计量仪器培训资料

第一部分卡尺
第一章游标卡尺
一、外校项目与工具
第一节带表卡尺检定规程(JJG400-85)
本规程适用于新制造、使用中和修理后的分度值为0.01 > 0.02 和0.05mm测量上限制到300mn t勺带表卡尺的检定。
一、概述
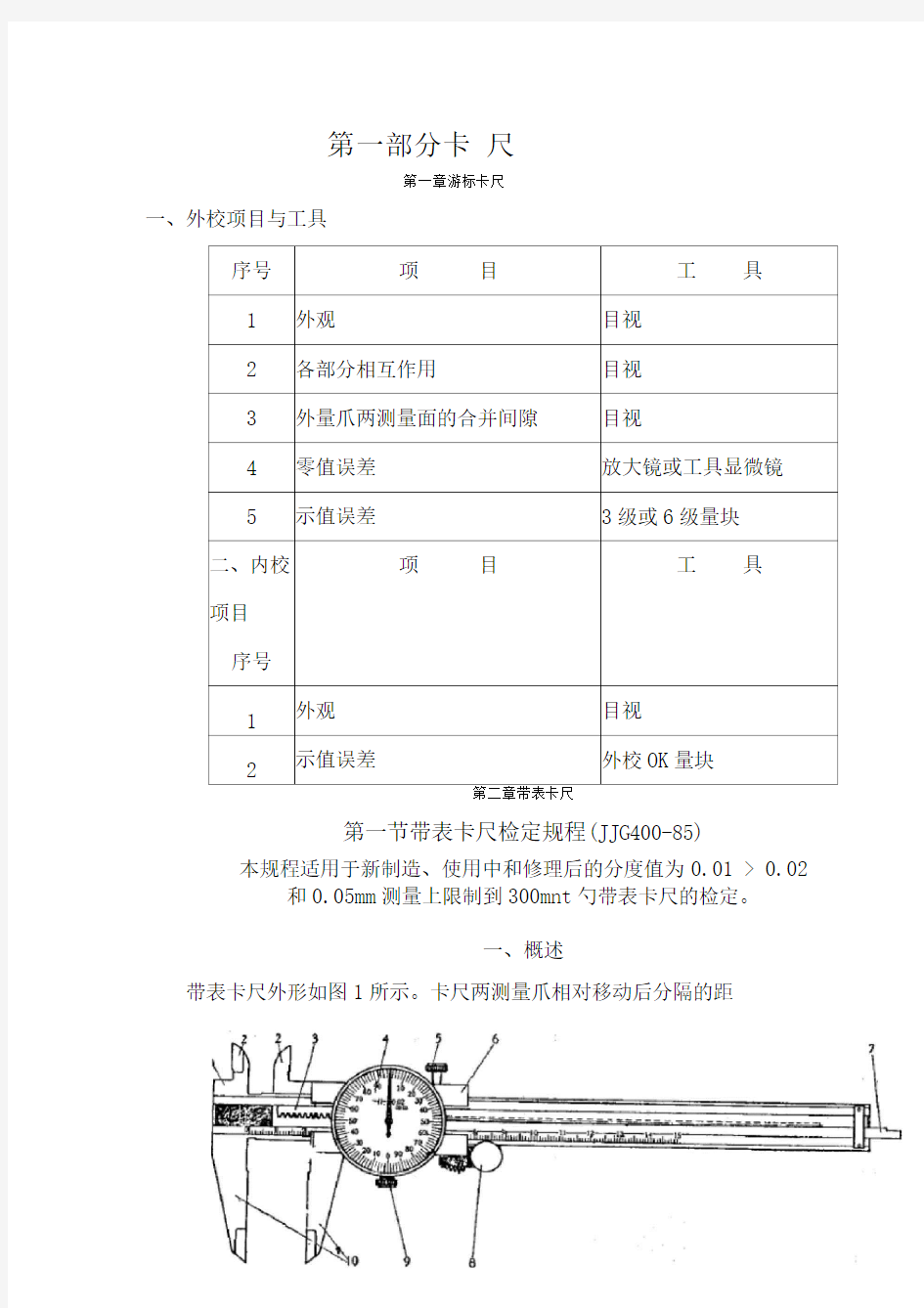
带表卡尺外形如图1所示。卡尺两测量爪相对移动后分隔的距
离,在尺身上指示毫米示值的整数部分,在指示表上指示毫米示值的小数部分。带表卡尺主要用于测量零件的外尺寸和内尺寸。
二、技术要求
1.外观
1.1带表卡尺的表面不应有锈迹、碰伤、镀层脱落及其它影响外观质量的缺陷。
尺身及表盘刻线应清晰、无目力可见的断线。
1.2指示表的表蒙应透明,没有明显的气泡和失真现象。指针方向与表盘刻线方
向应一致,指针末端与任意刻线相重合时应无目力可见的偏斜,相重合的长度应为表盘短刻线全长的(30 -
80)%,指针末端上表面与表盘之间的距离应不大于0.9mm指针
末端宽度应在0.10?0.20mm范围内。
1.3带表卡尺上应有制造厂名(或商标),出厂编号和分度值等标记。
1.4修理后和使用中的带表卡尺,应无影响使用准确度的外观缺陷。
2.各部分相互作用
带表卡尺的尺框相对于尺身不应有明显的晃动,尺框沿尺身移动应平稳,不应有阻滞和松动现象,其移动力及移动力的变化量应不大于表1的规定。
指示表的表盘转动应平稳,指针安装应牢固可靠,深度尺不应有窜动,紧固螺钉的作用应可靠。
表1
3.刻线宽度和宽度差:主尺及表盘的刻线宽度均应在0.10
0.20mm范围内,刻线宽度差不大于0.04mm
4.测量面的表面粗糙度:应不大于表2规定的数值。
5.外测量的平面度与两测量面合并后的间隙应不大于表3的规定。
表 3
(mm)
6.刀口形内测量爪尺寸偏差和平行度应不大于表4的规定
表 4 (mm)
7.零位的正确性带表卡尺处于零位时,尺框基准端面与尺身零刻线右边缘应相切,压线不大于0.05mm,离线不大于0.15mm指示表针应位于
正上方,对尺身导向面的垂直度应不大于2格。
8.示值变动性不大于表5的规定
表 5
(mm)
9.示值误差位于不大于表6的规定。
表 6
(mm)
三、检定条件及检定项目
10.带表卡尺的检定项目及检定工具列表于表7.
表7
注:表中“ +”表示应检定;“-”表示可不检定
