轴的失效形式和原因分析

轴的失效形式与特征
轴是各种机械中最为普通而不可缺少的重要零件,根据使用条件的差异,轴有很大不同的类型,按其功能和所受载荷的不同,一般可分为心轴、转轴和传动轴三类。心轴主要承受弯矩而不承受扭矩,它只能旋转零件起支撑作用,并不传递动力。传动轴主要承受扭矩,其基本功能只传输动力,而转轴既承受弯矩又承受扭矩,它兼有支撑与传输动力的双倍功能。
由于各类轴自身的材质、结构和承载条件不同、运行环境和使用操作的差异可能发生各种不同类型的失效时有发生,失效的形式和特征也各异。
一.疲劳断裂
疲劳断裂是指轴在交变应力的作用下,经过多次反复后发生的突然断裂。是轴类零件在其服役过程中主要的失效形式。
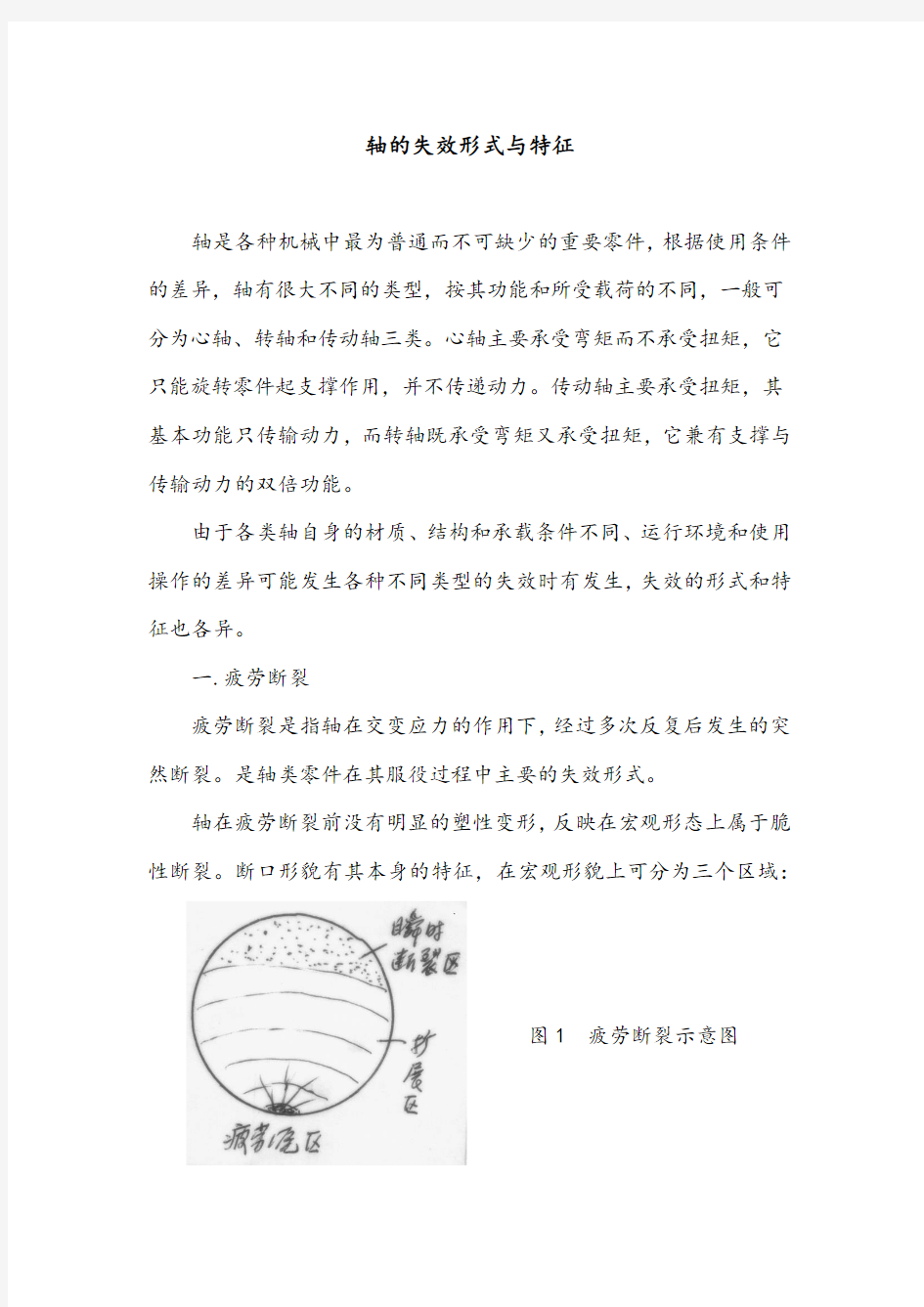
轴在疲劳断裂前没有明显的塑性变形,反映在宏观形态上属于脆性断裂。断口形貌有其本身的特征,在宏观形貌上可分为三个区域:
图1 疲劳断裂示意图
1)疲劳源区:通常是指断口上的放射源的中心点,源区表面细密光滑,多发生于轴的表面。由于表面常存在缺口、刀痕、沟槽等缺陷,导致应力集中,从而诱发疲劳裂纹。
疲劳断口上可能只有一个疲劳裂纹源,也可能出现几个裂源。
疲劳源区有时存在疲劳台阶,这是由于不同高度的多源疲劳裂纹在其扩展过程中连接形成的。
2)疲劳扩展区:是断口上最重要的特征区域,海滩花样(贝壳花样、疲劳弧线、疲劳条带)的存在是鉴别疲劳断裂的宏观依据。有时必须借住高倍的电子显微镜才能观察到疲劳条带。根据弧线数量和间距可以略微地判断零件所承受交变应力幅值,弧线规律分布表示交变载荷是平稳的。
承受应力状态、工作环境以及材料性质的不同,疲劳裂纹扩展的形貌所异。
每条疲劳条带表示载荷的一次循环,条带间距离与外加载荷的应力幅值有关。当交变载荷变化不大、零件内的残余应力很小时,往往不出现弧线或不明显,所以不是所以疲劳断口有存在疲劳条带,低周疲劳断口有时可呈现韧窝状,有时也可出现轮胎花样(图2),所以疲劳条带并不是疲劳断裂的唯一显微特征。高频疲劳断口或腐蚀疲劳断口上的疲劳条带比较模糊,较难判断。
图3为外加载荷较小,但轴周应力较集中,所以扩展前区条带不明显,随截面的减小载荷逐渐增大,疲劳条带较明显,瞬时断裂区较小。图4外加载荷较大,呈低周疲劳断裂形貌,由于材料强度较高、
塑性较差,宏观疲劳条带不明显,瞬时断裂区较大。
图2 轮胎花样(TEM ) 图3
图4
3)瞬时断裂区:疲劳裂纹扩展到最后阶段的快速断裂区,此区域灰暗,粗糙,呈撕裂状或粗晶粒状,或在45°角上呈延生剪断(剪切唇)。
轴类的疲劳断裂仅就承载性质而言,可分为:单向弯曲疲劳断口、双向弯曲疲劳断裂、旋转弯曲疲劳断裂、扭转疲劳断裂、接触疲劳断裂和复合应力疲劳断裂等。
二.单向弯曲疲劳断裂
轴在弯曲载荷的作用下,其表面应力最大,中心应力最小,一侧受拉,另一侧受压(图5)。在长期的反复的交替作用下,由于轴的表面经常存在缺口、刀痕、沟槽等缺陷,导致应力集中,从而诱发疲劳
裂纹,成为疲劳源。随着交变应力的继续,疲劳裂纹沿着与正应力相垂直的方向扩展,直至发生突然断裂。其断口与轴线成90°。
单向疲劳断口具有比较典型的疲劳断裂特征,可明显地观察到裂源区、扩展区和粗糙的瞬时断裂区(图6)。
图5 图6
对于有台架转角的轴,其断口往往不是一个平面,而是呈碟状曲面,这是由于圆角根部应力集中的结果(图7)。
从断口上可以看出弯曲载荷的大小,如图8所示。a 为低载荷,b 为高载荷形态,其瞬时断裂区的大小明显不同。
图7
图8 不同载荷下单向
弯曲疲劳断口示意图
另外轴表面无应力集中时,瞬时断裂区载荷较小时,瞬时断裂区较小。而有应力集中,如有台阶、缺口、粗糙的加工刀痕等,瞬时断裂区较大。
三.双向弯曲疲劳断裂
固定心轴承受上下正负两个方向交变弯曲载荷,轴的上小对应都受拉、压两面变化的应力,由此导致的断裂称之为轴双向弯曲疲劳断裂。
双向弯曲疲劳断裂的特征:与单向弯曲疲劳断裂的区别之一是双向弯曲疲劳断面有两个裂源,分别处于在相对的两侧。
如果两个方向上的弯矩幅值相等,则在相对的两个靠近表面的区域内产生疲劳源,并同时向内扩展。两个裂纹扩展深度大致相等(图9a)。
当轴承受到弯矩幅值较低时,两个疲劳源往往不会同时产生。因此两条裂纹的扩展深度将会相差很大(图9b)。
轴上有无应力集中以及应力集中程度的大小,对疲劳断口的形貌影响很大,如图10所示不同载荷水平与应力集中程度下的疲劳断口形貌。
图9
四.旋转弯曲疲劳断裂
1)裂源的形成
轴承受旋转弯曲时,轴上各点均受到拉伸应力和压缩应力的连续交替作用,裂纹可能起源于表面任何一点。
承受载荷不大时,疲劳源往往只在一处生核,并向内部和两侧扩展,而弯曲载荷逆轴的旋转方向移动,此时疲劳裂纹的前沿顺着载荷
的移动方向扩展速率较快,逆载荷移动方向扩展速率较慢,从而导致
裂纹前沿的偏移,使瞬时断裂区往往是向轴旋转的相反方向偏移一个角度,通常偏移角可达15°或更大。
图11 旋转弯曲疲劳断口瞬时 断裂区偏转示意图
2)宏观断口特征:
(1)疲劳裂纹垂直轴向心部扩展,断口上出现疲劳条带;
(2)瞬时断裂区逆轴旋转方向偏转一定角度。
轴上应力大小、应力集中程度不同断口出现不同特点:
a.交变载荷较低,无应力集中的光滑轴往往只产生一个疲劳源,瞬时断裂区在外周。
b.轴有台阶或缺口等应力集中,而且弯曲矩幅值大,则会产生多次疲劳源,且同时扩展,最后形成圆弧疲劳弧线和瞬时断裂区,如图12所示。
图12 多个疲源的旋转断口
承受应力水平高,应力集中又严重时,瞬时断裂区位于中心,则断裂前的交变载荷循环次数一般不会超过万次,其应力水平约为疲劳极限的1.5~2倍。
所以轴上的应力大小、应力集中程度不同,其旋转弯曲疲劳断口也呈现不同的特点(图13)。
图13 应力水平及应力
集中程度对旋转弯曲疲
劳断口形态的影响示意
图
五.轴的扭转疲劳断裂
轴在机械中承担传递扭矩,承受扭转载荷的作用,轴的表面所受到的应力最大,而心部为零,如图14所示。
图14 轴扭转剪应力分布图
1.扭转疲劳断裂的产生与类型
轴在承受扭转力时,其力矩在轴的横截面与纵截面上引起剪应力,45°斜截面上产生拉应力和压应力。在交变应力作用下,疲劳源优先在轴的表面的薄弱点萌生,其扩展有两种可能:
1)沿最大拉应力相垂直的方向扩展,称为正断型,一般出现在脆性材料上;
2)沿最大剪应力作用面扩展断裂的称为切断型,一般出现在塑性较好的材料上。
图15 轴上任一点的应力状态
对于承受交变扭转载荷的轴,其纵向应力集中是同样重要的,而纵向应力集中更具有危险性,因为材料中非金属夹杂物总是平行于轴线方向,成为先天性的微裂纹,成为疲劳源。所以扭转疲劳裂纹常在纵向夹杂物、表面划痕或键槽尖角等处发生。
2.扭转疲劳断裂的特征
1)切断型扭转疲劳断裂:断口垂直轴线的平断口或台阶型
