小型液压机液压系统设计(毕业设计)包教答辩
目录
1、压力机液压系统设计要求 (4)
2、压力机液压系统工况分析 (5)
2.1液压缸工作过程运动分析 (5)
2.2液压缸工作过程负载分析 (6)
3、液压缸的设计 (10)
3.1初选液压缸的工作压力 (10)
3.2计算液压缸的尺寸 (10)
3.3计算液压缸的有效面积 (10)
3.4液压缸各工作阶段的压力、流量、功率计算 (11)
3.5液压缸的壁厚和外径的计算 (12)
4、液压缸缸盖厚度的确定 (13)
5、液压缸缸盖螺栓计算和选择 (13)
6、液压系统图的拟定 (14)
6.1供油方式的拟定 (14)
6.2调速回路的选择 (14)
6.3速度连接回路的选择 (14)
6.4保压回路的选择 (14)
6.5泄压换向方法的选择 (15)
6.6平衡及锁紧回路的选择 (16)
6.7系统的工作过程分析 (16)
7、确定液压泵的型号及电动机的型号 (17)
7.1泵工作压力的确定 (17)
7.2泵的流量确定 (18)
7.3选择液压泵的规格 (18)
7.4电动机的选定 (18)
8、阀类元件及附件的选择 (19)
9、确定管道尺寸 (19)
10、液压油箱容积的确定 (20)
11、液压油的选择 (20)
12、液压系统性能的验算 (20)
12.1 压力损失的验算 (20)
12.2 油液温升的计算 (22)
12.3 散热量的计算 (23)
结论 (25)
参考文献 (26)
液压机是一种用静压来加工金属、塑料、橡胶、粉末制品的机械,在许多工业部门得到了广泛的应用。液压传动系统的设计在现代机械的设计工作中占有重要的地位。液体传动是以液体为工作介质进行能量传递和控制的一种传动系统。本文利用液压传动的基本原理,拟定出合理的液压传动系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格。确保其实现快速下行、慢速加压、保压、快速回程、停止的工作循环。
关键词:液压机、课程设计、液压传动系统设计
Hydraulic machine is a kind of static pressure to the processing of metal, plastic, rubber, the powder product of machinery, in many industrial department a wide range of applications. The design of the hydraulic drive system in modern mechanical design work occupies an important position. Transmission fluid is the liquid medium for the work carried out energy transfer and control of a transmission system.This paper using hydraulic transmission to the basic principle of drawing up a reasonable hydraulic system map ,and then after necessary calculation to determine the liquid pressure system parameters , Then according to the parameters to choose hydraulic components specification. To ensure the realization of the fast down, slow pressure, pressure maintaining, rapid return, stop work cycle.
Key words: hydraulic machine, course design, hydraulic transmission system design.
1压力机的功能
液压机是一种利用液体静压力来加工金属、塑料、橡胶、木材、粉末等制品
的机械。它常用于压制工艺和压制成形工艺,如:锻压、冲压、冷挤、校直、弯
曲、翻边、薄板拉深、粉末冶
金、压装等等。
液压机有多种型号规格,
其压制力从几十吨到上万吨。
用乳化液作介质的液压机,被
称作水压机,产生的压制力很
大,多用于重型机械厂和造船
厂等。用石油型液压油做介质
的液压机被称作油压机,产生
的压制力较水压机小,在许多
工业部门得到广泛应用。
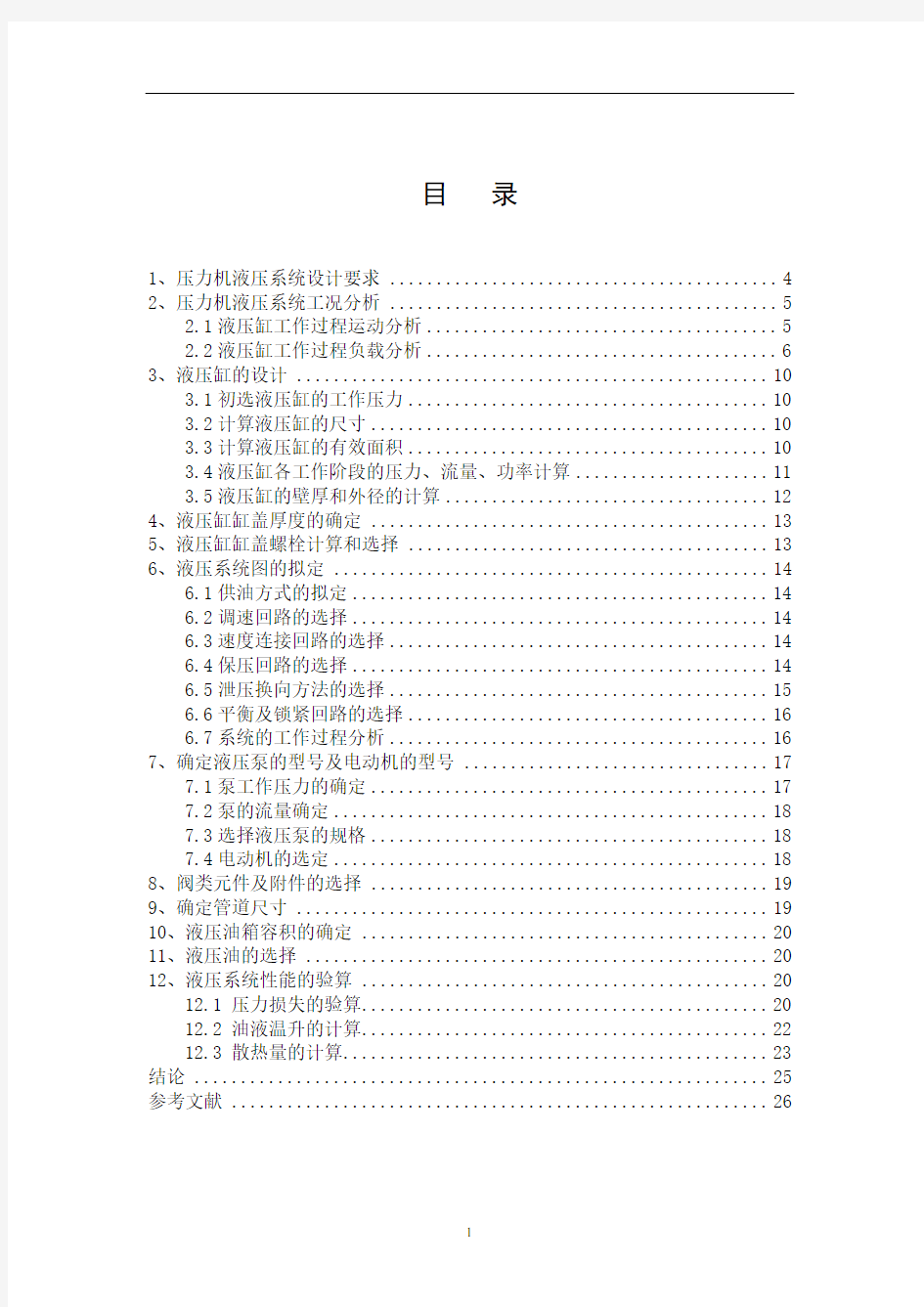
液压机多为立式,其中以
四柱式液压机的结构布局最为
典型,应用也最广泛。图1.1所
示为液压机外形图,它主要由
充液筒、上横梁2、上液压缸3、上滑块4、立柱5、下滑块6、下液压缸7等零部件组成。这种液压机有4个立柱,在4个立柱之间安置上、下两个液压
缸3和7。上液压缸驱动上滑块4,下液压缸驱动下滑块6。为了满足大多数压
制工艺的要求,上滑块应能实现快速下行→慢速加压→保压延时→快速返回→原
位停止的自动工作循环。下滑块应能实现向上顶出→停留→向下退回→原位停止
的工作循环。上下滑块的运动依次进行,不能同时动作。
1、压力机液压系统设计要求
设计一台小型液压机的液压系统,要求实现快速空程下行—慢速加压—保
压—快速回程—停止的工作循环。快速往返速度为 ≥3m/min,加压速度为
=40-70mm/min,压制力为F =200000N ,运动部件总重量为G =20000N 。快速行程
250mm: ;慢速行程:50mm ,加速减速时间为0.2s 。
图1.1 液压机外形图
1-充液筒;2-上横梁;3-上液压缸;4
-上滑块;5-立柱;6-下滑块;7-下液
压缸;8-电气操纵箱;9-动力机构
液压机的结构形式为四柱单缸液压机,液压机压头的上下运动由液压缸驱动,其工作循环为:快速空程下行慢速下压静止保压快速回程停止。设计要求如下:本机属于中小型柱式液压机,有较广泛的通用性,除了能进行本例所述的压制工作外,还能进行冲孔、弯曲、较正、压装及冲压成型等工作。对该机有如下性能要求:
(a)为了适应批量生产的需要应具有较高的生产率,故要求本机有较高的空程和回程速度。
(b)液压机上压板运动件的质量比较大并且液压缸竖直安装,这就要求液压机停止工作后有较好的锁紧性能,保证不因上压板的自重而自行下落,(c)该液压机在工作过程中承受较大的压力应保证各液压元件的强度和耐压性,还应该让工进过程尽量平稳。
(d)压力能方便地进行观察和测量。
(e)液压系统的设计应能保证压制过程的可靠性。
(f)液压缸回程时应配有顶部泄压措施,以减小换向卸压时的液压冲击,从而延长液压元件的使用寿命,降低液压系统的噪音。
(g)液压系统上必须装有适当的安全保护措施,减少并避免意外发生。2、压力机液压系统工况分析
液压机的工况分析主要是指对液压执行元件的工作、运动、负载情况进行分析,分析的目地是为了更好的了解工作过程中执行元件的速度、负载变化规律,并将相关数据做成曲线和图表,用来拟定液压系统方案以及确定液压系统主要参数,同时也是其他液压元件选择和设计的依据。在液压系统工况分析中最重要的是找到工作过程中液压执行元件的最大负载和最大速度。
