冲压模具设计-带凸缘圆筒件
带凸缘圆筒拉深模设计
班级:
姓名:
学号:
日期:
前言
冷冲压模具的设计与制造一材料的塑性变形理论为基础,综合了塑性力学、机械力学、机械原理与设计、机械设计制造工艺等多学科的应用,是一门理论性和应用性很强的课程。围绕冷冲模设计,前向有冲压工艺,后有制造工艺,在数字化技术应用高度发展的今天,冷冲模开发的三个层面已经高度集成,紧密融合在一起。通过冷冲压的理论学习,然后再将理论知识用于实际中,不仅有助于理论知识的消化吸收,也可以提高自身的工程能力。为此,进行必要的冷冲模的课程设计很有必要。
结合所学到的理论知识和自身掌握的情况,特以带凸缘的圆筒件来设计冷冲压模具。此制件结构简单,容易上手学习,并且涵盖了所学的知识点,是一个很好的设计素材。
本设计大致分为三个部分,一是制件及模具的参数确定,一是模具的结构设计,一是制件的成形分析。
目录
前言.......................................................................................................................... I 一制件工艺分析 (1)
1.1 制件分析 (1)
1.2坯料直径确定 (1)
1.3 拉深成型次数计算 (2)
1.4 凸凹模圆角半径计算 (3)
1.5 拉深深度计算 (4)
1.6 拉深力的计算 (4)
1.7 凸凹模间隙计算 (5)
1.8 凸凹模工件尺寸计算 (5)
1.8.1 凸凹模计算公式 (5)
1.8.2 公差确定 (6)
1.9 凸模通气尺寸 (6)
二拉深模结构设计 (7)
2.1 拉深凸凹模结构 (7)
2.2 模具总体结构的设计 (7)
三Dynaform软件仿真分析 (9)
3.1网格划分 (9)
3.2 毛坯轮廓线计算 (10)
3.3 制件厚度分析 (10)
3.4 主应力分布 (11)
3.5 制件成形情况 (12)
总结 (13)
参考文献 (15)
附表 (16)
一制件工艺分析
1.1 制件分析
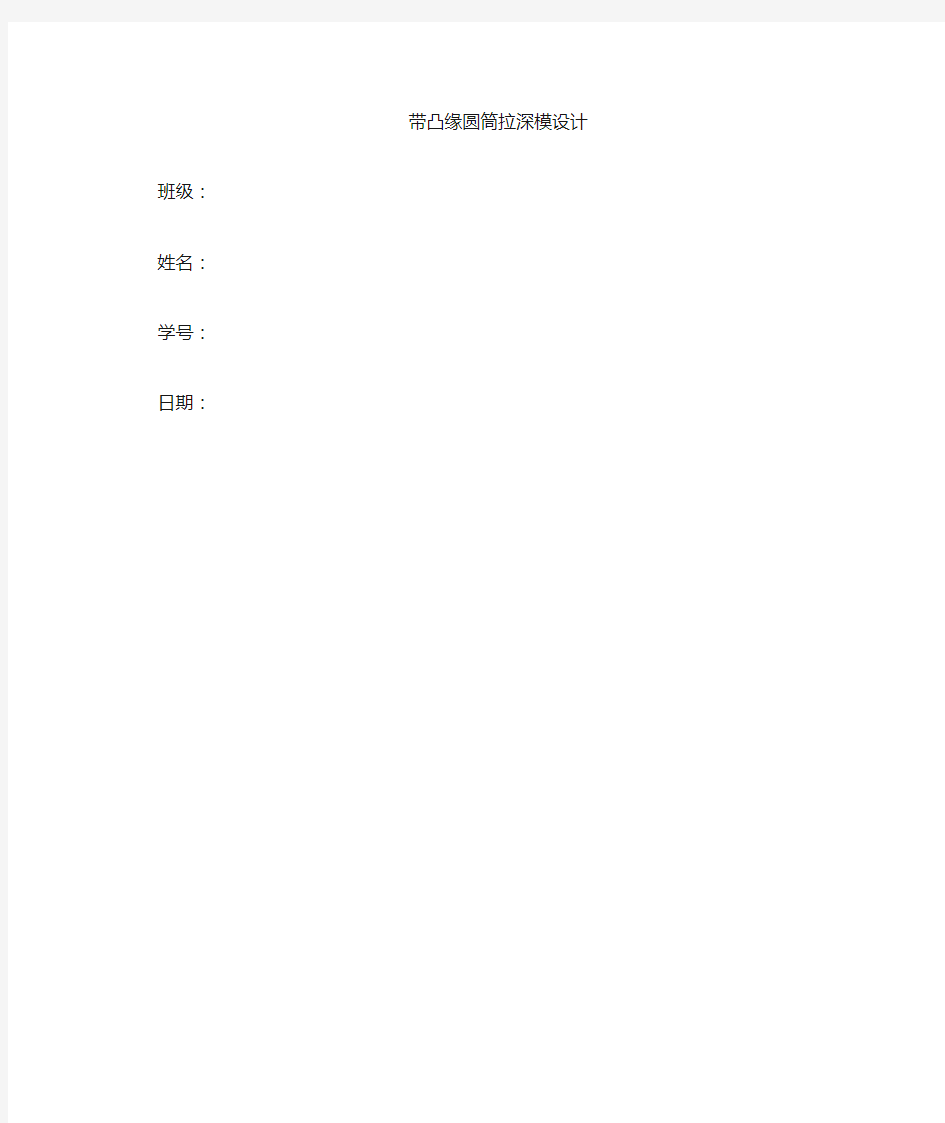
所选的制件为带凸缘圆筒件,剖视图如下,厚度为2mm,材料为08钢。
图1 带凸缘圆筒件
此带凸缘圆筒件为旋转体,壁厚为2mm,整个结构尺寸较小,适合冲压成型。底部外直径为42mm,筒深大约为60mm,材料为08钢,拉深性能较好,适合于拉伸成型。
1.2坯料直径确定
根据表1以及图1计算得到坯料的直径大约为124mm.