2)正断型扭转疲劳断裂:断口多呈斜面状、棘轮状或锯齿状和星状。
棘轮状断口通常是单向变化的扭转应力下形成,在反复的扭转应力作用下,首先在缺口、尖角或某些薄弱环节产生多源疲劳源,随后在拉伸应力作用下,沿着与主轴线成45°角方向扩展,同时在单向扭转力矩的作用下,裂纹呈螺旋状向中心扩展致断。
锯齿型断口是在双向交变扭转应力作用下形成。
图16 扭转疲劳断裂类型
六.轴的接触疲劳
轴件的接触疲劳多产生在轴与轴承滚针相接触的表面,经反复的滚动或滑动而在高的循环接触应力作用下产生的兼有疲劳和摩擦特征的一种破坏形式。表现为轴的表面损伤,如出现麻点或剥落。
七.轴超载一次性断裂(有两种破坏形式)
1.延性破坏是在纯扭转过程中,剪切应力超过了材料剪切强度而产生与轴线方向垂直或平行的剪切断裂。
2.脆性破坏是最大拉伸应力超过其抗拉强度之后而产生的与最
大拉应力方向相垂直的正断断裂。
轴的脆性断裂通常是指不发生塑性变形或只有少量塑性的突然断裂,断裂前无宏观变形预兆,所以是非常危险的断裂。
发生脆性断裂的原因很多,除淬火硬度过高,回火不足,加热温度过高发生过热过烧等因素外,常见的有以下几种:
1)脆性相或杂质原子在晶格上沉淀,是导致金属产生沿晶断裂的主要原因之一。
(1)晶格上存在脆性相,如碳化物。在外力作用下,由于变形能力不同,首先形成微空洞,这些空洞长大连接在一起,形成沿晶裂纹。或折出脆性相粒子连在一起,形成连续的脆性薄膜而分割基体的界面,形成脆断。
(2)晶界上杂质元素存在降低了晶界聚合能,从而为沿晶断裂提供了有利条件。因此,在一定的条件下造成了金属的沿晶断裂。
2)氢脆:是指由于氢渗入钢件内部而在低应力作用下产生的一种脆性断裂。大型轴件发生氢脆断裂也是一种常见的失效形式。
钢中氢的来源由冶炼过程中吸收的,或加工、使用过程中渗入的。一般认为溶解在钢中的氢通常是以原子状态下存在的。氢原子为尽量降低能量而与杂质原子、位错、空位等相互作用,力图结合成氢分子,在钢的晶格或缺陷处富集,形成高压。使微孔洞周围形成高的应力集中和滑移,在应力的作用下,使空洞不断长大,合并形成裂纹,扩展至一定程度时,产生突丝脆性断裂。
3)回火脆性:淬火钢回火时,其冲击韧性随回火温度升高出现
复杂的变化,在某些温度范围内使冲击韧性下降。在250~350℃和450~600℃的温度区间韧性下降,而在300℃左右和500℃左右出现两个低谷,即产生脆性现象,通称为回火脆性。
250~350℃区间产生的脆性称第一类回火脆性,是一种不可逆回火脆性。它与残余奥氏体的转变、马氏体分解沿晶界和亚晶界析出薄膜状渗碳体以及S.P.N等杂质元素在晶界的偏聚等因素有关。
第一类回火脆性对力学性能影响程度是不同的。对强度影响较小,即拉伸和弯曲应力对回火脆性的敏感程度较小。对应力集中较严重,冲击载荷较大或承受扭转载荷的工件。要求较大的塑性和韧性与强度相配合时,会增大脆性开裂的危险性。
对于应力集中不严重,承受拉伸、压缩或弯曲应力工作的工件影响较小。
450~600℃区间的称第二类回火脆性,是一种可逆的回火脆性。主要含有Ni、Cr、Mn等元素的合金钢中,并与钢中的P、As、Sb和Sn等杂质元素有关。
回火脆性只有马氏体组织在回火过程中才产生高温回火脆性,其实其它原始组织在高温回火脆性区回火也会发生不同程度的回火脆性。
第二类回火脆性敏感程度按F-P、B、M的顺序增大,另外钢的回火脆性倾向随奥氏体晶粒的增大而增大。
第二类回火脆性可通过高温回火后快速冷却来抑制回火脆性的发生。但对大型工件,由于心部冷却速度达不到要求,使这种方式受
到限制。另一方面快速冷却又会在工件中产生很大的残余内应力,故对大型工件往往需要采用低于回火脆性温度(450℃)进行补充回火。
脆性断裂的基本特征:
脆性断裂按断裂机制可为两类:解理断裂(穿晶断裂)和沿晶断裂。其共同特征为:
(1)断口附近没有颈缩现象,开裂边缘不存在剪切“唇口”
(2)断裂方向一般垂直于最大主应力,断口表面平齐。
(3)断口呈瓷状或颗粒状,或呈现裂纹急速扩展时形成放射状线条(或人字形花样)。
(4)转动断口可见闪闪反光的小片面,即沿某些特定的晶面开裂的解理面。
(5)断口有时比较亮,有时比较暗灰,呈现无定形粗糙面。
延性断裂,变形失效、磨损、蠕变和腐蚀等失效,在轴和齿轮中不常见,不再详述。
轴类零件的加工工艺资料
轴类零件的加工工艺 绪论 本课题主要研究轴类零件加工过程,加工工艺注意点及改进的方法,通过总结非标件的加工以及典型半成品轴类零件的加工实例来加以说明。现在许多制造最终成品的工厂为了提高机器的某些性能或者降低成本,需要找机械加工厂定做的,常常会因为设备、技术或者工艺规程制定的不是很好,加工出来的部件无法满足使用要求,所以需要一次次的总结,改进加工工艺,从而完善产品。经过总结了生产上出现的问题,写下了这篇论文。 轴类零件是机器中经常遇到的典型零件之一。它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等。 图轴的种类 a)光轴 b)空心轴 c)半轴 d)阶梯轴 e)花键轴 f)十字轴 g)偏心轴 h)曲轴 i) 凸轮轴 1 轴类零件的功用、结构特点 轴类零件是机器中经常遇到的典型零件之一。它在机械中主要用于支承齿轮、带轮、凸轮以及连杆等传动件,以传递扭矩。按结构形式不同,轴可以分为阶梯轴、锥度心轴、光轴、空心轴、曲轴、凸轮轴、偏心轴、各种丝杠等。它主要用来支承传动零部件,传递扭矩
和承受载荷。轴类零件是旋转体零件,其长度大于直径,一般由同心轴的外圆柱面、圆锥面、内孔和螺纹及相应的端面所组成。根据结构形状的不同,轴类零件可分为光轴、阶梯轴、空心轴和曲轴等。 轴的长径比小于5的称为短轴,大于20的称为细长轴,大多数轴介于两者之间。 1.1轴类零件的毛坯和材料 1.1.1轴类零件的毛坯 轴类毛坯常用圆棒料和锻件;大型轴或结构复杂的轴采用铸件。毛坯经过加热锻造后,可使金属内部纤维组织沿表面均匀分布,获得较高的抗拉、抗弯及抗扭强度。 根据生产规模的不同,毛坯的锻造方式有自由锻和模锻两种。中小批生产多采用自由锻,大批大量生产时采用模锻。 1.1.2轴类零件的材料 轴类零件材料常用45钢,精度较高的轴可选用40Cr、轴承钢GCr15、弹簧钢65Mn,也可选用球墨铸铁;对高速、重载的轴,选用20Mn2B、20Cr等低碳合金钢或38CrMoAl氮化钢。 45钢是轴类零件的常用材料,它价格便宜经过调质(或正火)后,可得到较好的切削性能,而且能获得较高的强度和韧性等综合机械性能,淬火后表面硬度可达45~52HRC。 40Cr等合金结构钢适用于中等精度而转速较高的轴类零件,这类钢经调质和淬火后,具有较好的综合机械性能。 轴承钢GCr15和弹簧钢65Mn,经调质和表面高频淬火后,表面硬度可达50~58HRC,并具有较高的耐疲劳性能和较好的耐磨性能,可制造较高精度的轴。 精密机床的主轴(例如磨床砂轮轴、坐标镗床主轴)可选用38CrMoAIA氮化钢。这种钢经调质和表面氮化后,不仅能获得很高的表面硬度,而且能保持较软的芯部,因此耐冲击韧性好。与渗碳淬火钢比较,它有热处理变形很小,硬度更高的特性。 2 轴类零件一般加工要求及方法 2.1 轴类零件加工工艺规程注意点