2.1液压缸工作过程运动分析
液压缸完成一个工作循环时的动作循环如图1.1所示:
具体分析液压缸的运动过程,首先液压杆由静止启动----空载加速下降----空载匀速下降---减速下降----重载缓慢匀速下降----保压静止----反向加速上升----匀速上升----原位静止。
在每一次工作循环中行程与速度的关系是:快速空程下行:行程S l= 250 mm,速度v1=3 m/min = 50 mm/s;工作下压:行程S2 = 50 mm,速度v2=1mm/s。快速回程:行程S3 = 300 mm,速度v3=80 mm/s。液压缸采用V型密封圈,其机械效率ηcm=0.92。压头起动、减速、制动时间:0.2 s。
2.2液压缸工作过程负载分析
快速下降和快速回程阶段,液压缸一直承受移动工作台的重力,导轨与上压板的摩擦力。加速减速过程中除受到重力和摩擦力外还受到惯性力。液压缸在工进过程中受到重力、摩擦力和压制抗力。在负载分析中,由于导轨和上模版之间间隙小,且为竖直安装,所以工作中受到的摩擦力相当小,相比其它力可以忽略不计。从设计要求中知道液压机移动件(包括活塞、活动横梁及上模)质量m=2000 kg。
(1)工作负载工件的压制抗力即为工作负载:FL=200000N
(2)摩擦负载静摩擦阻力: Ffs=0N
动摩擦阻力: Ffd=0N
(3)自重: G=mg=20000N
(4)惯性负载如下表所示:
图表一
(5)背压负载 Fb= 25000N(液压缸参数未定,根据运动件自重估算)
(6)液压缸在各工作阶段的负载值:
图表二
其中:0.9m η= 2 m η——液压缸的机械效率,一般取m η=0.9-0.95。由以上
数据做出速度----位移曲线图,负载----位移曲线图;如下图所示
3、液压缸的设计
3.1初选液压缸的工作压力
此设备负载较大,按设备类型分,属于液压机。根据有关资料,液压机的压力范围为20~30 MPa ,根据现有的标准液压泵、液压阀的最高工作压力,(32 Mpa ),如选此压力为系统工作压力,液压元件的工作性能会不够稳定,对液压元件密封性能要求较高。参考系列中其它规格同类液压机(如63、100、200、300吨液压机)所采用的工作压力,本机较宜选用工作压力为20×106Pa 。液压缸内径D 和活塞杆直径d 可根据最大总负载和液压缸标准系列来确定。
3.2计算液压缸的尺寸
由工作负载图(图表二),可以得知液压缸最大负F =205000N ,液压缸最大推力F t=222826.087N 。
液压缸机械效率 cm=0.92
D = 4F ηcm πp =√4×2050000.92×3.14×20000000
=0.11913329 m =119.13329 mm 查找标准液压缸手册(GT/T2348—1993)圆整液压缸直径D=125 mm
按快上快下速度比值确定活塞杆的直径
D 2 D 2–d 2 =8050
求得d=76.5465 mm
3.3计算液压缸的有效面积
一般选液压杆直径d=0.65D=81.25 mm 再根据标准液压缸尺寸手册(GT/T2348—1993)的数据,内径125mm 系列的液压缸中,液压杆的内径按标准取d=80 mm
无杆腔有效面积 A 2 = π4(D 2)= π4×(12.52)= 122.656 cm 2
有杆腔有效面积 A 2 = π4(D 2–d 2)= π4
×(12.52–82)= 72.41625 cm 2
3.4液压缸各工作阶段的压力、流量、功率计算
图表三
液压缸缸筒长度L、最小导程长度H、导向套滑动面长度A和活塞宽度B的确定
液压缸的缸筒长度L由最大工作行程长度决定,缸筒长度不应超过其内径的20倍(尤其是高压缸)。此液压缸的工作行程为300mm结合液压缸系列标准选择L=400mm
图1
最小导程长度H 由以下公式确定
H ≥L/20+D/2
计算得到H ≥82.5mm 圆整H=90mm
活塞的宽度B=0.8D=0.8×125=100mm
导向套滑动面长度A=0.7d=0.7×80=56mm
活塞与导向套之间的隔套长度C=H-(A+B )=12mm
液压缸稳定性校核
对受压的活塞杆来说,当其直径d 应不小于总长度L1的1/15。当小与时必须进行稳定性校核。根据前面的计算知道d=80mm L1>L+H+A/2
计算得到L1>518mm 圆整L1=600mm 则d/L1=4/30>1/15
根据以上计算该液压缸无需进行时稳定性校核。
3.5液压缸的壁厚和外径的计算
液压缸的壁厚ζ由液压缸的强度条件来计算
液压缸的壁厚ζ一般是指缸筒结构中最薄处的厚度,由材料力学可知,承受内压力的圆筒,其内应力分布规律因壁厚的不同而各异,中、高压缸一般用无缝钢管做缸筒,大多属薄壁筒,按材料力学薄壁圆筒公式验算壁厚,即
[]
max 2p D δσ≥ (mm) 式中max p =1.25Pn ——Pn=30是缸筒内的额定工作压力 (MPa);
D =125——缸筒内径 (mm);
[]σ=σb/n ——缸筒材料的许用应力 (MPa)。
本系统的液压缸,拟采用45钢薄壁圆筒,45钢的抗拉强度σb=600Mp 安全
系数n=5 计算得到液压缸的壁厚ζ≥14.625mm 圆整ζ=15mm 。
液压缸壁厚算出后,即可求出缸体的外径D1为D1=D+2ζ=125+30=150mm 4、液压缸缸盖厚度的确定
一般液压缸多为平底缸盖,其有效厚度t按强度要求可用下面公式进行近似
计算
t≥0.433D√(P/[σ])式中:
t----------缸盖有效厚度
[σ] ------- 缸盖材料许用应力(无缝钢管为100~120MP)
D----------缸盖止口内直径(80mm)
计算得到t≥17.32mm 圆整t=20mm缸盖材料最好选用铸铁,推荐选用材料(HT200、HT300、HT350)
5、液压缸缸盖螺栓计算和选择
液压缸主要承受轴向载荷Fmax=205000N
取6个普通螺栓,则每个螺栓的工作拉力为Fo=205000/6=34166.6667N 螺栓总拉力F=6Fa+Fmax Fa为螺栓预紧力
Fb为残余预紧力则Fb=(1.5~1.8)F
取Fb=1.5F
螺栓的中径d≥{(5.2K Fmax/ Z[σ]π}1/2=22.1mm
Fmax----------液压缸最大负载
Z------------固定螺栓个数
K-----------螺纹拧紧系数(1.12至1.5)
[σ]=σs/S=433MP [σ]-----螺栓许用压力
σs---------螺栓材料屈服极限
S-----------螺栓安全系数
材料选用40Cr,计算得到d≥8mm 按螺栓标准选用螺栓型号为M10
6、液压系统图的拟定
6.1供油方式的拟定
从工况分析中可知,该液压机在工作循环中,快下和快回时所需的流量较大,分别为36.7L/min和34.7L/min且数值比较接近,在慢下过程中所需的流量较小而且慢上过程所用时间也较长,因此从提高液压系统效率,节省能源角度考虑,采用单个定量泵的供油方式显然不合适,若选用单个定量泵液压油及其系统的发热也较严重,所以应选择双联式定量叶片泵作为油源。
6.2调速回路的选择
调速回路由工况图可知,该系统在向下运动过程中的速度分两个阶段快下—工进且工进速度可调,应选择节流阀的进油节流调速回路。
6.3速度连接回路的选择
