灰球铸铁铸件检验标准-完成版
液压铸铁铸件检验标准
1.围
本标准规定了用灰铸铁和球墨铸铁铸造的液压铸铁件的技术要求和验收规。
本标准适用于液压泵、液压马达、液压缸和液压阀等液压元件的铸造承压壳体或结构件的铸件。
本标准使用于砂型或导热性与砂型相当的铸型中铸造的灰铸铁件,使用其他铸型铸造的灰铸铁件也可以参考使用。
2.术语和定义
GB/T 5611确立的术语以及下列术语和定义适用于本标准。
1)铸件的主要壁厚 relevant wall thickness
铸件的主要壁厚是指用以确定铸件材料力学性能的铸件断面厚度,由供需双方商定。
2)石墨球化处理 graphite spheroidizing treatment
在铁液中加入球化剂,使铁液凝固过程析出的碳形成以球状石墨形态为主的工艺过程。
3.灰球铸铁件
3.1 灰铸铁件
3.1.1 灰铸铁牌号
本标准的材料牌号表示方法,符合GB/T 5612的规定。
本标准中,单铸试棒是以直径Φ30mm的单铸试棒加工的标准试样所测得的最小抗拉强度。附铸试棒(块)是根据铸件的实际壁厚,选择相应的截面尺寸与铸件一同冷却的附铸试棒(块)加工的标准拉伸试样。本体试样为取自铸件本体材料制成的标准拉伸试样。标准拉伸试样的形状和尺寸应按GB/T 9439-2010的规定。本公司常用的HT200、HT250、HT300及HT350灰铸铁件的力学性能及金相组织见表1。
3.1.2 灰铸铁件的化学成分
若需方的技术条件中包含化学成分的验收要求时,按需方规定执行。
若需方对化学成分没有要求时,化学成分由供方自行确定,化学成分不作为铸件的验收依据。但化学成分的选取必须保证铸件材料满足本标准所规定的力学性能和金相组织的要求。
化学成分的检测频次和数量,供需双方商定或由供方自行确定。
3.1.3 灰铸铁的力学性能
在单铸试棒上还是在铸件本体或附铸试棒上测定力学性能,以抗拉强度还是以硬度作为性能验收指标,均必须在订货协议或需方技术要求中明确规定。铸件的力学性能验收指标应在订货协议中明确规定。
本标准规定的力学性能指标和金相组织是铸件验收的主要指标。
3.1.3.1 抗拉强度
1)单铸试棒的抗拉强度
本标准依据直径Φ30mm单铸试棒加工的标准拉伸试样所测得的最小抗拉强度值,本标准规定了本公司常用的HT200、HT250、HT300及HT350四个等级的铸铁件抗拉强度,各等级的最小抗拉强度值应符合表1的规定。
2)附铸试棒(块)的抗拉强度
附铸试棒的抗拉强度值应符合表1的规定。
3)铸件本体试样的抗拉强度
铸件本体试棒的抗拉强度值应符合表1的规定。
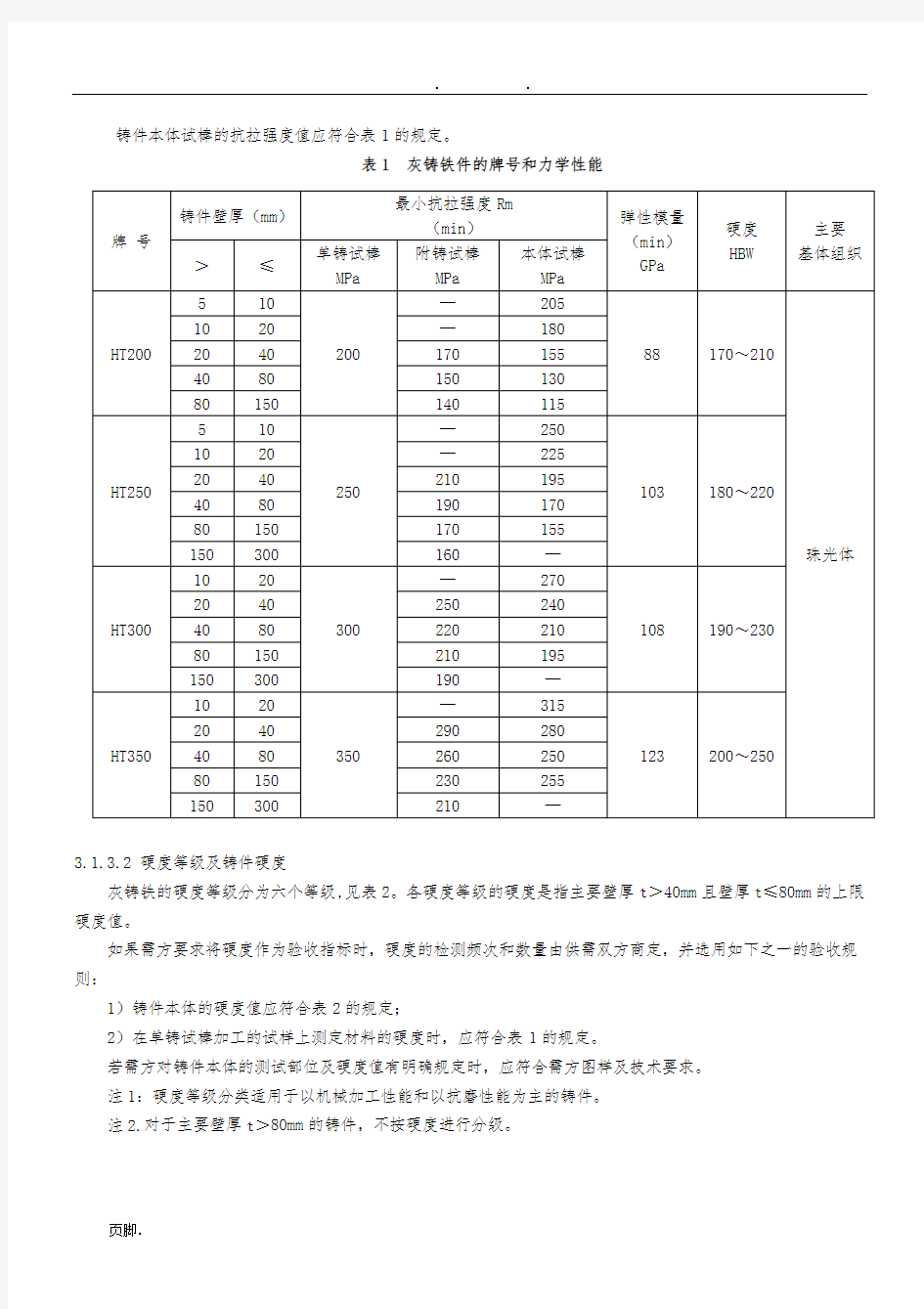
表1 灰铸铁件的牌号和力学性能
3.1.3.2 硬度等级及铸件硬度
灰铸铁的硬度等级分为六个等级,见表2。各硬度等级的硬度是指主要壁厚t>40mm且壁厚t≤80mm的上限硬度值。
如果需方要求将硬度作为验收指标时,硬度的检测频次和数量由供需双方商定,并选用如下之一的验收规则:
1)铸件本体的硬度值应符合表2的规定;
2)在单铸试棒加工的试样上测定材料的硬度时,应符合表1的规定。
若需方对铸件本体的测试部位及硬度值有明确规定时,应符合需方图样及技术要求。
注1:硬度等级分类适用于以机械加工性能和以抗磨性能为主的铸件。
