产万吨酒精蒸馏车间设计
2. 物料衡算
2.1 生产规模
年生产能力:100000t /y 年连续工作日:280d /y 连续每小时产量:
根据设计任务,医用酒精的年生产能力100000t /y
全年365d ,除去机械维修、节假日等,实际连续工作日280d 每昼夜24h 连续生产,则每小时生产能力:
1490024
280100000
=?=
P kg/h
蒸馏过程采用气相过塔两塔蒸馏流程,塔底采用直接蒸汽加热,压力为0.12MPa ,温度为104℃。设蒸汽总损耗0.25%,其中精馏和粗馏各占一半,在粗馏和精馏损耗中,设备的蒸汽渗漏损耗和废酒糟带走的酒精各占一半,两外提取杂醇油带走的酒精又占成品酒精总量0.48%
2.2 各塔物料衡算
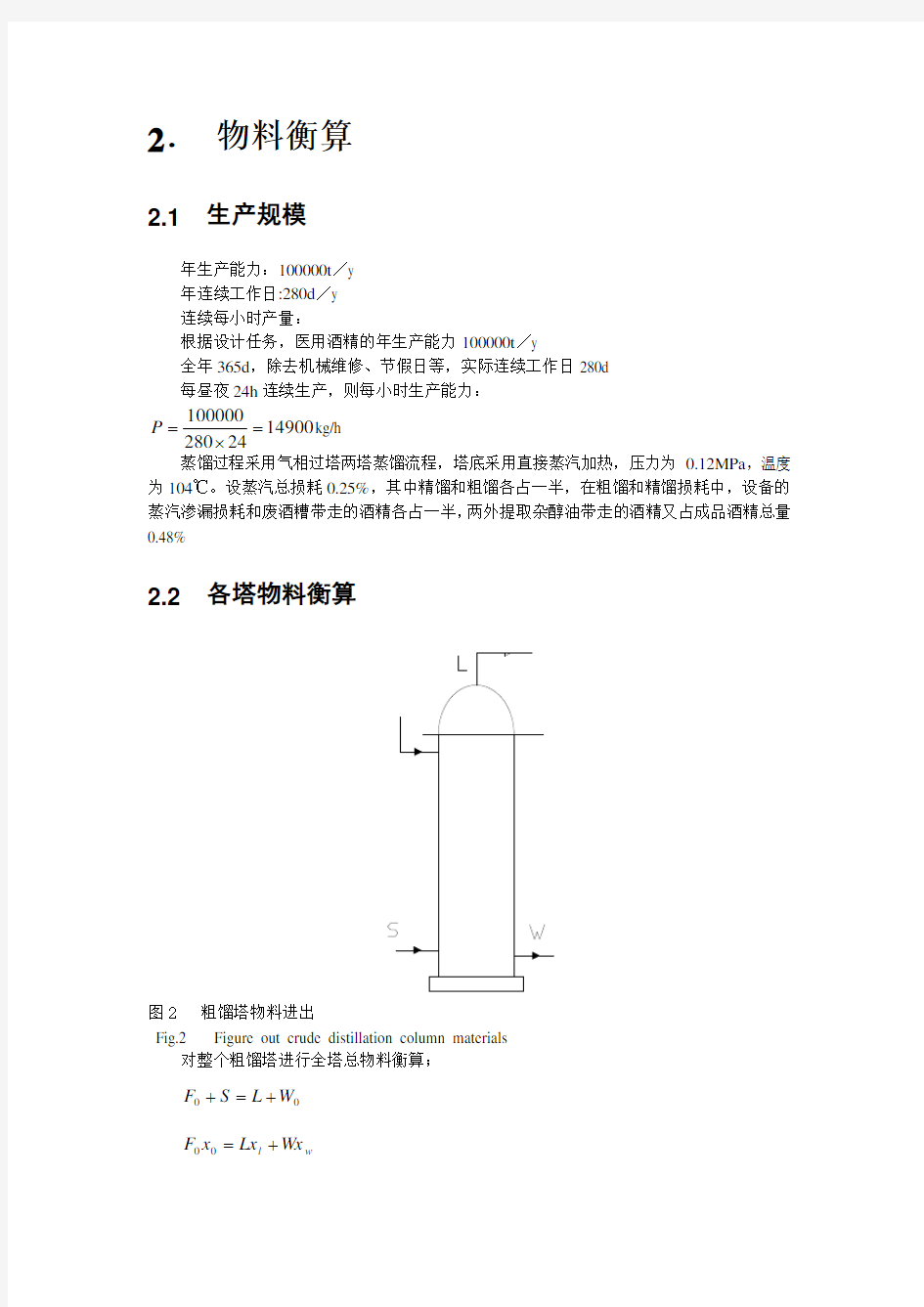
图2 粗馏塔物料进出
Fig.2 Figure out crude distillation column materials
对整个粗馏塔进行全塔总物料衡算;
00W L S F +=+ w l W x Lx x F +=00
式中 F 0——发酵缪蒸汽量,kg/h ;0x ——发酵缪中酒精摩尔分率 S —— 加热蒸汽量,kg/h ;
L —— 上升蒸汽量,kg/h ;l x ——上升蒸汽的摩尔分率 W 0—— 废液量,kg/h ; 0w x —— 废液中的摩尔分率 粗馏塔热量衡算:
W L s F W I LI SI I F +=+0
式中: F I —— 成熟缪的热焓,kJ/kg ;
s I —— 加热蒸汽的热焓,kJ/kg ;
W I —— 废液的热焓,kJ/kg ;
L I —— 上升酒精蒸汽的热焓,kJ/kg ;
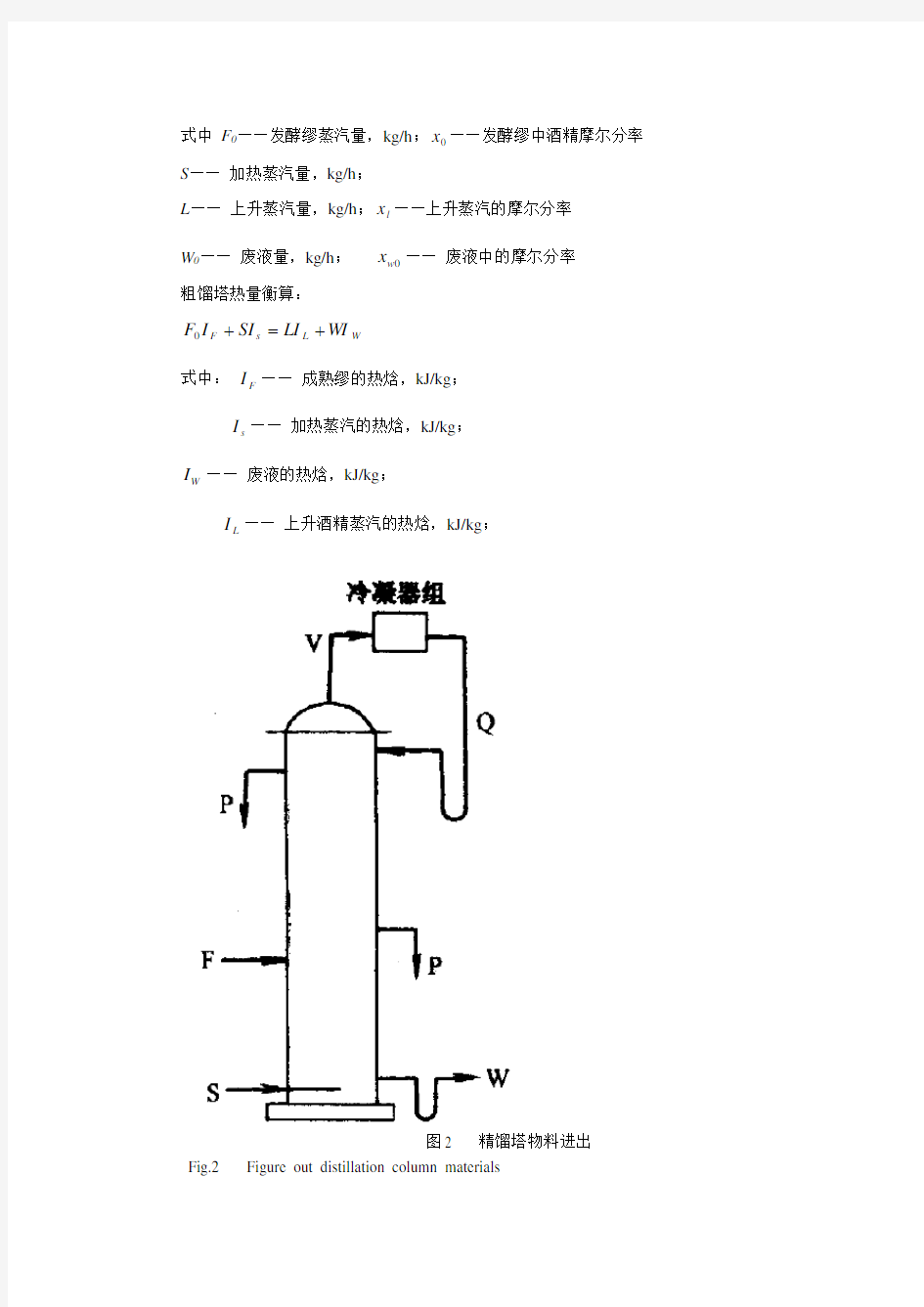
图2 精馏塔物料进出 Fig.2 Figure out distillation column materials
现在以每小时成品酒精的产量为基准,对整个精馏塔进行总物料衡算如下:
''0V P W P V Q V F ++++=++
其中 P R Q V )1(+==
故: '
'0V P W P V F +++=+
p
p w p f x V x P W x Px Fx '''+++=
式中 F —— 粗酒精蒸汽量,kg/h ;
V 0—— 加热蒸汽量,kg/h ;
V —— 塔顶上升的酒精蒸汽量,kg/h ; V’—— 酒精蒸汽渗漏损失量,kg/h ; Q —— 回流入塔的冷凝酒精量,kg/h ; P’—— 杂醇酒精蒸汽量,kg/h ; P —— 成品酒精量,kg/h ; W —— 废液量,kg/h ; R —— 回流比。 精馏塔热量衡算:
'
''
'0q I V I P W I PI VI QI I V FI v p w p v q s f +++++=++
式中 f I —— 粗酒精蒸汽的热焓,kJ/kg ;
s I —— 加热蒸汽的热焓,kJ/kg ; q I —— 回流液的热焓,kJ/kg ;
v I —— 上升酒精蒸汽的热焓,kJ/kg ;
p I —— 成品酒精的热焓,kJ/kg ;
'
p
I —— 杂醇酒精的热焓,kJ/kg ; w I —— 废液的热焓,kJ/kg ;
'q —— 热损失,kJ/h.
