文件修改申请单

Q/SW.QR-0401-03
Q/SW.QR-0401-03
4.5环境的控制
4.5.1生技部按《工作环境控制程序》对生产现场的环境进行控制,以适应生产需要。
4.5.2各相关部门都要配合生技部门维护好正常生产秩序,做到“日清”。
4.6 物资采购
4.6.1采购人员应根据生产计划与供方制订采购计划,确保生产物资如期到位。
4.6.2仓库根据《仓库管理制度》对入库物资进行管理,配合生产车间计划用料。
4.6.3生产现场的日需要物资量,应按生产计划予以控制,一旦因生产变动而产生的闲置物资,应予及时处理。
4.7人员控制
4.7.1生技部门根据生产的实际需要,安排合理的人员从事生产作业。
4.7.2办公室组织对各类人员进行培训,按《能力、意识和培训控制程序》的有关规定执行。
4.8一般过程控制
4.8.1生产工人必须按有关规定进行操作,根据技术工艺标准、产品图样或样品对本人生产的产品予以自检,互检工作,并做好各道工序之间的合格交接。
4.9特殊过程控制
4.9.1特殊过程的控制,除执行其他控制要求外,还须执行下列控制要求:
a. 为特殊过程编制作业指导书,包括设备操作和工艺参数控制的内容;
b. 操作工须经本岗位的资格培训,经生产车间试用,带班认可后才能上岗;
c. 对设备的能力进行认可,使之能符合生产能力的需要;
d. 操作工要对本工序进行连续的过程参数监视和控制,并按工艺文件的要求进行操作。
当过程质量状态超出控制范围时,应报告值班人员及时调整使之达到规定范围,必要时由生技部门组织有关部门共同进行原因分析和实施纠正措施。
e. 当班人员对特殊过程的工艺参数监控情况按要求在特殊过程工艺参数记录上予以记
录(每8小时记录一次)。当实际参数偏离规定参数时应按相关技术文件规定办理。
f. 当工厂的工艺过程发生变更、产品规格发生更改、材料发生变化时应及时进行再确认,争产情况下,工厂对成熟产品每12个月确认1次。
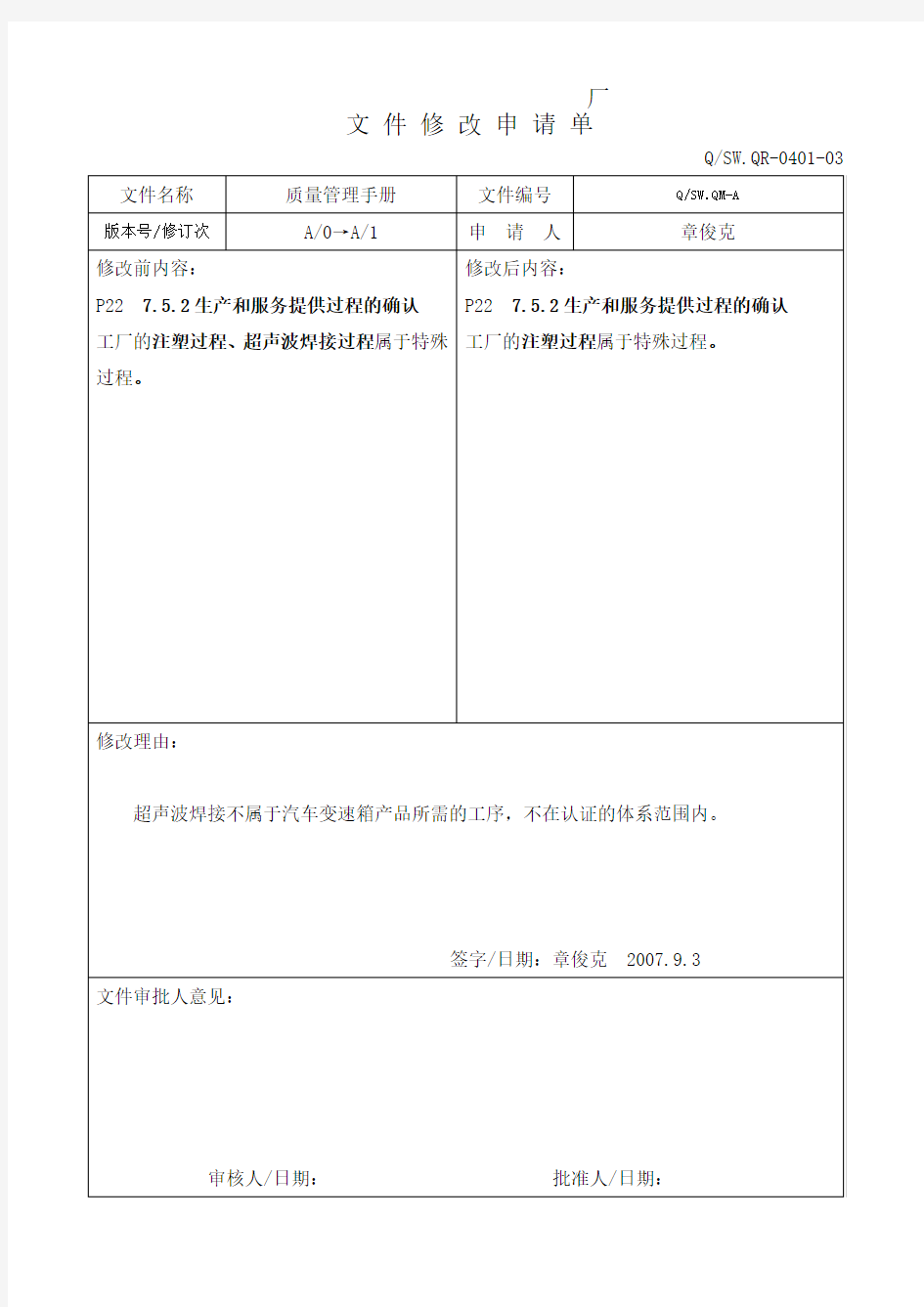
工厂的注塑过程属于特殊过程。
5 质量记录
5.1 Q/SW.QR-0704-01 生产计划单
5.2 Q/SW.QR-0704-02 生产报表
5.3 Q/SW.QR-0704-03 特殊工序确认表
5.4 Q/SW.QR-0704-04 设备能力确认表
5.5 Q/SW.QR-0704-05 注塑过程工艺参数记录表
5.6 Q/SW.QR-0704-06 注塑工艺卡
7.4采购
7.4.1 采购过程
工厂应确保采购的产品符合规定的采购要求。对供方及采购的产品控制的类型和程度
应取决于采购的产品对随后的产品实现及最终产品质量的影响。
工厂应根据供方按工厂的要求提供产品的能力评价和选择供方。应制定选择、评价和
重新评价的准则。评定的结果及评价所引起的任何必要措施的记录应予保持。
7.4.2 采购信息
采购信息应表述拟采购的产品,适当时包括:
a)产品、程序、过程和设备的批准要求;b)人员资格要求;c)质量管理体系的要求。
在与供方沟通前,工厂应确保所规定的采购要求是充分与适宜的。
7.4.3 采购产品的验证
工厂应确定并实施检验或其他必要的活动,以确保采购的产品满足规定的采购要求。
当工厂或顾客拟在供方现场实施验证时,工厂应在采购信息中对拟验证的安排和产品放行的方法作出规定。
