间隙、过盈、过渡配合
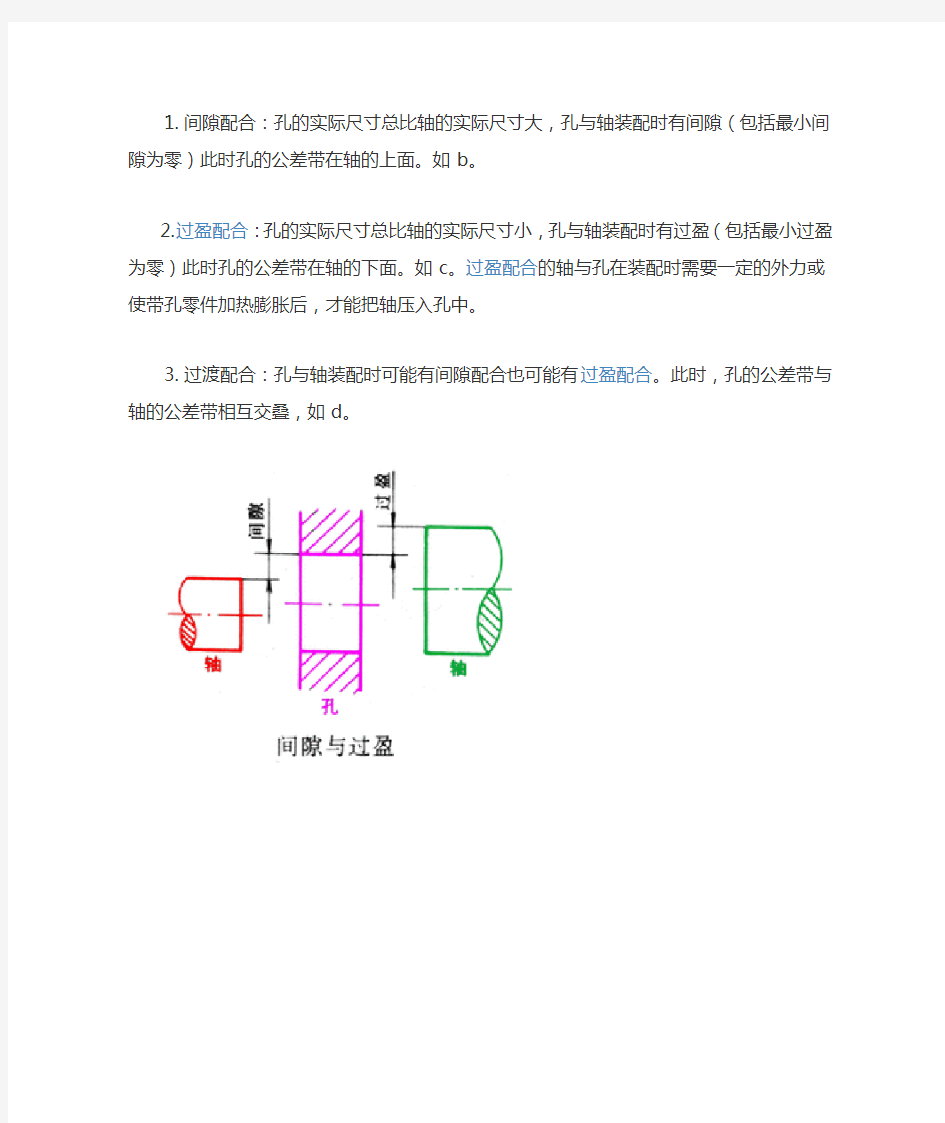
1.间隙配合:孔的实际尺寸总比轴的实际尺寸大,孔与轴装配时有间隙
(包括最小间隙为零)此时孔的公差带在轴的上面。如b。
2.过盈配合:孔的实际尺寸总比轴的实际尺寸小,孔与轴装配时有过盈
(包括最小过盈为零)此时孔的公差带在轴的下面。如c。过盈配合的轴与孔在装配时需要一定的外力或使带孔零件加热膨胀后,才能把轴压入孔中。
3.过渡配合:孔与轴装配时可能有间隙配合也可能有过盈配合。此时,
孔的公差带与轴的公差带相互交叠,如d。
间隙配合过盈配合过渡配合之间的区别
1.间隙配合 2.过盈配合 3.过渡配合之间的区别? 配合的种类 (1)间隙配合 具有间隙(包括最小间隙等于零)的配合称为间隙配合。此时,孔的公差带在轴的公差带之上。 由于孔、轴的实际尺寸允许在各自的公差带内变动,所以孔、轴配合的间隙也是变动的。当孔为最大极限尺寸而轴为最小极限尺寸时,装配后的孔、轴为最松的配合状态,称为最大间隙Xmax;当孔为最小极限尺寸而轴为最大极限尺寸时,装配后的孔、轴为最紧的配合状态,称为最小间隙Xmin。 (2)过盈配合 具有过盈(包括最小过盈等于零)的配合称为过盈配合。此时,孔的公差带在轴的公差带之下. 在过盈配合中,孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最小过盈Ymin,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。 (3)过渡配合 可能具有间隙或过盈的配合称为过渡配合。此时,孔的公差带与轴的公差带交叠, 孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最大间隙Xmax,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。 过渡配合主要用于孔、轴间的定心联结。 三种配合类别的区别 (1)间隙配合 a.孔的实际尺寸永远大于或等于轴的实际尺寸 b.孔的公差带在轴的公差带的上方 c.允许孔轴配合后能产生相对运动 (2)过盈配合 a.孔的实际尺寸永远小于或等于轴的实际尺寸 b.孔的公差带在轴的公差带的下方 c.允许孔轴配合后使零件位置固定或传递载荷 (3)过渡配合 a.孔的实际尺寸可能大于或小于轴的实际尺寸 b.孔的公差带与轴的公差带相互交叠 c.孔轴配合时,可能存在间隙,也可能存在过盈 1. 间隙配合,活动配合,松配 Clearance Fit,running fit.孔的公差带完全在轴的公差带之上,即具有间隙的配合(包括最小间隙等于零的配合),即Ymax > = 0。 2. 过渡配合Transition Fit. 在孔与轴的配合中,孔与轴的公差带互相交迭,任取其中一对孔和轴相配,可能具有间隙,也可能具有过盈的配合。
间隙配合、过盈配合、过渡配合精编版
……………………………………………………………最新资料推荐………………………………………………… 间隙配合、过盈配合、过渡配合 配合的种类 (1)间隙配合 具有间隙(包括最小间隙等于零)的配合称为间隙配合。此时,孔的公差带在轴的公差带之上。 由于孔、轴的实际尺寸允许在各自的公差带内变动,所以孔、轴配合的间隙也是变动的。当孔为最大极限尺寸而轴为最小极限尺寸时,装配后的孔、轴为最松的配合状态,称为最大间隙Xmax;当孔为最小极限尺寸而轴为最大极限尺寸时,装配后的孔、轴为最紧的配合状态,称为最小间隙Xmin。 (2)过盈配合 具有过盈(包括最小过盈等于零)的配合称为过盈配合。此时,孔的公差带在轴的公差带之下. 在过盈配合中,孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最小过盈Ymin,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。 (3)过渡配合 可能具有间隙或过盈的配合称为过渡配合。此时,孔的公差带与轴的公差带交叠, 孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最大间隙Xmax,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。 三种配合类别的区别 (1)间隙配合 a.孔的实际尺寸永远大于或等于轴的实际尺寸 b.孔的公差带在轴的公差带的上方 c.允许孔轴配合后能产生相对运动 (2)过盈配合 a.孔的实际尺寸永远小于或等于轴的实际尺寸 b.孔的公差带在轴的公差带的下方 c.允许孔轴配合后使零件位置固定或传递载荷 (3)过渡配合 a.孔的实际尺寸可能大于或小于轴的实际尺寸 b.孔的公差带与轴的公差带相互交叠 c.孔轴配合时,可能存在间隙,也可能存在过盈 1
公差配合如何确定