典型轴类零件数控加工工艺设计
目录 摘要 (3) 绪论 (5) 一、选择本课题的目的及意义 (5) 二、数控机床及数控技术的应用与发展 (5) (一)数控机床的应用与发展 (5) (二)数控技术的应用与发展 (6) 三、对课题任务的阐述 (6) 第二章工艺方案分析 (7) 2.2零件图分析及毛坯的选择 (7) 2.3设备的选择 (8) 2.5确定加工方法 (10) 2.6确定加工方案 (10) 第三章确定零件的定位基准和装夹方式 (12) 1.粗基准选择原则 (12) 2.精基准选择原则 (12) 3.定位基准 (12) 4.装夹方式 (12) 第四章工艺过程 (13) 1.工序与工步的划分 (13) 2.工步的划分 (13) 第五章确定加工顺序及进给路线 (14) 1.零件加工必须遵守的安排原则 (14) 2.进给路线 (14) 第六章刀具及切削用量的选择 (14) 6.1选择数控刀具的原则 (14) 6.2选择数控车削用刀具 (15) 6.3设置刀点和换刀点 (16) 6.4切削用量的选择 (16) 1.背吃刀量的选择 (16) 选择背吃刀量: (16) 2.主轴转速的选择 (17) 3.进给量的选取 (17) 4.进给速度的选取 (17) 7.1轴类零件加工工艺分析 (18) 7.2典型轴类零件加工工艺 (20) 7.3加工坐标系设置 (21) 7.4手工编程 (22) 第八章结束语 (25)
第九章致谢词 (26) 参考文献 (27)
摘要 数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备,数控技术的应用不但给传统制造业带来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不断发展和应用领域的扩大,对国计民生的一些重要行业(IT、汽车、医疗、轻工等)的发展起着越来越重要的作用,因为这些行业所需要装备的数字化已是现代发展的大趋势。而数控加工技术是随着数控机床的产生、发展而逐步完善起来的一种应用技术,是机械制造业人员长期从事数控加工时间的经验总结。数控加工技术就是用数控机床加工零件的方法。在数控加工中,利用工件的旋转运动和刀具的直线运动或者曲线运动来改变毛坯的尺寸和形状,把毛坯加工成符合精度要求的零件。数控车削加工是利用工件相对于刀具的旋转运动对工件进行切削加工的方法。车削适合加工回转类零件、内外圆锥面、端面、圆弧面、沟槽、螺纹和回转成形面等,所用的刀具主要是车刀。数控车削加工是现代制造技术的典型代表,在制造业的各个领域得到广泛的应用如航天、汽车、精密机械等。总之,它是从零件图纸到获得数控加工程序的全过程。已经成为这些行业不可或缺的加工手段。 关键词:数控技术;车削加工;数控加工工艺;数控编程
轴类零件的失效分析和预防
轴类零件的失效分析和预防 发表时间:2020-04-07T15:18:36.773Z 来源:《基层建设》2019年第32期作者:邢宇斐刘季丑婀娜艾浩 [导读] 摘要:随着现代装备发展的需要,轴类零件越来越多地应用在各类机械设备中,轴类零件的失效分析和失效预防也成为机械行业领域的关键技术,本文主要分析了轴类零件的失效原因和失效形式,并结合其在机械设计加工过程中的实际应用,提出了轴类零件在结构设计和机械加工等发面的预防措施。 陕西长岭电子科技有限责任公司陕西省 721000 摘要:随着现代装备发展的需要,轴类零件越来越多地应用在各类机械设备中,轴类零件的失效分析和失效预防也成为机械行业领域的关键技术,本文主要分析了轴类零件的失效原因和失效形式,并结合其在机械设计加工过程中的实际应用,提出了轴类零件在结构设计和机械加工等发面的预防措施。 关键词:轴类零件;失效分析;失效预防;机械加工;结构设计 引言 轴类零件作为机械生产加工行业中的典型工件,尤其是在大型机械设备中必不可少的重要零件,几乎是各类机械设备和产品中使用频率最高的零部件,在某些工况下,轴类零件甚至是整机中的关键件。 1轴类零件特征概述 轴类零件是机械设备中用来支承传动零部件、传递扭矩和承受载荷的一种旋转体零件,其实际用途和使用工况的差异也对轴类零件的生产提出了不同的结构设计要求,轴可以由同心的外圆柱表面、轴肩、端面、台阶、内空、螺纹孔、键槽、退刀槽、倒角、圆弧等各种不同的形式组成。机械设备中涉及多种结构形式的轴类零件,包括阶梯轴、光轴、偏心轴、曲轴等。在这些类型中,阶梯轴的工艺是最具加工特点的,能够表现出大部分轴类零件的机加方式。 轴是机械设备中最重要的传递动力的零件,是整个轴系传动装置的基准,其他传动零件是以轴为支撑做回转运动的,轴的几何形状精度(圆度、圆柱度、直线度等)和表面粗糙度甚至直接决定了机械产品的质量。如果因加工精度误差导致装配后的轴的间隙不一致,会加速轴的局部磨损和运动精度,也会降低其他零件的工作寿命,影响机械设备的使用性能。 2轴类零件的失效原因分析 失效是指机械设备及其零部件丧失其规定功能的现象。由于应力、时间、温度、环境介质及操作失误等因素的作用,会产生种类多样的失效形式。失效分析的目的,就是对机械设备及其零部件在使用过程中发生各种形式失效现象的特征及规律进行分析研究,从中找出产生失效的主要原因并找出防止失效的可行措施。 轴类零件的失效原因可以分为内因和外因:外因包括三维模型设计、原材料优选、机械加工制造、整机装配调试、使用环境条件等;内因则主要包括原材料的成分、组织、性能、缺陷等。 轴类零件的失效常常是内外因共同作用下产生的不良结果。设计方面:工程设计人员未能坚持合理的设计理念和原则,没有清晰的设计思路和方案,在轴的设计中未全面考量选材标准、强度计算、结构功能实现等因素;制造方面:主要包括工艺路线的划分和加工方法的选取不合理;装配方面:轴及其承载零件的安装位置不精确和缺乏相对润滑;使用方面:没有按照使用说明书来操作设备,保养不及时,缺乏定期的维护措施;环境方面:一般是因为机械设备长期处于高温、海水、酸碱、盐雾等恶劣环境中。 3轴类零件的主要失效形式 从实际工作中的使用情况来看,轴类零件的失效形式主要由变形、断裂、磨损和腐蚀四种形式。任何一种形式的失效都会有其产生的条件、特征及判断依据,而且轴类零件一旦出现失效,很有可能是几种情况同时发生。 3.1轴的变形 轴在随时间不断变化的交变应力作用下,承受拉压、弯扭、冲击、振动、疲劳等载荷变化,形状和尺寸都会发生相应的累积变化。