油漆检验记录表
油漆喷涂质量检验记录表
检验员:日期:
钢结构质量检验记录
钢结构质量检验记录 1.原材料及成品进场 Ⅰ基本要求和内容 (1)原材料及成品进场应提供质量合格证明文件、中文标志及出厂检验报告等。 (2)钢材 1)钢材、钢铸件品种、规格、性能等应符合现行国家产品标准和设计要求。进口钢材产品的质量应符合设计和合同规定标准的要求并附有商检证。 2)对属于下列情况之一的钢材,应进行抽样复验: a.国外进口钢材; b.钢材混批; c.板厚等于或大于40mm,且设计有Z向性能要求的厚板; d.建筑结构安全等级为一级,大跨度钢结构中主要受力构件所采用的钢材; e.设计有复验要求的钢材; f.对质量有疑义的钢材。 其复验结果应符合现行国家产品标准和设计要求。复验报告见质控(建)表4.1.8.4-1。 (3)焊接材料 1)焊接材料品种、规格、性能等应符合现行国家产品标准和设计要求。 2)重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。 (4)连接用紧固标准件 1)钢结构连接用高强度大六角头螺栓连接副、扭剪型高强度螺栓连接副、钢网架用高强度螺栓、普通螺栓、铆钉、自攻钉、拉铆钉、射钉、锚栓(机械型和化学试剂型)、地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。高强度大六角头螺栓连接副和扭剪型高强度螺栓连接副出厂时应分别随箱带有扭矩系数和紧固轴力(预拉力)的检验报告。 2)高强度大六角头螺栓连接副应按现行国家标准《钢结构工程施工质量验收规范》GB50205的规定复验其扭矩系数,其检验结果应符合规定。复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应按规格抽取8套连接副进行复验。复验报告见质控(建)表4.1.8.4-2。 3)扭剪型高强度螺栓连接副应按现行国家标准《钢结构工程施工质量验收规范》GB50205的规定复验预拉力,其检验结果应符合规定。复验用螺栓应在施工现场待安装的螺栓批中随机抽取,每批应按规格抽取8套连接副进行复验。复验报告见质控(建)表4.1.8.4-3。 4)对螺栓球节点钢网架结构,其连接高强度螺栓应进行拉力载荷或表面硬度试验,其值应符合现行国家标准《钢网架螺栓球节点用高强度螺栓》GB/T16939或《紧固件机械性能螺栓、螺钉和螺柱》GB3098.1的规定。对8.8级的高强度螺栓其表面硬度应为HRC21~29;10.9级高强度螺栓其表面硬度应为HRC32~36,且不得有裂纹或损伤。检查数量:同规格的螺栓每600只为一批,不足600只仍按一批计,每批取3只为一组随机抽检。螺栓拉力荷载复验报告见质控(建)表4.1.8.4-4。螺栓表面硬度复验报告见质控(建)表4.1.8.4-5。 5)对设计有螺栓实物最小荷载检验要求的螺栓,其抗拉强度应符合设计要求,
钢结构防火涂料涂装工程检验批质量验收记录表.doc
钢结构防火涂料涂装工程检验批质量验收记录表 GB50205-2001 GD2401069 □□
