工艺质量控制计划 (1)
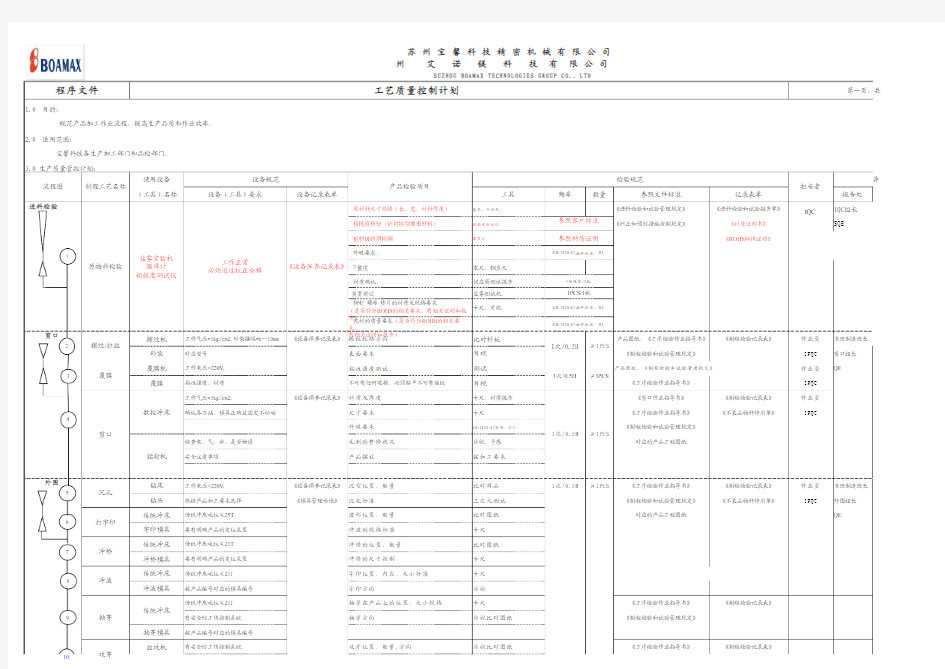
1.0 目的:
2.0 适用范围:
3.0 生产质量管控计划:
使用设备
(工具)名称设备(工具)要求设备记录表单工具频率数量参照文件标准记录表单报告处 原材料尺寸规格(长,宽,材料厚度)
卷尺,千分尺,《进料检验和试验管理规定》《进料检验和试验报告单》IQC IQC组长 粗糙度检验(针对特别要求材料)
粗糙度测试仪《纠正和预防措施控制规定》
《材质证明书》SQE 板材镀锌层检测
膜厚计《ROHS 环保证明》 外观要求, 平整度
塞尺,钢直尺 材质确认,
供应商测试报告 盐雾测试
盐雾测试机 铆钉` 螺母` 垫片的材质及规格要求
(是否符合ROHS 的相关要求,有相关证明和报
告)卡尺,牙规 包材的质量要求(是否符合ROHS 的相关要求,有相关证明和报告)擦纹机工作气压=5kg/cm2,砂袋摆幅=6--10mm 《设备保养记录表》擦纹纹路方向比对样板 产品图纸,《工序检验作业指导书》《制程检验记录表》作业员当班制造班长砂袋
对应型号表面要求目视《制程检验和试验管理规定》IPQC 剪口组长覆膜机
工作电压=220V,
粘性强度测试,测试 产品图纸,《制程检验和试验管理规定》作业员QE 覆膜粘性强度,材质
不可有任何破损,必须贴平不可有皱纹目视《工序检验作业指导书》IPQC 工作气压=5kg/cm2,《设备保养记录表》材质及厚度卡尺,材质报告
《剪口作业指导书》《制程检验记录表》作业员确认各刀站,模具正确且固定不松动
尺寸要求卡尺
《工序检验作业指导书》《不良品物料停用单》IPQC 外观要求GB-2828-87标准:S-1《制程检验和试验管理规定》检查电,气,水,是否畅通毛刺的整修状况
目视,手感对应的产品工程图纸安全注意事项产品摆放按加工要求
钻床工作电压=220V,《设备保养记录表》沉空位置,数量比对样品1次/0.5H ≥1PCS 《工序检验作业指导书》《制程检验记录表》作业员当班制造班长钻头
根据产品加工要求选择《模具管理台帐》沉孔标准三次元测试《制程检验和试验管理规定》《不良品物料停用单》IPQC 外围组长传统冲床传统冲床吨位≤25T
波形位置,数量比对图纸对应的产品工程图纸QE 字印模具要有明确产品的定位装置
冲波的规格标准卡尺传统冲床传统冲床吨位≤25T
冲桥的位置,数量比对图纸冲桥模具要有明确产品的定位装置
冲桥的尺寸控制卡尺传统冲床传统冲床吨位≤25T
字印位置,内容,大小标准卡尺冲波模具按产品编号对应的模具编号
字印方向目视传统冲床吨位≤25T 抽芽在产品上的位置,大小规格
卡尺《工序检验作业指导书》《制程检验记录表》有安全防工伤控制系统抽芽方向目视比对图纸《制程检验和试验管理规定》抽芽模具
按产品编号对应的模具编号丝攻机
有安全防工伤控制系统攻牙位置,数量,方向目视比对图纸《工序检验作业指导书》《制程检验记录表》第一页,共
异 宝馨科技各生产加工部门和品检部门。
《设备保养记录表》GB-2828-87抽样标准:S-11PCS/1批设备规范盐雾实验机膜厚计
粗糙度测试仪工作正常必须进过校正合格冲波产品检验项目 规范产品加工作业流程,提高生产品质和作业效率。
攻芽冲桥流程图
制程工艺名称 苏 州 宝 馨 科 技 精 密 机 械 有 限 公 司
擦纹/拉丝
1次/0.5H ≥1PCS 1份报告/1批GB-2828-87抽样标准:S-1
1次/0.5H ≥1PCS 州 艾 诺 镁 科 技 有 限 公 司
SUZHOU BOAMAX TECHNOLOGIES GROUP CO.,LTD
担当者剪口
程序文件
工艺质量控制计划 剪口
覆膜GB-2828-87抽样标准:S-1检验规范 进料检验 外围
沉孔
打字印原物料检验抽芽
数控冲床镭射机参照客户标准参照材质证明传统冲床1次/0.5H ≥1PCS 4213810
9657