由于快下和工进之间的速度需要进行换接,但对速度换接的位置精确度和换接时的平稳性要求不高,所以决定采用由行程开关触发的二位二通电磁换向阀来实现两速度的换接,即保证了速度换接的可靠性,又保证了速度换接的快速性。
6.4保压回路的选择
如图2所示由于液压缸工进完成后有一段保压时间,不宜用液控单向阀做保压回路,因为阀类元件的泄漏使得这种保压回路的保压时间不能维持太久。此系统采用利用蓄能器的保压回路如下图当三位四通电磁换向阀处于左工位时,液压缸快速下降当压紧工件时,进油路的压力升高至调定压力,压力继电器发射信号使二位二通电磁换向阀通电,泵卸荷,主回路单向阀自动关闭,液压缸则由蓄能器保压。当由于密封问题液压缸压力不足时,压力继电器复位,液压泵重新工作,依次循环保证液压缸的压力,保压时间的长短取决于蓄能器容量,液压缸上腔(无杆腔)压力可由压力继电器调节。
图2
6.5泄压换向方法的选择
液压机在压制行程完毕或进入保压状态后,由于主机弹性变形和液压油受到压缩,液压缸上腔(无杆腔)压力很高,储存了相当大的能量。工作行程结束后反向行程开始之前液压缸上腔如何泄压(控制泄压速度)是必须考虑的问题,实践已证明,若泄压过快,将引起剧烈的冲击、振动和惊人的声音,甚至会因液压冲击而使元件损坏。此问题在大型液压机中愈加重要。
各种泄压方法的原理大多是在活塞回程之前,当液压缸下腔油压尚未升高时,先使YA5得电,电液控单向阀导通,进而使上腔的高压油接通油箱,以一定速度使上腔高压逐步降低。本例采用带阻尼状的电动换向阀,该阀中位机能是Y型,用来控制换向速度,延长换向时间,进而控制液压缸上腔的泄压速度。这样就可以使上腔高压降低到一定值后才将下腔接通压力油。此法最为简单,适合
于中、小型液压机。
6.6平衡及锁紧回路的选择
为了让液压缸静止在上端而不因为滑台的自重而下降,应在液压缸下腔(有杆腔)进油路上设置了液控单向阀;另一方面,为克服滑台自重在快下和工进过程中的影响,在有杆腔进油路上设置一个单向被压阀。下图为拟定的液压系统原理图
6.7系统的工作过程分析
启动阶段:液压泵起动后,三位四通带阻尼状的电动换向阀7处于中位,YA3得电,二位二通电磁换向阀4导通,液压泵输出油液经阀4进入油箱,液压泵卸荷,此时液压缸处于最上端位置。
快下阶段:电磁铁YA1得电,YA3失电,YA4得电;三位四通带阻尼状的电动换向阀7处于左工位,二位二通电磁换向阀4断路,二位二通电磁换向阀13导通;液压泵输出的压力油经过单向阀14,换向阀7和13进入液压缸上腔(无杆腔),此时在进油路压力的作用下,电液控单向阀10打开,液压缸下腔(有杆腔)的油液能经被压阀11很快排入油箱,主缸在自重和液压力作用下实现快速空程下行,以此实现液压缸的空载快速下行。
工进阶段:当电气挡块碰到行程开关K1时YA4失电,进油路压力增大,液控顺序阀5导通,低压泵1的出油口接油箱,低压泵卸荷;二位二通电磁换向阀13断路,液压泵输出的压力油只能经过单向调速阀12进入液压缸上腔(无杆腔),回油路上,在进油路压力的作用下,电液控单向阀10依然打开,液压缸下腔(有杆腔)的油液能经被压阀11排入油箱,此时被压阀(平衡阀)11使主缸下腔形成背压,与移动件的自重相平衡。
保压阶段:当工进行程结束,液压缸上腔进油路中的压力升高到压力继电器8的设定值时,继电器发送讯息,YA3得电,二位二通电磁换向阀4导通,主油路上单向阀14关闭,液压泵输出的油液直接进入油箱,液压泵卸荷。蓄能器通过单向节流阀12保持液压缸中的压力。
快速返回阶段:保压结束后,YA2得电,三位四通带阻尼状的电动换向阀7
处于右工位,压力继电器8复位,YA3失电,二位二通电磁换向阀4断路,两液压泵同时工作,输出油液经单向阀14,三位四通带阻尼状的电动换向阀7,电液控单向阀10,单向被压阀11,进入液压缸下腔(有杆腔);液压缸上腔(无杆腔)中的油液通过单向调速阀12流回油箱。
平衡自锁阶段:当活塞处于顶部时,YA1 YA2失电,三位四通带阻尼状的电动换向阀7处于中位,YA3得电,二位二通电磁换向阀4导通,泵卸荷。YA5失电,液压缸通过电液控单向阀10进行自锁。
回程结束后,YA1 、YA2失电,三位四通带阻尼状的电动换向阀7处于中位,主缸静止不动。
YA3得电, YA4、YA5失电,二位二通电磁换向阀4导通,泵卸荷。二位二通电磁换向阀13断路,工作循环完成,系统回到原始状态。
液压元件的选择
7、确定液压泵的型号及电动机的型号
7.1泵工作压力的确定
考虑到正常工作中进油管有一定的压力损失,所以泵的工作压力计算公式为
∑?
P
P
=p
+
p1
Pp--------液压泵最大工作压力;
P1--------执行元件最大工作压力(MPa);
∑?p-----进油管路中的压力损失(MPa),
正常工作中油液有一定粘性,进油管对油液的运动也有一定的阻力。这不可避免的造成了压力的损失,此系统为简单液压系统可取∑?p=(0.2——0.5Mpa)。故可取压力损失∑?p=0.5Mp液压缸在整个工作循环中的最大压力为16.7Mpa 16.7+0.5=17.2MPa
上述计算所得到的Pp是系统的静态压力,考虑到系统在各种工况的过度阶段出现的,而动态压力往往超出静态压力很多,另外考虑到一定的压力储备量,并确
保泵的寿命,因此所选液压泵的压力值Pa应为Pa ≥(1.15---1.4)Pp
因此Pa=(1.15---1.4)Pp =(1.15---1.4)?17.2=19.78——24.MPa
7.2泵的流量确定
拟定由两个液压泵同时向系统供油,整个回路的泄漏量按10%到20%计算,则两个液压泵的总流量应为1.1×q=1.1×36.8=40.48L/min以上,由于溢流阀的最小稳定流量为3L/min,而工进时液压缸需要的流量大约为0.75L/min所以高压泵的最小输出流量不少于 3.75L考虑到系统漏油损失取高压泵的最小输出流量为4L/min以上。低压泵的压力在3Mpa以上,排量在36L/min以上。
7.3选择液压泵的规格
根据以上计算得到Pa和Qp查阅相关手册现选用pv2R-12双联定量高压叶
片泵 n
max = 2000 r/min n
min
=1000r/min。额定压力p0=18Mpa,大泵排量
q=43mL/r,小泵排量=6mL/r容积效率v
η=85%,总效率η=0.75
7.4电动机的选定
首先分析液压缸的工况如下:快下、工进、快回三种不同工况对应液压泵不同的功率,取三者中较大者作为选择电动机规格的依据。由表3分析得到,快下时液压缸所需功率最大P=1598.9508W,液压泵的效率η2=0.7,电动机的效率η3=0.95所需电动机功率Pd=P/( η2 η3)=2404.43609W,同时还应该注意到,为了使所选择的电动机在经过泵的流量特性曲线最大功率时不至停转,需有一定的功率预留,所选电动机额定功率Pb=2.5kw 。
查阅电动机产品样本,选用Y90S-4型电动机,其额定功率为2.5KW,额定转速为(900~1000)r/min
8、阀类元件及附件的选择
表8-1 液压元件的型号及规格
9、确定管道尺寸
油管内径尺寸一般可参照选用的液压元件接口尺寸而定,也可用管路允许流速进行计算,本系统主油路最大流量出现在快下工作状况下,最大流量q=36.8L/min,而液压泵应提供的流量Q=1.1q=40.7L/min,压油管的允许流速取V=3m/s,
则油管内径d的计算公式为d = 4Q
π6v取v = 3m/s Q= 40.7 L/min
d = 1.447 cm,选d = 15 mm.