轴在高温、酸碱、海水、腐蚀气体等工作环境和外力作用下,持续地发生弹性变形和塑性变形,高温蠕变还会在轴表面产生裂纹,裂纹的扩展会导致轴的开裂甚至断裂。 3.2轴的断裂 断裂失效是所有机械设备失效形式中危害性最大的,在其他的失效形式中零件可能还可以低效率地使用,但是如果发生断裂失效,就意味着零件报废,无法满足其功能需求。 断裂可以分为塑性断裂、低应力脆性断裂、疲劳断裂、蠕变断裂、环境介质加速断裂等多种断裂失效形式,其中最为常见的一种失效形式是由交变应力引起的疲劳断裂。轴类零件在发生疲劳断裂之前,不会发生显著的塑性变形,但是随着使用时间的累及,轴类零件会在应力集中的部位产生疲劳断裂,随着应力的继续作用和润滑脂的挤压膨胀,裂纹不断扩展进而发生急剧断裂破坏,这种突发性的破坏往往危害也比较大。疲劳断裂又可以分为多种形式:按循环次数,可以将其分为低周疲劳和高周疲劳;按载荷类型,可以分为冲击、扭转、腐蚀疲劳、高温疲劳和热疲劳等。 3.3轴的磨损 由于轴和轴套、轴承、套筒等其他零件的相互接触,表面产生相对运动,彼此之间发生摩擦而造成磨损。磨损会导致轴的尺寸发生变化,使其丧失原有的几何形状、加工精度和位置精度,降低其工作效能,进而导致失效现象的发生。 磨损的形式多种多样,一般可将其分为摩擦磨损、磨料磨损、微动磨损、腐蚀磨损、冲蚀磨损和疲劳磨损等。比如:铣床刀具、模具、车床导轨、蜗轮蜗杆等的失效通常属于摩擦磨损;硬磨粒(金属屑等)滑落于机械设备内部(如齿轮间隙)容易造成磨料磨损;蒙皮铆接处、轴承与座体之间常常会产生微动磨损;腐蚀磨损则大多发生在设备外壳、气缸活塞等处;叶轮、车床冷却液管路等受流体或受固体微小颗粒冲击可引起冲蚀磨损;疲劳磨损则常常发生在各类轴承和齿轮中。 3.4轴的腐蚀 轴一般采用低温润滑脂或润滑油来进行润滑,这些润滑剂中的某些化学元素会与轴的原材料发生反应,造成表面凹坑、锈蚀等其他各类损伤,尤其是在海水、酸碱、高温、盐雾等工作环境下的轴,更容易因轻微腐蚀的累积而降低工作效能和寿命。 按照分布的集中程度分为局部腐蚀和全面腐蚀。我们进行的失效分析往往面对的是局部腐蚀,全面腐蚀则比较容易观察和辨别。局部
(完整版)齿轮传动习题(含答案)
齿轮传动 一、选择题 7-1.对于软齿面的闭式齿轮传动,其主要失效形式为________。 A .轮齿疲劳折断 B .齿面磨损 C .齿面疲劳点蚀 D .齿面胶合 7-2.一般开式齿轮传动的主要失效形式是________。 A .轮齿疲劳折断 B .齿面磨损 C .齿面疲劳点蚀 D .齿面胶合 7-3.高速重载齿轮传动,当润滑不良时,最可能出现的失效形式为________。 A .轮齿疲劳折断 B .齿面磨损 C .齿面疲劳点蚀 D .齿面胶合 7-4.齿轮的齿面疲劳点蚀经常发生在________。 A .靠近齿顶处 B .靠近齿根处 C .节线附近的齿顶一侧 D .节线附近的齿根一侧 7-5.一对45钢调质齿轮,过早的发生了齿面点蚀,更换时可用________的齿轮代替。 A .40Cr 调质 B .适当增大模数m C .45钢齿面高频淬火 D .铸钢ZG310-570 7-6.设计一对软齿面减速齿轮传动,从等强度要求出发,选择硬度时应使________。 A .大、小齿轮的硬度相等 B .小齿轮硬度高于大齿轮硬度 C .大齿轮硬度高于小齿轮硬度 D .小齿轮用硬齿面,大齿轮用软齿面 7-7.一对齿轮传动,小轮材为40Cr ;大轮材料为45钢,则它们的接触应力________。 A .1H σ=2H σ B. 1H σ<2H σ C .1H σ>2H σ D .1H σ≤2H σ 7-8.其他条件不变,将齿轮传动的载荷增为原来的4倍,其齿面接触应力________。 A .不变 B .增为原应力的2倍 C .增为原应力的4倍 D .增为原应力的16倍 7-9.一对标准直齿圆柱齿轮,z l = 21,z 2 = 63,则这对齿轮的弯曲应力________。 A. 1F σ>2F σ B. 1F σ<2F σ C. 1F σ =2F σ D. 1F σ≤2F σ 7-10.对于开式齿轮传动,在工程设计中,一般________。 A .先按接触强度设计,再校核弯曲强度 B .只需按接触强度设计 C .先按弯曲强度设计,再校核接触强度 D .只需按弯曲强度设计。 7-7.设计闭式软齿面直齿轮传动时,选择小齿轮齿数z 1的原则是________。
典型轴类零件加工工艺分析
6.4典型轴类零件加工工艺分析 6.4.1 轴类零件加工的工艺分析 (1)轴类零件加工的工艺路线 1)基本加工路线 外圆加工的方法很多,基本加工路线可归纳为四条。 ① 粗车—半精车—精车 对于一般常用材料,这是外圆表面加工采用的最主要的工艺路线。 ② 粗车—半精车—粗磨—精磨 对于黑色金属材料,精度要求高和表面粗糙度值要求较小、零件需要淬硬时,其后续工序只能用磨削而采用的加工路线。 ③ 粗车—半精车—精车—金刚石车 对于有色金属,用磨削加工通常不易得到所要求的表面粗糙度,因为有色金属一般比较软,容易堵塞沙粒间的空隙,因此其最终工序多用精车和金刚石车。 ④ 粗车—半精—粗磨—精磨—光整加工 对于黑色金属材料的淬硬零件,精度要求高和表面粗糙度值要求很小,常用此加工路线。 2)典型加工工艺路线 轴类零件的主要加工表面是外圆表面,也还有常见的特特形表面,因此针对各种精度等级和表面粗糙度要求,按经济精度选择加工方法。 对普通精度的轴类零件加工,其典型的工艺路线如下: 毛坯及其热处理—预加工—车削外圆—铣键槽—(花键槽、沟槽)—热处理—磨削—终检。 (1)轴类零件的预加工 轴类零件的预加工是指加工的准备工序,即车削外圆之前的工艺。 校直毛坯在制造、运输和保管过程中,常会发生弯曲变形,为保证加工余量的均匀及装夹可靠,一般冷态下在各种压力机或校值机上进行校值, (2) 轴类零件加工的定位基准和装夹
1)以工件的中心孔定位在轴的加工中,零件各外圆表面,锥孔、螺纹表面的同轴度,端面对旋转轴线的垂直度是其相互位置精度的主要项目,这些表面的设计基准一般都是轴的中心线,若用两中心孔定位,符合基准重合的原则。中心孔不仅是车削时的定为基准,也是其它加工工序的定位基准和检验基准,又符合基准统一原则。当采用两中心孔定位时,还能够最大限度地在一次装夹中加工出多个外圆和端面。 2)以外圆和中心孔作为定位基准(一夹一顶)用两中心孔定位虽然定心精度高,但刚性差,尤其是加工较重的工件时不够稳固,切削用量也不能太大。粗加工时,为了提高零件的刚度,可采用轴的外圆表面和一中心孔作为定位基准来加工。这种定位方法能承受较大的切削力矩,是轴类零件最常见的一种定位方法。 3)以两外圆表面作为定位基准在加工空心轴的内孔时,(例如:机床上莫氏锥度的内孔加工),不能采用中心孔作为定位基准,可用轴的两外圆表面作为定位基准。当工件是机床主轴时,常以两支撑轴颈(装配基准)为定位基准,可保证锥孔相对支撑轴颈的同轴度要求,消除基准不重合而引起的误差。 4)以带有中心孔的锥堵作为定位基准在加工空心轴的外圆表面时,往往还采用代中心孔的锥堵或锥套心轴作为定位基准,见图6.9所示。 锥堵或锥套心轴应具有较高的精度,锥堵和锥套心轴上的中心孔即是其本身制造的定位基准,又是空心轴外圆精加工的基准。因此必须保证锥堵或锥套心轴上锥面与中心孔有较高的同轴度。在装夹中应尽量减少锥堵的安装此书,减少重复安装误差。实际生产中,锥堵安装后,中途加工一般不得拆下和更换,直至加工完毕。 图 6.9 锥堵和锥套心轴 a)锥堵 b)锥套心轴