1、公差配合的类型分为三种: 间隙配合(原称: 动配合)、过渡配合、过盈配合(原称: xx)。 2、间隙配合——轴与孔之间有明显间隙的配合,轴可以在孔中转动 3、过盈配合——轴与孔之间没有间隙,轴与孔紧密的固联在一起,轴将不能单独转动 4、过渡配合——介于间隙配合与过盈配合之间的配合,有有可能出现间隙,有可能出现过盈,这样的配合可以作为精密定位的配合 5、当轴需要在孔中转动的时候,都选择间隙配合,要求间隙比较大的时候选H11/c11(如: 手摇机构),要求能转动,同时又要求间隙不太大就选择H9/d9(如: 空转带轮与轴的配合),若还要精密的间隙配合就选择H8/f7(如: 滑动轴承的配合) 6、如果希望轴与孔固联在一起,要转动则一起转动,要承受载荷就一起承受载荷,可以选择过盈配合,小过盈量的配合可以传递比较小的力,施加较大的力就会让轴与孔发生转动,装配可以用木榔头敲击装配,配合类型H7/n6,大过盈量的配合可以专递较大的力,一般用压力机进行装配,或者用温差法进行装配,例如: 火车轮的轮圈与轮毂的配合就是用温差法进行装配的过盈配合,配合类型H7/z6 7、需要精密定位,又需要能拆卸时,如滚动轴承内圈与轴的配合、外圈与孔的配合可以选择H7/js6,或者H7/k6 什么是配合?什么是间隙、过盈、过渡配合?
答: 基本尺寸相同的相互结合的孔和轴公差带之间的关系称为配合。 具有间隙(包括最小间隙等于零)的配合,称为间隙配合。 具有过盈(包括最小过盈等于零)的配合,称为过盈配合。 可能具有间隙或过盈的配合,称为过渡配合 冲压模的固定板和凸模的配合间隙一般取过盈配合,从0~- 0.02mm。退料板如果还要起定位、导向的作用时,退料板和凸模的配合间隙一般小于凸模和凹模的配合间隙。如果只是单纯的起到退料作用时,配合间隙可以取的大一些。随便取,1mm,2mm都可以。至于凸模和凹模的间隙则要根据所要冲压的材料的厚度来取,材料厚度在 0.1~ 0.4mm之间的间隙取 0.01mm;材料厚度在 0.4~ 1.2mm之间的间隙取料厚的7%;材料厚度在 1.2~ 2.5mm之间的间隙取料厚的9%;材料厚度在 2.5~4mm之间的间隙取料厚的12%;材料厚度在4~6mm之间的间隙取15%。以上的数值是软钢、黄铜的间隙值,如果是硬钢的话,间隙值还要比这些数值要大
什么是配合间隙过盈过渡配合
什么是配合?什么是间隙、过盈、过渡配合? 答: 基本尺寸相同的相互结合的孔和轴公差带之间的关系称为配合。 具有间隙(包括最小间隙等于零)的配合,称为间隙配合。 具有过盈(包括最小过盈等于零)的配合,称为过盈配合。 可能具有间隙或过盈的配合,称为过渡配合。 物体由于外因(受力、湿度变化等)而变形时,在物体内各部分之间产生相互作用的内力,以抵抗这种外因的作用,并力图使物体从变形后的位置回复到变形前的位置。在所考察的截面某一点单位面积上的内力称为应力。同截面垂直的称为正应力或法向应力,同截面相切的称为剪应力或切应力。应力会随着外力的增加而增长,对于某一种材料,应力的增长是有限度的,超过这一限度,材料就要破坏。对某种材料来说,应力可能达到的这个限度称为该种材料的极限应力。极限应力值要通过材料的力学试验来测定。将测定的极限应力作适当降低,规定出材料能安全工作的应力最大值,这就是许用应力。材料要想安全使用,在使用时其内的应力应低于它的极限应力,否则材料就会在使用时发生破坏。 基本尺寸相同的相互结合的孔和轴公差带之间的关系。决定结合的松紧程度。孔的尺寸减去相配合轴的尺寸所得的代数差为正时称间隙,为负时称过盈,有时也以过盈为负间隙。按孔、轴公差带的关系,即间隙、过盈及其变动的特征,配合可以分为 3 种情况: ① 间隙配合。孔的公差带在轴的公差带之上,具有间隙(包括最小间隙等于零)的配合。间隙的作用为贮藏润滑油、补偿各种误差等,其大小影响孔、轴相对运动程度。间隙配合主要用于孔、轴间的活动联系,如滑动轴承与轴的联接。②过盈配合。孔的公差带在轴的公差带之下,具有过盈(包括最小过盈等于零)的配合。过盈配合中,由于轴的尺寸比孔的尺寸大,故需采用加压或热胀冷缩等办法进行装配。过盈配合主要用于孔轴间不允许有相对运动的紧固 联接,如大型齿轮的齿圈与轮毂的联接。③ 过渡配合。孔和轴的公差带互相交叠,可能具有间隙、也可能具有过盈的配合(其间隙和过盈一般都较小)。
过盈配合零件装配
过盈配合零件装配 将具有过盈量的零件组装到设定位置上的工艺。过盈配合在机械零件连接中应用很广,如轴承、联轴器等与轴的联接常采用这种配合方式。装配后有定位精度要求或需要拆卸的,应选用过渡配合或小间隙,小过盈的配合 过盈配合零件装配方法,一般有压装、热装和冷装三种,通常依配合特性和现场条件参照表1进行选择。 d H7/K6 压装常温下将具有过盈量配合的两个零件压到装配位置。过盈量较小者,可用锤击法;过盈量稍大者,应用压力