若系统主油路流量按快退时取Q=34.76L/min,则可算得油管内径d=12.301mm. 综合d=15mm
吸油管同样可按上式计算(Q=44.4L/min ,V=2 m/s)求得吸油管内径d=23.566mm现参照YBX-16变量泵吸油口连接尺寸,取吸油管内径d为25mm
10、液压油箱容积的确定
该液压系统为高压系统(p>6.3 MPa),油箱容积应该由泵的流量qt确定,q P =45L/min,由资料查得,油箱容积计算公式为
油箱容量V = (6~12)q P
。
本例取V = 8×q P = 8×45 = 360 L(q P用液压泵的额定流量),则该油箱容量应取为360 L。
11、液压油的选择
由于本系统是高压系统,且各工作阶段油液的流速不高,液压油的泄漏是此液压系统的主要问题。为了减少油液泄漏应尽量选择粘度较大的液压油,本系统选用68号抗磨液压油。
12、液压系统性能的验算
12.1 压力损失的验算
根据计算工进时液压缸所需流量为0.75L/min计算得到管道内油液的流动速度极小,主要压力损失为单向调速阀12两端的压降;而快速下降时滑台及活塞组件的重量由被压阀所平衡,系统工作压力很低,可以不用验算。所以只需算快速返回时的压力损失
(1)进油管中的压力损失
V=4.8m/min,此时油液在进油管由上述数据可知,快速返回时液压杆的速度
1
的速度
三梁四柱液压机结构图
三梁四柱液压机结构(图) 三梁四柱液压机由主机及控制机构两大部分组成,通过主管道及电气装置联系起来构成一体。主机包括机身、主油缸、顶出油缸及允液系统等。现将各部分结构和作用分述如下 (1)机身(见外形图) 机身由上横梁、滑块、工作台、立柱、锁紧螺母、调节螺母等组成,上横梁和工作台用四根立柱与锁紧螺母联成一刚性桁架,滑块则由四根立柱导向,上下运动。通过调节四个调节螺母,调节滑块下平面对工作台台面的不平行度及行程时的不垂直度。在滑块下平面及工作台上平面上,设有T形槽,可配M24的螺栓专供安装工模具用。 在工作台中央有一圆孔,顶出缸由压套紧压于圆孔内的台阶上,在上横梁中央孔内,装有主油缸。主油缸由缸口端的台阶和大螺母紧固于横梁上。滑块中央的大孔,是用来装主活塞杆的,由螺栓和螺纹法兰把滑块与主活塞杆联成一体。在滑块四立柱孔内,装有铜导套,以便于磨损后更换,在外部均装有压配式的压注油杯,用以润滑立柱——导套运动付,在孔口端均装有防尘圈,以防止污物进入运动付,保持运动的洁净。 在锁紧螺母和调节螺母上,均配有紧定螺钉的紫铜垫,机器调整好后,拧紧螺钉可防止螺母松动。 (2)主油缸 主油缸为双作用活塞式油缸,缸底为封底式整体结构,在缸体内装有活塞头,在活塞头的外圈上,装有一道向上,一道向下的进口Y形密封圈与缸壁密封;活塞头的内圈与活塞杆的密封,是由两道O形密封圈来实现,从而使缸内形成上下两个油腔。 在缸口装有导向套,以保证活塞运动时有良好的导向性能。在导向套内孔装
有一道轴用Yx形密封圈,在导向套外圆上装有两道O形密封圈,以保证缸口部分的密封性能。缸口端采用可拆卸式的卡环联接,在端部装有防尘圈,以防止污物进入油缸内,保持油液的清洁。 在主油缸的缸底上装有充液阀,以螺纹联接,并由O形密封圈密封。在缸体的上端面,装有充液筒,用螺栓坚固联接,并用耐油橡胶圈密封。 (3)顶出油缸 顶出油缸的形式和作用原理与主油缸相同。缸底采用了螺纹结构,可以拆卸。 在活塞头的外圈,只布置两道(一上一下)方向相反的孔用Yx形密封圈。 在活塞杆外伸端的端面上,设有一个螺纹孔,以供配置顶杆用。 (4)充液系统 充液系统由充液阀和充液筒两部分组成。 当滑块快速下行时,由于主油缸上腔的负压而吸开充液阀的主阀,使充液筒内的大量油液流入主缸上腔,以使滑块能顺利的快速下行。卸压时,控制油首先进入控制阀内,使其控制活塞克服弹簧力,推动卸荷阀芯下行,使主缸上腔的高压油通过卸荷阀芯与充液筒内接通,达到卸压的目的。 在充液筒上部设有长形油标,用来观察油位。充液筒旁的溢流管,把充液筒的容积分为两部分:下部油液是供滑块快速下行用的,上部容积则是容纳滑块回程时,主缸上腔排出的油液。在充液筒的侧下部,装有一闸阀,用于定期更换油液。 充液阀是用阀座上的螺纹与油缸缸底紧固联接的,并用O形密封圈密封。充液筒是由中部平面与主缸上端面相联接,并用螺栓紧固,耐油橡胶垫密封的。在筒的盖上设有通气孔,在充液筒内设有吊钩。 (5)动力机构 动力机构是由油箱。高压油泵、电动机、集成阀块等组成。它是产生和分配工作油液,使主机能完成各项预定动作的机构。
小型液压机液压系统课程设计
攀枝花学院 学生课程设计(论文) 题目:小型液压机的液压系统 学生姓名: vvvvvv 学号:vvvvvvvv 所在院(系):机械工程学院 专业: 班级: 指导教师:vvvvvv 职称:vvvv 2014 年06 月15 日 攀枝花学院教务处制
攀枝花学院本科学生课程设计任务书 目录
前言 (5) 一设计题目 (6) 二技术参数和设计要求 (6) 三工况分析 (6) 四拟定液压系统原理 (7) 1.确定供油方式 (7) 2.调速方式的选择 (7) 3.液压系统的计算和选择液压元件 (8) 4.液压阀的选择 (10) 5.确定管道尺寸 (10) 6.液压油箱容积的确定 (11) 7.液压缸的壁厚和外径的计算 (11) 8.液压缸工作行程的确定 (11) 9.缸盖厚度的确定 (11) 10.最小寻向长度的确定 (11) 11.缸体长度的确定 (12) 五液压系统的验算 (13) 1 压力损失的验算 (13) 2 系统温升的验算 (15) 3 螺栓校核 (16) 总结 (17) 参考文献................................................................................................. 错误!未定义书签。
前言 液压传动是以流体作为工作介质对能量进行传动和控制的一种传动形式。利用有压的液体经由一些机件控制之后来传递运动和动力。相对于电力拖动和机械传动而言,液压传动具有输出力大,重量轻,惯性小,调速方便以及易于控制等优点,因而广泛应用于工程机械,建筑机械和机床等设备上。 作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。 液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。如冲压、弯曲、翻边、薄板拉伸等。也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。本文根据小型压力机的用途﹑特点和要求,利用液压传动的基本原理,拟定出合理的液压系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格和进行系统的结构设计。小型压力机的液压系统呈长方形布置,外形新颖美观,动力系统采用液压系统,结构简单、紧凑、动作灵敏可靠。该机并设有脚踏开关,可实现半自动工艺动作的循环。
小型液压机液压系统设计
前言 (2) 一工况分析 (3) 二.负载循环图和速度循环图的绘制 (4) 三.拟定液压系统原理图 (4) 1. 确定供油方式 (5) 2. 调速方式的选择 (5) 4. 液压阀的选择 (8) 5. 确定管道尺寸 (9) 6. 液压油箱容积的确定 (9) 7. 液压缸的壁厚和外径的计算 (9) 8. 液压缸工作行程的确定 (9) 9. 缸盖厚度的确定 (9) 10. ................................................................................................................. 最小寻向长度的确定.. (10) 11. ................................................................................................................. 缸体长度的确定 (10) 四.液压系统的验算 (10) 1.压力损失的验算 (10) 2. ................................................................................................................... 系统温升的验算 (12) 3. ................................................................................................................... 螺栓校核 (13)
150T液压机设计计算说明书
一绪论 1.1 液压传动与控制概述 液压传动与控制是以液体(油、高水基液压油、合成液体)作为介质来实现各种机械量的输出(力、位移或速度等)的。它与单纯的机械传动、电气传动和气压传动相比,具有传递功率大,结构小、响应快等特点,因而被广泛的应用于各种机械设备及精密的自动控制系统。液压传动技术是一门新的学科技术,它的发展历史虽然较短,但是发展的速度却非常之快。自从1795年制成了第一台压力机起,液压技术进入了工程领域;1906年开始应用于国防战备武器。 第二次世界大战期间,由于军事工业迫切需要反应快、精度高的自动控制系统,因而出现了液压伺服控制系统。从60年代起,由于原子能、空间技术、大型船舰及电子技术的发展,不断地对液压技术提出新的要求,从民用到国防,由一般的传动到精确度很高的控制系统,这种技术得到更加广泛的发展和应用。 在国防工业中:海、陆、空各种战备武器均采用液压传动与控制。如飞机、坦克、舰艇、雷达、火炮、导弹及火箭等。 在民用工业中:有机床工业、冶金工业、工程机械、农业方面,汽车工业、轻纺工业、船舶工业。 另外,近几年又出现了太阳跟踪系统、海浪模拟装置、飞机驾驶模拟、船舶驾驶模拟器、地震再现、火箭助飞发射装置、宇航环境模拟、高层建筑防震系统及紧急刹车装置等,均采用了液压技术。 总之,一切工程领域,凡是有机械设备的场合,均可采用液压技术。它的发展如此之快,应用如此之广,其原因就是液压技术有着优异的特点,归纳起来液压动力传动方式具有显著的优点:其单位重量的输出功率和单位尺寸输出功率大;液压传动装置体积小、结构紧凑、布局灵活,易实现无级调速,调速范围宽,便于与电气控制相配合实现自动化;易实现过载保护与保压,安全可靠;元件易于实现系列化、标准化、通用化;液压易与微机控制等新技术相结合,构成“机-电-液-光”一体化便于实现数字化。1.2 液压机的发展及工艺特点 液压机是制品成型生产中应用最广的设备之一,自19世纪问世以来发展很快,液压机在工作中的广泛适应性,使其在国民经济各部门获得了广泛的应用。由于液压机的液压系统和整机结构方面,已经比较成熟,目前国内外液压机的发展不仅体现在控制系统方面,也主要表现在高速化、高效化、低能耗;机电液一体化,以充分合理利用机械和电子的先进技术促进整个液压系统的完善;自动化、智能化,实现对系统的自动诊断和调整,具有故障预处理功能;液压元件集成化、标准化,以有效防止泄露和污染等四个方面。 作为液压机两大组成部分的主机和液压系统,由于技术发展趋于成熟,国内外机型无较大差距,主要差别在于加工工艺和安装方面。良好的工艺使机器在过滤、冷却及防
