8.5金属面施涂混色油漆涂料施工工艺标准
金属面施涂混色油漆涂料施工工艺标准
(QB-CNCEC J030805-2004)
1适用范围
本工艺标准适用于工业与民用建筑装饰装修工程中金属面施涂混色油漆涂饰工程。
2 施工准备
2.1 材料要求
2.1.1 涂料:底漆有Y53-1红丹油性防锈漆、H53-2红丹环氧醇酸防锈漆或铁红防锈漆;面漆有C04-42各色醇酸磁漆、C04-45灰醇酸磁漆、Y03-1油性调和漆等;其它有铅油、清油等。以上漆料应按设计要求选用,并应有出厂合格证及产品使用说明书。
2.1.2 填充料:石膏、大白、地板黄、红土子、黑烟子等。
2.1.3 稀释剂:汽油、煤油、醇酸稀料、松香水、酒精等。
2.1.4 催干剂:钴催干剂等液料。
2.2 主要工机具
主要工机具见表2.2 。
表2.2
2.3 作业条件
2.3.1 施工区域应有良好的通风设施,抹灰工程、地面工程、木装修工程、水暖电气工程等全部完工
后,环境比较干燥,相对湿度不大于60%
351
2.3.2 在室外或室内高于3.6m处作业时,应事先搭设好脚手架,以便于操作。
2.3.3 操作前应认真进行工序交接检验工作,不符合规范要求的,不准进行油漆施工。
2.3.4 施工前各种材料必须先报验,经业主及监理确认并进行封样后才能采购。已报验样品在大批量材料进场时必须经过业主及监理公司验收出具有关书面验收单后才能正式使用。
2.3.5 应事先做样板间,经业主及监理公司检查监定合格后,方可组织班组进行大面积施工。
2.4 作业人员
2.4.1 油工、防腐工具备中级工以上操作技能。
2.4.2 电工、架子工必须持证上岗。
2.4.3 作业人员经安全、质量、环保技能培训,满足作业的各项要求。
3 施工工艺
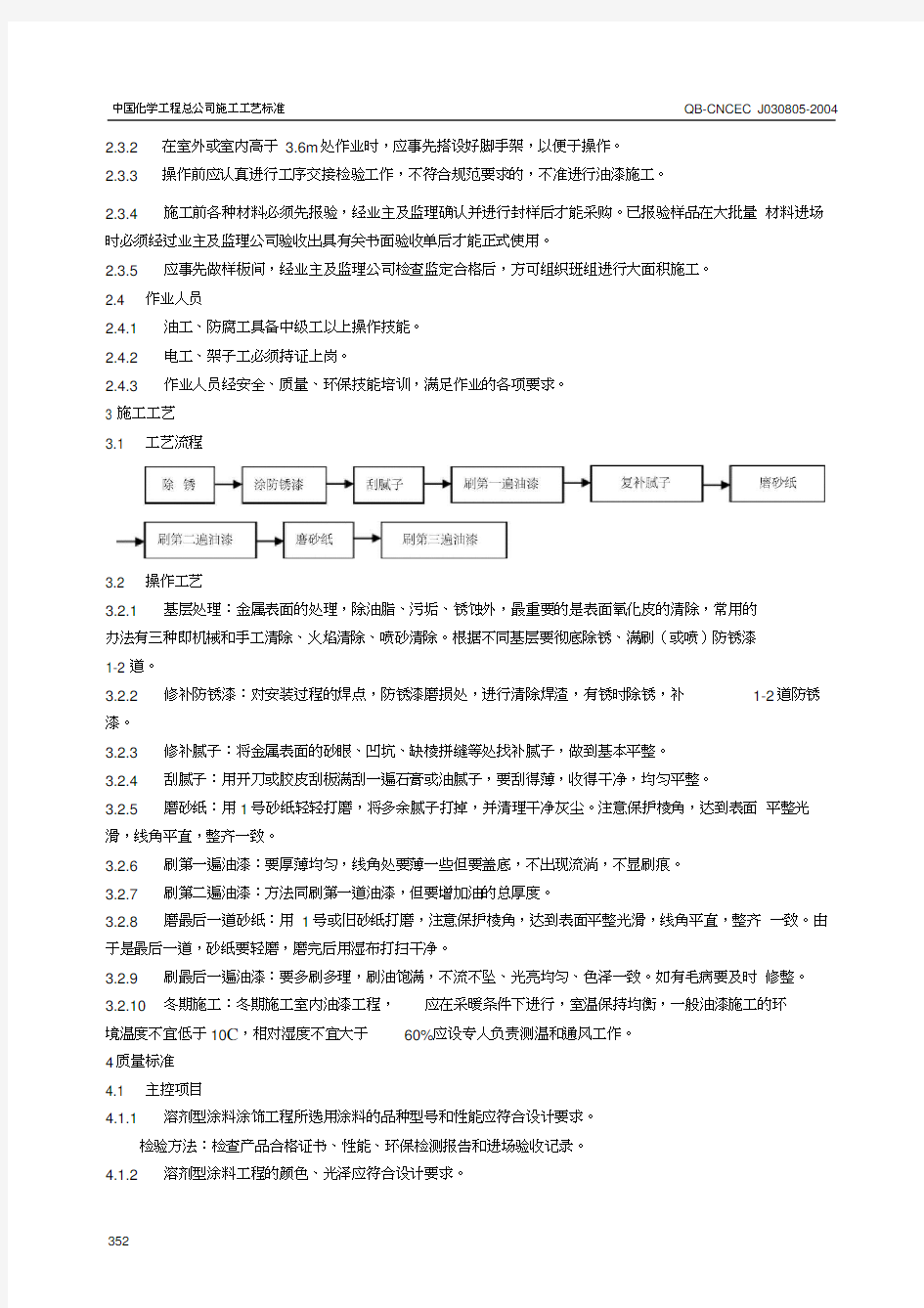
3.1 工艺流程
3.2 操作工艺
3.2.1 基层处理:金属表面的处理,除油脂、污垢、锈蚀外,最重要的是表面氧化皮的清除,常用的
办法有三种即机械和手工清除、火焰清除、喷砂清除。根据不同基层要彻底除锈、满刷(或喷)防锈漆
1-2 道。
3.2.2 修补防锈漆:对安装过程的焊点,防锈漆磨损处,进行清除焊渣,有锈时除锈,补1-2道防锈漆。
3.2.3 修补腻子:将金属表面的砂眼、凹坑、缺棱拼缝等处找补腻子,做到基本平整。
3.2.4 刮腻子:用开刀或胶皮刮板满刮一遍石膏或油腻子,要刮得薄,收得干净,均匀平整。
3.2.5 磨砂纸:用1号砂纸轻轻打磨,将多余腻子打掉,并清理干净灰尘。注意保护棱角,达到表面平整光滑,线角平直,整齐一致。
3.2.6 刷第一遍油漆:要厚薄均匀,线角处要薄一些但要盖底,不出现流淌,不显刷痕。
3.2.7 刷第二遍油漆:方法同刷第一道油漆,但要增加油的总厚度。
3.2.8 磨最后一道砂纸:用1号或旧砂纸打磨,注意保护棱角,达到表面平整光滑,线角平直,整齐一致。由于是最后一道,砂纸要轻磨,磨完后用湿布打扫干净。
3.2.9 刷最后一遍油漆:要多刷多理,刷油饱满,不流不坠、光亮均匀、色泽一致。如有毛病要及时修整。3.2.10 冬期施工:冬期施工室内油漆工程,应在采暖条件下进行,室温保持均衡,一般油漆施工的环