11?检定室内温度应为20士5C。检定前应将清洗过的带表卡尺及量块等检定用工具同时置于金属平板上,平衡温度的时间不少于1h ;若置于木
桌上,平衡温度的时间应在2h以上。
四、检定方法
12.外观试验观察,或在工具显微镜上检定。其中指针末端上表面与表盘之间的距离在工具显微镜上采用5倍物镜,通过对指针上表面和表盘分别调焦,利用微动升降读数装置读数。
13.各部分相互作用试验观察,尺框沿尺身的移动力及移动力的变化量用弹簧测力
计检定。
14.主尺及表盘的刻线宽度及刻线宽度差用工具显微镜在主尺及表盘上至少抽检大
致均匀分布的各三条刻线。宽度差按各自受检刻线中最大与最小宽度之差确定。
15.测量面的表面粗糙度
用表面粗糙比较样板检定。
16.外测量爪测量面平面度与两测量面合并后的间隙
16.1平面度检定
分度值为0.01mm和0.2mm的带表卡尺,用2级平晶以干涉法检定,或用0级样板直尺以光隙法检定;分度值为0.05mm的,用
1 级样板直尺以光隙法检定,使用样板直尺检定时,应在测量面两个对角线
和纵向三个位置上进行。
测量面的平面度在边缘0.2m m内不计
16.2两测量面合并后的间隙
移动尺框,使两外测量爪测量面至手感接触时观察间隙。这一检定分别在尺框紧固和松开两种状态下以光隙法检定。
上述检定中,使用的标准光隙由2级平晶及3级量块组成。
17.刀口形内测量爪尺寸偏差与平行度
尺寸偏差和平行度检定,选用测力度较小的(6?7N)千分尺和
10mm等或3级量块检定。检定时,先在测量面间夹一块10mm
量块,并使量块长边平行于两外测量面,紧固螺钉后量块应能在测量面间滑动而不脱落,然后用千分尺沿内测量爪在平行于尺身方向上检定。尺寸偏差以千分尺读数与量块尺寸之差确定。在其它方向测量时,所得偏差不得大于表4 规定的上偏差。平行度以千分尺在内测量爪的顶部和根部两点读数之差确定。
18.零位的正确性
移动尺框使两外测量面手感接触,将指示表盘对零,此时尺框基准端面应与尺身零线相切,若压线,将基准端面退至零刻线右边缘,在指示表上偏
离零位的数值为压线值,若离线,将基准端面退至1mm刻线右
边缘,这时,指示表上的读数与1mn之差为离线值。
带表卡尺处于零位状态时,指示表针的位置在两外测量面接触时观察。
19.示值变动性
移动尺框,使两外测量面至手感接触时在指示表上读数。尺框移动不少于5次,其最大与最小值之差为示值变动性。
20.示值误差
20.1外测量示值误差