加热蒸汽:压力为0.3MPa (绝对),其热焓:Is=2723(kJ/kg)
成熟缪:酒精含量:(摩尔分数)(质量分数)体积分数)77.3%1.9%(120===x ,温度:80℃
比热:c p C ,=4.17 4 kJ /kg. ℃,热焓:334175.480=?=F I kJ/kg
成品酒精:P=14900kg/h ,酒精含量:p x =95%(气相中酒精质量分数)=88.13%(气相中
酒精分子摩尔分数),温度:78.3℃=351.45K ,比热:3.35kJ/kg.℃
热焓:35.33.78?=p I kJ/kg
进料层气相酒精浓度: y 0=x f =49.18%(质量分数)=27.5%(摩尔分数)与之相平衡的液相浓度x 0=5.3%(摩尔分数),
则最小回流比:7.23
.55.275
.2713.88min 0
00=--=
--=
x y y x R p
取最适宜的回流比:5.37.23.13.1min =?==R R
则上升酒精蒸汽量:6705014900)5.31()1(=?+=+=P R V kg/h 酒精浓度与成品酒精相同,温度为351.45K ,其热焓为Iv=1187kJ/kg 回流冷凝酒精量:67050==V Q kg/h
262==p q I I kJ/kg
废液:一般精馏塔塔底压力为0.12MPa (绝对),相对应温度为377.15K ,比热容为4.178 kJ/kg.K ,其热焓Iw=435 kJ/kg
杂醇酒精:含量60%(质量分数,下同),其中杂醇油含量为45%,含酒精量55%,则杂醇酒精中酒精含量:%33%10055.06.0'
=??=p x , 杂醇酒精中带走的酒精占成品酒精的0.48%,则:p p Px x P 0048.0'
'=
杂醇酒精蒸汽量:2101490033
95
0048.00048
.0''=??
==P x x P p
p kg/h 杂醇酒精的温度354.15K ,比热为4.10 kJ/kg.K,其热焓33210.481'
=?=P I kJ/kg 精馏酒精蒸汽渗漏损耗和废液带走酒精损耗为
40.22
081
.0475*******.0'=?
?==w p Wx x V kg/h 53.295
.040
.240.2'===
p x V kg/h 热损失按每100kg 成品酒精24166 kJ 计算,则:3600000100
14900
24166=?kJ/h 将已知数据代入p p w p f x V x P W x Px Fx '
'
'+++= 则得:
{4.2213.8814900)0048.01(5.27?+??+=F
解得:47980=F kg/h 热焓:1975=f I kJ/kg
根据工艺设计,粗馏塔的上升蒸汽量等于精馏塔的粗酒精蒸汽量, 即:47980==F L kg/h
1975==f L I I kJ/kg
根据精馏塔和粗馏塔的损耗各占一半,可知粗馏塔的损耗80.400=w x W kg/h 将已知数据代入w l W x Lx x F +=00
80.45.2728.322016.40+?=F
解得:3499880=F kg/h
将已知数据代入00W L S F +=+和W L s F W I LI SI I F +=+0 则
??