其中,d1=32mm,d2=40mm,d3=52mm,d4=80mm,h=50mm,H=60mm,r1=6mm,r2=4mm。
表1 坯料直径计算公式
1.3 拉深成型次数计算
根据冷冲模设计手册,确定制件的拉深成型次数。已知,t=2mm,D=124mm,t/D*100%=1.6%(通过附表4.11,1.6介于1.5到2.0之间,不需要压边圈),查表2,
可知各次的拉深系数介于坯料相对厚度为 1.5到 2.0之间,又=,
===0.32,不能满足一次拉深的要求。
通过尝试的方法,确定各次的拉深系数,最终确定出=***,
依次为0.6、0.77、0.83、0.84,一共需要4次拉深,满足要求。
可知,第一次拉深后,=0.6*124=74.4mm;第二次拉深后,
=0.77*74.4=57.29mm;第三次拉深后,=0.83*57.29=47.55mm;最后依次拉深后,=d=0.84*47.55=40mm。
表2圆筒件不使用压料圈时的极限拉伸系数(适合08钢)
1.4 凸凹模圆角半径计算
凹模圆角半径=0.8,凸模圆角半径=(0.6~1.0)。
第一次拉深所需的凹凸模半径分别为=0.8*=7.9mm≈
8mm,=08*8=6.4mm。以后所用的凸凹模半径适当的减少至最后依次拉深所需的4mm和6mm。
1.5 拉深深度计算
各次拉深深度的计算公式为=(-)+0.43(+)+(-),则第一次的拉深深度为
=(-)+0.43*(6.4+8)+(-)=39.3mm。
可知,第一次拉深的最大相对高度==0.52,查附表4.9,0.750.52,满足设计的要求,可以继续设计此后的各次拉深深度。
根据以上步骤,并且不断调整凸凹模半径,以后的拉深深度分别为10mm、6mm,最后根据剩余量得到最后一次的拉深深度。
1.6 拉深力的计算
总的冲压力是拉深力与压边力之和,此制件没有采用压边圈,没有压边力,即冲压力为拉深力大小,已知凸缘相对直径为=1.67,由附表4.19,可知拉深力为=t,其中为材料的抗拉强度,08钢的抗拉强度为400MPa,为筒
形件第一次拉深时的系数,查附表 4.22可知=0.75,则
=3.14*74.4*2*0.75*400=140169.6N。
1.7 凸凹模间隙计算
拉深模间隙Z/2(单面)一般比毛坯厚度略大一点,其值按以下公式Z/2=+ct,其中c为间隙系数,由附表4.31查得为0.5,=t+,为板料的正偏差,查附表4.32,板料正偏差为0.2mm,计算得到Z=6.4mm,单面为3.2mm。
1.8 凸凹模工件尺寸计算
1.8.1凸凹模计算公式
确定凸凹模工作部分尺寸时,应该考虑模具的磨损情况和拉深件的弹复,其尺寸只能在最后一次的工序中加以考虑。对最后一道工序的拉深模,其凸凹模的尺寸及其公差按工件尺寸标注方式的不同,由附表4.33所列的公式来进行计算。为了简洁,便于计算,第一次的凸凹模尺寸也按此公式来计算。
1.8.2公差确定
由附表 4.33可知,凹凸模的外形尺寸分别为
=,=,又凸凹模的制造公差可由附表4.34查得,=0.12,=0.08,最后得到=mm,=mm。
1.9 凸模通气尺寸
工件在拉深时,由于空气压力的作用或润滑油的粘性等因素,使工件很容易粘附在凸模上。为使工件不至于紧贴在凸模上,设计凸模时,应有通气孔,拉深
凸模通气孔如图2所示,尺寸选取见表3,选取=8mm。
图2 拉深凸模通气孔
表3 拉深凸模通气孔尺寸
二拉深模结构设计
2.1拉深凸凹模结构
对于两次以上的拉深,选取的凸凹模形式如图3。
图3 模具结构形式
2.2 模具总体结构的设计
本设计通过计算不需要采用压边圈。根据制件较小、拉深深度居中,并为了卸料简单可行,特采用倒装带凸缘拉伸附加弹性刚性打料外设可调强力弹压装置。这类装置的下模课外设压料、卸料的强力弹压装置,通过弹压力的调节,保证有合适的压边力和足够的卸料力。并且在凸模的中间设有进气孔,保证了气体流动通畅。部分零件图见附图。
图4 3D半透明装配图
图5 3D半剖装配图
图5 装配简图
三Dynaform软件仿真分析
根据所计算得到的毛坯尺寸,所需的毛坯直径为124mm,第一次拉深后的直径为74.4mm,第二次拉深后的直径为57.288mm,第三次拉深后的直径为47.55mm,最后依次拉深到所需的直径为40mm。
3.1网格划分
将制件iges格式导入到软件后,划分网格后如图所示。网格质量较好,可以接受。
图7 网格划分
3.2 毛坯轮廓线计算
根据理论计算得到毛坯的理论直径为124mm,得到外径周长为124*3.14=389.4mm;通过软件计算的坯料的轮廓线长度为403.7mm。软件计算的稍微大一点,考虑到修边,前期的设计基本满足要求。
图8 轮廓线长度计算
3.3 制件厚度分析
由图可知,最大的厚度大约为2mm,出现在凸缘部分,最小值大约为1.1mm,且最薄处只出现在底部,总体的厚度在2mm左右。在理论计算时,取得厚度平均值为2mm。说明制件在拉深时,第一次拉深可以满足厚度要求。为此,此分析集中分析第一次拉深,第一次拉深满足要求时,之后的拉深也肯定满足,原因是,之后的拉深深度小,冗余度高。
图9 厚度分布图
3.4 主应力分布
由图可知,主应力最大值出现在边缘地方,这可能会引起褶皱。在实际中可
以采用压边圈(结构设计没有采用,但是模具预留了压边圈),以较少起皱的情况。
图10 主应力分布
3.5 制件成形情况
下图为制件成形的成形极限图
由图可知,没有出现较危险的区域,起皱的部分也只发生在凸缘和修边部分,可以利用压边圈来消除影响。
图11 成形极限图
总结
通过此次拉伸模设计,对钣金类拉伸件的参数确定、模具结构设计和成型分析有了一定的认识,并初步掌握了薄壁件成形的一般步骤。
此设计主要集中在三个方面,一是制件的参数确定,一是模具结构的设计,一是成形分析。难点集中在参数的确定和成形分析。
制件的参数确定主要是毛坯的尺寸、拉深系数、拉深次数、拉深深度、凸凹模的尺寸以及其公差等等。在设计过程中,参考了一些设计手册,通过手册中的预选参数,结合制件情况,合理选取,并不断地分析检验参数的合理性。反复选取拉深系数,来满足拉深次数和拉深深度,又反过来让拉深系数满足设计手册中给定材料的设计要求,以求达到一个合理的设计。
模具的设计参考现有的拉深模设计手册,并结合制件设计而成,一部分零件采用了标准设计,为了便于模具的加工、节约成本和缩短设计周期。
成形分析主要包括网格划分、毛坯轮廓线生成和成形计算分析等等。分析中参数的选取直接影响成形分析的结果好坏,其中网格的划分好坏占很大的影响。
由于个人所学的知识有限,在设计过程中,难免会出现错误,希望老师在发现问题时,及时批评指出,我一定会努力改正!