机装配。装配前应将配合面清洗干净、清除毛刺,并涂以润滑剂。所需压力一般按下式计算:当配合件皆为钢质时 当被包容件为钢,包容件为铸铁时 式中P为压入力,kN;D为包容件外径,mm;d为被包容件外径,mm;i为平均实测过盈值,mm;L为包容件与被包容件的配合长度,mm。 热装将包容件用木炭、焦炭、蒸汽、氧乙炔焰、电感应或热油等方法均匀加热(温度应低于被加热件材料的回火温度),使其直径微量胀大,并与被包容件产生一定间隙后进行装配。所需加热温度,一般按下式计算:
mm;α为被加热件材料的线膨胀系数,1/℃;d为被加热件的公称直径,mm;t o为环境温度,℃。 在冶金设备安装中,经常遇有大型装配件,应按其外形尺寸及重量选择最适当的加热方法,准备好加热设施以及起重运输工具、测温用具和检查用样板等。 冷装当包容件因尺寸、重量或材质等原因不易或不宜加热时,可采用液氨、液氮等冷却剂将被包容件冷却到一定温度.使其外径微量减小.并与包容件之间产生一定间隙后,再装配到设定位置上。常用的冷却剂及其所能达到的冷却温度见表2。 当被冷却件温度接近或低于材料脆性转变温度时,装配中不可用锤敲击。被冷却件所需冷却温度一般按下式计算:
公差复习六过渡配合
公差复习(配合) 1、当孔的最大极限尺寸与轴的最小极限尺寸的代数差为正时,此代数差称为()。 A、最大间隙 B 最小间隙 C 最大过盈 D 最小过盈 2、已知孔、轴为过盈配合。计算得出两个极限过盈值为-0.018 mm 和-0.059 mm,则最大过盈和最小过盈分别是()。 A、Ymax= -0.018 mm ,Ymin= -0.059 mm B、Ymax= -0.059 mm ,Ymin= -0.018mm 3、某对配合的孔和轴,测得la=Φ40.0121 mm ,La=Φ40 mm,则孔、轴的配合性质是()。 A、间隙配合 B、过盈配合 C、过渡配合 D、过盈配合或过渡配合 4、当孔的最大极限尺寸与轴的最小极限尺寸的代数差为负时,此代数差称为()。 A、最大间隙 B 最小间隙 C 最大过盈 D 最小过盈 5、在过渡配合中,表示过渡配合中最松的状态;表示过渡配合中最紧的状态。
6、 配合有X max 和Y max ; 配合有Y max 和Y min ; 配合有X max 和X min 。 7、配合公差等于相配合的 和 之和。 8、在配合公差带图中,配合公差带完全在零线以上时为间隙配合;完全在零线以下时为 配合;跨在零线上时为 配合。 9、孔φ30032.0003.0+-mm 和轴φ30016 .0005.0++ mm 相配合, 判断配合类型并求出极限间隙或过盈、及配合公差和平均值。 10、孔φ35044.0011.0++mm 和轴φ35024 .0010.0++ mm 相配合, 计算极限间隙或过盈及配合公差,并画出公差带图。 11、孔φ56034.0014.0+-mm 和轴φ56026.0012.0++ mm 相配合,试计算极限间隙或过盈、平均值 并计算配合公差、画出公差带图。 12、孔φ70024.0014.0+-mm 和轴φ70018.0030.0-- mm 相配合,计算极限间隙或过盈、配合公差, 并画出公差带图。 13、孔φ32006.0017.0--mm 和轴φ32029.0004.0++ mm 相配合,画出孔轴的公差带图,并计算极 限间隙或过盈、配合公差。
过盈配合装配方法总结
过盈配合装配分析总结 摘要:由于过盈配合能承受较大的轴向力、扭矩及动载荷,应用十分广泛,并且由于它是种固定连接,因此装配时要求有正确的相互位置和紧固件,还要求装配时不损伤机件的强度和精度,装入简便迅速,还有轴承的安装是否正确,直接影响轴承使用时的精度、寿命和性能。 关键字:过盈配合;装配;热装;冷装 正文; 过盈配合的装配是将较大尺寸的被包容件(轴件)装入较小尺寸的包容件(孔件)中。如下图中间; 过盈配合能承受较大的轴向力、扭矩及动载荷,应用十分广泛,例如齿轮、联轴节、飞轮、皮带轮、链轮与轴的连接,轴承与轴承套的连接等。由于它是种固定连接,因此装配时要求有正确的相互位置和紧固件,还要求装配时不损伤机件的强度和精度,装入简便迅速。过盈配合要求零件的材料应能承受最大过盈所引起的应力,配合的 1
连接强度应在最小过盈时得到保证。常用的装配方法有压装配合、热装配合,冷装配合等。过盈配合中的公差带分布情况参考下表1 表1 过盈配合中的公差带分布状况 一、常温下的压装配合 常温下的压装配合适用于过盈量较小的几种静配合,其操作方法简单、动作迅速,是最常用的一种方法。根据施力方式不同,压装配合分为锤击法和压入法两种。锤击法主要用于配合面要求较低、长度较短,采用过渡配合的连接件;压入法加力均匀,方向易于控制,生产效率高,主要用于过盈配合,过盈量较小时可用螺旋或杠杆式压入工具压入,过盈量较大时用压力机压入。其装配工艺如下: 2