?+?=+?+=+00
4351975479802723334349988
47980349988W S W S 解方程组得:??
?==34957247744
W S kg/h
粗塔废液酒精的含量:
=?=
%100349572
80
.4wo x 1.37×10-5
将已知数据代入'
'
'
'0q I V I P W I PI VI QI I V FI v p w p v q s f +++++=++和
''0V P W P V F +++=+
则
??
?++?+?+?=?++?+++=+360000043533221026214900118767800262678002723
11874798053.2210149004798000W V W V 解方程组得:?
??==4464712030
0W V kg/h
废液中酒精含量:(摩尔分数)(质量分数)%002.0%0054.010044674
40
.2==?=
w x
3. 热量衡算
3.1精馏塔冷却器7的热量衡算
冷却器的95%乙醇入口的温度t 为78.3℃,出口温度t0 30℃;
冷却器的水入口温度1t 为27℃,出口温度2t 为50℃; 95%乙醇的无相变传热
60,10004.33.48175.414900)(?=??=-=t t PC q c p kJ/h
水的无相变传热
)(12t t HC q h -=
水的流量为46
121011.323
2.410004.3)(?=??=-=t t C q
H h kg/h
4. 设备设计计算
4.1 精馏塔冷却器7设计计算 4.1.1 冷却面积计算
95%乙醇给冷却器的最大传热量为5
1002.2?kJ/h,采用竖式列管冷却器,经查表,总传热系数K=2.09×103 kJ/(m 2·h· ℃),95%乙醇进口温度为78.3℃,出口温度为30℃,冷却水的
进口温度为t 1=27℃,出口温度为t 2=50℃,平均温差Δtm 为:
78.3℃ → 30℃ 27℃→ 50℃ 51.3℃20℃
3.51273.781=-=?t ℃2030502=-=?t ℃
)ln()
(2121t t t t t m ???-?=
?
代入数据得:32.33=?m t ℃ 冷却面积:m
t K q
S ?=
1.4323
.331009.210004.33
6
=???=S m 2
4.2 精馏塔设计计算 4.2.1 精馏塔塔板数计算
乙醇-水的气-液平衡y-x 如下图4:
图中曲线表示在一定外压下乙醇蒸汽的组成y 和与之相平衡的液相组成x 之间的关系(均为摩尔分数)。
图中平衡曲线与对角线相交于M 点,此点为恒沸点。在此点,y=x ,即蒸汽中的酒精含量和与之相平衡的液相中的酒精含量相等(y=x=0.894)
图4 乙醇—水的气—液平衡y-x 图
Fig.4 Ethanol — water vapor —liquid equilibrium y-x diagram
精馏段操作方程是基于该段物料衡算得出的:
111
+++=+R x x R R
y p n n
式中1+n y ——由n+1层上升蒸汽中的酒精的摩尔分率;
n x ——由n 层下降的回流液中的酒精的摩尔分率;
p x ——成品酒精的摩尔分率;
R ——回流比。
酒精蒸馏为分离水为重组分的物料。可将加热蒸汽直接通入精馏塔塔釜加热,采用直接蒸汽加热,对精馏段方程不影响,提馏段的操作线与间接蒸汽加热精馏过程略有差异。
提馏段的操作方程:w n n x V W x V W y 0
01-=
+
式中 V 0—— 加热蒸汽量; W —— 废液量;
w x ——废液中酒精的摩尔浓度;
其他同上
q 线方程或进料方程,加料热状态一定时,q 线方程式为一直线):
饱和蒸汽进料时, q=0,q 线方程为f x y =
回流比R=3.5,故精馏段操作方程:p x x y 2.08.0+=
当p x x =时,代入上式得p x y =,即在对角线上以a (88.13,88.13)点表示。 精馏段操作线在y 轴上的截距为17.626%
根据物料衡算结果,提馏段操作方程为:007.07.3-=x y
提馏段操作线在y 轴上的截距为0.007
根据平衡线,精馏段操作线和提馏段操作线,采用图解法求出塔板数。 用图解法求出理论塔板数数为12个
实际板数245
.012
==
N (个) 4.2.2 塔板设计计算
4.2.2.1 塔板类型:选用F1型重浮阀塔
浮阀板兼有泡罩板和筛板的优点,而且操作弹性大,操作灵活,板间压降小,液面落差小,浮阀的运动具有去污作用,不易积垢堵塞,操作周期长,结构简单,容易安装,操作费用少,其制作费用仅为泡罩板的60%—80%;又由于F1型浮阀塔结构简单,制造方便,节省材料,性能良好;另轻阀压降虽小但操作稳定性差,低气速是易漏液。综上所述,故选用F1型重浮阀塔
4.2.2.2 浮阀塔板间距的选择与塔径的估算 精馏塔塔顶压力一般为0.105MPa (绝对),其酒精度为95%(质量分数)=88.13%(摩尔分数),该酒精密度为=v ρ 1.51kg/ m 3
则该酒精蒸汽的体积流量为:47.1251
.1360067800
=?=h V m 3/s
精馏段液相流量:52895149005.3=?==RP L kg/h ,酒精浓度88.13%(摩尔分数),
温度为351.45K,其密度为793 kg/m 3。
则液相体积流量为:019.0793
360052895
=?=
h L m 3/s
动能因素:034.051.179349
.12019.05
.05
.0=??
? ??=
???
? ?????? ??υρρl h h
L
V
从图5中差的负荷系数
052.020=c ,酒精表面张力4102.2-?=δN/cm 2
代入式得:0531.02027.22052.0202
.02
.020=?
?
? ??=??
?
??=δc c
最大允许空塔速度22.151
.151
.17930531.0max =-=-=v v l c
v ρρρ m/s 取空塔速度为732.022.18.06.0max =?==v v m/s
塔径:
66.4732
.014.349
.1244=??=∏=
v V d h m 即取塔径66.4=d m
根据浮阀塔板间距参考值,选用板间距450=T H mm =0.45m 精馏塔塔高
()()35.1045.01241=?-=?-=T H N Z m ,
动能参数5
.0???