四柱液压机工作原理解读
四柱液压机工作原理 四柱液压机四柱液压机是油泵把液压油输送到集成插装阀块,通过各个单向阀和溢流阀把液压油分配到油缸的上腔或者下腔,在高压油的作用下,使油缸进行运动。液压机是利用液体来传递压力的设备。液体在密闭的容器中传递压力时是遵循帕斯卡定律。 四柱液压机由主机及控制机构两大部分组成。液压机主机部分包括液压缸、横梁、立柱及充液装置等。动力机构由油箱、高压泵、控制系统、电动机、压力阀、方向阀等组成。[1](二用途8 该液压机适用于可塑性材料的压制工艺。如粉末制品成型、塑料制品成型、冷(热挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。 四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、 手动及半自动三种操作方式。 (三特点 机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及 半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。 液压机简介 (又名:油压机利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。当然,用途也根据需要是多种多样的。如按传递压强的液体种类来分,有油压机和水压机两大类。水压机机产生的总压力较大,常用于锻造和冲压。锻造水压机又分为模锻水压机和自由锻水压机两种。模锻水压机要用模具,而自由锻水压机不用模具。我国制造的第一台万吨水压机就是自由锻造水压机。 工作原理
四柱液压机[2]的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满 足执行机构运动速度的要求,选用一个油泵或多个油泵。低压(油压小于2.5用齿轮泵;中压(油压小于6.3用叶片泵;高压(油压小于32.0用柱塞泵。各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。 安全操作 1、液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。 2、作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。 3、液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。 4、装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。 5、液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象。深圳油压机系列引 &开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象。 7、调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产。 8、对于不同的液压机型材及工件,压装、校正时,应随时调整压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件。
小型液压机课程设计报告书
前言 液压机是制品成型生产中应用最广的设备之一,自19世纪问世以来发展很快,液压机在工作中的广泛适应性,使其在国民经济各部门获得了广泛的应用。由于液压机的液压系统和整机结构方面,已经比较成熟,目前国外液压机的发展不仅体现在控制系统方面,也主要表现在高速化、高效化、低能耗;机电液一体化,以充分合理利用机械和电子的先进技术促进整个液压系统的完善;自动化、智能化,实现对系统的自动诊断和调整,具有故障预处理功能;液压元件集成化、标准化,以有效防止泄露和污染等四个方面。 作为液压机两大组成部分的主机和液压系统,由于技术发展趋于成熟,国外机型无较大差距,主要差别在于加工工艺和安装方面。良好的工艺使机器在过滤、冷却及防止冲击和振动方面,有较明显改善。在油路结构设计方面,国外液压机都趋向于集成化、封闭式设计,插装阀、叠加阀和复合化元件及系统在液压系统中得到较广泛的应用。特别是集成块可以进行专业化的生产,其质量好、性能可靠而且设计的周期也比较短。 近年来在集成块基础上发展起来的新型液压元件组成的回路也有其独特的优点,它不需要另外的连接件其结构更为紧凑,体积也相对更小,重量也更轻无需管件连接,从而消除了因油管、接头引起的泄漏、振动和噪声。逻辑插装阀具有体积小、重量轻、密封性能好、功率损失小、动作速度快、易于集成的特点,从70年代初期开始出现,至今已得到了很快的发展。我国从1970年开始对这种阀进行研究和生产,并已将其广泛的应用于冶金、锻压等设备上,显示了很大的优越性。 液压机工艺用途广泛,适用于弯曲、翻边、拉伸、成型和冷挤压等冲压工艺,压力机是一种用静压来加工产品。适用于金属粉末制品的压制成型工艺和非金属材料,如塑料、玻璃钢、绝缘材料和磨料制品的压制成型工艺,也可适用于校正和压装等工艺。 由于需要进行多种工艺,液压机具有如下的特点: (1)工作台较大,滑块行程较长,以满足多种工艺的要求; (2)有顶出装置,以便于顶出工件; (3)液压机具有点动、手动和半自动等工作方式,操作方便; (4)液压机具有保压、延时和自动回程的功能,并能进行定压成型和定程成型的操作,特别适合于金属粉末和非金属粉末的压制; (5)液压机的工作压力、压制速度和行程围可随意调节,灵活性大。
小型液压机液压系统课程设计
$ 攀枝花学院 学生课程设计(论文) 题目:小型液压机的液压系统 学生姓名: vvvvvv 学号: vvvvvvvv < 所在院(系):机械工程学院 专业: 班级: 指导教师: vvvvvv 职称: vvvv # 2014 年 06 月 15 日 攀枝花学院教务处制
)
》 攀枝花学院本科学生课程设计任务书
目录 前言 (1) 一设计题目 (2) 二技术参数和设计要求 (2) 三工况分析 (2) 四拟定液压系统原理 (3) . 1.确定供油方式 (3) 2.调速方式的选择 (3) 3.液压系统的计算和选择液压元件 (4) 4.液压阀的选择 (6) 5.确定管道尺寸 (6) 6.液压油箱容积的确定 (7) 7.液压缸的壁厚和外径的计算 (7) 8.液压缸工作行程的确定 (7) [ 9.缸盖厚度的确定 (7)
10.最小寻向长度的确定 (7) 11.缸体长度的确定 (8) 五液压系统的验算 (9) 1 压力损失的验算 (9) 2 系统温升的验算 (11) 3 螺栓校核 (11) 总结 (13) : 参考文献 (14)
前言 液压传动是以流体作为工作介质对能量进行传动和控制的一种传动形式。利用有压的液体经由一些机件控制之后来传递运动和动力。相对于电力拖动和机械传动而言,液压传动具有输出力大,重量轻,惯性小,调速方便以及易于控制等优点,因而广泛应用于工程机械,建筑机械和机床等设备上。 作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。 液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。如冲压、弯曲、翻边、薄板拉伸等。也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。本文根据小型压力机的用途﹑特点和要求,利用液压传动的基本原理,拟定出合理的液压系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格和进行系统的结构设计。小型压力机的液压系统呈长方形布置,外形新颖美观,动力系统采用液压系统,结构简单、紧凑、动作灵敏可靠。该机并设有脚踏开关,可实现半自动工艺动作的循环。
小型液压机液压设计概要
题目: 姓名:学号: 院系: 专业:指导老师:时间:
前言 液压传动是以流体作为工作介质对能量进行传动和控制的一种传动形式。利用有压的液体经由一些机件控制之后来传递运动和动力。相对于电力拖动和机械传动而言,液压传动具有输出力大,重量轻,惯性小,调速方便以及易于控制等优点,因而广泛应用于工程机械,建筑机械和机床等设备上。 作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。 液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。如冲压、弯曲、翻边、薄板拉伸等。也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。本文根据小型压力机的用途﹑特点和要求,利用液压传动的基本原理,拟定出合理的液压系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格和进行系统的结构设计。小型压力机的液压系统呈长方形布置,外形新颖美观,动力系统采用液压系统,结构简单、紧凑、动作灵敏可靠。该机并设有脚踏开关,可实现半自动工艺动作的循环。 一设计题目 小型液压机液压系统设计 二技术参数和设计要求; 液压机的工作循环分别由快速空程下行、减速下行、压制、保压、快速回程、停止的工作循环,快速往返速度为 3.5m/min,加压速度为50~250mm/min,压制力为200000N,运动部件总重量为20000N,行程300mm。 三工况分析 首先根据已知条件绘制运动部件的速度循环图。