轴的失效形式和原因分析
轴的失效形式与特征 轴是各种机械中最为普通而不可缺少的重要零件,根据使用条件的差异,轴有很大不同的类型,按其功能和所受载荷的不同,一般可分为心轴、转轴和传动轴三类。心轴主要承受弯矩而不承受扭矩,它只能旋转零件起支撑作用,并不传递动力。传动轴主要承受扭矩,其基本功能只传输动力,而转轴既承受弯矩又承受扭矩,它兼有支撑与传输动力的双倍功能。 由于各类轴自身的材质、结构和承载条件不同、运行环境和使用操作的差异可能发生各种不同类型的失效时有发生,失效的形式和特征也各异。 一.疲劳断裂 疲劳断裂是指轴在交变应力的作用下,经过多次反复后发生的突然断裂。是轴类零件在其服役过程中主要的失效形式。 轴在疲劳断裂前没有明显的塑性变形,反映在宏观形态上属于脆性断裂。断口形貌有其本身的特征,在宏观形貌上可分为三个区域: 图1 疲劳断裂示意图
1)疲劳源区:通常是指断口上的放射源的中心点,源区表面细密光滑,多发生于轴的表面。由于表面常存在缺口、刀痕、沟槽等缺陷,导致应力集中,从而诱发疲劳裂纹。 疲劳断口上可能只有一个疲劳裂纹源,也可能出现几个裂源。 疲劳源区有时存在疲劳台阶,这是由于不同高度的多源疲劳裂纹在其扩展过程中连接形成的。 2)疲劳扩展区:是断口上最重要的特征区域,海滩花样(贝壳花样、疲劳弧线、疲劳条带)的存在是鉴别疲劳断裂的宏观依据。有时必须借住高倍的电子显微镜才能观察到疲劳条带。根据弧线数量和间距可以略微地判断零件所承受交变应力幅值,弧线规律分布表示交变载荷是平稳的。 承受应力状态、工作环境以及材料性质的不同,疲劳裂纹扩展的形貌所异。 每条疲劳条带表示载荷的一次循环,条带间距离与外加载荷的应力幅值有关。当交变载荷变化不大、零件内的残余应力很小时,往往不出现弧线或不明显,所以不是所以疲劳断口有存在疲劳条带,低周疲劳断口有时可呈现韧窝状,有时也可出现轮胎花样(图2),所以疲劳条带并不是疲劳断裂的唯一显微特征。高频疲劳断口或腐蚀疲劳断口上的疲劳条带比较模糊,较难判断。 图3为外加载荷较小,但轴周应力较集中,所以扩展前区条带不明显,随截面的减小载荷逐渐增大,疲劳条带较明显,瞬时断裂区较小。图4外加载荷较大,呈低周疲劳断裂形貌,由于材料强度较高、
典型轴类零件的数控加工工艺编制
典型轴类零件的数控加工工艺编制数控技术是用数字信息对机械运动和工作过程进行操纵的技术,数控装备是以数控技术为代表的新技术对传统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备。 本次设计确实是进行数控加工工艺设计典型轴类零件,要紧侧重于该零件的数控加工工艺和编程,包括完成该零件的工艺规程,要紧工序工装设计,并绘制零件图、夹具图等。 通过本次毕业设计,对典型轴类零件的设计又有了深的认识。从而达到了巩固、扩大、深化所学知识的目的,培养和提高了综合分析咨询题和解决咨询题的能力以及培养了科学的研究和创新能力。 关键词:数控技术典型轴类零件加工工艺毕业设计
摘要 (1) 目录 (2) 1.引言 (3) 1.引言 (3) 2.零件分析 (4) 2.1毛坯的选择 (4) 2.2 机床的选择 (4) 3.零件图加工艺分析 (7) 3.1零件的工艺分析 (7) 3.2 零件的加工工艺设计 (11) 4.零件图加工程序编写 (21) 4.1零件左端加工程序编写 (21) 4.2零件右端加工程序编写 (22) 5. 程序调试 (25) 致谢 (26) 参考文献 (27)
数控技术集传统的机械制造技术、运算机技术、成组技术与现代操纵技术、传感检测技术、信息处理技术、网络通讯技术、液压气动技术、光机电技术于一体,是现代先进制造技术的基础和核心。数控车床己经成为现代企业的必需品。随着数控技术的不断成熟和进展及市场日益繁荣,其竞争也越来越猛烈,人们对数控车床选择也有了更加宽敞的范畴,对数控机床技术的把握也越来越高。随着社会经济的快速进展,人们对生活用品的要求也越来越高,企业对生产效率也有相应的提高。数控机床的显现实现了宽敞人们的这一愿望。数控车削加工工艺是实现产品设计、保证产品的质量、保证零件的精度,节约能源、降低消耗的重要手段。是企业进行生产预备、打算调度、加工操作、安全生产、技术检测和健全劳动组织的重要依据。也是企业对高品质、高品种、高水平,加速产品更新,提高经济效益的技术保证。这不但满足了宽敞消费者的目的,即实现了产品多样化、产品高质量、更新速度快的要求,同时推动了企业的快速进展,提高了企业的生产效率。 数控工艺规程的编制是直截了当指导产品或零件制造工艺过程和操作方法的工艺文件,它将直截了当阻碍企业产品质量、效益、竞争能力。本文通过对典型轴类零件数控加工工艺的分析,对零件进行编程加工,给出了关于典型零件数控加工工艺分析的方法,关于提高制造质量、实际生产具有一定的意义。依照数控机床的特点,针对具体的零件,进行了工艺方案的分析,工装方案的确定,刀具和切削用量的选择,确定加工顺序和加工路线,数控加工程序编制。通过整个工艺的过程的制定,充分表达了数控设备在保证加工精度,加工效率,简化工序等方面的优势。 本人以严谨务实的认真态度进行了此次设计,但由于知识水平与实际体会有限。在设计中会显现一些错误、缺点和疏漏,诚请各位评审老师提出批判和指正。
典型轴类零件数控加工工艺
典型轴类零件数控加工工艺设计 姓名:邢荣腾 职业:数控车工 身份证号:3723717 鉴定等级:技师 单位:济南铁路高级技工学校 二〇一一年十二月