参考文献
[1] 周本凯.冲压模具设计实践.化学工业出版社,2008.
[2] 汤酞则.冷冲模课程设计与毕业设计指导.湖南大学出版社,2008.
[3] 丁友生吴治明等.冷冲模设计与制造.浙江大学出版社,2011.
[4] 杨关全匡余华.冷冲模设计资料与指导.大连理工大学出版社,2012.
[5] 美国工程技术联合公司.dynaform5.5中文培训手册.ETA,2006.
[6] 佚名.dynaform5.9.X中文版视频教程.不详
附表
(以下表节选自《冷冲模课程设计与毕业设计指导》)
冲孔翻边模具设计doc
目 录 第1章 概论 (2) 1.1 冲压模地位及冲模技术 (2) 1.2.1冲压模相关介绍 (2) 1.2.2冲模在现代生产中的地位 (3) 2.3冲压方案的确定 (5) 3.2 计算压力中心 (9) 3.3 冲压设备的确定 .............................................................................................................. 9 由于复合模的特点,为防止设备过载,可按公称压力F 压》(1.6~1.8)F 选择压力机。 9 F 压》(1.6~1.8)F 》66.45~74.75KN (9) 查表选取公称压力为100KN 的开式压力机,参数如下: (9) 公称压力:100KN (9) 滑块行程:55mm (9) 滑块行程次数:145次/min (9) 最大闭合高度:180mm (9) 最大装模高度:145mm (9) 模柄孔尺寸:φ30mm ?55mm (9) 第四章 主要工作部分尺寸计算 (9) 4.1 冲孔刃口计算 (9) 冲孔凸凹模的制造公差由表差得:δ凸=0.020mm δ凹=0.025mm .................................. 10 校核:δ凸+δ凹=0.045mm 编号 课程设计说明书 题目带凸缘筒的冲压工艺及模具设计 二级学院 专业 班级 学生姓名学号 指导教师 评阅教师 时间 目录 摘要Ⅰ1 绪论 1 1.1 冲压设计概念 1 1.2 冲压设计的基本内容 1 1.3 冲压设计的一般工作程序 1 1.4 意义 2 1.5 设计题目 2 2 带凸缘的工艺分析设计 2 2.1 冲压产品冲裁工艺分析 2 2.1.1 产品结构形状分析 2 2.1.2 产品尺寸精度、断面质量分析 3 2.2 产品拉深工艺分析 3 2.3 计算模具压力中心 4 3工艺方案的确定及工艺计算 4 3.1 工艺方案分析 4 3.2 拉深部分主要工艺参数的计算 5 3.3排样 7 4.二次拉深工序计算 8 4.1凸凹模工作尺寸 8 4.2计算拉压力 8 5 .模具的总体设计 8 5.1 模具的总装图 8 5.2拉深凸模和凹模的外形尺寸 9 5.3上模座与下模座及导柱导套的选用 10 5.4 模柄的选择 11 5.5 垫板、托板及打板的选择 11 5. 6 压边圈 12 5.7 打杆的选择 13 5.8卸料螺钉、螺钉及销钉的选择 13 5.9限位柱的选择 14 6.总结与展望 14 6.1 总结 14 6.2 展望 14 参考文献 15 1.绪论 1.1 冲压设计概念 随着冲压技术的不断进步和冲压生产的迅速发展,对冲压设计工作提出了愈来愈高的要求。冲压设计是一项技术性很强的工作,其设计过程是实质上是再创造的的劳动过程。冲压设计质量的优劣,不仅直接影响冲压产品的质量、成本及生产效率,而且也影响着冲压生产的组织与管理。因此,冲压设计工作不仅要求设计人员具有较好的理论基础、丰富的实践经验、熟练的设计技能和认真负责的态度,而且还要求设计人员能在不断积累总结设计经验的基础上,及时获取最新的科学技术知识,尽快掌握现代化的设计手段。只有这样,冲压设计工作才能适应工业生产迅速发展的需要。 1.2 冲压设计的基本内容 冲压设计包括工艺设计和模具设计两方面内容。 冲压工艺设计是针对给定的产品图样,根据其生产批量的大小、冲压设备的类型规格、模具制造能力及工人技术水平等具体生产条件,从对产品零件图的冲压工艺分析入手,经过必要的工艺计算,制定出合理的工艺方案,最后编写出冲压工艺卡片的综合性的分析、计算、设计过程。 冲压模具设计则是依据制定的冲压工艺规程,在认真考虑毛柸的定位、出件、废料排除诸问题以及模具的制造维修方便、操作安全可靠等因素后,构思出与冲压设备相适应的模具总体结构,然后绘制出模具总体装配图和所有非标准零件图的整个绘图设计过程。 1.3 冲压设计的一般工作程序 在实际生产中,冲压件的形状、尺寸及其精度要求各异,且具体生产条件也不尽相同,这常给开始从事冲压设计的人员带来一定困难。从另一方面看,只要遵循冲压变形的基本规律,搞清楚冲压基本工序的各自变形特点,尽管冲压件的形状、尺寸及精度要求不同,冲压设计的基本原则与方法则还是大同小异的。一般情况下按以下工作程序进行: (1)搜集冲压设计必要的原始资料; 无凸缘圆筒形件冲压成形工艺及模具设计 绪论 冲压使板料经分离或成形而得到制件的加工方法。冲压利用冲压模具对板料进行加工。常温下进行的板料冲压加工成为冷加工。冷冲压除部分冷挤和冷锻等体积冲压工序外,主要原料材料是板料(金属和非金属),因此,有“板料冲压”之称。 在冲压加工中,将材料(金属或非金属)加工成零件(或半成品)的一种特殊工艺装备,成为冲压模具。冲模在实现冲压加工中是必不可少的工艺设备,与冲压件是“一模一样”的关系,若没有符合要求的冲模,已不能生产出合格的冲压件;没有先进的冲模,先进的冲压成型工艺就无法实现。在冲压零件的生产中,合理的冲压成型工艺、先进的模具、高效的冲压设备是必不可少的三要素。 根据冷冲压材料变形的基本方式不同,冷冲压可分为冲裁、弯曲、引伸、冷挤、成型等几种基本工序。用于上述各工序的冷从模,分别称为冲裁模、弯曲模、引申模、冷挤模、成形模等。分析这些工序的特征,解决相应的特征,解决相应工序模具的设计问题,便是本课程的基本任务。对冷冲压的新工艺、模具的性技术及其新材料、模具寿命问题和自动送进能够料装置等,亦将作适当的分析。 冲压加工与其他加工方法相比,无论在技术方面,还是在经济方面,都具有许多独特的优点。生产的质检所表现出来的高精度、高复杂程度、高一致性、高生产率和低消耗,是其他加工制造方法所不能比拟的。模具可保证冲压产品的尺寸精度,使产品质量稳定,而且在加工中不破坏产品表面。但需要指出的是,由于进行冲压成形加工必须具备相应的模具,而模具是技术密集型产品,其制造属但见小批量生产,具有难加工、精度要求高、生产成本高的特点。所以,只有在冲压零件生产批量大的情况下,冲压成形加工的情况下,冲压成形加工的优点才能充分体现,从而获得好的经济效益。 摘要 通过对冲裁工件工艺的正确分析,设计了一副一模一腔的翻边模。本设计详细地叙述了模具成型零件包括凸模、凹模及其他零件如卸料板、固定板、垫板、导柱、导套等的设计,重要零件的工艺参数的选择与计算,并对着重对模具的设计部分作了详细介绍。 