液压机主机结构设计与计算
编号: 毕业设计说明书 题目:液压机主机结构设计与计算 院(系):机电工程学院 专业:机械设计制造及自动化 学生姓名: 学号: 指导教师单位: 姓名: 职称: 题目类型:?理论研究?实验研究?工程设计?工程技术研究?软件开发 2014年6月4日
根据任务书的要求,在设计前查阅了相关资料,了解了四柱式通用液压机的工作原理、设计过程,设计了一台四柱式通用液压机的主机部分。通过工作要求计算出液压机的主要技术规格,进行多种四柱式液压机的方案论证比较,选出了最优设计方案。根据最优方案,依次设计完成了液压系统、主机结构和泵站的设计计算。 液压机主缸是液压机的主要工作部件,液压机主缸的性能直接影响着液压机整体工艺水平。通过细致的分析及理论研究解决易损部分设计结构中存在的问题,可以使液压缸整体上达到工艺强度要求,提高液压缸应用的工艺水准及使用寿命。所以对液压机主缸进行细致严谨的设计计算对对液压机的设计生产有着至关重要的作用。 本论文从总体上对液压机本体结构,主要结构部件进行设计及必要的校核,对液压机主缸主要参数进行计算,并对所得结果进行分析、验算,从而力争使液压机主缸能够满足生产工艺要求,并从整体上提高液压机的工艺水准,使液压机设计水平更上一个新的台阶。 关键词:液压机;结构设 计;液压缸
According to the mission statement of requirements before designing the access to relevant information, to understand the working principle of universal four-column hydraulic machine, the design process, the design of a common host part of a four-post hydraulic press. Through the work required to calculate the main technical specifications of hydraulic machines, for a variety of four-column hydraulic machine demonstration program compares to elect the optimal design. According to the optimal solution, in order to complete the design of the hydraulic system, the host structure and pumping station design calculations. Hydraulic master cylinder is the main working parts of hydraulic press, hydraulic press master cylinder direct impact on the performance of the overall technological level of hydrauli c machines. Through careful analysis and theory to solve the structure vulnerable part of the d esign problems in it , and the hydraulic cylinder can be reached technological strength of the o verall requirements of the application of technology to improve the standard of the hydraulic c ylinder and life. So the cylinder for hydraulic design of meticulous calculation of the design and production of hydraulic machines has a vital role. This paper generally focus on the body structure of the hydraulic press, and design the m ajor structural components and its necessary check , calculation of the main parameters of the hydraulic master cylinder, and analysis and checking the results. To strive to make the hydraul ic master cylinder to meet the requirements of production press and raise the overall technolo gical level of the hydraulic press, and hydraulic press design level to advance to a new level. Keywords: Hydraulic press;Structural Design;Hydraulic cylinder
四柱液压机技术参数
四柱液压机技术参数 四柱液压机是各类铝、镁合金压铸制品的毛边冲切及整形,塑料制品的整切;也适用于塑性材料的成形如板料的落料、拉伸等、是TM106普通型的升级产品, 四柱液压机采用先进的子母缸液压回路.无论是噪音,速度, 耗电功率,均优于普通液压冲床是款高效率高速度,高出力,高环保的新一代液压冲床本机在压铸行业应用最为广泛。(欢迎来电咨询:400-6626-500) 四柱液压机特点: 1、采用四柱三板式结构,活动板与工作面平行精度高,四个精密导套使下压垂直精度高。 2、安全设计周全,双手操作,设有紧急按钮(光电保护装置需另加装)及上下寸动调模按钮; 3、工作台面配有落料槽及吹气装置,提高生产效率; 4、压力、行程、速度、保压时间、闭合高度均可按需求调整,方便操作; 5、工作台下方装有脚轮和脚杯,可轻便移动,省力高效; 四柱液压机适用范围: 各类铝、镁合金压铸制品的毛边冲切及整形,塑料制品的整切;也适用于塑性材料的成形如板料的落料、拉伸、压印等以及塑料、粉末制品的压制等多种用途。汽车和摩托车配件行业用途最广泛; 四柱液压机 适用范围:(精密压铸品切边机,精密四柱三板液压机,50吨油压冲切机,30吨快速油压机,铝镁制品切边机,五金制品冲边机,按键切割机)。本系列油压机是各类铝、镁合金压铸制品的毛边冲切及整形,塑料制品的整切;也适用于塑性材料的成形如板料的落料、拉伸等、是TM106普通型的升级产品, 采用先进的子母缸液压回路.无论是噪音,速度, 耗电功率,均优于普通液压冲床是款高效率高速度,高出力,高环保的新一代液压冲床本机在压铸行业应用最为广泛. 四柱液压机产品技术特点: 1.该系列液压机床以2-20MPA的液体压力为动力源,外接三相AC380V 50HZ或三相 AC220 60HZ交流电源. 2.该系列设备以液体作为介质来传递能量, 采用先进的子母缸液压回路,油温低,空行程速度均在150MM/秒以上, 工进速度30 MM/秒以下 3. 设备待机,滑快上下移动时噪音均不超过75分贝. 4.采用四柱三板式结构,活动板的垂直精度由四个精密导套控制,下工作面与上工作面任意点的平行精度达到0.1MM以下. 5.冲床具有废料吹气装配.并在下工作台中央开有废料落料槽. 6.冲床的冲切下止点位置一般通过压力开关,位置感应器进行控制. 7.具有自动计数功能,分手动和半自动两种控制方式,手动可将压装上模停在任意行程范围内,配有紧急回升按钮,也可加装红外线护手装置 8.压力、行程、冲切速度、吹气时间、闭合高度客户均可自行调整,方便操作; 9.液压系统内置油箱底部,外观整洁,稳重。
小型液压机的液压系统课程设计
小型液压机的液压系统课程设计
学生课程设计(论文) 题目:小型液压机的液压系统 学生姓名: vvvvvv 学号:vvvvvvvv 所在院(系):机械工程学院 专业: 班级: 指导教师:vvvvvv 职称:vvvv 2014 年06 月15 日
课程设计任务书 题 小型液压机的液压系统设计 目 1、课程设计的目的 液压系统的设计和计算是机床设计的一部分。设计的任务是根据机床的功用、运动循环和性能等要求,设计出合理的液压系统图,再经过必要的计算,确定液压系统的主要参数,然后根据计算所得的参数,来选用液压元件和进行系统的结构设计。 使学生在完成液压回路设计的过程中,强化对液压元器件性能的掌握,理解不同回路在系统中的各自作用。能够对学生起到加深液压传动理论的掌握和强化实际运用能力的锻炼。
2、课程设计的内容和要求(包括原始数据、技术要求、工作要求等) 要求学生在完成液压传动课程学习的基础上,运用所学的液压基本知识,根据液压元件、各种液压回路的基本原理,独立完成液压回路设计任务。 设计一台小型液压机的液压系统,要求实现的工作循环:快速空程下行——慢速加压——保压——快速回程——停止。快速往返速度为4m/min,加压速度为40-250mm/min,压制力为300000N,运动部件总重量为20000N。。设计结束后提交:①5000字的课程设计论文;②液缸CAD图纸2号一张;③三号系统图纸一张。 3、主要参考文献 [1]左健民.液压与气压传动.第 2 版.北京机械工业出版社2004. [2]章宏甲.液压与气压传动.第 2 版.北京机械工业出版社2001. [3]许福玲. 液压与气压传动. 武汉华中科技大学出版社2001. [4]张世伟.《液压传动系统的计算与结构设计》.宁夏人民出版社.1987. [5]液压传动手册. 北京机械工业出版社2004.