注2.对于主要壁厚t>80mm的铸件,不按硬度进行分级。
表2 灰铸铁的硬度等级及铸件硬度
3.1.3.3 金相组织
灰铸铁金相组织中的石墨以片状为主,其分布形态应符合GB/T 7216-2009的规定,以A型为主,少量D型和E型(见图1和表3所示)。石墨的长度应符合GB/T 7216-2009规定的4~6级(见表4所示),特殊要求由供需双方商定。基体组织应符合表2的规定,其中碳化物数量和磷共晶数量应符合或严于GB/T 7216-2009规定的“碳1”和“磷1”的要求,即按大多数视场中,碳化物数量和磷共晶数量约占1%,(试样用2~5%硝酸酒精溶液浸蚀,放大100倍)。
当需方对金相组织及其各检测项目的数值、分布、级别及取样位置有明确要求时,应按需方提供的图样及
技术要求执行。
表3 石墨的分布形态
名称符号说明图号
片状 A 片状石墨均匀分布1-a
菊花状 B 片状与点状石墨聚集成菊花状分布1-b
块状 C 部分带尖角块状、粗大片状初生石墨及小片状石墨1-c
枝晶点状 D 点、片状枝晶间石墨呈无向分布1-d
枝晶片状 E 短小片状枝晶间石墨呈有方向分布1-e
星状 F 星状(或蜘蛛网状)与短片状石墨混合均匀分布1-f
表4 石墨长度分级
级别名称石墨长度mm 级别名称石墨长度mm
1 石长100 >100 5 石长9 >6~12
2 石长75 >50~100 6 石长4.5 >3~6
3 石长38 >25~50 7 石长2.5 >1.5~3
4 石长18 >12~1
5 8 石长1.5 ≤1.5
注:评定时,用未浸蚀的试样,在放大100倍的显微镜下观察,选择有代表性的视场,按其中最长的三条以上的石墨长度的平均值评定。
图1 石墨分布形状图(100×)
3.2 球墨铸铁件
3.2.1 球墨铸铁牌号
铸件材料牌号是通过测定下列试样的力学性能而确定的:
—单铸试样:从单铸试块上截取加工而成的试样。
单铸试样可以采用U形单铸试块或Y形单铸试块,本公司采用Y形单铸试块。单铸试块的形状和尺寸见图3。
—附铸试样:从附铸在铸件或浇注系统上的试块截取加工而成的试样。
—本体试样:从铸件本体上截取加工而成的试样。
铸件材料号等级是依照从单铸试样、附铸试样、本体试样测出的力学性能而定义的。
表5 球墨铸铁件单铸试样的力学性能及主要基体组织
表6 球墨铸铁件附铸试样和本体试样的力学性能及主要基体组织
3.2.2 球墨铸铁件的生产方法和化学成分
球墨铸铁的生产方法和化学成分由供方自行决定,生产方法和化学成分的选取必须要保证铸件材料满足本标准所规定的性能指标。球墨铸铁的化学成分不作为铸件验收的依据。
当需方对铸件由特殊要求时,材料的化学成分和热处理方式由供需双方协商确定。
3.2.3 球墨铸铁的力学性能
3.2.3.1 球墨铸铁单铸试样的力学性能
1)总则
单铸试样可以采用U形单铸试块或Y形单铸试块,本公司采用Y形单铸试块。单铸试块的形状和尺寸见图3。
球墨铸铁单铸试样的力学性能见表5。如需方有要求时,冲击性能应符合表7的规定。
球墨铸铁件的力学性能以抗拉强度和伸长率两个指标为验收指标。除特殊情况外,一般不做屈服强度试验。但当需方对屈服强度有要求时,经供需双方商定,屈服强度也可作为验收指标。
抗拉强度和硬度是相互关联的,当需方认为硬度性能对使用很重要时,硬度指标也可作为检验项目。
硬度的检验按附录C的规定执行。
2)冲击试验