美文欣赏 1、走过春的田野,趟过夏的激流,来到秋天就是安静祥和的世界。秋天,虽没有玫瑰的芳香,却有秋菊的淡雅,没有繁花似锦,却有硕果累累。秋天,没有夏日的激情,却有浪漫的温情,没有春的奔放,却有收获的喜悦。清风落叶舞秋韵,枝头硕果醉秋容。秋天是甘美的酒,秋天是壮丽的诗,秋天是动人的歌。 2、人的一生就是一个储蓄的过程,在奋斗的时候储存了希望;在耕耘的时候储存了一粒种子;在旅行的时候储存了风景;在微笑的时候储存了快乐。聪明的人善于储蓄,在漫长而短暂的人生旅途中,学会储蓄每一个闪光的瞬间,然后用它们酿成一杯美好的回忆,在四季的变幻与交替之间,散发浓香,珍藏一生! 3、春天来了,我要把心灵放回萦绕柔肠的远方。让心灵长出北归大雁的翅膀,乘着吹动彩云的熏风,捧着湿润江南的霡霂,唱着荡漾晨舟的渔歌,沾着充盈夜窗的芬芳,回到久别的家乡。我翻开解冻的泥土,挖出埋藏在这里的梦,让她沐浴灿烂的阳光,期待她慢慢长出枝蔓,结下向往已久的真爱的果实。 4、好好享受生活吧,每个人都是幸福的。人生山一程,水一程,轻握一份懂得,将牵挂折叠,将幸福尽收,带着明媚,温暖前行,只要心是温润的,再遥远的路也会走的安然,回眸处,愿阳光时时明媚,愿生活处处晴好。 5、漂然月色,时光随风远逝,悄然又到雨季,花,依旧美;心,依旧静。月的柔情,夜懂;心的清澈,雨懂;你的深情,我懂。人生没有绝美,曾经习惯漂浮的你我,曾几何时,向往一种平实的安定,风雨共度,淡然在心,凡尘远路,彼此守护着心的旅程。沧桑不是自然,而是经历;幸福不是状态,而是感受。 6、疏疏篱落,酒意消,惆怅多。阑珊灯火,映照旧阁。红粉朱唇,腔板欲与谁歌?画脸粉色,凝眸着世间因果;未央歌舞,轮回着缘起缘落。舞袖舒广青衣薄,何似院落寂寞。风起,谁人轻叩我柴扉小门,执我之手,听我戏说? 7、经年,未染流殇漠漠清殇。流年为祭。琴瑟曲中倦红妆,霓裳舞中残娇靥。冗长红尘中,一曲浅吟轻诵描绘半世薄凉寂寞,清殇如水。寂寞琉璃,荒城繁心。流逝的痕迹深深印骨。如烟流年中,一抹曼妙娇羞舞尽半世清冷傲然,花祭唯美。邂逅的情劫,淡淡刻心。那些碎时光,用来祭奠流年,可好? 8、缘分不是擦肩而过,而是彼此拥抱。你踮起脚尖,彼此的心就会贴得更近。生活总不完美,总有辛酸的泪,总有失足的悔,总有幽深的怨,总有抱憾的恨。生活亦很完美,总让我们泪中带笑,悔中顿悟,怨中藏喜,恨中生爱。 9、海浪在沙滩上一层一层地漫涌上来,又一层一层地徐徐退去。我与你一起在海水中尽情的戏嬉,海浪翻滚,碧海蓝天,一同感受海的胸怀,一同去领略海的温情。这无边的海,就如同我们俩无尽的爱,重重的将我们包裹。 10、寂寞的严冬里,到处是单调的枯黄色。四处一片萧瑟,连往日明净的小河也失去了光彩,黯然无神地躲在冰面下恹恹欲睡。有母女俩,在散发着丝丝暖意的阳光下,母亲在为女儿梳头。她温和的把头发理顺。又轻柔的一缕缕编织着麻花辫。她脸上写满笑意,似乎满心的慈爱永远装不下,
钢结构制作(安装)焊接工程检验批质量验收记录表(模板)
钢结构制作(安装)焊接工程检验批质量验收记录表 GB50205-2001 010901□□□ ? ? ? ? ? ? ? ?