? ?????? ??υρρl h h
L
V 图5史密斯关联图
Fig.5 under different kinetic parameters of the separation space and the relationship between load factor
4.3 粗馏塔设计计算
4.3.1 粗馏塔塔板数计算
图6 粗馏塔塔板数图解法 Fig.6Crude distillation plate number graphical solution
粗馏塔同精馏塔一样采用直接蒸汽加热,故根据物料衡算结果,其操作方程为:
00061.08.6-=x y
其在y 轴上的截距为0.061%
饱和蒸汽进料,q=0,q 线方程为0x y =
粗馏塔求解塔板数稍有不同,按图6所示求解塔板数,由下图7可知,理论塔板数为4个
则实际塔板数85
.04
0==
N (个) 4.3.2 塔板设计计算
4.3.2.1 塔板选型:
同上精馏塔的选型。
4.3.2.2浮阀塔板间距的选择与塔径的估算
原料液流量较大,塔径选为为4.50=d m
根据浮阀塔板间距参考值,塔板间距为=T H 600mm =0.6m 塔高:()()426.018100=?-=-=T H N Z m ,
x W y q
0x D
x F
年产50000吨食用酒精工厂的初步设计_毕业设计 精品
50000t/a食用酒精工厂的初步设计
摘要 设计中依照厂址选择原则对工厂进行了合理的选址;完成了工艺的选择及论证;进行了物料衡算、热量衡算及水衡算;完成了主要设备的设计与选型以及工厂投资的简要经济核算。对工厂厂房、工艺流程、车间设备进行了合理地布局。完成了工厂图纸的绘制,共八张图纸,包括全厂总平面布置图、工艺流程图、发酵和蒸馏车间设备布置图、种子罐设备图。 根据全厂工艺设计和计算结果可以看出,该设计能够达到工业生产的要求。关键词:食用酒精;木薯;连续发酵;四塔蒸馏
ABSTRACT I completed selection of the site of factory in accordance with the principle of choice factory, selection and feasibility studies of process, material balance, energy balance, water balance, design and selection of major equipments and brief economic accounting. Workshop, process and equipment of workshop gained the reasonable distribution. The eight factory drawings drawing were completed, including the factory general layout map, process map, equipment layout map of fermentation and distillation workshop, seed tank equipment map. The results of the whole process design and computation show that the design can reach the requirements of industrial production. Keywords:Edible alcohol; Cassava; Continuous fermentation; Four towers distillation
酒精蒸馏两种方式与区别
壶式蒸馏设备 作为白兰地两大代表派别,可涅克更为世人所欣赏,它的蒸馏设备也是被公认为最先进的。 夏朗德壶式蒸馏锅主要由蒸馏锅、预热器、蛇形冷凝器三大部分组成,整个锅体由铜制成的,铜制目的有多个:其一是铜具有很好的导热性,其二铜是某些酯化反应催化剂,其三是铜对原料酒的酸度具良好的抗性,其四是铜可以使丁酸、已酸、癸酸、月桂酸等形成不溶性铜盐而析出。使这些不良气味的酸被去除。铜板应是质地很纯的电解铜,铜板应进行过刨平,使金属内的孔密实化,使锅体表面更光滑而利于清洗。锅体为圆壶式,锅底应向内凸起以便利于排空,由于直接火加热,因而锅底应有一定的厚度,铜板厚度与锅容量是相当的(见表1.2.3)。蒸馏锅顶部“穹形”应暴露于锅台之上,这部分面积可大可小,它起着一定的精馏作用。 夏朗德蒸馏锅一大特点是设计独特的鹅颈帽,鹅颈帽也叫柱头部,实则为蒸馏锅罩,其一目的是防止蒸馏时“扑锅”现象发生,其另一目的,是使馏出物的蒸汽在此有部分回流,从而形成了轻微的精馏作用,它的容积一般为蒸馏锅容器的10%,不同大小不同形状的鹅颈帽,其精馏作用不同,因而所蒸得的产品质量亦不同。一般来讲鹅颈帽越大,精馏作用越大,所得产品口味趋向于中性,芳香性降低,夏朗德壶式蒸馏锅一般采用“洋葱头”形鹅颈帽,也有“橄榄形”的,但后者所得产品芳香性较小。 塔式蒸馏 由于葡萄酒精蒸馏不是单纯的酒精提纯,而是要保持一定的葡萄品种及发酵所产酯香,因而一般采用单塔蒸馏,塔内分成两段,下段为粗馏塔,上段为精馏塔,选用塔板时考虑处理能力大、效率高、压降低、费用小、满足工艺要求、抗腐蚀、不容易堵塔等特性。 蒸馏塔塔板一般为泡盖、浮阀式。 进行蒸馏时,打开汽门进行温塔,在塔底温度达到105?℃时,打开排糟阀,塔内温度95℃时,可开始进料,同时开启冷却水。至塔顶温度达85℃时,可打开出酒阀门调整酒度,整个蒸馏过程是连续的,控制蒸馏出酒精温度在25℃以下,随时注意汽压变化,不能超过规定压力,临时停塔前应先关进料门,再关乏水门、汽门、出酒门,最后关掉冷却水,防止干塔。乏水中不得有酒度,酒头酒尾也应放入醪液中重蒸,操作间照明灯必须是防爆灯,输送葡萄酒精所用设备必须是防爆式的。 两种蒸馏方法的比较 对白兰地规模生产厂来讲,白兰地生产产品结构必须是高中低档并举,保质保量,企业才能有活力。生产企业往往是采用不同的蒸馏方式,即壶式蒸馏和塔式蒸馏同时采用,壶式蒸馏和塔式蒸馏的区别在于: 1、所用设备不同;
年产8万吨酒精工厂设计(蒸煮糖化车间)物料衡算
年产8万吨酒精工厂设计(蒸煮糖化车间)物料衡算 1.
2、原料消耗的计算 (1)淀粉原料生产酒精的总化学反应式为: 糖化: 162 18 180 发酵: 180 46×2 44×2 (2)生产1000㎏国标食用酒精的理论淀粉消耗量(乙醇含量95%(v/v ),相当于%(质量分数)): (3)生产1000㎏食用酒精实际淀粉消耗量: 生产过程各阶段淀粉损失 6 12625106)O H nC O nH O H C n →+(2 52612622CO OH H C O H C +→) (2.162792/162%41.921000kg =??