在机械制造工业中并不是所有的产品零件都具有很大的批量,单件与小批量生产的零件(批量在10~100件)约占机械加工总量的80%以上。尤其是在造船、航天、航空、机床、重型机械以及国防工业更是如此。 为了满足多品种,小批量的自动化生产,迫切需要一种灵活的,通用的,能够适用产品频繁变化的柔性自动化机床。数控机床就是在这样的背景下诞生与发展起来的。它为单件、小批量生产的精密复杂零件提供了自动化的加工手段。 根据国家标准GB/T8129-1997,对机床数字控制的定义:用数字控制的装置(简称数控装置),在运行过程中,不断地引入数字数据,从而对某一生产过程实现自动控制,叫数字控制,简称数控。用计算机控制加工功能,称计算机数控(computerized numerical ,缩写CNC)。 数控机床即使采用了数控技术的机床,或者说装备了数控系统的机床。从应用来说,数控机床就是将加工过程所需的各种操作(如主轴变速、松加工件、进刀与退刀、开车与停车、选择刀具、供给切削液等)和步骤,以及刀具与工件之间的相对位移量都用数字化的代码来表示,通过控制介质将数字信息送入专用的或通用的计算机,计算机对输入的信息进行处理与运算,发出各种指令来控制机床的伺服系统或其他执行元件,是机床自动加工出所需要的零件。
一.前言 (2) 二.摘要 (4) 三.零件图工艺分析 (4) 四.数控加工工艺基本特点 (6) 五.设备选择 (6) 六.确定零件的定位基准和装夹方式 (7) 七.加工方法的选择和加工方案的确定 (9) 八.确定加工顺序及进给路线 (10) 九.刀具的选择 (10) 十.切削用量的选择 (11) 十一. 编程误差及其控制 (15) 十二.程序编制及模拟运行、零件加工、精度自检 (15) 结束语 (19)
常见齿轮失效形式
FAILURE PROBABILITY OF GEAR TEETH WEAR Milosav Ognjanovic University of Belgrade Faculty of Mechanical Engineering ABSTRACT In extreme gear service conditions some of the tooth damages such as pitting are not the main type of teeth flank failure any more. The hypothesis concerning infinite fatigue endurance of teeth flanks is without support now. Abrasive wear and squeeze at local points of contact eliminate and/or stop pitting from developing. Three types of surface damages (abrasive wear, squeezing and pitting) occur simultaneously and contribute to each other. In that way, teeth flank failure accelerates and gets more intensive and progressive. Infinite flank endurance does not exist. Besides this, the process of simultaneous (progressive) teeth flank damage is stochastic. Statistical approach to failure intensity evaluation is the only possibility. For certain wear limits of teeth flanks, experimental results are presented by statistical parameters. Those statistical models and statistical parameters are suitable for the development of reliability models of gear and gear drives. Introduction Intensive research in the area of the gear damage resistance is resulted with standard DIN 3990 part 5. This standard defines gear testing procedure and endurance limits for different kinds of materials and gear heat and mechanical treatments. Research in this direction is continued [1], [4], but many questions in that very complex area are still without answer. Gear calculation according to the mentioned standard is based on teeth pitting resistance. Fatigue of surface layer (pitting) is the most suitable for the load capacity calculation. In the service conditions and in the testing using FZG gear tester (DIN 51 354), it is not possible to extract fatigue (pitting) damages separately from the others surface damages (sliding wear, surface squeezing, etc.). Besides this, the processes like sliding wear (scoring and scuffing) and surface squeezing obstruct a pitting process. In these conditions, the gear teeth failure process can be slowed down (weakened) or accelerated. For this interaction, it is necessary to research and separately test a pitting process, for example, by using the ZF roller test rig [5] or perform especially those tests which can extract separate (not mixed) types of teeth failure [6]. Detailed research of teeth sliding wear is presented in the paper [2]. The wear depth of the teeth flanks is calculated by using a developed mathematical model. Complex teeth surface failure is not possible to be defined in a deterministic way. Interaction of individual damage processes is not the same for different stress levels, for different materials, heat and mechanical treatment or lubrication. This interaction is stochastic and can be presented by statistical models and parameters. In this paper, a suggestion in that sense is presented. It is not possible to define complex teeth surface failure in a deterministic way. Types of Teeth Wear and Wear Components Separation The gear load capacity is limited by different kinds of teeth flanks wear: pitting, abrasive and adhesive wear (scoring and scuffing) and squeezing. These flank damages are parallel or complementary. For pitting development, it is necessary to start the crack and grow it up along with increrased high stress cycles number. In the meantime, by sliding or squeezing it is possible to eliminate cracks in the very initial period and slow down the pitting process (especially micro pitting). Each of the mentioned damages can be disturbed or supported by some of the others. Pitting is the damage which corresponds to the gears with surface hardened teeth, at surface stress close to surface endurance limit. Sliding wear (scoring) is characteristic for the gears with non-hardened teeth and with high surface stress. The process of sliding wear is not limited by surface endurance limit. There is no stress level which cannot make surface damage along unlimited stress cycles number (teeth mesh revolution). Scuffing is damage characteristic for highly loaded gears with a very high speed of rotation. Squeezing of gear teeth flanks can arise with not hardened materials caused by a very high flank stress level, especially at a low speed of rotation. More details for each of the mentioned types of teeth flank wear are as follows. The mentioned types of teeth flank wear will be considered in detail.
典型轴类零件加工工艺分析
典型轴类零件加工工艺分 析 Revised final draft November 26, 2020
阶梯轴加工工艺过程分析 图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。 (一)结构及技术条件分析该轴为没有中心通孔的多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。(二)加工工艺过程分析1.确定主要表面加工方法和加工方案。 传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小(μm),最终加工应采用磨削。其加工方案可参考表3-14。 2.划分加工阶段 该轴加工划分为三个加工阶段,即粗车(粗车外圆、钻中心孔),半精车(半精车各处外圆、台肩和修研中心孔等),粗精磨各处外圆。各加工阶段大致以热处理为界。 3.选择定位基准 轴类零件的定位基面,最常用的是两中心孔。因为轴类零件各外圆表面、螺纹表面的同轴度及端面对轴线的垂直度是相互位置精度的主要项目,而这些表面的设计基准一般都是轴的中心线,采用两中心孔定位就能符合基准重合原则。而且由于多数工序都采用中心孔作为定位基面,能最大限度地加工出多个外圆和端面,这也符合基准统一原则。但下列情况不能用两中心孔作为定位基面:(1)粗加工外圆时,为提高工件刚度,则采用轴外圆表面为定位基面,或以外圆和中心孔同作定位基面,即一夹一顶。(2)当轴为通孔零件时,在加工过程中,作为定位基面的中心孔因钻出通孔而消失。为了在通孔加工后还能用中心孔作为定位基面,工艺上常采用三种方法。 ①当中心通孔直径较小时,可直接在孔口倒出宽度不大于2mm的60o内锥面来代替中心孔; ②当轴有圆柱孔时,可采用图6—35a所示的锥堵,取1∶500锥度;当轴孔锥度较小时,取锥堵锥度与工件两端定位孔锥度相同;