关于工厂或顾客拟在供方现场实施验证时的内容,详见Q/SW.QP-0703《采购控制程序》。
工厂的外包过程主要有:电镀、热处理。
7.5 生产和服务提供
7.5.1 生产和服务提供的控制
工厂应策划并在受控条件下进行生产和服务提供。适用时,受控条件应包括:
a) 获得表述产品特性的信息;
b) 必要时获得作业指导书;
c) 使用适宜的设备;
d) 获得和使用监视和测量装置;
e) 实施监视和测量;
f)放行、交付和交付后活动的实施。
详见Q/SW.QP-0704《生产和服务提供的控制和确认程序》。
7.5.2生产和服务提供过程的确认
当生产和服务提供过程的输出不能由后续的监视或测量加以验证时,工厂应对这样的过程实施确认。这包括仅在产品使用或服务已交付之后问题才显现的过程。确认应证实这些过程实现所策划的结果的能力。工厂应对这些过程作出安排,适用时包括:
a) 为过程的评审和批准所规定的准则;b) 设备的认可和人员资格的鉴定;c) 使用特定的方法和程序;d)记录的要求;e)再确认。
工厂的注塑过程属于特殊过程。
详见Q/SW.QP-0704《生产和服务提供的控制和确认程序》。
文件修改申请单.doc
Q/SW.QR-0401-03
Q/SW.QR-0401-03
4.5环境的控制 4.5.1生技部按《工作环境控制程序》对生产现场的环境进行控制,以适应生产需要。 4.5.2各相关部门都要配合生技部门维护好正常生产秩序,做到“日清”。 4.6 物资采购 4.6.1采购人员应根据生产计划与供方制订采购计划,确保生产物资如期到位。 4.6.2仓库根据《仓库管理制度》对入库物资进行管理,配合生产车间计划用料。 4.6.3生产现场的日需要物资量,应按生产计划予以控制,一旦因生产变动而产生的闲置物资,应予及时处理。 4.7人员控制 4.7.1生技部门根据生产的实际需要,安排合理的人员从事生产作业。 4.7.2办公室组织对各类人员进行培训,按《能力、意识和培训控制程序》的有关规定执行。 4.8一般过程控制 4.8.1生产工人必须按有关规定进行操作,根据技术工艺标准、产品图样或样品对本人生产的产品予以自检,互检工作,并做好各道工序之间的合格交接。 4.9特殊过程控制 4.9.1特殊过程的控制,除执行其他控制要求外,还须执行下列控制要求: a. 为特殊过程编制作业指导书,包括设备操作和工艺参数控制的内容; b. 操作工须经本岗位的资格培训,经生产车间试用,带班认可后才能上岗; c. 对设备的能力进行认可,使之能符合生产能力的需要; d. 操作工要对本工序进行连续的过程参数监视和控制,并按工艺文件的要求进行操作。 当过程质量状态超出控制范围时,应报告值班人员及时调整使之达到规定范围,必要时由生技部门组织有关部门共同进行原因分析和实施纠正措施。 e. 当班人员对特殊过程的工艺参数监控情况按要求在特殊过程工艺参数记录上予以记 录(每8小时记录一次)。当实际参数偏离规定参数时应按相关技术文件规定办理。 f. 当工厂的工艺过程发生变更、产品规格发生更改、材料发生变化时应及时进行再确认,争产情况下,工厂对成熟产品每12个月确认1次。 工厂的注塑过程属于特殊过程。 5 质量记录 5.1 Q/SW.QR-0704-01 生产计划单 5.2 Q/SW.QR-0704-02 生产报表 5.3 Q/SW.QR-0704-03 特殊工序确认表 5.4 Q/SW.QR-0704-04 设备能力确认表 5.5 Q/SW.QR-0704-05 注塑过程工艺参数记录表 5.6 Q/SW.QR-0704-06 注塑工艺卡
