济。
(2)增加熔深。
(3)减少焊接缺陷、改善微观组织。
(4)改善焊缝成形。
(5)提高焊接适应性。
(6)减少焊接变形。
激光-电弧复合热源焊接的分类:
根据激光种类:CO2激光-电弧复合、YAG激光-电弧复合、半导体激光-电弧复合。
根据电弧种类:激光-TIG,激光-MIG,激光-等离子弧复合,激光-双电弧复合。
根据复合方式:旁轴复合、同轴复合
电弧对激光的作用:
(1)稀释光致等离子体被稀释,减少等离子体对激光的吸收与散失,提高激光能量传输效率;
(2)电弧加热母材使其温度升高,母材对激光的吸收率提高,焊接熔深增加;
(3)电弧对激光有一定的扩散所用,扩大了热作用围,使得热影响区扩大,温度梯度减小,冷却速度降低,熔池凝固过程变得缓慢,焊接铝合金等金属时可减少或消除气孔和裂纹的生成。
激光对电弧的作用:
(1)激光使金属汽化,为电弧提供自由电子,降低了电弧通道的电阻,提高了电弧的能量利用率,焊接熔深增加;
(2)聚焦、引导作用,激光光致等离子体导致电弧根部收缩,提高电弧能量密度。
激光-电弧复合热源焊接的主要应用:
激光-电弧复合焊接在汽车行业、造船工业的厚板焊接、铝合金焊接中应用越来越多。通常激光焊接、TIG焊接铝合金都有效率低、熔深小、气孔缺陷严重的缺点,而是用激光-电弧复合焊接时,可以同时应用激光熔深焊接的小孔效应与电弧去除氧化膜的机制,提高了对铝合金焊接的适应性与效率。