齿轮的失效形式有哪些
齿轮的失效形式有哪些 1. 齿轮的失效形式有哪些, a齿面点蚀 b齿面磨损c齿面折断d齿面胶合e塑形变型 2. 齿面胶合的失效机理如何,避免齿面胶合的措施有哪些, 齿面胶合是由于齿面未能有效地形成润滑油膜,导致齿面金属直接接触,并在随后的相对滑动中,相互粘连的金属沿着相对滑动方向相互撕扯而出现一条条划痕。措施:采用正变位齿轮,减小模数,降低齿高以减小滑动速度,提高齿面硬度,降低齿面粗糙度值,采用抗胶合能力强的齿轮材料,在润滑油中加入抗胶合能力强的极压添加剂等 3. 齿面点蚀的机理如何, 齿轮工作时,在循环接触应力,齿面摩擦力及润滑的反复作用下,在齿面或其他表层内会产生微小的裂纹。这些微裂纹继续扩展,相互连接,形成小片并脱落,在齿面上出现细碎的凹坑或麻点,从而造成痴齿面损伤,称为疲劳点蚀。 4. 减小齿面磨损的措施有哪些, 采用闭式齿轮传动,提高齿面硬度,降低齿面粗糙度值,注意保持润滑油清洁等。 5. 如何提高齿轮的抗折断能力, a采用正变位齿轮,增大齿根的强度 b使齿根过渡曲线更为平缓及消除加工刀痕,减小齿根应力集中 c增大轴及支承的刚件,使齿轮接触线的受载较为均匀 d采用合适的热处理方法,使齿芯材料具有足够的韧性 e采用喷丸,滚压等工艺措施对齿根表层进行强化处理。 6. 齿轮常用的材料及热处理方法有哪些, 锻钢,铸铁,非金属材料。调制,淬火,渗碳,渗氮 7. 软齿面闭式齿轮传动的设计模式如何, 通常保证接齿面触疲劳强度为主。
8硬齿面闭式齿轮传动的设计模式如何, 通常保证齿根弯曲疲劳强度为主。 9.开式齿轮传动的设计模式如何, 根据保证齿面抗磨损及齿根抗折断能力两准则进行计算 10.对齿轮性能的基本要求是什么, 齿面要硬,齿芯要韧 11.为了降低载荷沿接触线分布不均匀得程度,可以用怎么样的办法, 可以采用增大轴,轴承及支座的刚度,对称地配置轴承,以及适当地 限制齿轮的宽度,同时应尽可能避免齿轮作悬臂布置。 12.斜齿轮的螺旋角通常取多少, 8?-20? 13.人字齿的螺旋角一般是多少, 15?-40 蜗杆 1. 蜗杆传动的优缺点, 优点:传动比大,结构紧凑,传动平稳,噪声小。 缺点:传动效率低,蜗轮齿圈用青铜制造,成本高。 2. 蜗杆传动的正确啮合条件如何, 蜗杆的轴面模数,压力角应与蜗轮的端面模数,压力角相等。 3. 闭式蜗杆为什么要进行热平衡计算,有哪些措施, 蜗杆的传动效率低,所以工作时发热量大。在闭式传动中,如果产生的热量不能及时散逸,将因油温不断升高而使润滑油稀释,从而增大摩擦损失,甚至发生胶合。所以,必须根据单位时间内的发热量等于同时间内的散热量进行热平衡计算,以保证油温稳定地处于规定的范围内。加散热片以增大散热面积,在蜗杆轴端加装风扇以加速空气的流通。在传动箱内装循环冷却管路。文案编辑词条
典型轴类零件加工工艺分析
阶梯轴加工工艺过程分析? 图6—34为减速箱传动轴工作图样。表6—13为该轴加工工艺过程。生产批量为小批生产。材料为45热轧圆钢。零件需调质。
(一)结构及技术条件分析??该轴为没有中心通孔的多阶梯轴。根据该零件工作图,其轴颈M、N,外圆P,Q及轴肩G、H、I有较高的尺寸精度和形状位置精度,并有较小的表面粗糙度值,该轴有调质热处理要求。?
(二)加工工艺过程分析? 1.确定主要表面加工方法和加工方案。 传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要表面M,N,P,Q的公差等级较高(IT6),表面粗糙度值较小(Ra0.8μm),最终加工应采用磨削。其加工方案可参考表3-14。 2.划分加工阶段 该轴加工划分为三个加工阶段,即粗车(粗车外圆、钻中心孔),半精车(半精车各处外圆、台肩和修研中心孔等),粗精磨各处外圆。各加工阶段大致以热处理为界。 3.选择定位基准 轴类零件的定位基面,最常用的是两中心孔。因为轴类零件各外圆表面、螺纹表面的同轴度及端面对轴线的垂直度是相互位置精度的主要项目,而这些表面的设计基准一般都是轴的中心线,采用两中心孔定位就能符合基准重合原则。而且由于多数工序都采用中心孔作为定位基面,能最大限度地加工出多个外圆和端面,这也符合基准统一原则。 但下列情况不能用两中心孔作为定位基面: ?(1)粗加工外圆时,为提高工件刚度,则采用轴外圆表面为定位基面,或以外圆和中心孔同作定位基面,即一夹一顶。? (2)当轴为通孔零件时,在加工过程中,作为定位基面的中心孔因钻出通孔而消失。为了在通孔加工后还能用中心孔作为定位基面,工艺上常采用三种方法。 ①当中心通孔直径较小时,可直接在孔口倒出宽度不大于2mm的60o内锥面来代替中心孔;
汽车零部件的失效模式及分析
汽车零部件的失效模式及 分析 专业: 班级学号: 姓名: 指导教师: 年月
摘要 汽车零件失效分析,是研究汽车零件丧失其规定功能的原因、特征和规律;研究其失效分析技术和预防技术,其目的在与分析零部件失效的原因,找出导致失效的责任,并提出改进和预防措施,从而提高汽车可靠性和使用寿命。
目录 第一章汽车零部件失效的概念及分类 (1) 一、失效的概念 (1) 二、失效的基本分类型 (1) 三、零件失效的基本原因 (2) 第二章汽车零部件磨损失效模式与失效机理 (3) 一、磨料磨损及其失效机理 (3) 二、粘着磨损及其失效机理 (4) 三、表面疲劳磨损及其失效机理 (5) 四、腐蚀磨损及其失效机理 (5) 五、微动磨损及其失效机理 (6) 第三章汽车零部件疲劳断裂失效及其机理 (8) 第四章汽车零部件腐蚀失效及其机理 (9) 第五章汽车零部件变形失效机理 (10) 参考文献 (11)
第一章汽车零部件失效的概念及分类 一、失效的概念 汽车零部件失去原设计所规定的功能称为失效。失效不仅是指完全丧失原定功能,而且功能降低和严重损伤或隐患、继续使用会失去可靠性及安全性的零部件。 机械设备发生失效事故,往往会造成不同程度的经济损失,而且还会危及人们的生命安全。汽车作为重要的交通运输工具,其可靠性和安全性越来越受到重视。因此,在汽车维修工程中开展失效分析工作,不仅可以提高汽车维修质量,而且可为汽车制造部门提供反馈信息,以便改进汽车设计和制造工艺。 二、失效的基本分类型 按失效模式和失效机理对是小进行分类是研究失效的重要内容之一。失效模式是失效件的宏观特征,而失效机理则是导致零部件失效的物理、化学或机械的变化原因,并依零件的种类、使用环境而异。 汽车零部件按失效模式分类可分为磨损、疲劳断裂、变形、腐蚀及老化等五类。 汽车零件失效分类 一个零件可能同时存在几种失效模式或失效机理。研究失效原因,找出主要失效模式,提出改进和预防措施,从而提高汽车零部件的可靠性和使用寿命。