表7给出了室温和低温下的冲击功。
3.2.3.2 球墨铸铁附铸试样的力学性能
1)总则
球墨铸铁附铸试样的力学性能见表6,如需方要求,冲击功应符合3.2.3.2 2)及表8的规定。
2)冲击试验
3)表8给出了室温和低温下的冲击功。如果需方要求时,可以做冲击试验。
3.2.3.3 铸件本体试样性能
取样部位及达到的性能指标,由供需双方商定。
本体试样的屈服强度的参考值见附录D。
注1:铸件本体的性能值无法统一一致,因其决定于铸件的复杂程度以及铸件壁厚的变化。
注2:表5~表8用于铸件力学性能的指导值,铸件本体性能值也许等于或低于表5~表8所给定的值。
3.2.4 球墨铸铁硬度等级
如果需方要求将硬度作为验收指标时,硬度的检测频次和数量由供需双方商定,并选用如下之一的验收规则:
1)在单铸试棒加工的试样上测定材料的硬度时,应符合表5的规定;
2)铸件本体的硬度值应符合表6的规定。
若需方对铸件本体的测试部位及硬度值有明确规定时,应符合需方图样及技术要求。
只有供需双方协商一致后,才可按硬度进行分类。球墨铸铁硬度等级见附录C。
如果需方将硬度作为重要要求,则硬度的检验方法按附录C的规定执行。
3.2.5 金相组织
石墨以球状为主,球化级别(见表9所示)应符合GB/9441-2009规定的1级~3级(见图2.1所示)。石墨大小(见表10所示)应符合GB/9441-2009规定的4级~7级(见图2.2所示)的要求。特殊要求由供需双方商定。基体组织应符合表5或表6的规定,其中碳化物数量和磷共晶数量应符合或严于GB/9441-2009规定的“碳1”和“磷1”要求。
当需方对金相组织及其各检测项目的数据、分布、级别及取样位置有明确要求时,应按需方提供的图样及技术要求执行。
表9 球化分级
表10 石墨大小分级
4.技术要求
4.1 几何形状和尺寸
铸件的几何形状和尺寸应符合图样或技术要求。
4.2 尺寸公差
铸件尺寸公差应符合需方图样或技术要求。若需方无特殊要求时,按表11规定的CT8-CT10执行。
4.3 铸件加工余量
铸件加工余量应符合需方图样或技术要求。若需方无特殊要求时,按表12的规定执行。
4.4 重量偏差
铸件重量偏差应符合需方图样或技术要求。若需方无特殊要求时,按表13的规定执行。
4.5 铸件表面质量
铸件的表面质量包括外表面和表面质量。
铸件的铸造表面粗糙度应符合GB/T 6060.1的规定或需方的图样和技术要求。
铸件应清理干净,修整多余部分,去除浇冒口残余、粘砂及腔残余物等。
铸件允许的浇冒口残余、披缝、飞边残余、腔清洁度等,应符合需方图样、技术要求双方订货协定。
除另有规定外,铸件均以铸态交货。
4.6 铸件的缺陷
不允许有影响铸件使用性能的缺陷存在,如裂纹、冷隔、缩孔等。
铸件加工面上允许存在加工围的表面缺陷。
铸件非加工面上及铸件部允许存在的缺陷种类、围、数量应符合需方图样、技术要求或供需双方的订货协定。
4.7 特殊要求
需方对磁粉探伤、超声波检验、射线检验等有要求时,由供需双方商定。
5.取样
5.1 拉伸试样
5.1.1 单铸试棒
单铸试棒应在与铸件相同的铸型或导热性能相当的铸型中单独铸造。试棒的落砂温度一般不应超过500℃。
单铸试棒的形状和尺寸见图3.1和图3.2。单铸试棒的形状和尺寸也可由供需双方商定。
单铸试棒应与它所代表的铸件用同一批次的铁液浇注,并在该批次铁液的后期浇注。