小型液压机液压系统设计(毕业设计)包教答辩
目录 1、压力机液压系统设计要求 (4) 2、压力机液压系统工况分析 (5) 2.1液压缸工作过程运动分析 (5) 2.2液压缸工作过程负载分析 (6) 3、液压缸的设计 (10) 3.1初选液压缸的工作压力 (10) 3.2计算液压缸的尺寸 (10) 3.3计算液压缸的有效面积 (10) 3.4液压缸各工作阶段的压力、流量、功率计算 (11) 3.5液压缸的壁厚和外径的计算 (12) 4、液压缸缸盖厚度的确定 (13) 5、液压缸缸盖螺栓计算和选择 (13) 6、液压系统图的拟定 (14) 6.1供油方式的拟定 (14) 6.2调速回路的选择 (14) 6.3速度连接回路的选择 (14) 6.4保压回路的选择 (14) 6.5泄压换向方法的选择 (15) 6.6平衡及锁紧回路的选择 (16) 6.7系统的工作过程分析 (16) 7、确定液压泵的型号及电动机的型号 (17) 7.1泵工作压力的确定 (17) 7.2泵的流量确定 (18) 7.3选择液压泵的规格 (18) 7.4电动机的选定 (18) 8、阀类元件及附件的选择 (19) 9、确定管道尺寸 (19) 10、液压油箱容积的确定 (20) 11、液压油的选择 (20) 12、液压系统性能的验算 (20) 12.1 压力损失的验算 (20) 12.2 油液温升的计算 (22) 12.3 散热量的计算 (23) 结论 (25) 参考文献 (26)
液压机是一种用静压来加工金属、塑料、橡胶、粉末制品的机械,在许多工业部门得到了广泛的应用。液压传动系统的设计在现代机械的设计工作中占有重要的地位。液体传动是以液体为工作介质进行能量传递和控制的一种传动系统。本文利用液压传动的基本原理,拟定出合理的液压传动系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格。确保其实现快速下行、慢速加压、保压、快速回程、停止的工作循环。 关键词:液压机、课程设计、液压传动系统设计
四柱液压机的安全操作规程
行业资料:________ 四柱液压机的安全操作规程 单位:______________________ 部门:______________________ 日期:______年_____月_____日 第1 页共5 页
四柱液压机的安全操作规程 1、禁止无工作经验人员控制液压机,新员工要培训后再上岗。 2、发现机械、模具异常及时上报,待修理合格后方可生产。 3、克服麻痹大意违规操作,禁止二人以上同时操作液压机。 (开动前应先检查各紧固件是否牢靠,各运转部分及滑动面有无障碍物,限位装置及安全防护装置是否完善。) 4、机械维修、保养必须切断电源,垫上枕木。 5、液压机运转中,严禁进入模腔内修理模具,进出产品要严格注意安全。用安全器先把产品往边上移,等确认安全后再用手拿。 6、安装模具必须规范,压板压好后再检查一次,压机的闭合高度要控制在能调节的范围内,压机的压力要由小到大调节,首件必须要点动作业。 7、工具、压板、螺杆、螺帽、垫块要轻拿轻放,用后要放在架子上摆放好。 8、按照润滑图表的规定加注润滑油,检查油量、油路是否畅通,油质是否良好。 (严禁乱调调节阀及压力表,应定期校正压力表。保持液压油的油质,工作油温度不许超过45℃,若出现异常,即停机。) 9、检查液压机各紧固件是否牢靠、限位装置及安全防护装置是否完整、可靠。 10、液压机作空行程试运转;检查各按钮、开关、阀门、限位装置等是否灵活可靠;确认液压系统压力正常、工作横梁运动灵活后,方可工作。 第 2 页共 5 页
四柱裁断机安全操作规程 1注意事项: 1.1四柱裁断机操作人员必须经过相关培训,掌握操作技能,并严格遵守本安全操作规程进行作业; 1.2必须遵守通用机床安全操作规程的相关要求。 2工作前认真做到: 2.1工作前按规定穿戴好防护用品,扎好袖口,不准戴围巾、戴手套。女工发辫应挽在帽子内; 2.2按点检表要求仔细检查设备,润滑相应加油部位。并空转试车12分钟。 3工作中认真做到: 3.1裁刀设定时,一定要先放松设定手轮,使设定杆接触到裁断点控制开关,否则裁刀设定开关转至ON时,无法产生设定的动作; 3.2工作时裁刀尽量置于上压板的中央位置,以免造成机械之单边磨损,影响其寿命; 3.3更换新裁刀,如高度不一样时,应按设定方法重新设定; 3.4裁断动作时,双手请离开裁刀或斩板,严禁用手去扶助刀模而来裁断,以免产生危险; 3.5操作人员如需暂离岗位时,请务必关闭电机开关,以免他人不当操作而导致损坏机台和他人受伤; 第 3 页共 5 页
液压课程设计要求及题目2014-5
题目1: 一卧式钻镗组合机床动力头要完成快进-工进-快退-原位停止的工作循环;最大切削力为F L=11500N,动力头自重F G=19500N;工作进给要求能在0.02~1.2m/min范围内无级调速,快进、快退速度为6m/min;工进行程为100mm,快进行程为300mm;导轨型式式平导轨,其摩擦系数取fs=0.2,fd=0.1;往复运动的加减速时间要求不大于0.5s。 设计要求: (1)确定执行元件(液压缸)的主要结构尺寸(D、d等) (2)确定系统的主要参数; (3)选择各类元件及辅件的形式和规格,列出元件明细表; (4)绘制正式液压系统图(A3手绘) (5)进行必要的性能估算(系统发热计算和效率计算)。
题目1: 一台专用双面铣床,最大的切削力为9000N,工作台、夹具和行程的总重量4000N,工件的总重量为1800N,工作台最大行程为600mm,其中工进行程为350mm。工作台的快进速度为4.5m/min,工进速度在50~100mm/min范围内无级调速。工作台往复运动的启制(加速减速时间)为0.05s,工作台快退速度等于快进速度,滑台采用平面导轨。静摩擦系数为0.2s,动摩擦系数为0.1。(夹紧力大于等于最大静摩擦力) 机床的工作循环为:工作定位-工件夹紧-工作台快进-工作台工进-加工到位后停留-快退-原位停止-工件松开-定位销拔出。 要求系统采用电液结合实现自动化循环,速度换接无冲击,且速度要平稳,能承受一定量的反向负载。 试完成: (1)按机床要求设计液压系统,绘制液压系统图;(A3手绘) (2)确定夹紧缸、主工作液压缸的结构参数; (3)计算系统各参数,选择液压元件型号,列出元件明细表; (4)列出设计系统中的电磁铁动作顺序表。
400T液压机设计
诚信声明 本人声明: 1、本人所呈交的毕业设计(论文)是在老师指导下进行的研究工作及取得的研究成果; 2、据查证,除了文中特别加以标注和致谢的地方外,毕业设计(论文)中不包含其他人已经公开发表过的研究成果,也不包含为获得其他教育机构的学位而使用过的材料; 3、我承诺,本人提交的毕业设计(论文)中的所有内容均真实、可信。 作者签名:日期:年月日