关键词模具设计翻边模具 Abstact By blanking of the workpiece to the correct analysis, design a model of a cavity in a row kind of cross-blank die. Design of the detailed description of the mold components, including punch, die and other components such as discharge plate, plate, plate, Pillar I. sets in the design and fabrication process, important parts of the process parameters and options, Blanking agencies and discharge devices and other structural design process, and focuses on the design of the mold gave a detailed briefing. Key words die design cross-nesting blanking Die 拉深(又称拉延)是利用拉深模在压力机的压力作用下,将平板坯料或空心工序件制成开口空心零件的加工方法。它是冲压基本工序之一,广泛应用于汽车、电子、日用品、仪表、航空和航天等各种工业部门的产品生产中,不仅可以加工旋转体零件,还可加工盒形零件及其它形状复杂的薄壁零件,如图4.1.1所示。 a)轴对称旋转体拉深件b)盒形件c)不对称拉深件 图4.1.1拉深件类型 拉深可分为不变薄拉深和变薄拉深。前者拉深成形后的零件,其各部分的壁厚与拉深前的坯料相比基本不变;后者拉深成形后的零件,其壁厚与拉深前的坯料相比有明显的变薄,这种变薄是产品要求的,零件呈现是底厚、壁薄的特点。在实际生产中,应用较多的是不变薄拉深。本章重点介绍不变薄拉深工艺与模具设计。 拉深所使用的模具叫拉深模。拉深模结构相对较简单,与冲裁模比较,工作部分有较大的圆角,表面质量要求高,凸、凹模间隙略大于板料厚度。图4.1.2为有压边圈的首次拉深模的结构图,平板坯料放入定位板6内,当上模下行时,首先由压边圈5和凹模7将平板坯料压住,随后凸模10将坯料逐渐拉入凹模孔内形成直壁圆筒。成形后,当上模回升时,弹簧4恢复,利用压边圈5将拉深件从凸模10上卸下,为了便于成形和卸料,在凸模10上开设有通气孔。压边圈在这副模具中,既起压边作用,又起卸载作用。 图4.1.2拉深模结构图 1-模柄2-上模座3-凸模固定板4-弹簧5-压边圈 6-定位板7-凹模8-下模座9-卸料螺钉10-凸模 圆筒形件是最典型的拉深件。平板圆形坯料拉深成为圆筒形件的变形过程如图 图4.2.1拉深变形过程图4.2.2 拉深的网格试验 拉深过程中出现质量问题主要是凸缘变形区的起皱和筒壁传力区的拉裂。凸缘区起皱是由于切向压应力引起板料失去稳定而产生弯曲;传力区的拉裂是由于拉应力超过抗拉强度引起板料断裂。同时,拉深变形区板料有所增厚,而传力区板料有所变薄。这些现象表明,在拉深过程中,坯料内各区的应力、应变状态是不同的,因而出现的问题也不同。为了更好地解决上述问题,有必要研究拉深过程中坯料内各区的应力与应变状态。 图4.2.3是拉深过程中某一瞬间坯料所处的状态。根据应力与应变状态不同,可将坯料划分为五个部分。 冲压模具设计课程设计 学院: 姓名:寒冰色手 学号: 专业:11机制 目录 1零件冲压工艺分析---------------------------------------------03 1.1 制件介绍---------------------------------------------------03 1.2 产品结构形状分析-------------------------------------------03 2.零件冲压工艺方案的确定--------------------------------------03 3冲模结构的确定-----------------------------------------------04 4.零件冲压工艺计算--------------------------------------------04 4.1零件毛坯尺寸计算-------------------------------------------04 4.2 排样------------------------------------------------------06 4.3 拉深工序的拉深次数和拉深系数的确定------------------------06 4.4 冲裁力、拉深力的计算--------------------------------------07 4.5 拉深间隙的计算--------------------------------------------09 4.6 拉深凸、凹模圆角半径的计算--------------------------------09 4.7 计算模具刃口尺寸------------------------------------------09 4.8 计算模具--------------------------------------------------10 5. 选用标准模架----------------------------------------------12 5.1 模架的类型------------------------------------------------12 5.2 模架的尺寸------------------------------------------------12 6. 选用辅助结构零件------------------------------------------13 6.1 导向零件的选用--------------------------------------------13 6.2 模柄的选用------------------------------------------------13 6.3 卸料装置--------------------------------------------------14 6.4 推件、顶件装置--------------------------------------------14 6.5 定位装置--------------------------------------------------14 7 参考文献--------------------------------------------------14 无凸缘圆筒形工件的拉深模设计案例 任务:无凸缘圆筒形工件的拉深模设计(一次拉深成形) 工件图 : 如图 1所示 生产批量 : 大批量 材料 :10 钢板 料厚 :1mm 图 1 工件图 设计步骤: 1.