加工中心明细表
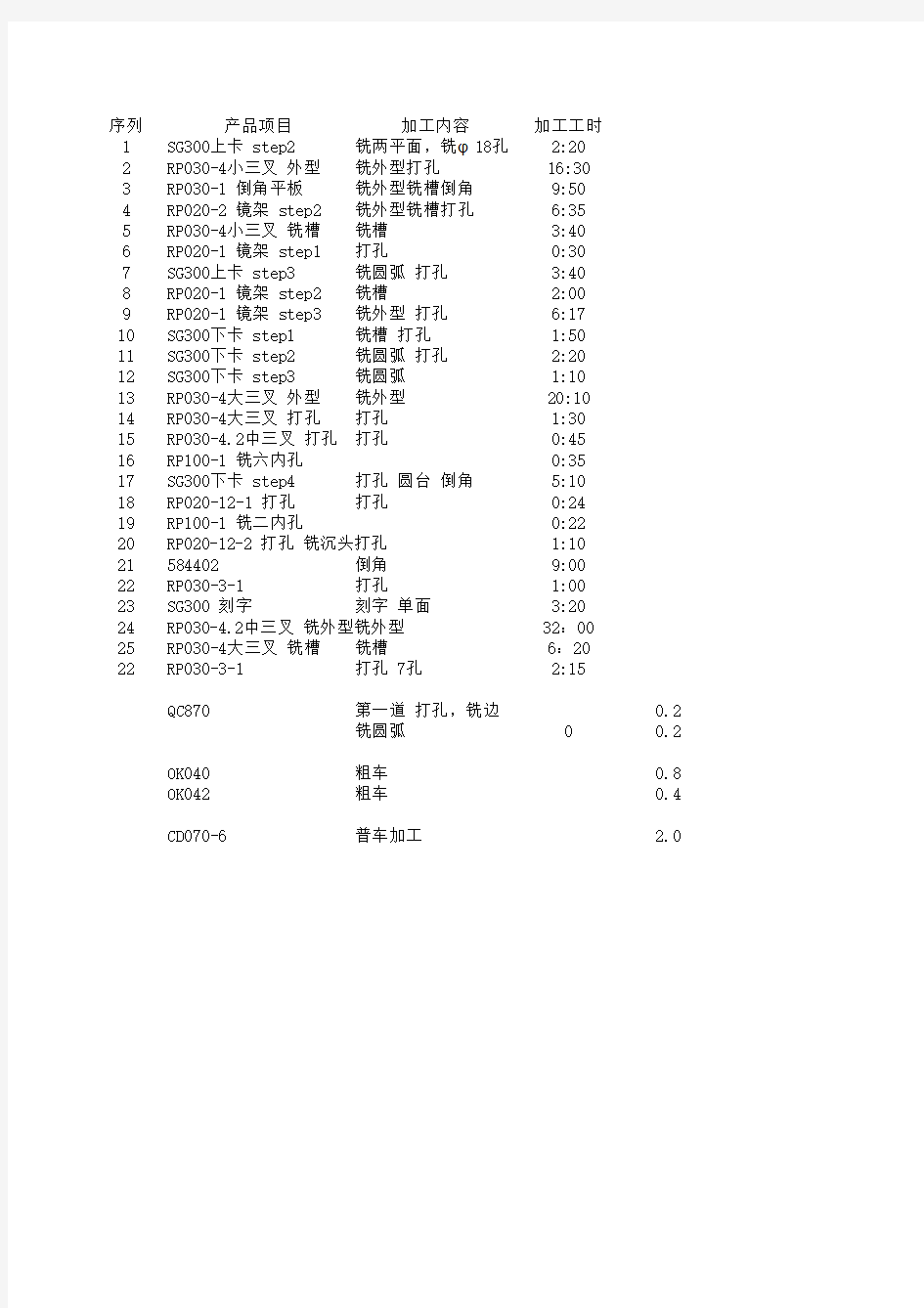
序列产品项目加工内容加工工时
1SG300上卡 step2铣两平面,铣φ18孔2:20
2RP030-4小三叉 外型铣外型打孔16:30
3RP030-1 倒角平板铣外型铣槽倒角9:50
4RP020-2 镜架 step2铣外型铣槽打孔6:35
5RP030-4小三叉 铣槽铣槽3:40
6RP020-1 镜架 step1打孔0:30
7SG300上卡 step3铣圆弧 打孔3:40
8RP020-1 镜架 step2铣槽2:00
9RP020-1 镜架 step3铣外型 打孔6:17
10SG300下卡 step1铣槽 打孔1:50
11SG300下卡 step2铣圆弧 打孔2:20
12SG300下卡 step3铣圆弧1:10
13RP030-4大三叉 外型铣外型20:10
14RP030-4大三叉 打孔打孔1:30
15RP030-4.2中三叉 打孔打孔0:45
16RP100-1 铣六内孔0:35
17SG300下卡 step4打孔 圆台 倒角5:10
18RP020-12-1 打孔打孔0:24
19RP100-1 铣二内孔0:22
20RP020-12-2 打孔 铣沉头打孔1:10
21584402倒角9:00
22RP030-3-1打孔1:00
23SG300 刻字刻字 单面3:20
24RP030-4.2中三叉 铣外型铣外型32:00
25RP030-4大三叉 铣槽铣槽6:20
22RP030-3-1打孔 7孔2:15
QC870第一道 打孔,铣边0.2
铣圆弧00.2 OK040粗车0.8