1、验收装配机件机件的验收主要应注意机件的尺寸和几何形状偏差、表面粗糙度、倒角和圆角是否符合图样要求,是否光掉了毛刺等。机件的尺寸和几何形状偏差超出允许范围,可能造成装不进、机件胀裂、配合松动等后果;表面粗糙度不符合要求会影响配合质量;倒角不符合要求或不光掉毛刺,在装配过程中不易导正和可能损伤配合表面;圆角不符合要求,可能使机件装不到预定的位置。机件尺寸和几何形状的检查,一般用千分尺或0.02mm 的游标卡尺,在轴颈和轴孔长度上两个或三个截面的几个方向进行测量,而其他检测项靠样板和目视进行检查。机件验收的同时,也就得到了相配合机件实际过盈的数据,它是计算压入力、选择装配方法等的主要依据。 2、计算压入力压装时压入力必须克服轴压入孔时的摩擦力,该摩擦力的大小与轴的直径,有效压入长度和零件表面粗糙度等因素有 关。当配合件皆为钢质时 3
公差配合如何确定
1、公差配合的类型分为三种:间隙配合(原称:动配合)、过渡配合、过盈配合(原称:静配合)。 2、间隙配合——轴与孔之间有明显间隙的配合,轴可以在孔中转动 3、过盈配合——轴与孔之间没有间隙,轴与孔紧密的固联在一起,轴将不能单独转动 4、过渡配合——介于间隙配合与过盈配合之间的配合,有有可能出现间隙,有可能出现过盈,这样的配合可以作为精密定位的配合 5、当轴需要在孔中转动的时候,都选择间隙配合,要求间隙比较大的时候选 H11/c11(如:手摇机构),要求能转动,同时又要求间隙不太大就选择H9/d9(如:空转带轮与轴的配合),若还要精密的间隙配合就选择H8/f7(如:滑动轴承的配合) 6、如果希望轴与孔固联在一起,要转动则一起转动,要承受载荷就一起承受载荷,可以选择过盈配合,小过盈量的配合可以传递比较小的力,施加较大的力就会让轴与孔发生转动,装配可以用木榔头敲击装配,配合类型H7/n6,大过盈量的配合可以专递较大的力,一般用压力机进行装配,或者用温差法进行装配,例如:火车轮的轮圈与轮毂的配合就是用温差法进行装配的过盈配合,配合类型 H7/z6 7、需要精密定位,又需要能拆卸时,如滚动轴承内圈与轴的配合、外圈与孔的配合可以选择H7/js6,或者H7/k6 什么是配合?什么是间隙、过盈、过渡配合? 答:基本尺寸相同的相互结合的孔和轴公差带之间的关系称为配合。 具有间隙(包括最小间隙等于零)的配合,称为间隙配合。 具有过盈(包括最小过盈等于零)的配合,称为过盈配合。 可能具有间隙或过盈的配合,称为过渡配合 冲压模的固定板和凸模的配合间隙一般取过盈配合,从0~-0.02mm。退料板如果还要起定位、导向的作用时,退料板和凸模的配合间隙一般小于凸模和凹模的配合间隙。如果只是单纯的起到退料作用时,配合间隙可以取的大一些。随便取,1mm,2mm都可以。至于凸模和凹模的间隙则要根据所要冲压的材料的厚度来取,材料厚度在0.1~0.4mm之间的间隙取0.01mm;材料厚度在0.4~1.2mm之间的间隙取料厚的7%;材料厚度在1.2~2.5mm之间的间隙取料厚的9%;材料厚度在2.5~4mm之间的间隙取料厚的12%;材料厚度在4~6mm之间的间隙取15%。以上的数值是软钢、黄铜的间隙值,如果是硬钢的话,间隙值还要比这些数值要大
过渡配合
【课题】过盈配合 【教学目标】 知识目标: 1. 过渡配合的定义 2. 过渡配合的有关计算 3. 过渡配合公差的计算 4. 过渡配合公差带图的作法 能力目标: 1. 理解有关的概念 2. 会计算有关数据 情感目标:使学生养成认真. 严谨的学习习惯【教学重点】 1. 过盈配合的有关计算 2. 过盈配合公差带图的作法 【教学难点】 1. 过盈配合的有关计算 2. 过盈配合公差带图的作法 【教学方法】项目引导教学法 【学法指导】合作探究学习法 【教学用具】多媒体、课件、 【教学课时】一课时 【作业总结】总结上节课学生作业完成情况
【教学过程】 【知识回顾】什么叫过盈配合? 具有过盈(包括最小过盈等于零)的配合称为过盈配合。在过盈配合中,孔的公差带在轴的公差带之下。 【讲授新课】 当一批零件装配时,根据孔轴公差带之间的关系,可分为间隙配合、过盈配合、过渡配合三种。 【项目一】过渡配合 可能具有间隙或过盈的配合,此时孔的公差带与轴的公差带相互交叠,如图1-6所示。 在过渡配合中,平均间隙或平均过盈为最大间隙与最大过盈的平均值,所得值为正,则为平均间隙;为负则为平均过盈。 【项目二】过渡配合的有关计算 1)最大过盈:孔的最小极限尺寸减去轴的最大极限尺寸之差值,或孔的下偏差减去轴的上偏差。 计算公式:最大过盈: Ymax=Dmin-dmax=EI-es 2)最大间隙:孔的最大极限尺寸减去轴的最小极限尺寸之差值,或孔的上偏差减去轴的下偏差。