工艺分析 此工件为无凸缘圆筒形工件 , 要求内形尺寸 , 没有厚度不变的要求。此工件的形状满足拉深的工艺要求 , 可用拉深工序加工。 工件底部圆角半径 r = 8mm, 大于拉深凸模圆角半径 r 凸 =4~6mm (查表首次拉深凹模的圆角半径 r 凹 = 6t = 6mm, 而 r 凸 = (0.6~1)r 凹 = 4~6mm ,r> r 凸), 满足首次拉深对圆角半径的 要求。尺寸 7.007.72+Φmm, 查公差表为 IT14级 , 满足拉深工序对工件公差等级的要求。 判断拉深次数。 (1)计算毛坯直径 D 如图 1所示 ,料厚为1mm ,按中径计算。 h = (29.5 -0.5)mm = 29 mm d =(72.7 + 0.35(△/2) + 1)mm = 74 mm 工件的相对高度 h/d = 29mm/74mm=0.4 ,根据相对高度查得修边余量 △h =2mm 查无凸缘圆筒形拉深工件的毛坯尺寸计算公式为 : 2256.072.14r rd dH d D --+= 将 d = 74mm ,H = h + △h = (29 +2)mm = 31mm ,r = ( 8 + 0.5 ) = 8.5mm , 代入上式得毛坯的直径为116mm 。 (2) 判断拉深次数 工件总的拉深因数 m 总 = d/D = 74mm/116mm = 0.64 。毛坯的相对厚度 t/D = 1mm/116mm = 0.0086。 用式t/D ≥0.045(1-m)判断拉深时是否需要压边 因0162.064.01(045.0)1(045 .0=-=-)m 恩施职业技术学院 课程设计 课程名称_ 冲压工艺与模具设计 _ 题目名称带凸缘筒形件首次拉深设计 学生学院恩施职业技术学院 专业班级模具设计与制造091261班 学号 09126152 学生姓名夏满 指导教师黄雁飞 20 11 年05 月12日 设计目录 设计目的 通过此次拉深模实际旨在让我们了解一般拉深模的设计思路,设计歩骤,把课堂上的理论知识综合起来,提高我们对模具设计的认知能力,进而能独自设计出来一套模具。 任务书………………………………………………………………………………………………………………………. 一,工艺分析…………………………………………………………………………………………………………………… 1,冲压工艺方案的确定2,工艺流程 二,工艺参数计算……………………………………………………………………………………………………………. 1,修边余量的计算 2,初算毛坯直径 3,判断能否一次拉出 4,计算拉深次数及各工序的拉深直径 5,首次拉深凹模、凸模圆角半径的确定 6,毛坯直径的调整 7,第一次相对高度的校核 8,计算以后各次拉深直径 9,画出工序图 三,零件的排样及压力机吨位的选择……………………………………………………………………………… 1,零件的排样 (1)零件排样 (2)一个歩距范围内的材料利用率 2,压力机吨位的选择 (1)冲裁力的计算 (2)压边力的计算 (3)拉深力的计算 (4)卸料力的计算 (5)总压力 四,模具的结构形式及模具工作部分尺寸的计算…………………………………………………………… 1,模具的结构 2,卸料弹簧的选取 3,模具工作部分尺寸的计 (1)落料模 (2)拉深模 目录 摘要............................................................................ I Abstract........................................................................... II 引言. (1) 1 拉深件的工艺性分析 (4) 1.1 分析工件的冲压工艺性 (4) 1.1.1 工件形状 (4) 1.2 LY12材料的化学成分和机械性能 (5) 1.2.1 材料的化学成分 (5) 1.2.2 材料的机械性能 (5) 2 拉深工序计算 (6) 2.1 梯形筒形件的拉深工序计算原则 (6) 2.1.1 阶梯形件的拉深方法和原则 (6) 2.1.2 阶梯形件拉深工序计算程序 (7) 2.2 必要的工序计算 (7) 的确定 (7) 2.2.1 修边余量 2.2.3 判断能否一次拉成 (9) 2.2.4 计算拉深次数及各次拉深直径 (10) 2.2.5 计算该次拉深高度 (10) 2.2.6校核第一次拉深相对高度 (11) 2.2.7 计算小径26.5mm处的拉深次数和拉深高度 (11) 2.2.8 画出拉深工序图如下: (12) 3 工序压力计算和压力机的选择 (13) 3.1 压力机的选择原则 (13) 3.2 落料拉深工序压力计算 (13) 3.2.1 排样,裁板 (13) 3.2.2 计算落料拉深复合工序压力 (14) 3.2.3 初选压力机 (14) 3.2.4 校核压力机的电动机功率 (15) 3.3 二次拉深工序压力计算 (17) 3.3.1 计算二次拉深工序压力 (17) 3.3.2 初选压力机 (17) 3.3.3 校核压力机的电动机功率 (17) 3.4三次拉深工序压力机计算 (18) 3.4.1 计算三次拉深工序计算 (18) 3.4.2 初选压力机 (18) 摘要 随着科学技术的发展,对压铸件产品的安全性和造型美观的要求不断提高。根据使用的不同,对零件的质量评价有所不同。如何生产出高质量的零件,对节约材料、能源和提高经济效益都有很大的意义。 分析了灯罩这种形状复杂、壁薄零件的结构特点。针对压铸中易形成裂纹、拉伸不足等缺陷的工艺特性,在根据理论分析的要求和数据的基础上运用Sol- idworks软件进行三维实体造型,并对未知的尺寸进行规定。然后利用这个三维实体计算零件的质量,在Solidworks 软件中根据零件的质量来设计出的预定厚度的圆形坯料板材直径。根据所得的直径来确定原始坯料的一些尺寸,为后续的设计和研究提供一定的依据。同时利用Solidworks软件或其它三维软件对冲压模型可行性进行分析和设计,利用软件进行灯罩成型模的相关模具设计。 通过运用Solidworks软件,同时结合逆向造型的方法来设计相对应的模具,为了实现零件的成型,本人利用Solidworks软件设计四副模具,分别设计落料模、液压模、翻边模和卷边模,使原材坯料经过以上四副模具的加工来得到所要求的零件。 研究成果是得到四副模具三维模型和相对应的二维CAD图尺寸图。结论是得到所设计的零件的四副模具的相关数据,如果在实际生产中,可能运用的话,再添加其它相关的数据,可以成批生产。最后,对本次的模具设计进行总结。 