图3 单铸试棒试样
5.1.2 附铸试样
当铸件重量等于或超过2000,而且壁厚大于200时,优先采用附铸试块,……。附铸试块的尺寸和位置由供需双方商定。
附铸试块在铸件上的位置应考虑到铸件形状和浇注系统的结构形式,以避免对邻近部位的各项性能产生不良影响,并以不影响铸件的结构性能、铸件外观质量以及试块致密性为原则。
如铸件需热处理,附铸试样应在铸件热处理后再从铸件上切开。
除非供需双方另有特殊规定,附铸试样的形状和尺寸如图4.1和4.2。
5.1.3 本体试样
若需方对铸件本体取样位置、试样尺寸和抗拉强度值有明确规定时,应按需方图样、技术要求执行。
需方应向供方指明铸件本体取样位置,如果需方没有指明铸件本体取样位置,供方应依据铸件的重要截面厚度自行选择本体试样的直径。本体试样的直径可以等于或小于1/3壁厚且大于1/5壁厚。
本体取样的位置、铸件本体力学性能、检测频次和数量,由供需双方商定。
本体取样的位置也可以是铸件的平均壁厚处。
5.2 硬度试块
硬度试块一般取自单铸试棒试样上。
硬度也可以在供需双方商定的铸件某位置上测试。
如果铸件需要热处理,硬度试块应在铸件热处理后切取。
5.3 光谱化学分析试样
光谱化学分析试样形状和尺寸见图5。
5.4 冲击试块
球墨铸铁件需要做冲击试样时,冲击试块的
形状和尺寸见图6所示。
5.5 取样批次的构成和检验数量
5.5.1 取样批次的构成
由同一包处理过的铁液浇注的铸件作为一个批量,构成一个取样批次。
连续浇注时,2小时浇注的铸件作为一个批次。经供需双方同意,取样的批次可以变动。
在某一时间间隔,如发生炉料的改变、工艺条件的变化或要求的化学成分有变化时,在此期间连续熔化的铁液浇注的所有铸件,无论时间间隔有多短,都作为一个取样批次。
5.5.2 取样次数
每个取样批次应至少取一次拉伸试样。
取样批次和数量也可以由供需双方商定。
6. 试验方法
6.1 拉伸试验
6.1.1 灰铸铁试样的拉伸试验
拉伸试验按GB/T228的规定执行。
拉伸试样的类型有A型和B型两种,试样的两端可加工成螺纹状或圆柱状,以适应夹持装置的需要。
本公司使用的拉伸试样采用B型试样。其型式见图7,尺寸见表14,经供需双方商定,也可以采用表15所列的其他规格的拉伸试样。
拉伸试样平行段直径的最低测量精度为0.05mm。
注:对同一种材料,A型试样的实验结果可能会略高于B型试样的实验结果。
图7 B型试样
6.1.2 球墨铸铁试样的拉伸试验
拉伸试验按GB/T228的规定执行。拉伸试样应优先采用直径Φ14mm 的试样,如果因技术原因,或者从铸件本体上取样,也可以采用其他直径的试样(见图8、表16)。采用其他直径的试样,其原始标距长度应符合系列公式:
0065.5S L = 或d 50=L
式中:
0L —试样原始标距长度; 0S —试样原始截面积; d —试样原始标距直径。
经供需双方协商,也可以采用不同的标距长度。对拉伸试样,0L =4d 见表17,伸长率可以转换为0L =5d 时的伸长率。
注1:试样夹紧的方法及夹持端的长度t l ,可由供需双方商定。
注2:0L —原始标距长度;这里0L =5d ; d —试样标距长度处的直径;
c L —平行段长度;c L >0L (原则上,c L -0L >
d ); t L —试样总长(取决于c L 和t l )。