境温度不宜低于10C,相对湿度不宜大于60%应设专人负责测温和通风工作。
4质量标准
4.1 主控项目
4.1.1 溶剂型涂料涂饰工程所选用涂料的品种型号和性能应符合设计要求。
检验方法:检查产品合格证书、性能、环保检测报告和进场验收记录。
4.1.2 溶剂型涂料工程的颜色、光泽应符合设计要求。
352
检验方法:观察。
4.1.3 溶剂型涂饰工程应涂刷均匀、粘结牢固,不得漏涂、透底、起皮和反锈。
353
4.1.4 基层腻子应平整、坚实、牢固、无粉化、起皮和裂缝。
检验方法:观察;手模检查;检查施工记录。
4.2 一般项目
4.2.1 涂层与其他装修材料和设备衔接处应吻合,界面应清晰。
4.2.2 金属表面施涂混色油漆质量要求及检验方法应符合表 4.2.2的规定。
表4.2.2
4.3 关键控制点的控制
表4.3
4.4 质量记录
4.4.1 材料出厂合格证,性能检测报告和进场验收记录。
4.4.2 施工记录。
4.4.3 检验批质量验收记录表。
4.4.4 分项工程质量验收记录表。
4.4.5 涂料中有害物质限量检测报告。
5应注意的质量问题
5.1 防止漏刷、反锈:
反锈一般多发生在钢门窗和金属表面等工程,其主要原因:一是产品在出厂前没有认真除锈就刷防
锈漆;二是由于运输和保管不好碰破防锈漆膜;三是钢门窗或金属表面在安装之前,未认真进行检查,未补做除锈和涂刷防锈漆工作。
漏刷则多发生于钢门窗的上下、眉头和靠合页小面以及门窗框、压缝条的上、下端部,其原因是下354
眉头未刷油漆就把门扇安装,再有是钢纱门和钢纱窗未预先把分色的铅油涂刷上就绷纱;其次是操作者
不认真所致。
5.2 缺腻子、缺打砂纸
其原因是操作者未认真按照工艺规程去操作所至,应认真补腻子,打砂纸。
5.3 流坠、裹楞
其原因是漆料太稀、漆膜太厚或环境温度高、油漆干性慢等,都易造成流坠;二是操作顺序和手法不当,尤其是门窗边棱分色处,如一旦油量大和操作不注意,就容易造成流坠、裹楞。
5.4 刷纹明显
主要是油刷子小或油刷子未泡开,刷毛发硬所至。
5.5 皱纹
主要是油漆质量不好,兑配不均匀,溶剂挥发快或气温高,加催干剂等原因造成的。
5.6 五金污染
除操作要细和及时将小五金等污染处清擦干净外,应尽量把门锁、拉手和插销等后安装,确保五金洁净美观。
5.7 倒光
由于钢门窗和金属表面吸油快慢不均或表面不平,加上室内潮湿或底漆未干透及稀释剂过量等原
因,都可能产生局部漆面失去光泽的倒光现象。
6成品保护
6.0.1 刷饰涂料前,要先清理好周围环境,涂料干燥前,应防止雨淋、尘土沾污和热空气的侵袭。
6.0.2 每遍油漆刷完后,所有能活动的门扇及木饰面成品都应该临时固定,防止油漆面相互粘结影响
质量。必要时设置警告牌。
6.0.3 刷油后立即将滴在地面或窗台上的油漆擦干净,五金、玻璃等应事先用报纸等隔离材料进行保
护,到工程交工前拆除。
6.0.4 油漆完成后应派人专人负责看管,严禁摸碰。
7职业健康安全与环境管理
7.1 危险源辩识及控制措施
355
356
7.2 环境因素辩识及控制措施
环境因素辩识及控制措施
357