文件修改申请单
阅读使人充实,会谈使人敏捷,写作使人精确。——培根 厂 文件修改申请单
法拉兹·日·阿卜——学问是异常珍贵的东西,从任何源泉吸收都不可耻。.阅读使人充实,会谈使人敏捷,写作使人精确。——培根 厂 文件修改申请单
法拉兹·日·阿卜——学问是异常珍贵的东西,从任何源泉吸收都不可耻。. 阅读使人充实,会谈使人敏捷,写作使人精确。——培根 4.5环境的控制 4.5.1生技部按《工作环境控制程序》对生产现场的环境进行控制,以适应生产需要。 4.5.2各相关部门都要配合生技部门维护好正常生产秩序,做到“日清”。 4.6 物资采购 4.6.1采购人员应根据生产计划与供方制订采购计划,确保生产物资如期到位。 4.6.2仓库根据《仓库管理制度》对入库物资进行管理,配合生产车间计划用料。 4.6.3生产现场的日需要物资量,应按生产计划予以控制,一旦因生产变动而产生的闲置物资,应予及时处理。 4.7人员控制
4.7.1生技部门根据生产的实际需要,安排合理的人员从事生产作业。 4.7.2办公室组织对各类人员进行培训,按《能力、意识和培训控制程序》的有关规定执行。 4.8一般过程控制 4.8.1生产工人必须按有关规定进行操作,根据技术工艺标准、产品图样或样品对本人生产的产品予以自检,互检工作,并做好各道工序之间的合格交接。 4.9特殊过程控制 4.9.1特殊过程的控制,除执行其他控制要求外,还须执行下列控制要求: a. 为特殊过程编制作业指导书,包括设备操作和工艺参数控制的内容; b. 操作工须经本岗位的资格培训,经生产车间试用,带班认可后才能上岗; c. 对设备的能力进行认可,使之能符合生产能力的需要; d. 操作工要对本工序进行连续的过程参数监视和控制,并按工艺文件的要求进行操作。 当过程质量状态超出控制范围时,应报告值班人员及时调整使之达到规定范围,必要时由生技部门组织有关部门共同进行原因分析和实施纠正措施。 e. 当班人员对特殊过程的工艺参数监控情况按要求在特殊过程工艺参数记录上予以记录(每8小时记录一次)。当实际参数偏离规定参数时应按相关技术文件规定办理。 f. 当工厂的工艺过程发生变更、产品规格发生更改、材料发生变化时应及时进行再确认,争产情况下,工厂对成熟产品每12个月确认1次。 法拉兹·日·阿卜——学问是异常珍贵的东西,从任何源泉吸收都不可耻。. 阅读使人充实,会谈使人敏捷,写作使人精确。——培根 工厂的注塑过程属于特殊过程。 5 质量记录 5.1 Q/SW.QR-0704-01 生产计划单 5.2 Q/SW.QR-0704-02 生产报表 5.3 Q/SW.QR-0704-03 特殊工序确认表 5.4 Q/SW.QR-0704-04 设备能力确认表 5.5 Q/SW.QR-0704-05 注塑过程工艺参数记录表 5.6 Q/SW.QR-0704-06 注塑工艺卡 7.4采购 7.4.1 采购过程 工厂应确保采购的产品符合规定的采购要求。对供方及采购的产品控制的类型和