计算公式: 最小过盈: Ymin =Dmax -dmin =ES -ei 孔D=50 mm ES= +0.039 mm EI= 0 mm ,轴d=50 mm es=+0.034 mm ei=+0.009 mm ,求:X max 、Ymax 及T f ,并画出公差带图。 解: X max =ES-ei=+0.039-(+0.009)=+0.030mm Y max =EI-es=0-(+0.034)=-0.034mm T f =X max -Y max =0.030-(-0.034)mm=0.064mm 【项目三】 配合公差 1.配合公差的概念:配合公差是指组成配合的轴孔公差带之和。是允许间隙或 过盈的变动量,其大小表示各配合松紧程度的变化范围,是评定配合质量的一项重要的综合指标。 2.计算公式 过盈配合公差 = ∣Xmax -Xmin ∣=|ES -ei -(EI -es )| 【课堂小结】 1.过渡配合的定义 2.最大过盈的计算 3.最小间隙的计算 4.过渡配合公差的计算 【课后作业】 f T f T d D f T T T +=
过盈量与装配力计算公式
过盈联接 1.确定压力p; 1)传递轴向力F 2)传递转矩T 3)承受轴向力F和转矩T的联合作用 2.确定最小有效过盈量,选定配合种类; 3.计算过盈联接的强度; 4.计算所需压入力;(采用压入法装配时) 5.计算包容件加热及被包容件冷却温度;(采用胀缩法装配时) 6.包容见外径胀大量及被包容件内径缩小量。 1. 配合面间所需的径向压力p 过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。 1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。 图: 变轴向力的过盈联接图: 受转矩的过盈联接 设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则
F f =πdlpf 因需保证F ≥F,故 f [7-8] 2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩应大于或等于转矩T。 擦阻力矩M f 设配合面上的摩擦系数为f①,配合尺寸同前,则 M f =πdlpf·d/2 因需保证M ≥T.故得 f [7-9] ① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。 配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。表7-5给出了几种情况下摩擦系数值,以供计算时参考。 表: 摩擦系数f值
3)承受轴向力F和转矩T的联合作用 此时所需的径向压力为 [7-10] 2. 过盈联接的最小有效过盈量δmin 根据材料力学有关厚壁圆筒的计算理论,在径向压力为 P时的过盈量为 Δ=pd(C1/E1+C2/E2) ×103,则由上式可知,过盈联接传递载荷所需的最小过盈量应为 [7-11] 式中: p——配合W问的任向活力,由式(7~8)~(7~10)计算;MPa; d——配合的公称直径,mm; E 1、E 2 ——分别为被包容件与包容件材料的弹性模量,MPa; C 1 ——被包容件的刚性系数 C 2 ——包容件的刚性系数
过盈配合件的装配方法
过盈配合件的装配方法有: 过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)轴承加热器热装法。 轴承加热器热装法:? 适用过盈量较大轴承、齿轮、齿圈、电机外壳的加热器装配?? 1.做好热装前的准备工作.以保证热装工序的顺利完成?? 1?)加热温度T计算公式T=(σ+δ)/ad+T (℃)?式中d-配合公称直径(mm)?? a-加热零件材料线膨胀系数(1/℃)?常用材料线膨胀系数见有关手册σ-配合尺寸的最大过盈量mmδ-所需热装间隙(mm)?当d<200mm时,?? δ取(1"2)σ当d≥200mm时,δ取(0.001"0.0015)d2?? 2)加热时间按零件厚10mm需加热10min估算。厚度值按零件轴向和径向尺寸小者计算?? 3)保温时间按加热时间的1/4估算??? 2.包容件加热.胀量达到要求后,要迅速清理包容件和包件的配合表面,然后立即进行热装。要求操作动作迅速准确,一次热装到位,中涂不许停顿。若发生异常,不允许强迫装入,必须排除故障,重新加热再进行热装?? 3.零件热装后,采用拉、压、顶等可靠措施使热装件靠近被包容件轴向定位面。零件冷却后,其间隙不得大于配合长度的1000?? 4.钢件中装铜套时,包容件只能作一次热装,装后不允许作为二次热装的包容件再行加热?? 5.凡镶圈结构的齿轮与的热装时.在装齿圈时已加热过一次,当与轴热装时,又需二次加热,一般应采用油浴加热。若条件有限,也可采用电炉加热,但必须严格控制温升速度,使之温度均匀.且工作外表面离炉丝距离大于300mm,否则不准采用?? 6.?采用电感式加热器加热,必须适当选择设备规格,并严格遵守设备操作规程?? 冷装法:适用于包容件无法加热或加热会导致零件精度、材料组织变化、影响其力学件的装配?? 1.冷装时?? l冷冻温度TI计算公式?? T1=2σ/a1d (℃)?? 式中??? σ—最大过盈量(mm)?? d—被包容件的外径(mm) a1—被包容件冷却时? 线膨胀系数常用材料冷却时线膨胀系数见有关手册?? 冷冻时间t计算公式??