表17中:标距d 40=L 时伸长率的计算式 应符合:
39.0047.1d 5d 400+?===L L A A
注:表17所给的计算式是从单铸试样测得 值得回归统计计算式。
6.2 冲击试验
球墨铸铁冲击试验用3个V 形缺口试样(见图6), 冲击试验按GB/T 229的规定执行。 6.3 硬度试验
布氏硬度试验应按GB/T 231.1~231.3的规定执行。 检测硬度时,应在铸造表面1.5mm 以下执行。 铸件硬度试验的部位、频次和数量按5.2和5.5执行。 6.4 金相检验
灰铸铁铸件金相检验按GB/T 7216的规定执行。铸件金相组织的取样部位和检测频率按5.2和5.5执行。灰铸铁铸件金相组织的检验应在铸件表面1.5mm 以下处取样检测。目前每包铁液做一次。
球墨铸铁铸件金相检验按GB/T 9441的规定执行。铸件金相组织的取样部位和检测频率按5.2和5.5执行。目前每包铁液做一次。 6.5 化学成分分析
当需方对铸件化学成分有要求时,则应按需方技术要求的规定执行,如需方技术要求中无规定时,化学成分有供方自行确定。
光谱化学分析按GB/T 4336的规定执行。
光谱化学分析试样见图5所示。光谱化学分析试样取样频率由供需双方商定。如需方无要求,供方自行确定。目前每包铁液做一次。
6.6 缺陷
1)铸件表面缺陷,以目视方式或磁粉检测的方式进行检查,也可采用辅助性的尺寸测量手段。
2)铸件腔及表面的缺陷,可用窥镜检查。
3)铸件部缺陷,可用X射线、超声波等方式检查。
应逐件目测检查铸件的外观缺陷,但对几何形状、腔形状复杂的铸件的在缺陷检查,可按双方商定的检测频次、检测数量、检测方式进行抽检。
磁粉探伤按GB/T 9444的规定执行。
超声波检测按GB/T 7233的规定执行。
射线检测按GB/T 5677的规定执行。
6.7 检验规则
6.7.1 检验权利
铸件由供方质量部门检查和验收。
需方在必要时可以要求对铸件进行复检。
供方对检验结果的真实性负责,在需方要求时提交生产记录文件。
6.7.2 检验地点
除供需双方商定在需方检验外,最终检验一般在供方进行。
供需双方对铸件质量发生争议时,检验可在通过实验室资格认定的第三方进行。
6.8 复验
6.8.1 复验的条件
如果首次测试的结果不能满足材料的力学性能要求,允许进行重复试验。
6.8.2 试验的有效性
如果不是由于铸件本身的质量问题,而是由于下列原因之一造成试验结果不符合要求时,则试验无效。
1) 试样在试验机上的装卡不当或试验机操作不当;
2)试样表面有铸造缺陷或试样切削加工不当(如试样尺寸、过度圆角、粗糙度不符合要求等);
3)拉伸试样在标距外断裂;
4)拉伸试样断口上存在明显的铸造缺陷。
在上述情况下,应在同一试块上重新取样或从同一批次浇注的试块上重新取样再试验,复试的结果代替无效试样结果。
复验的结果作为最终试验结果。
6.8.3 试验结果的评定汉语复验
1)检验力学性能时,先用一根拉伸试样进行试验,如果符合要求,则该批铸件在材质上即为合格;若试验结果达不到要求,且不是由于6.8.2所列原因引起的,则可从同一批的试样中另取两根进行复验。
2)复验结果都达到要求,则该批铸件的材质仍为合格。
若复验结果中仍有一根达不到要求,则该批铸件初步判为材质不合格。这时,可从该批铸件中任取一件,