关键词:落料;液压;翻边;卷边 Abstract With the development of science and technology, Die-casting products for safety and aesthetic shapes rising. According to different use, Evaluation of the quality of parts are different. How to produce high-quality parts, to save materials, energy and increase economic efficiency has great significance. Analysis of the complexity of the shade of such a shape, thin-walled parts of the structural characteristics. Easy for die-casting in the formation of cracks, lack of defects in the tensile properties of the process, and in accordance with the requirements of theoretical analysis and data based on the use of Solidworks 3D solid modeling software, and the provisions of unknown size. Then calculated using the three-dimensional entities, the quality of parts, in accordance with Solidworks software to design parts of the quality of the target plate thickness the diameter of the circular blank. According to the original blank diameter to determine the number of dimensions for the design and follow-up to provide a basis for research. At the same time, the use of Solidworks software or other three-dimensional software model of the stamping feasibility analysis and design, use of software related to shade Mold mold design. Through the use of Solidworks software, combined with the method of reverse modeling of the corresponding mold design, molding parts in order to achieve, I use Solidworks Mold Design four molds, respectively, blanking die design, hydraulic mold, flanging and crimping die mold, so that the original material for more than four blank mold after processing to get the required parts. Research results are three-dimensional models of four molds and the corresponding size chart diagram of two-dimensional CAD. Conclusion is designed by four mold parts of the relevant data, if in the actual production may be used, then add other relevant data, can be mass-produced. Finally, the die design of this summary. Keywords:Blanking; Hydraulic; flanging; Crimping 目录 摘要 Abstract 第一章绪论 (1) 1.1课题研究的目的和意义 (1) 1.2铝挤压材工业的发展现状 (1) 1.3该行业的其它相关零件的研究 (2) 1.3.1 薄壁深锥零件的拉伸成形方面的研究 (2) 1.3.2 铝锅冷挤压工艺及模具等类似产品的设计 (2) 模具课程设计计算说明书 目录 摘要 (3) 绪论 (5) 一、冲压工艺性分析 (7) 二、冲压工艺方案的确定 (8) 1.方案种类 (8) 2.方案的比较 (8) 3.方案的确定 (8) 三、模具结构形式的确定 (9) 四、设计工艺计算 (10) 1.基本尺寸与计算 (10) 2.冲裁压力的计算 (12) 3.压力机公称压力的确定 (12) 4.冲裁压力中心的确定 (13) 5.工作零件刃口尺寸的计算 (15) 五、模具总体结构设计 (19) 六、主要零部件的设计 (20) 1.工作零件的结构设计 (20) 2.定位零件的设计 (22) 3.卸料部件的设计 (23) 4.导柱、导套位置的确定 (23) 5.模架及其他零部件的设计 (24) 七、模具总装图 (24) 八、填写冲压工艺卡片 (27) 九、填写模具零件加工工艺卡 (29) 十一、结束语 (34) 致谢 (35) 主要参考文献 (36) 摘要 论文是由翻边设计、冲孔模设计组成,冲压模具主要是将板料分离或成形而得到制件的加工方法。因为模具的生产主要是大批量的生产,而且模具可以保证冲压产品的尺寸精度和产品质量,模具的设计与制造主要考虑到模具的设计能否满足工件的工艺性设计,能否加工出合格的零件,以及后来的维修和存放是否合理等。在本次设计中的取暖器主机连接座中,不仅要考虑要使做出的零件能满足工作要求,还要保证它的使用寿命。 其次设计中还要考虑到它的实际工作环境和必须完成的设计任务,两套模具的模架分别采用后置和中间形式,凹模采用整体凹模,这样可以采用线切割等数控设备来一次完成全部的工序加工,在设计中我要考虑到很多关于我所设计模具的知识,包括它的使用场合、外观要求等,从这里可以知道模具设计是一项很复杂的工作,所以在设计要不断的改进直到符合要求。 