过盈配合的选择
过盈配合的选择 The Standardization Office was revised on the afternoon of December 13, 2020
过盈配合的选择 H6 n5N6 h5 最松的一种过盈配合。 H n 类配合只有H6/n5为过盈配合,其他为较紧的过渡配合。 H6P6H7P7 p5h5p6h6 、过盈量小的配合,应用与定位精度要求严格,以高的定位精度达到部件的刚性及对中性要求,而对内孔承受压力无特殊要求,不依靠配合过盈量传递摩擦负荷,如增加辅助紧固件,则可传递扭矩。 H p 类为过盈量很小的过盈配合,用于扭矩,或轴向力小,或结合零件间相对偶然移动对性能无关紧要的结合,不允许有大变形的薄壁零件的结合,负重荷或快速旋转的大型零件的定心结合(加用辅助紧固)。 H6R6H7R7H8 r5h5r6h6r7 、、轻型压入配合,过盈量小的较松的一种过盈配合。 H r 类为轻压配合,可用于传递较小的转矩和轴向力,可以拆卸。当传力大或冲击负荷时,应加辅助紧固件。 H6T6H7T7H8 t5h5t6h6t7 、、中型压入配合中较松的一种过盈配合;H6/t5 T6/h5中型压入配合中最松的一种过盈配合;H7/t6 T7/h6中型压入配合中等松紧程度的一种过盈配合; H s 类配合平均相对过盈量为 H t 类配合平均相对过盈量为类比H/s类配合应 用少,过盈量稍大于H/s类。
H7U7H8H7H7 、、、重型压入配合中较松的一种过盈配合,用压力机或温差u6h6u7v6x6 法装配,适用于承受较大的转矩的钢件,不需加紧固件即可得到十分牢固的连接。 H/u 至H/z属于重压配合和特重型压入配合,平均相对过盈量大于~,用于重负荷和动负荷的结合。
间隙配合过盈配合过渡配合
间隙配合、过盈配合、过渡配合 配合的种类 (1)间隙配合 具有间隙(包括最小间隙等于零)的配合称为间隙配合。此时,孔的公差带在轴的公差带之上。 由于孔、轴的实际尺寸允许在各自的公差带内变动,所以孔、轴配合的间隙也是变动的。当孔为最大极限尺寸而轴为最小极限尺寸时,装配后的孔、轴为最松的配合状态,称为最大间隙Xmax;当孔为最小极限尺寸而轴为最大极限尺寸时,装配后的孔、轴为最紧的配合状态,称为最小间隙Xmin。 (2)过盈配合 具有过盈(包括最小过盈等于零)的配合称为过盈配合。此时,孔的公差带在轴的公差带之下. 在过盈配合中,孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最小过盈Ymin,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。 (3)过渡配合 可能具有间隙或过盈的配合称为过渡配合。此时,孔的公差带与轴的公差带交叠, 孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最大间隙Xmax,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。 三种配合类别的区别 (1)间隙配合 a.孔的实际尺寸永远大于或等于轴的实际尺寸 b.孔的公差带在轴的公差带的上方 c.允许孔轴配合后能产生相对运动 (2)过盈配合 a.孔的实际尺寸永远小于或等于轴的实际尺寸 b.孔的公差带在轴的公差带的下方 c.允许孔轴配合后使零件位置固定或传递载荷 (3)过渡配合 a.孔的实际尺寸可能大于或小于轴的实际尺寸 b.孔的公差带与轴的公差带相互交叠 c.孔轴配合时,可能存在间隙,也可能存在过盈
过盈配合的装配方法(谷风技术)
过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)热装法。 1)过盈配合件装配前的检查 过盈配合零件在装配前必须对配合部位进行复检.并做好记录。 (1)过盈量应符合图样或工艺文件的规定。 (2)与轴肩相靠的相关轮或环的端面,以及作为装配基准的轮绿端面,与孔的垂直度偏差应在图样规定的范围内。 (3)相关的圆根、倒角等不得影响装配。 (4)配合表面水准有棱刺、锈斑或擦伤。 (5)当包容件的孔为盲孔时,其装入的被包容件必须有排气孔或槽,否则不准进行装配。 (6)具有键联接的配合件.装配前必须对轴槽、孔槽的位置与研配的键进行复检,正确无误后方可进行装配。 2)过盈配合件的装配过盈配合件的装配见表16。 装配方法 工艺要点 计算公式 人工敲击法: 适用于过渡配合的小件装配 1 .大装的零件表面不准有砸痕 2 .打装时,被包容配件表面涂机油润滑 3 .打装时,必须用软金属或硬质非金属材料做防护衬垫 4 .打装过程中,必须使被容件与包容件同轴,不准有任何歪斜现象
5 .打装好的零件必须与相关限位轴肩等靠紧,间隙不得大于0.05mm 压装法: 适用于常温下.对过盈量较小的中、小件装配 1. 压装件引入端必须制做倒锥。若图样中未作规定,其倒锥按锥度1:150制作.长度为配合总长度的l0%~15% 压入力F经验计算公式F=KiL×104式中 i-测的实际过盈量mm L-配合长度mm K-考虑被装零件材质,尺寸等因素的系数 K系数1.5~3取值 2 .实心轴与不通孔件压装时,允许在配合轴颈表面上加工深度大于0.5mm 的排气平面 3 .压装零件的配合表面.在压装前须润滑油(白铅油掺机油) 4.压装时,其受力中心线应与包容件,被包容件中心线保持同轴。对细长轴应严格控制受力中心线与零件的同轴性 5.压装轮与轴时.绝不允许轮缘单独受力 6.压装后,轴肩处必须靠紧.间隙小于0.05mm 7.采用重物压装时,应平稳无阻压入,出现异常时应进行分析,不准有压坏零件的现象发生 8.采用油压机装时.必须对压入力F进行校核,确保压机所产生的压力应该是压入力F 的1.5—2倍 9.采用油压机压装时,应做好压力变化的记录 1)压力变化应平稳,出现异常时进行分析,不准有压坏零件的现象发生 2)图样有最大压力的要求时,应达到规定效值,不许过大或过小
过渡配合