则生产1000㎏食用酒精需淀粉量为: (4)生产1000㎏食用酒精薯干原料消耗量 薯干含淀粉65%,则1000kg 酒精薯干量为: 若为液体曲,则曲中含有一定淀粉量为(G1),则薯干用量为: (5)α-淀粉酶消耗量 薯干用量:;а-淀粉酶应用酶活力为2000μ∕g ,单位量原料消耗α-淀粉酶量:8u/g 则用酶量为: (6)糖化酶耗量 酶活力:20000u/g;使用量:150u/g 则酶用量: 酒母糖化酶用量(300u/g 原料,10%酒母用量): 式中67%为酒母的糖化液占67%,其余为稀释水和糖化剂. 两项合计,糖化酶用量为+=)(kg (7)硫酸铵耗用量: 硫酸铵用于酒母培养基的补充氮源,其用量为酒母量的%,设酒母醪量为m,则硫酸铵耗量为:%?m 3、蒸煮醪量的计算 淀粉原料蒸煮前需加水调成粉浆(原料:水=1:2),则粉浆量为: 假定用罐式连续蒸煮工艺,混合后粉浆温度为50oC,应用喷射液化器使粉浆迅速升温至105oC,然后进入罐式连续液化器液化,再经115oC 高温灭酶后,在真 ) (1799%55.9%1002 .1627kg =-) (69.2767%651799kg =÷%65)1799(1÷-G ) (07.11)(1007.112000 8 1069.276733kg g =?=??) (76.20)(1076.2020000150 1069.276733kg g =?=??)(78.220000 300 %67%1069.2767kg =???) (07.83032169.2767kg =+?)()] /([63.1)7.01(18.400K kg kJ B C ?=-=
580万年原油常减压蒸馏装置工艺设计
580万/年原油常减压蒸馏装置工艺设计 (年处理量250+33*10=580万吨/年) 一.总论 1.1概述 石油加工是国民经济的主要产业以及国民经济的支柱产业之一,在国民经济中有着重要的地位。石油产品应用在国民经济中的各行各业,涉及到民用以及军用。石油已是一个国家懒以生存产品,是一个国家能否兴旺发达的有力支柱。 目前,国际原油供不应求,价格高居不下,原油供应紧张,并由原油所引发起不少主要产油地区的不稳定。我国是一个人口大国,石油的需求在近年来尤其紧张,并随着经济的发展,市场需求越来越大,石油产品利润很高。 本设计是以大港原油为加工原油,采用常减压蒸馏装置蒸馏加工(580万吨/年)原油,而分离出以汽油,煤油,轻柴油,重柴油以及重油为主要产品的各种油产品。本方法简单实用,处理量大,技术成熟,是目前国内外处理原油最主要的方法。 1.2文献综述 本设计是以课程设计、化工设计为基础,以课程中指导老师给出的数据为依据,参考《化工原理》、《化工设计》、《石油练制工艺学》、《石油化工工艺计算图表》《工程制图》等资料。采用原油常减压蒸馏装置工艺设计以生产重整原油,煤油,轻柴油,重柴油,重油等产品。所采用的方法是目前国内外最实用,最普遍,最成熟的原油加工方法。适用国内大中小企业等使用。 1.3设计任务依据 所设计任务是以指导老师给出的原油数据为依据。 所设计的设备参数是以一些权威书籍为参考。 1.4主要原材料 本设计主要的原材料主要有大港原油、水、电 1.5其它 本设计应设计应用在一些交通运输方便,市场需求大的附近。同时,生产过程中应与环境相给合,注重“三废”的处理,坚持国家可持续发展的战略,坚持和谐发展的道路,与时俱进。同时应注意到,废品只是一种放在待定时间与空间中的原材料,在另一些场所,它们又是一种原材料,因而,在生产过程中,应把“三废”综合利用。
世界6大蒸馏酒
世界著名六大蒸馏酒工艺特点、香味特征的研究 世界著名六大蒸馏酒白兰地、威士忌、劳姆酒、伏特加、金酒和中国白酒, 它们具有很强的民族属性和文化特征, 深受世界各国人民的喜爱。 1 白兰地 白兰地是英文 Brandy 一词的音译, 其用词由荷兰“烧酒”转化而来, 有“可燃烧”的意思。最初专指用葡萄酒蒸馏而成的烈性酒, 后来逐步扩展为: 以各种新鲜水果或果汁为原料,经过发酵、蒸馏、贮存、调配而成的蒸馏酒。分为葡萄白兰地和水果白兰地。 1.1 主产地: 法国科涅克( Cognec, 也称干邑) 1.2 原料: 葡萄或其他水果 1.3 蒸馏设备: 夏朗德壶式蒸馏器 1.4 贮存设备: 橡木桶 1.5 工艺特点 1.5.1 葡萄或其他水果经过发酵, 得发酵液。 1.5.2 将发酵液及其沉淀物放入大锅加热进行第一次蒸馏, 经 冷凝管冷却, 酒精直接流入木桶, 这种白兰地叫“粗白兰地”。 1.5.3 将“粗白兰地”进行第二次复蒸,取得中段酒度在65% ̄70%Vol 的新酒, 再降度后装入橡木桶老熟。 1.5.4 勾兑成型, 酒度一般 38% ̄44%Vol。 1.6 白兰地酒龄表示方法 三星( 包括 V.S) : 酒龄不低于 2 年 V.O: 酒龄不低于 3 年 V.S.O.P: 酒龄不低于 4 年 Extra Napolian: 酒龄不低于 5 年 X.O: 酒龄不低于 6 年 1.7 酒体风格要求 色泽金黄透明, 具有和谐的果香, 陈酿的橡木香与醇正的酒香, 口味幽雅、浓郁、醇和、甘冽、沁润、细腻、丰满、绵延, 具有本品独特的风格。 1.8 香味特征 1.8.1 白兰地的香味是由乙酸乙酯、乙醛、丙酮、甲醇、异戊醇等几种成分的含量比来决定的。 1.8.2 类萜化合物( 来自原料和生化过程) 含量最为丰富, 远高于其他国外蒸馏酒。 2 威士忌 威士忌( Whisky)是指以大麦芽、谷物为原料, 经糖化、发酵、蒸馏、贮存、调配而成的蒸馏酒。威士忌始于 12 世纪, 具有悠久的生产历史, 按其所用原料与生产工艺分为麦芽威士忌、谷物威士忌和调配威士忌。 2.1 主产地: 英国苏格兰 2.2 原料: 谷物及大麦芽 2.3 蒸馏设备: 壶式蒸馏锅 2.4 贮存设备: 橡木桶 2.5 工艺特点 2.5.1 用苏格兰特有的泥炭烘干麦芽, 使其带有特有的烟熏味。
工业生产酒精工艺流程
木薯生产酒精工艺流程 1、原料除杂:对木薯进行初步除杂,除去泥块、石子、绳线等杂物及金属体。 2、原料粉碎:是为了减少蒸煮时间、便于机械化和连续化生产及提高淀粉出酒率等。木薯干的水分较低,淀粉含量高,容易破碎。采用一级粉碎,负压送料。 3、拌料预煮:拌料水用蒸馏室冷却余水,水温控制在70℃左右,温度过低,加热时震动大,对原料的均匀糊化不利,温度过高,料液粘稠。料水比控制在1:2.5~3。拌料完成后,加ɑ-淀粉酶(加入量为0.2L/T淀粉原料)液化15min,主要目的是降低预煮醪的粘度,对浓醪发酵有利。 4、蒸煮:液化完成后,迅速将醪液升温至92℃,蒸煮时间应在90min 以上。蒸煮醪要呈微黄色,不含颗粒,定时检测化验。 5、糖化:先准备好20倍糖化酶的稀释液,再将蒸煮液经由真空冷却器进入已彻底冷却并杀菌的糖化罐内,控制温度为58~60℃,同时按100u/g 原料流加糖化酶进行糖化,时间应保持30min。糖化指标为:总糖10-13;总还原糖5-6;糖化率45%;酸度4.3。 6、发酵:将糖化醪液冷却后泵入发酵罐内,同时加入10%酒母醪进行发酵,发酵温度30~34℃,发酵时间控制在50h左右。发酵成熟醪检测指标为:酸度≤6.2,残糖≤1%,残余还原糖≤0.3%,酒精份10~12%(v/v)。 7、蒸馏工序:发酵成熟醪液经预热器加热后,从粗馏塔顶部进入,粗馏塔塔底通入蒸汽,控制粗塔塔底温度为108℃-111℃,顶温为96~98℃,酒精糟液从粗馏塔底部排出进入污水处理场进行处理。酒精含量约50%的粗酒精蒸气从粗馏塔顶部进入精馏塔中部,精塔底温为108~109℃,中温为84~85℃,进行精馏,精塔底部废水排入污水处理场,然后再经水洗、脱醇等工序制成成品,成品酒精和杂醇油分别经冷却进入成品储罐。
年产8万吨酒精工厂设计物料衡算
年产8万吨酒精工厂设计(蒸煮糖化车间)物料衡算 2、原料消耗的计算
(1)淀粉原料生产酒精的总化学反应式为: 糖化: 162 18 180 发酵: 180 46×2 44×2 (2)生产1000㎏国标食用酒精的理论淀粉消耗量(乙醇含量95%(v/v ),相当于92.41%(质量分数)): (3)生产1000㎏食用酒精实际淀粉消耗量: 则生产1000㎏食用酒精需淀粉量为: (4)生产1000㎏食用酒精薯干原料消耗量 薯干含淀粉65%,则1000kg 酒精薯干量为: 若为液体曲,则曲中含有一定淀粉量为(G1),则薯干用量为: (5)α-淀粉酶消耗量 薯干用量:2767.69kg;а-淀粉酶应用酶活力为2000μ∕g ,单位量原料消耗α-淀粉酶量:8u/g 则用酶量为: (6)糖化酶耗量 酶活力:20000u/g;使用量:150u/g 则酶用量: 612625106)O H nC O nH O H C n →+(2 52612622CO OH H C O H C +→)(2.162792/162%41.921000kg =??)(1799% 55.9%1002 .1627kg =-)(69.2767%651799kg =÷%65)1799(1÷-G )(07.11)(1007.112000 8 1069.276733kg g =?=??)(76.20)(1076.2020000 150 1069.276733kg g =?=??