关键词:翻边冲孔工艺性 Abstract Paper is designed by the flanging, punching mould design, sheet metal stamping is mainly will get separated or forming parts processing methods. Because the mold production mainly mass production, and mould can ensure the precision stamping products and product quality, the mold 目录 一、零件的工艺性分析 (2) 二、制定工艺方案 (3) 三、主要工艺参数的计算 (3) 四、排样及材料利用率的计算 (4) 五、冲压力的计算、压力中心的确定、压力机的选择 (6) 六、模具的总体设计 (8) 七、工作零件的尺寸的计算 (9) 八、标准件的选用 (16) 九、工作零件加工的工艺过程 (19) 十、冲压工艺卡片 (21) 十一、模具的装调和模具的制造注意事项 (22) 十二、总结 (24) 十三、参考文献 (25) 一零件的工艺性分析 零件名称:无凸缘圆筒件 生产批量:大批量 材料:10钢 材料厚度:2mm 冲裁件的工件是指从冲压工艺方面来衡量设计是否合理。一般地讲,在满足工件使用要求的条件下,能以最简单最经济的方法将工件冲制出来,就说明该工件的冲压工艺性好,否则,该工件性能就差。当然工艺性的好坏是相对的,她直接受到工厂的冲压技术水平和设备条件等因素的影响。以上要确定冲压件的结构,形状,尺寸等对冲裁件工艺的实用性的主要因素。根据这一要求对该零件进行工艺分析。零件尺寸公差无要求,故按IT14级选取,利用普通冲裁方式可达到图样要求。由于该工件外形简单,形状规则,适于冲裁加工。材料为10钢,厚度为2mm. 二制定工艺方案 一般对于这样的工件,通常采用先落料,后拉深的加工方法,采用这种方法加工的工件外观平整毛刺小产品质量高。由于该工件的生产批量为大批量生产,如果把二道工序放在一起,可以大大提高生产效率并减轻工作量,节约能源,降低成本,而且可以避免原有的加工方法中将手伸进模具中的问题,对操作者的安全很有利。,但模具结构比较复杂,送进操作不方便,加之工件尺寸偏大,则适合落料-拉深复合冲压,因此只需一副模具,尽管模具结构比较复杂,但由于零件的几何形状简单对称,模具制造并不困难。所以采用复合模生产。 三 主要工艺参数的计算 1.毛坯尺寸的计算 D=2256.07 2.14r rd dh d --+ =221356.0701372.12870470X X X X X --+ ≈105 则毛坯的直径D=105mm 3.确定是否加修编余量 根据冲压件相对高度:4.07028==d h <0.5 可以不考虑加修边余量。 4.确定是否需要压边圈 薄板小孔冲孔翻边工艺分析及模具设计 1 引言 某家电零件的底板如图1所示,生产中需要多道工序才能完成成形加工,在首次生产工艺中,将冲孔翻边分两道工序,又有7个M3mm和4个月M4mm内螺纹孔,冲孔翻边后需要攻牙加工,加工工作量大,产品质量不稳定。该零件质量的优劣,直接影响到整机质量的优劣。为了提高产品质量,提高生产效率,必需对产品生产工艺进行改进,满足生产需求。 2 零件、冲孔翻边工艺分析 该零件见图1,材料为A3冷轧板,料厚t=0.8mm,成形加工后,表面喷漆处理,该零件外形较大、复杂,是一种典型的家电结构零件,需要多道工序,才能完成成形加工。为了降低模具的加工难度,充分利用公司现有的设备,结合实际加工能力,经过研究分析,确定零件的加工工序为:①落料;②冲孔I(冲散热孔)③冲孔II(冲安装孔及翻边预冲孔);④冲孔翻边;⑤攻牙;⑥折弯I;⑦折弯II;⑧铆固定柱;共需要8道工序,才能完成零件成形加工,这是一种常用的冲压工艺方法。 在生产过程中,零件的翻边孔质量差,11个翻边孔中常有翻边后不完整的孔产生,造成零件不合格而且孔翻边后需要攻牙加工,当翻边孔不完整时,螺丝孔的牙也不完整。同时,攻牙加工是手工操作的,工人的劳动强度大,生产效率低,并且攻牙的质量不稳定,这也是产品质量不稳定的重要根源。 3 冲孔翻边工艺分析 当冲孔翻边分在两道工序时,冲孔翻边的预冲孔(小孔)冲完后,在下一道工序完成翻边,当翻边预冲孔与翻边凹模孔不同心时,翻边后该翻边孔就不完整由于该零件外形较大,又是薄板,落料后零件已有弯曲或扭曲,在翻边时,必然会出现翻边预冲孔与翻边凹模孔不同心的现象,造成翻边孔破孔。 第四章拉深工艺及拉深模具设计复习题答案 一、填空题 1.拉深是是利用拉深模将平板毛坯压制成开口空心件或将开口空心件进一步变 形的冲压工艺。 2.拉深凸模和凹模与冲裁模不同之处在于,拉深凸、凹模都有一定的圆角而不 是锋利的刃口,其间隙一般稍大于板料的厚度。 3.拉深系数m是拉深后的工件直径和拉深前的毛坯直径的比值,m越小,则变 形程度越大。 4.拉深过程中,变形区是坯料的凸缘部分。坯料变形区在切向压应力和径向拉 应力的作用下,产生切向压缩和径向伸长的变形。 5.对于直壁类轴对称的拉深件,其主要变形特点有:(1)变形区为凸缘部分; (2)坯料变形区在切向压应力和径向拉应力的作用下,产生切向压缩与径向的伸长,即一向受压、一向收拉的变形;(3)极限变形程度主要受传力区承载能力的限制。 6.拉深时,凸缘变形区的起皱和筒壁传力区的拉裂是拉深工艺能否顺利进行的 主要障碍。 7.拉深中,产生起皱的现象是因为该区域内受较大的压应力的作用,导致材料 失稳_而引起。 8.拉深件的毛坯尺寸确定依据是面积相等的原则。 9.拉深件的壁厚不均匀。下部壁厚略有减薄,上部却有所增厚。 10.在拉深过程中,坯料各区的应力与应变是不均匀的。即使在凸缘变形区也是 这样,愈靠近外缘,变形程度愈大,板料增厚也愈大。 11.板料的相对厚度t/D越小,则抵抗失稳能力越愈弱,越容易起皱。 12.因材料性能和模具几何形状等因素的影响,会造成拉深件口部不齐,尤其是 经过多次拉深的拉深件,起口部质量更差。因此在多数情况下采用加大加大工序件高度或凸缘直径的方法,拉深后再经过切边工序以保证零件质量。13.拉深工艺顺利进行的必要条件是筒壁传力区最大拉应力小于危险断面的抗拉 强度。 14.正方形盒形件的坯料形状是圆形;矩形盒形件的坯料形状为长圆形或椭圆形。 15.用理论计算方法确定坯料尺寸不是绝对准确,因此对于形状复杂的拉深件, 通常是先做好拉深模,以理论分析方法初步确定的坯料进行试模,经反复试模,直到得到符合要求的冲件时,在将符合要求的坯料形状和尺寸作为制造落料模的依据。 16.影响极限拉深系数的因素有:材料的力学性能、板料的相对厚度、拉深条件 等。 17.一般地说,材料组织均匀、屈强比小、塑性好、板平面方向性小、板厚方向 系数大、硬化指数大的板料,极限拉深系数较小。 18.拉深凸模圆角半径太小,会增大拉应力,降低危险断面的抗拉强度,因而会 引起拉深件拉裂,降低极限变形。 19.拉深凹模圆角半径大,允许的极限拉深系数可减小,但过大的圆角半径会使 板料悬空面积增大,容易产生失稳起皱。 20.拉深凸模、凹模的间隙应适当,太小会不利于坯料在拉深时的塑性流动,增 大拉深力,而间隙太大,则会影响拉深件的精度,回弹也大。 