过渡配合的定义特性及其选择 过渡配合是指可能具有间隙或过盈的配合。此时,孔的公差带与轴的公差带相互交叠。孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最大间隙Xmax,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax,是孔、轴配合的最紧状态。 过渡配合的特性是可能具有间隙,也可能具有过盈,但所得到的间隙和过盈量,一般是比较小的,它主要用于定位精确并要求拆卸的相对静止的联结,要求孔轴间有较好的对中性和同轴度且易于拆卸、装配的定位联接,如滚动轴承内径与轴的联接。 几种典型的过渡配合应用: H6/js5 、Js6/h5 、H7/js6 、Js6/h7 、H8/js7、Js8/h7;大部分都将得到间隙用于拆卸频繁、同轴度要求不高之处,当配合面很长时,可保证一定的孔轴同轴度,用手或木锤装卸。——H/js类用于易于拆卸,有附加锁紧,定心零件的偏心不致引起振动的情况;在要求得到较高的定心精度情况下可代替H/h类滑动配合。 H6/k5 、K6/h5 、H7/k6 、K7/h6 、H8/k7 、K8/h7:是一种几乎没有间隙的定位配合,用在冲击负荷不大的地方,用手捶轻打即可完成拆卸。——H/k类配合广泛用于定心准确可拆不动结合。过渡配合与过盈配合的平均间隙接近于零。 H6/m5 、M6/h5 、H7/m6 、M7/h6 、H8/m7 、M8/h7:具有平均过盈的过渡配合,零件配合要求紧密性高,拆卸较困难,铜锤装配,用在不常拆卸的地方。——H/m 类称为高级定心配合,装配时较紧,抗振性较好,是过盈出现的概率比 较大的过渡配合。 H8/n7 、N8/h7 、H7/n6 、N7/h6:允许有较大过盈的高精度定位配合,可以承受很大转矩、振动及冲击负荷,但均需加助紧固件,同轴度高,配合辅紧密性优良,拆卸困难,常用于装配后不再拆卸之部位。——H/n 类平均过盈比H/m 类要大,很少有间隙,由于偏心要求严格,承受负荷,但均应加锁紧件,拆卸较困难,属于精确定心配合。 H8/p7最紧的一种过渡配合,只在极少情况下才有点间隙。在加辅助紧固件时,可承受很大转矩、振动及冲击负荷,拆卸困难,只用于装配后不再拆卸的部位。——H/p 类只有H8/p7 为过渡配合,其他均为过盈配合。
过盈量与装配力计算公式
过盈量与装配力计算公式The final revision was on November 23, 2020
过盈联接 1. 配合面间所需的径向压力p 过盈联接的配合面间应具有的径向压力是随着所传递的载荷不同而异的。 1)传递轴向力F当联接传递轴向力F时(图7-20),应保证联接在此载荷作用下,不产生轴向滑动。亦即当径向压力为P时,在外载荷F的作用下,配合面上所能产生的轴向摩擦阻力Ff,应大于或等于外载荷F。 图: 变轴向力的过盈联接图: 受转矩的过盈联接 设配合的公称直径为人配合面间的摩擦系数为人配合长度为l,则 F f=πdlpf 因需保证F f≥F,故 [7-8] 2)传递转矩T当联接传递转矩T时,则应保证在此转矩作用下不产生周向滑移。亦即当径向压力为P时,在转矩T的作用下,配合面间所能产生的摩擦阻力矩M f应大于或等于转矩T。
设配合面上的摩擦系数为f①,配合尺寸同前,则 M f=πdlpf·d/2 因需保证M f≥T.故得 [7-9] ① 实际上,周向摩擦系数系与轴向摩擦系数有差异,现为简化.取两者近似相等.均以f表示。 配合面间摩擦系数的大小与配合面的状态、材料及润滑情况等因素有关,应由实验测定。表7-5给出了几种情况下摩擦系数值,以供计算时参考。 表: 摩擦系数f值 压入法胀缩法 联接零件材料无润滑时 f 有润滑时 f 联接零件材 料 结合方式,润滑 f 钢—铸钢 钢—钢油压扩孔,压力油为矿物油 钢—结构钢油压扩孔,压力油为甘油,结合面排油干净 钢—优质结构钢在电炉中加热包容件至300℃ 钢—青铜在电炉中加热包容件至300℃以后,结合面脱脂 钢—铸铁钢—铸铁油压扩孔,压力油 为矿物油 铸铁—铸钢0..25 钢—铝镁合 金 无润滑 3)承受轴向力F和转矩T的联合作用此时所需的径向压力为
配合选用
典型的配合实例 为了便于在实际的设计中合理的确定其配合,下面举例说明某些配合在实际中的应用,以供参考。 1. 间隙配合的选用 基准孔H与相应公差等级的轴a ~ h形成间隙配合,其中H/a组成的配合间隙最大,H/h的配合间隙最小,其最小间隙为零。 (1)H/a ,H/b , H/c 配合 这三种配合的间隙很大,不常使用,一般使用在工作条件较差,要求灵活动作的机械上,或用于受力变形大,轴在高温下工作需保证有较 大间隙的场合,如起重机吊钩的铰链,带槽的法兰盘,内燃机的排 气阀和导管。 (2) H/d , H/e 配合 这两种的配合间隙建达,用于要求不高,易于转动的支承。其中H/d 适用于较松的转动配合,如密封盖,滑轮和空转带轮等与轴的配合, 也适用于大直径滑动轴承的配合,如球磨机、轧钢机等重型机械的滑 动轴承,适用于IT7 ~ 11级,例如滑轮和轴的配合。H/e适用于要求 有明显间隙,易于转动的支承配合,如大跨度支承、多支点支承等配 合。高等级的也适用于大的高速、重载的支承,如蜗轮发电机、大电 动机的支承以及凸轮轴支承等。 (3)H/f 配合 这个配合的间隙多用于IT7~9级的一般转动配合,如齿轮箱、小电动机、泵等的转轴及滑动支承的配合。 (4)H/g配合 此种配合间隙很小,除了轻负荷的精密机构外,一般不用作转动配合,多用于IT5 ~ 7级,适合于作往复摆动和滑动的精密配合。有时 也用于插销等定位配合,如精密连杆轴承、活塞及滑阀,以及精密机 床的主轴于轴承分度头轴颈与轴的配合等。 (5)H/ h配合 这个配合的最小间隙为零,用于IT4~11级,适用于无相对转动而有定心和导向要求的定位配合,若无温度、变形影响,也适用于滑动 配合。推荐配合H6/ h5,H8/ h7,H9/ h9,H11/ h11 ,如车床尾座顶 尖套筒与尾座的配合。 2. 过渡配合的选用 基准孔H与相应的公差等级轴的基本偏差代号j~n,形成过渡配合,(n与高精度的H孔形成过盈配合)。 (1)H/j,H/ js 配合 这两种过渡配合获得间隙配合的机会较多,多用于IT4~7级,适用于要求间隙比h小,并允许略有过盈的定位配合,如联轴节,齿圈 与钢制轮毂以及滚动轴承与箱体的配合等. (2)H/ k 配合 此种配合获得的平均间隙接近于零,定心较好,装备后,零件受到的接触应力较小,能够拆卸,适用于IT4~7级,如刚性联轴器配合。 (3)H/m,H/ n配合
过盈装配