毕业设计(论文)任务书 题目:__________________________________________________________________________ 姓名____学院__________专业__________ 班级___ 学号_________ 指导老师______________职称__________ 教研室主任 __________________ 一、基本任务及要求: _查阅20篇以上参考文献,设计一400t液压机,完成总装图和规定的零部件图,并按规定格式撰写 文献综述、开题报告、毕业设计说明书。要求:方案可行,机构合理,经济实用,并满足给定的以 下设计技术条件。参数:公称压力:4000kN:最大工作压力:25MPa;开口高度:1400mm ;滑块最大 行程:800mm:工作台面有效尺寸(长X宽):1200mmX1260mm。 _______________________________________________________________________ ______________________________________________________________________ _______________________________________________________________________ _______________________________________________________________________ _______________________________________________________________________ 二、进度安排及完成时间: __液压机的总体设计,液压机液压系统设计,各部分的基本尺寸的计算和验证,部件装配图、零件 图设计及三维建模。 _____________________________________________________________________ _______________________________________________________________________ ______________________________________________________________________ _______________________________________________________________________ ______________________________________________________________________
2000kN四柱液压机液压系统工作原理
2000kN四柱液压机液压系统工作原理 作者殷洪福 2000kN四柱液压机是一台宽工作台的压力机,工作台尺寸为2000mm(左右)×1500mm(前后)。这台机的设计目标是大尺寸薄板零件的拉深、翻边、冲裁工艺。这台机的液压系统有几个特点:1.设置高压、低压两个可以根据工艺力的大小而自动切换的油源;2.上下油缸可以单独运行,也可以差动运行;3.主油缸的柱塞内包含顶出油缸,可以进行上顶出(脱模)操作。 为说明液压系统的工作原理,以设备的典型运作过程(凹模在上方、凸模在下方的反向拉深工艺过程)为例。 图示液压系统是完成一次工作循环之后的状态。下一次工作循环从系统升压开始。系统工作原理说明如下。 1.系统升压 先导式溢流阀12原处于卸荷状态,高压油源失效。低压油源仍处于供油状态。 将手动换向阀11的手柄推到位置Ⅰ,控制油路X1升压,使溢流阀12恢复正常工作状态,高压油源恢复供油,系统压力升高至设定数值。 2.滑块快速下降 将手动换向阀9的手柄拉到位置Ⅲ,支承滑块的油缸4的下腔回油路接通,滑块在自重的作用下,快速下降,直至上模(凹模)接触工件。滑块在下降过程中一方面将上油缸3的柱塞向下拉,使上油缸3内腔产生负压,造成正向打开液控单向阀(大流量的充液阀)2的趋势;另一方面压迫油缸4下腔的油,使之压力升高,压力油通过控制油路X2迫使液控单向阀2彻底打开(正反向都处于开启状态),于是,充液过程开始,油箱1内的油通过大直径油管被吸进上油缸3。与此同时,另一部分来自两个油源的油通过换向阀9进入上油缸3。
有一个问题需要说明:滑块快速下降主要靠自重作用,但是,自重作用并不可靠,如果滑块下降受阻(或许是因为滑块与立柱之间的滑动付力学异常),就可能发生下降不顺甚至卡死的现象。这种现象通常不会发生。然而,这种现象一旦发生,就会进入如“工作行程”那样的过程,滑块被上油缸3的柱塞强迫下降,系统依然正常工作。 单向节流阀13的作用是增加油缸4下腔回油路上的阻力,以求提高控制油路X2的压力,以便打开液控单向阀2。 3.滑块工作行程 滑块快速下降,直至上模接触工件,之后,滑块工作行程开始,下降阻力(包括拉深力、压边力)增加,下降速度降低,致使油缸4下腔的压力迅速降低(因为通过单向节流阀13的流量减少, 节流阀前后压力差减小),控制油路X2的压力亦随之降低,以至无力保持液控单向阀2反向开启状态,此时两个油源(低压油)继续通过换向阀9进入上油缸3,使上油缸3的压力升高,液控单向阀2关闭,充液停止。随后,上油缸3的压力迅速升高,如果此时低压油仍不足以克服工作阻力(通常是这样),那么,系统即时自动切换油源,高压油将接着进入上油缸3,升压,工作行程继续进行。 4.滑块回程 工作行程终止后,将换向阀9的手柄推到位置Ⅰ,油缸4上腔以及上油缸3的压力消失,而油缸4下腔的压力升高,通过油路X2使液控单向阀2再次反向打开,接通上油缸3的回油路,滑块被油缸4顶推上升,上油缸3的油通过大直径油管返回油箱。 滑块上升到适当高度后,将换向阀9的手柄拉回位置Ⅱ(放开手后,手柄会自动回复到位置Ⅱ),滑块停止上升,并由油缸4支承。 5.上顶出行程 上油缸3柱塞的中部装有顶出油缸。该油缸活塞由换向阀8控制顶出、退回,并由单向调速阀15调节顶出速度。 6.下油缸动作 下油缸5在本例工艺过程中的作用是压边。滑块下降之前,下油缸5处于顶出状态,即换向阀10的手柄处于位置Ⅰ,并且在滑块下降过程中(包括快速行程和工作行程),换向阀10的手柄位置始终保持不变。因此,在滑块工作行程中,下油缸5始终与上油缸3“对着干”,从而产生压边力。但由于上油缸3的截面积远大于下油缸5下腔的截面积,在相等的油压下,上油缸3向下的推力远大于下油缸5向上的顶力,以至除了克服拉深力、油缸4的阻力外,剩余推力还足以克服下油缸5的对抗力,迫使下油缸5的活塞向下退缩。在下油缸5的活塞退缩过程中,下油缸5下腔的油通过换向阀10(反向流动)、换向阀9进入上油缸3,使上油缸3获得“额外”的高压油,提高工作行程速度(提高90 %)。上下油缸如此运行称为“差动运行”。 滑块完成工作行程之后转入回程时,换向阀10的手柄位置可以保持不变,即仍处于位置Ⅰ,这时下油缸5的活塞将随着滑块上升而顶出(使工件脱出凸模),这样,下油缸5将会耗用部分压力油,从而降低滑块回程速度。为了提高滑块回程速度,应关闭下油缸5的进油路,即将换向阀10的手柄拉到回位置Ⅱ,待滑块上升到终点后,再将手柄推回到位置Ⅰ。 换向阀10的手柄位置Ⅲ是为适应其它工艺操作而设的(实施本例操作时,位置Ⅲ实为空置)。 溢流阀14用来调节下油缸5的顶出力(压边力)。实施本例操作时,如前面所述,上下油缸的运行方式为“差动运行”,此时溢流阀14的设定压力大于溢流阀12的设定压力(供油压力),这样,下油缸5下腔的油就不可能通过溢流阀14排出,而是全部进入上油缸3。当要实施拉深力较大而压边力较小的工艺操作时,就应采用“非差动运行”方式,即令溢流阀14的设定压力小于溢流