21.确定拉深次数的方法通常是:根据工件的相对高度查表而得,或者采用推算 法,根据表格查出各次极限拉深系数,然后依次推算出各次拉深直径。 22.有凸缘圆筒件的总拉深系数m大于极限拉深系数时,或零件的相对高度h/d 小于极限相对高度时,则凸缘圆筒件可以一次拉深成形。 23.多次拉深宽凸缘件必须遵循一个原则,即第一次拉深成有凸缘的工序件时, 其凸缘的外径应等于工件的凸缘直径,在以后的拉深工序中仅仅使已拉深成 模块五带凸缘筒形件的拉深 一、项目导入(10分钟) 可采用拉深成型工序完成的零件的形态多种多样,通过本章节的学习,同学们已经掌握了圆筒形拉深件的拉深工艺及模具设计,那么除圆筒形拉深件以外,其他形态拉深件的成型方式是怎么样的呢?在本模块中将介绍典型的带凸缘筒形件的拉深工艺。 知识讲解(90分钟)。 4.5 带凸缘筒形件拉深 有凸缘筒形件的拉深变形原理与一般圆筒形件是相同的,但由于带有凸缘(图4-43),其拉深方法及计算方法与一般圆筒形件有一定的差别。 1.有凸缘圆筒形件一次成形拉深极限 有凸缘圆筒形件的拉深过程和无凸缘圆筒形件相比,其区别仅在于前者将毛坯拉深至某一时刻,达到了零件所要求的凸缘直径d t 时拉深结束;而不是将凸缘变形区的材料全部拉入凹模内。所以,从变形区的应力和应变状态看两者是相同的。 图4-43有凸缘圆形件与坯料图图4-44拉深时凸缘尺寸的变化 图 4-46宽凸缘零件的拉深方法 分钟) 对右图中的带凸缘筒形件进行拉深工艺分析?确定拉深件的工艺方案,完成工艺计算? 查表得工件第一次拉深的最大相对高度 m 查表得第一次拉深时的拉深系数 1 推杆; 12-推板;13-紧固螺钉; 14-紧固螺栓; 15-空心垫板; 16-压边圈;螺母; 18-下模座 压边力的计算: 22 1[(2)]4 Y A F D d r P π=-+ 查表。计算得: 22 [152(7229.6)]334.8,40.8()0.8(15280)29.6 A KN D d t π=-+??==-=-?=其中r 6)压力机吨位的选择 203.934.8238.7KN F F >+=+=压拉 毕业设计(论文) 题目:圆筒件翻边、冲孔模设计 年级专业:模具设计与制造 学生姓名: 指导教师: 2010 年8 月26 日 目录 摘要 (3) 绪论 (5) 一、冲压工艺性分析 (7) 二、冲压工艺方案的确定 (8) 1.方案种类 (8) 2.方案的比较 (8) 3.方案的确定 (8) 三、模具结构形式的确定 (9) 四、设计工艺计算 (10) 1.基本尺寸与计算 (10) 2.冲裁压力的计算 (12) 3.压力机公称压力的确定 (12) 4.冲裁压力中心的确定 (13) 5.工作零件刃口尺寸的计算 (15) 五、模具总体结构设计 (19) 六、主要零部件的设计 (20) 1.工作零件的结构设计 (20) 2.定位零件的设计 (22) 3.卸料部件的设计 (23) 4.导柱、导套位置的确定 (23) 5.模架及其他零部件的设计 (24) 七、模具总装图 (24) 八、填写冲压工艺卡片 (27) 九、填写模具零件加工工艺卡 (29) 十一、结束语 (34) 致谢 (35) 主要参考文献 (36) 摘要 论文是由翻边设计、冲孔模设计组成,冲压模具主要是将板料分离或成形而得到制件的加工方法。因为模具的生产主要是大批量的生产,而且模具可以保证冲压产品的尺寸精度和产品质量,模具的设计与制造主要考虑到模具的设计能否满足工件的工艺性设计,能否加工出合格的零件,以及后来的维修和存放是否合理等。在本次设计中的取暖器主机连接座中,不仅要考虑要使做出的零件能满足工作要求,还要保证它的使用寿命。 其次设计中还要考虑到它的实际工作环境和必须完成的设计任务,两套模具的模架分别采用后置和中间形式,凹模采用整体凹模,这样可以采用线切割等数控设备来一次完成全部的工序加工,在设计中我要考虑到很多关于我所设计模具的知识,包括它的使用场合、外观要求等,从这里可以知道模具设计是一项很复杂的工作,所以在设计要不断的改进直到符合要求。 关键词:翻边冲孔工艺性 Abstract Paper is designed by the flanging, punching mould design, sheet metal stamping is mainly will get separated or forming parts processing methods. Because the mold production mainly mass production, and mould can ensure the precision stamping products and product quality, the mold design and manufacture of the main consideration of mould design can meet the design, can processing manufaturability qualified parts, and then repair and storage whether reasonable, etc. In the design of the main building, connect heater to make the parts can satisfy the requirements, it also ensures that its service life. Second design to consider its actual working environment and must complete the task, two sets of mould design of formwork used respectively, and the form of dies.the using integral dies.the, so can using such equipment to a linear control all the process in the design, I will consider a lot about my knowledge of mould design, including the use of its appearance, etc,带凸缘筒的冲压工艺及模具设计
无凸缘圆筒形件冲压成形工艺及模具设计
内外缘翻边模具设计
拉伸工艺与拉深模具设计
冲压模具课程设计--带凸缘无底筒形件
无凸缘一次拉深
课程设计带凸缘筒形件首次拉深的拉深模设计
无凸缘圆筒设计说明
冲压模具毕业设计 翻边模的设计
冲孔模设计圆筒件翻边
无凸缘圆筒件拉深工艺与倒装复合模具设计说明
薄板小孔冲孔翻边工艺分析及模具设计(1)
第四章 拉深工艺及拉深模具设计 复习题答案分析
5 带凸缘筒形件的拉深
模具圆筒件翻边、冲孔模设计