过盈配合件的装配方法 过盈配合件是依靠相配件装配以后的过盈量达到紧固联接。装配后.由于材料的弹性变形,使配合面之间产生压力,因此在工作时配合面间具有相当的联擦力来传递扭短或轴向力。过盈配合装配一般属于不可拆卸的固定连接。过盈配合件的装配方法有:(1)人工锤击法,(2)压力机压入法;(3)冷装法,(4)热装法。 1)过盈配合件装配前的检查 过盈配合零件在装配前必须对配合部位进行复检.并做好记录。 (1)过盈量应符合图样或工艺文件的规定。 (2)与轴肩相靠的相关轮或环的端面,以及作为装配基准的轮绿端面,与孔的垂直度偏差应在图样规定的范围内。 (3)相关的圆根、倒角等不得影响装配。 (4)配合表面水准有棱刺、锈斑或擦伤。 (5)当包容件的孔为盲孔时,其装入的被包容件必须有排气孔或槽,否则不准进行装配。 (6)具有键联接的配合件.装配前必须对轴槽、孔槽的位置与研配的键进行复检,正确无误后方可进行装配。 2)过盈配合件的装配过盈配合件的装配见表16。 装配方法 工艺要点 计算公式 人工敲击法: 适用于过渡配 合的小件装配 1 .大装的零件表面不准有砸痕 2 .打装时,被包容配件表面涂机油润滑 3 .打装时,必须用软金属或硬质非金属材料做防护衬垫 4 .打装过程中,必须使被容件与包容件同轴,不准有任 何歪斜现象 5 .打装好的零件必须与相关限位轴肩等靠紧,间隙不得
大于0.05mm 压装法: 适用于常温下 .对过盈量较小 的中、小件装配 1. 压装件引入端必须制做倒锥。若图样中未作规定,其倒锥按锥度1:150制作.长度为配合总长度的l0%~15% 压入力F经验计算公式F=KiL×104 式中 i-测的实际过盈量mm L-配合长度mm K-考虑被装零件材质,尺寸等因素的系数 K系数1.5~3取值 2 .实心轴与不通孔件压装时,允许在配合轴颈表面上加工深度大于0.5mm 的排气平面 3 .压装零件的配合表面.在压装前须润滑油(白铅油掺机油) 4.压装时,其受力中心线应与包容件,被包容件中心线保持同轴。对细长轴应严格控制受力中心线与零件的同轴性 5.压装轮与轴时.绝不允许轮缘单独受力 6.压装后,轴肩处必须靠紧.间隙小于0.05mm 7.采用重物压装时,应平稳无阻压入,出现异常时应进行分析,不准有压坏零件的现象发生 8.采用油压机装时.必须对压入力F进行校核,确保压机所产生的压力应该是压入力F 的1.5—2倍 9.采用油压机压装时,应做好压力变化的记录 1)压力变化应平稳,出现异常时进行分析,不准有压坏零件的现象发生 2)图样有最大压力的要求时,应达到规定效值,不许过大或过小 3)采用机压装时速度不宜太快。压入速度采用2—4mm/s, 不允许超过10mm/s 热装法: 适用过盈量较
间隙配合过盈配合过渡配合
间隙配合过盈配合过渡 配合 文稿归稿存档编号:[KKUY-KKIO69-OTM243-OLUI129-G00I-FDQS58-
间隙配合、过盈配合、过渡配合 配合的种类 (1)间隙配合 具有间隙(包括最小间隙等于零)的配合称为间隙配合。此时,孔的公差带在轴的公差带之上。 由于孔、轴的实际尺寸允许在各自的公差带内变动,所以孔、轴配合的间隙也是变动的。当孔为最大极限尺寸而轴为最小极限尺寸时,装配后的孔、轴为最松的配合状态,称为最大间隙Xmax;当孔为最小极限尺寸而轴为最大极限尺寸时,装配后的孔、轴为最紧的配合状态,称为最小间隙Xmin。 (2)过盈配合 具有过盈(包括最小过盈等于零)的配合称为过盈配合。此时,孔的公差带在轴的公差带之下. 在过盈配合中,孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最小过盈Ymin,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。(3)过渡配合 可能具有间隙或过盈的配合称为过渡配合。此时,孔的公差带与轴的公差带交叠, 孔的最大极限尺寸减轴的最小极限尺寸所得的差值为最大间隙Xmax,是孔、轴配合的最松状态;孔的最小极限尺寸减轴的最大极限尺寸所得的差值为最大过盈Ymax ,是孔、轴配合的最紧状态。
三种配合类别的区别 (1)间隙配合 a.孔的实际尺寸永远大于或等于轴的实际尺寸b.孔的公差带在轴的公差带的上方 c.允许孔轴配合后能产生相对运动 (2)过盈配合 a.孔的实际尺寸永远小于或等于轴的实际尺寸b.孔的公差带在轴的公差带的下方 c.允许孔轴配合后使零件位置固定或传递载荷(3)过渡配合 a.孔的实际尺寸可能大于或小于轴的实际尺寸b.孔的公差带与轴的公差带相互交叠 c.孔轴配合时,可能存在间隙,也可能存在过盈
过盈配合的选择
H — 类配合只有H6/n5为过盈配合,其他为较紧的过渡配合。 n 过盈量小的配合,应用与定位精度要求严格,以高的定位精 度达到部件的刚性及对中性要求, 而对内孔承受压力无特殊要求,不依靠配合过 盈量传递摩擦负荷,如增加辅助紧固件,则可传递扭矩。 H — 类为过盈量很小的过盈配合,用于扭矩,或轴向力小,或结合零件间相对 p 偶然移动对性能无关紧要的结合,不允许有大变形的薄壁零件的结合,负重荷或 快速旋转的大型零件的定心结合(加用辅助紧固)。 H 类为轻压配合,可用于传递较小的转矩和轴向力,可以拆卸。当传力大或 r 冲击负荷时,应加辅助紧固件。 H6T6 HLTL H8 t5 h5、t6 h6、t7 压入配合中最松的一种过盈配合; H7/t6 T7/h6中型压入配合中等松紧程度的 一种过盈配合; H 类配合平均相对过盈量为0.0005-0.0014 s H — 类配合平均相对过盈量为0.0007-0.0017 t H/t 类比H/s 类配合应用少,过盈量稍大于 H/s 类 重型压入配合中较松的一种过盈配合, 用压力机或温差 法装配,适用于承受较大的转矩的钢件,不需加紧固件即可得到十分 牢固的连接 H/u 至H/z 属于重压配合和特重型压入配合, 平均相对过盈量大于0.001~0.002, 用于重负荷和动负荷的结合。 过盈配合的选择 H6 N6 n5 h5 最松的一种过盈配合 H6 P6 H7 P7 ---- ---- 、 --- ---- p5 h5 p6 h6 H6R6 H7R7 H8 r5 h5、r6 h6、r7 轻型压入配合,过盈量小的较松的一种过盈配合 中型压入配合中较松的一种过盈配合; H6/t5 T6/h5 中型 H7U7 H8 HL H7 u6 h6 u7 v6 x6