酒母糖化酶用量(300u/g 原料,10%酒母用量): 式中67%为酒母的糖化液占67%,其余为稀释水和糖化剂. 两项合计,糖化酶用量为20.76+2.78=23.54)(kg (7)硫酸铵耗用量: 硫酸铵用于酒母培养基的补充氮源,其用量为酒母量的0.1%,设酒母醪量为m,则硫酸铵耗量为:0.1%?m 3、蒸煮醪量的计算 淀粉原料蒸煮前需加水调成粉浆(原料:水=1:2),则粉浆量为: 假定用罐式连续蒸煮工艺,混合后粉浆温度为50oC ,应用喷射液化器使粉浆迅速升温至105oC ,然后进入罐式连续液化器液化,再经115oC 高温灭酶后,在真空冷却器中闪蒸冷却至63oC 后入糖化罐。 干物质含量B0=87%的薯干比热容为: 粉浆干物质浓度为: 蒸煮醪比热容为: 式中 cw ——水的比热容[kJ/(kg ·K)] (1) 经喷射液化器加热后蒸煮醪量为:8303.07+8303.07×3.63×(105-50) /(2748.9-105×4.18)=9020.69(kg) (2) 经第二液化维持罐出来的蒸煮醪量为: 式中:2253——第二液化维持罐的温度为102oC 下饱和蒸汽的汽化潜热(kJ/kg )。 (3)经闪蒸气液分离器后的蒸煮醪量为: 式中:2271——95oC 饱和蒸汽的汽化潜热(kJ/kg ) (4)经真空冷却器后最终蒸煮醪液量为: 式中:2351——真空冷却温度为63oC 下的饱和蒸汽的汽化潜热(kJ/kg ). 4、糖化醪与发酵醪量的计算 设发酵结束后成熟醪量含酒精10%(体积分数),相当于8.01%(质量分数)。 并设蒸馏效率为98%,而且发酵罐酒精捕集器回收酒精洗水和洗罐用水分别为成熟醪量的5%和1%,则生产1000kg 95%(体积分数)酒精成品有关的计算如下: (1)需蒸馏的成熟发酵醪量为: F 1=1000×92.41%÷(98%×8.01%)×(100+5+1)÷100=12478.6(kg ) (2)不计酒精捕集器和洗罐用水,则成熟发酵醪量为: ) (78.220000300 %67%1069.2767kg =???)(07.83032169.2767kg =+? )()] /([63.1)7.01(18.400K kg kJ B C ?=-=%75.21)1004(871=?÷=B )]/([63.318.4%)75.210.1(63.1%75.21)0.1(1011K kg kJ c B c B c w ?=?-+?=-+=)(89772253 ) 102105(63.39020.699020.69kg =-?-)(55.88762271)95102(63.389778977 kg =-??-) (84382351)6395(63.355.887655.8876kg =-??-)(3.11772%1066 .124781kg F ==质量分数) (,/%56.76 .12478%98%41.921000W W =??