OK042粗车0.4
CD070-6 普车加工 2.0
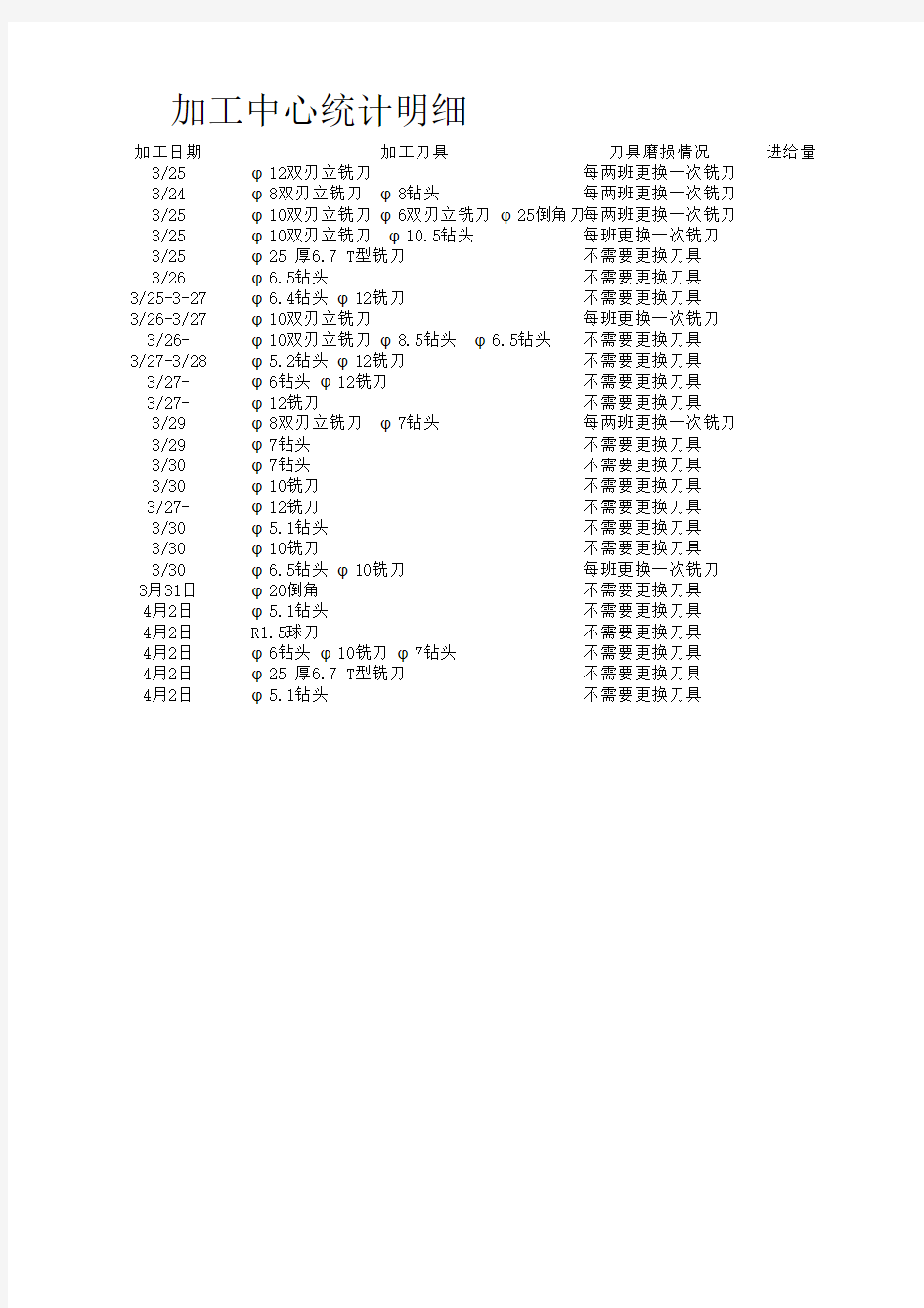
加工中心统计明细
加工日期加工刀具刀具磨损情况进给量3/25φ12双刃立铣刀每两班更换一次铣刀
3/24φ8双刃立铣刀 φ8钻头每两班更换一次铣刀
3/25φ10双刃立铣刀 φ6双刃立铣刀 φ25倒角刀每两班更换一次铣刀
3/25φ10双刃立铣刀 φ10.5钻头每班更换一次铣刀
3/25φ25 厚6.7 T型铣刀不需要更换刀具
3/26φ6.5钻头不需要更换刀具
3/25-3-27φ6.4钻头 φ12铣刀不需要更换刀具
3/26-3/27φ10双刃立铣刀每班更换一次铣刀
3/26-φ10双刃立铣刀 φ8.5钻头 φ6.5钻头不需要更换刀具
3/27-3/28φ5.2钻头 φ12铣刀不需要更换刀具
3/27-φ6钻头 φ12铣刀不需要更换刀具
3/27-φ12铣刀不需要更换刀具
3/29φ8双刃立铣刀 φ7钻头每两班更换一次铣刀
3/29φ7钻头不需要更换刀具
3/30φ7钻头不需要更换刀具
3/30φ10铣刀不需要更换刀具
3/27-φ12铣刀不需要更换刀具
3/30φ5.1钻头不需要更换刀具
3/30φ10铣刀不需要更换刀具
3/30φ6.5钻头 φ10铣刀每班更换一次铣刀
3月31日φ20倒角不需要更换刀具
4月2日φ5.1钻头不需要更换刀具
4月2日R1.5球刀不需要更换刀具
4月2日φ6钻头 φ10铣刀 φ7钻头不需要更换刀具
4月2日φ25 厚6.7 T型铣刀不需要更换刀具
4月2日φ5.1钻头不需要更换刀具
加工程序加工夹具备注
倒角刀对刀向上4.5mm
槽需要与橡胶条配合