800万吨年大庆原油常减压蒸馏装置的工艺设计—方案设计与流程模拟
辽宁石油化工大学毕业设计(论文)Graduation Project (Thesis) for Undergraduate of LSHU 题目800万吨/年大庆原油常减压蒸馏装置的工艺设计—方案设计与流程模拟 TITLE Process Design of 8 Million t/a Atmospheric and Vacuum Distillation Unit for Daqing Crude Oil—Scheme Design and Process Simulation 学院化学化工与环境学部 School Liaoning Shihua University 专业班级加工1301班(化工1304班)Major&Class Chemical Engineering and Technology 1304 姓名武志涛 Name Zhitao Wu 指导教师刘洁/李文深Supervisor Jie Liu/Wenshen Li 2017年 6 月 3 日
论文独创性声明 本人所呈交的论文,是在指导教师指导下,独立进行研究和开发工作所取得的成果。除文中已特别加以注明引用的内容外,论文中不包含任何其他个人或集体已经发表或撰写过的研究成果。对本设计的工作做出重要贡献的个人和集体,均已在文中以明确方式标明并致谢。本声明的法律结果由本人承担。 特此声明。 论文作者(签名): 年月日
摘要 本次设计主要是对处理量为800万吨/年的大庆原油常减压蒸馏装置的工艺流程设计。运用化工模拟软件Aspen Plus对大庆原油蒸馏装置进行模拟优化,并运用软件Aspen Energy Analyzer 对常减压蒸馏装置的工艺流程进行全面的热集成分析。首先通过查阅文献得到原油的TBP曲线、API重度以及轻端组成等原油性质数据,在模拟计算过程中通过这些数据来生成油品的虚拟组分,从而对原油蒸馏装置进行准确的模拟,包括原油初馏、常压蒸馏、减压蒸馏三个重要过程。软件会得到原油蒸馏过程的运行数据,包括整个设备的物料平衡数据,初馏塔和常压塔的温度分布,压力对比和气液分布等。其次对常减压蒸馏工艺的全流程进行了热集成分析,采用夹点分析对冷、热流股进行匹配,生成初始换热网络,并对其进行改进优化。 本次设计模拟结果表明,原油蒸馏装置过程模拟的操作条件能反映常减压蒸馏装置操作的真实状况,设计所建立的工艺流程模拟数据可为实际生产的常减压操作提供理论依据。采用夹点技术通过热集成分析,通过改善夹点附近的流股匹配,减少穿越夹点的热流量,可以减少整个系统的公用工程消耗量,最终可获得最优的换热网络。 关键词:常减压蒸馏;流程模拟;夹点技术;换热网络;热集成
酒精生产工艺
重庆能源职业学院 专业实习报告 论文(设计)题目:酒精的生产流程设计 班级:2011级2511班 姓名:刘兴李德静 廖军梁炯 学号:20112511006 20112511032 20112511018 20112511034 指导教师:邓启辉 时间:2013 年7 月5 日
计划表: 内容组员学号备注前言、绪论全部6、18、32、34 汇编 生物发酵法刘兴、李德静6、32 汇编 化学合成法廖军、梁炯18、34 汇编酒精的用途及总结展望全部6、18、32、34 汇编CAD 李德静、廖军32、18 I
前言 一、设计要求: 1、根据设计题目,进行生产实际调研或查阅有关资料,选定合理的流程方案和设备类型,并进行简要论述。 2、设计说明书内容:封面、目录、设计题目、概述与设计方案简介、工艺方案的选择与论证、工艺流程说明、专题论述等。 二、设计目的: 1、把课本的知识运用到社会实践当中去,才是我们学习专业理论知识的最终目的 2、通过本次专业实习设计可以看出现有的生产工艺存在哪些不足,学会自主查找资料进行更加科学有效的改进。 三、设计意义: 酒精工业是在酿酒业的基础上发展起来的,有很悠久的历史。近年来,我国酒精生产技术和生产水平又有了新的提高,新工艺新设备新菌种不断涌现,酒精产量有了较大增长,质量稳定提高;在节约代用,降低消耗,降低成本,提高劳动生产率,提高淀粉出酒率及开展综合利用与消除环境污染等各个方面,都取得了很大成绩。目前,我国大多数酒精采用生物发酵和化学合成法工艺流程,逐步实现了淀粉质原料和化学原料的连续化和自动化。 四、设计原理: 生物发酵主要是利用谷物类、薯类植物中的淀粉,其余的部分仍可综合利用,生产出专用饲料和农业复合肥等产品。在综合利用方面以二氧化碳的回收利用最为普遍,有的厂利用二氧化碳制造干冰、纯碱和小苏打。在自动控制仪表方面也有进展,有的厂已采用电脑实现了主要工序集中控制,目前,我国一些酒精厂正在朝着生产过程全面实行自动化方向发展。 化学合成法主要是利用石油工业,石油化学工业、天然气开发和加工工业产生的乙烯气为原料,使得乙烯水合法的原料得到充分保证。 II
产万吨酒精蒸馏车间设计
2. 物料衡算 2.1 生产规模 年生产能力:100000t /y 年连续工作日:280d /y 连续每小时产量: 根据设计任务,医用酒精的年生产能力100000t /y 全年365d ,除去机械维修、节假日等,实际连续工作日280d 每昼夜24h 连续生产,则每小时生产能力: 1490024 280100000 =?= P kg/h 蒸馏过程采用气相过塔两塔蒸馏流程,塔底采用直接蒸汽加热,压力为0.12MPa ,温度为104℃。设蒸汽总损耗0.25%,其中精馏和粗馏各占一半,在粗馏和精馏损耗中,设备的蒸汽渗漏损耗和废酒糟带走的酒精各占一半,两外提取杂醇油带走的酒精又占成品酒精总量0.48% 2.2 各塔物料衡算 图2 粗馏塔物料进出 Fig.2 Figure out crude distillation column materials 对整个粗馏塔进行全塔总物料衡算; 00W L S F +=+ w l W x Lx x F +=00
式中 F 0——发酵缪蒸汽量,kg/h ;0x ——发酵缪中酒精摩尔分率 S —— 加热蒸汽量,kg/h ; L —— 上升蒸汽量,kg/h ;l x ——上升蒸汽的摩尔分率 W 0—— 废液量,kg/h ; 0w x —— 废液中的摩尔分率 粗馏塔热量衡算: W L s F W I LI SI I F +=+0 式中: F I —— 成熟缪的热焓,kJ/kg ; s I —— 加热蒸汽的热焓,kJ/kg ; W I —— 废液的热焓,kJ/kg ; L I —— 上升酒精蒸汽的热焓,kJ/kg ; 图2 精馏塔物料进出 Fig.2 Figure out distillation column materials
生物工程毕业论文年产10万吨的木薯酒精发酵工厂设计
生物工程毕业论文--年产10万吨的木薯酒精发酵工厂 设计 摘要 酒精在人们日常生活以及科学研究等诸多领域都有很广泛的应用世界行业以及我国酒精行业都快速发展趋势Alcohol has very extensive application in a great deal of fields such as peoples daily life and scientific research The trades and alcohol trades of our country have fast development trends on earth in the world The output is increased progressively year by year The ability for producing alcohol of the fermented law will become the sign of a national economic strength The fermented law is mainly to utilize microorganism to have no oxygen to ferment it suck candy material likesugarcane sweet potato carbohydrate in the material such as the maize are turned into ethanol turn into alcohol This law raw material sources are abundant the environmental protection of the production process is worth popularizing in a more cost-effective manner Originally design the fermented workshop produced to alcohol to calculate with the selecting type of the apparatus strive to make the theory combine with practice Keyword Alcohol Fermented law Fermented workshop 一酒精的主要性质
食用酒精工艺流程图
吉林工商学院 毕业论文 题目名称:年产10万吨食用酒精工厂设计院系:生物工程分院 专业:生物工程 学生:红 学号:26号 指导教师:颖 2012 年5 月26日
毕业论文原创性声明 本人重声明:所呈交毕业论文,是本人在指导教师的指导下,独立进行研究工作所取得的成果。除文中已经注明引用的容外,本论文不包含任何其他人或集体已经发表或撰写过的作品成果。对本文的研究做出重要贡献的个人和集体,均已在文中以明确方式标明。本人完全意识到本声明的法律结果由本人承担。 论文作者签名:年月日
目录 1绪论 0 1.1 产品介绍 0 1.2 设计意义 0 1.3 设计原则 (1) 2 设计概论 (2) 2.1 生产方案的确定和产品方案 (2) 2.2 厂址选择 (2) 2.3 原料来源、规格及标准 (3) 2.4 主要辅料的质量标准 (3) 2.5 水的质量标准 (4) 2.6 主要工艺技术参数 (5) 3 淀粉质原料酒精生产工艺......................................... 错误!未定义书签。 3.1 淀粉质原料酒精生产的流程 (5) 3.2 原料的水-热处理 (6) 3.3 糖化工艺 (6) 3.3.1 糖化的目的 (6) 3.3.2糖化过程中物质的变化 (6) 3.3.3 糖化方法 (7) 3.4酒精生产对酵母的要求 (7) 4 酒精生产过程中的物料和热量衡算 (7) 4.1酒精生产工艺技术指标 (7) 4.2 工艺流程图见具体图纸 (8)
4.3.1 原料计算 (8) 4.3.2 辅料计算 (9) 4.3.3 糖化醪与发酵醪量计算 (11) 4.4 根据要际原料耗算一览表 (11) 4.5 生产设备相关计算 (11) 4.5.1 粉浆罐 (12) 4.5.2 酒母罐 (13) 4.5.3 糖化罐 (13) 4.5.4 发酵罐 (13) 4.5.5 搅拌器 (14) 4.5.6 其他设备 (14) 4.6 动力设施的计算 (15) 4.6.1 耗水量的计算 (15) 4.6.2 蒸汽消耗量的计算 (15) 4.6.3 供电设施估算 (15) 5 重点设备——粗馏塔 (16) 5.1 粗馏塔概况 (16) 5.2 粗馏塔的计算 (16) 6 环境保护和安全生产 (21) 6.1 CO2回收利用 (21) 6.2 液体、固体CO2 (干冰) 的制备和贮运 (21)
年产10000吨燃料乙醇工厂设计
目录 1.引言.................................................................................................................................................. - 1 - 1.1.总论.......................................................................................................................................... - 1 - 1.2.项目建设目的和意义.............................................................................................................. - 1 - 1.3.产品需求初步预测.................................................................................................................. - 2 - 1.4.产品方案和拟建规模.............................................................................................................. - 3 - 1.5.工艺技术初步方案.................................................................................................................. - 3 - 1.6.主要原辅料、燃料、动力的供应 .......................................................................................... - 3 - 1.7.建厂初步方案.......................................................................................................................... - 3 - 1.8.环境保护.................................................................................................................................. - 3 - 1.9.工厂组织和劳动定员.............................................................................................................. - 4 - 1.10.投资估算和资金筹措方案...................................................................................................... - 4 - 1.11.经济效益和社会效益的初步估算 .......................................................................................... - 5 - 1.1 2.结论与建议.............................................................................................................................. - 5 - 2.厂址选择.......................................................................................................................................... - 5 - 2.1.厂址选择的目的与依据.......................................................................................................... - 5 - 2.2.厂址条件.................................................................................................................................. - 6 - 3.厂区总平面设计.............................................................................................................................. - 6 - 3.1.厂区总平面设计的原则.......................................................................................................... - 6 - 3.2.厂区平面布置图...................................................................................................................... - 6 - 4.生产工艺的设计.............................................................................................................................. - 7 - 4.1.生产方案.................................................................................................................................. - 7 - 4.2.工艺流程.................................................................................................................................. - 7 - 4.3.工艺特点.................................................................................................................................. - 8 - 5.工艺计算.......................................................................................................................................... - 8 - 5.1.物料衡算.................................................................................................................................. - 8 - 5.1.1.全厂总物料衡算主要内容 ...................................................................................... - 8 - 5.1.2.工艺技术指标及基础数据 ...................................................................................... - 8 - 5.1.3.原料消耗计算.......................................................................................................... - 8 - 5.1.4.成品与发酵醪量的计算 .......................................................................................... - 9 - 5.1.5.10000吨/年燃料乙醇工厂总物料衡算 ................................................................. - 9 - 5.2.热量衡算................................................................................................................................ - 10 - 5.2.1.热量衡算................................................................................................................ - 10 - 5.2.2.水平衡.................................................................................................................... - 10 - 5.2.3.耗电量计算............................................................................................................ - 11 - 6.设备计算与选型............................................................................................................................ - 11 - 6.1.酒精生产主要设备的选择.................................................................................................... - 11 - 6.2.10000吨/年燃料乙醇设备一览表 ....................................................................................... - 13 - 7.生产车间平面布置........................................................................................................................ - 15 - 7.1.生产车间工艺设计................................................................................................................ - 15 - 7.2.生产车间非工艺设计............................................................................................................ - 15 - 7.3.车间设计对卫生的要求........................................................................................................ - 15 - 8.工厂组织与劳动定员.................................................................................................................... - 16 -
酒精厂设计.doc
"多塔系差压蒸馏节能新工艺" "高效脱甲醇除杂新工艺" "环已烷脱水生产无水酒精新工艺" "三元共沸法制备燃料酒精工艺" "分子筛吸附法生产无水酒精工艺" 前言 我公司酒精项目组主要致力于无水酒精生产技术开发及酒精差压蒸馏节能新工艺的推广应用;承接各种规模酒精及其深加工产品装置的工程设计、设备制造、施工及调试总承包或部分工段承包。对老酒精厂存在的技术问题提供技术支持、咨询服务,对原有旧装置进行挖潜改造,并承包装置的调试、生产及生产管理服务; 公司拥有可靠的专业技术力量;先进的设计辅助软件;系统、完整的工程技术资料和良好的客户、用户关系。公司负责技术工作的几位专业工程师均曾就职于化工设计院所,并长期从事酒精生产工作,他们先后主持并完成了十几套不同规模酒精工厂的设计、施工、生产调试。其中,由我公司自主完成的有:"广东城月糖厂酒精厂技改项目"酒精回收系统总承包工程;"遂溪特级酒精酿造有限公司3万吨/年酒精及配套1万吨/年无水酒精技改项目"总承包工程;"广西南康糖厂木薯淀粉酒精装置新建项目"总承包工程等。在多年的实际工作中,获得了大量的第一手工程资料,积累了丰富的实际操作经验,在酒精生产行业内享有盛名。 本公司拥有自主的"环已烷脱水生产无水酒精技术",能向客户提供成熟的生产工艺装置及优良完整的售后服务。 本公司的设计手段先进。配套非标设备的设计算及出图均采用化工部设备设计技术中心站开发的辅助设计软件包进行,可靠性高。另外,公司长期与工程院所、高等学俯保持横向联系,保证了技术水平的先进性,技术规范的延续性。 本公司的服务宗旨是:"提供先进适用的技术,系统科学的管理",并"最大限度满足用户的需要"的服务。 中科院广州能源研究所广东中科天元再生资源工程有限公司 2001年10月再版 酒精生产技术 简介 一、酒精的用途 酒精----乙醇的俗称,一向是市场巨大的一种商品,也是重要的工业原料,广泛用于化工、塑料、橡胶、农药、化妆品及军工等工业部门,酒精的深加工产品有数百种,而且酒精还是一种重要的再生能源,所以,酒精的市场潜力是巨大的。目前,我国酒精年产量约300万吨。其消费主要为:化工占40%,轻工占40%,医药占10%,其它占10%。