说明 010901 (Ⅰ)(主控) 020401 主控项目: 1.检查数量:全数检查。检验方法:检查产品的质量合格证明文件,中文标志及检验报告。 2.全数检查。检查复验报告。 3.全数检查。检查质量证明书和烘焙记录和材料用量证明。 4.全数检查。检查焊工合格证及其认可范围,有效期。 5.全数检查。检查焊接工艺评定报告。 6.全数检查。检查超声波或射线探伤记录。 7.资料全数检查;同类焊缝抽查10%,且不应少于3条。观察检查,用焊缝量规抽查测量。见图5.2.5。 8.每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5% 且不应少于1条,每条检查1处,总抽查数不应少于10处。观察检查或使用放大镜、焊缝量规和钢尺检查,当存在疑义时,采用渗透或磁粉探伤检查。
钢结构制作(安装)焊接工程检验批质量验收记录表 GB50205-2001 010901□□
说明 010901 (Ⅰ)(一般) 020401 一般项目: 1.按量抽查1%,且不应少于10包。观察检查。 2.全数检查。检查预、后热施工记录和工艺试验报告。 3.检查数量同主控项目第8条。观察检查或使用放大镜、焊缝量规和钢尺检查。见附录A.0.1表。 4.检查数量同主控项目第8条。用焊缝量规检查。注:B指焊缝宽度h f>8.0mm的角焊缝 其局部焊脚尺寸允许低于设计要求值1.0mm,但总长度不得超过焊缝长度10%;焊接H形梁腹板与翼缘板的焊缝两端在其两翼缘板宽度范围内,焊缝的焊脚尺寸不得低于设计值。见附录A.0.1-2表。 5.检查数量:每批同类构件抽查10%,且不应少于3件,观察检查。 6.检查数量:每批同类构件抽查10%,且不应少于3件,被抽查构件中,每件焊缝按数量 各抽查5%,总抽查处不应少于5处。观察检查。 注:t为连接处较薄的板厚。
油漆检验记录表
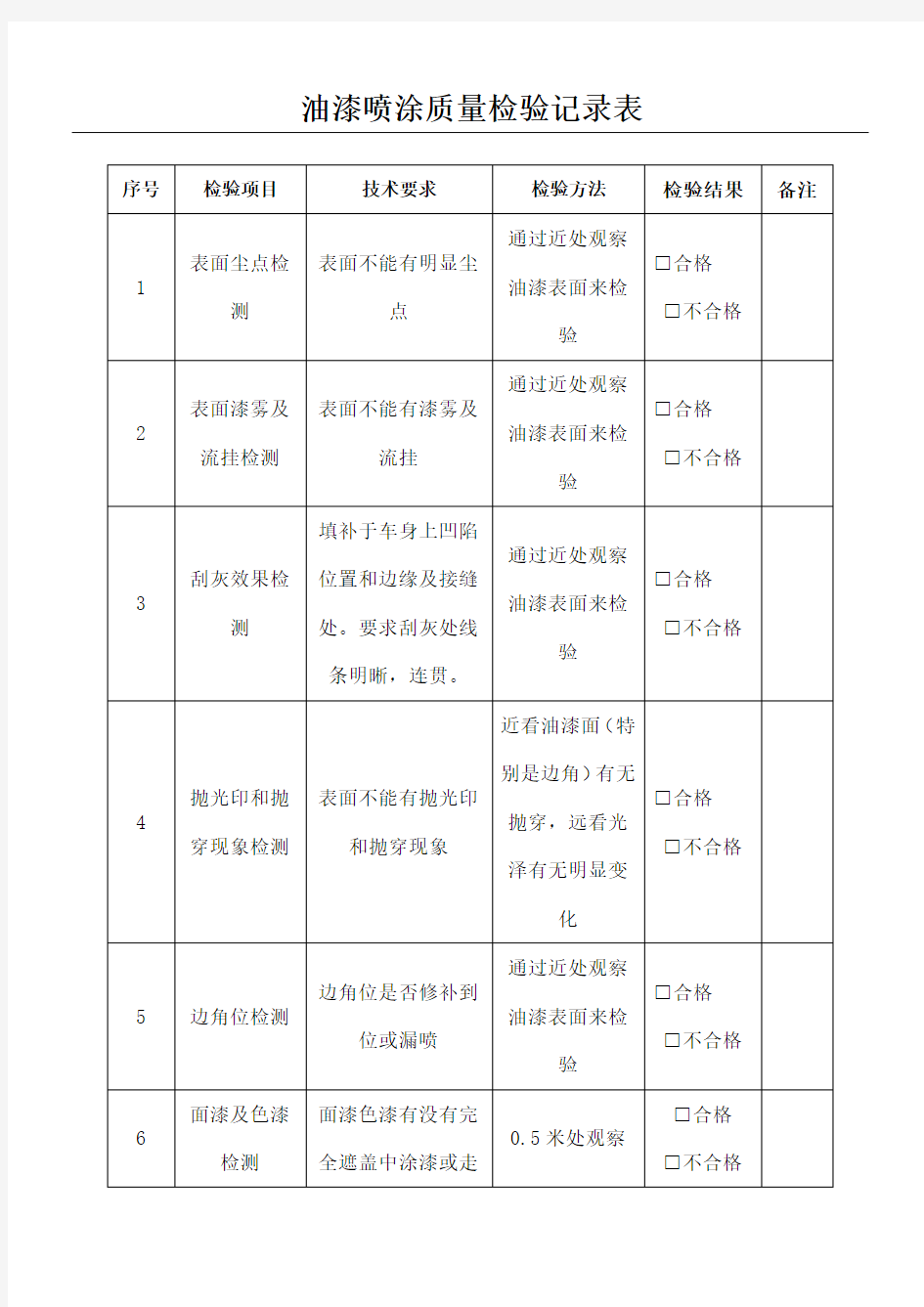
精心整理 精心整理 油漆喷涂质量检验记录表 序号 检验项目 技术要求 检验方法 检验结果 备注 1 表面尘点检测 表面不能有明显尘点 通过近处观察油 漆表面来检验 □合格 □不合格 2 表面漆雾及流挂检测 表面不能有漆雾及流 挂 通过近处观察油漆表面来检验 □合格 □不合格 3 刮灰效果检测 填补于车身上凹陷位置和边缘及接缝处。 要求刮灰处线条明晰,连贯。 通过近处观察油漆表面来检验 □合格 □不合格 4 抛光印和抛穿现象检测 表面不能有抛光印和 抛穿现象 近看油漆面(特别是边角)有无抛穿,远看光泽有无明显变化 □合格 □不合格 5 边角位检测 边角位是否修补到位 或漏喷 通过近处观察油漆表面来检验 □合格 □不合格 6 面漆及色漆检 测 面漆色漆有没有完全遮盖中涂漆或走珠现 象 0.5米处观察 □合格 □不合格 7 车身活动部件和装饰件等 车身活动部件和装饰件等的油漆和抛光蜡是否清除干净 通过近处观察油漆表面来检验 □合格 □不合格 8 表面光泽度 全车喷涂或新车光泽60度时大于90度,无明显“桔皮”现象 通过光泽度测试仪检验 □合格 □不合格 9 修补工件表面 光泽 修补工件表面的光泽与原车基本一致,形成衬托效果,不能相 差太远 远看,多角度观 察 □合格 □不合格 10 修补后漆纹与原车匹配度 修补后漆纹应与原车 相匹配 由远至近多角度 观察 □合格
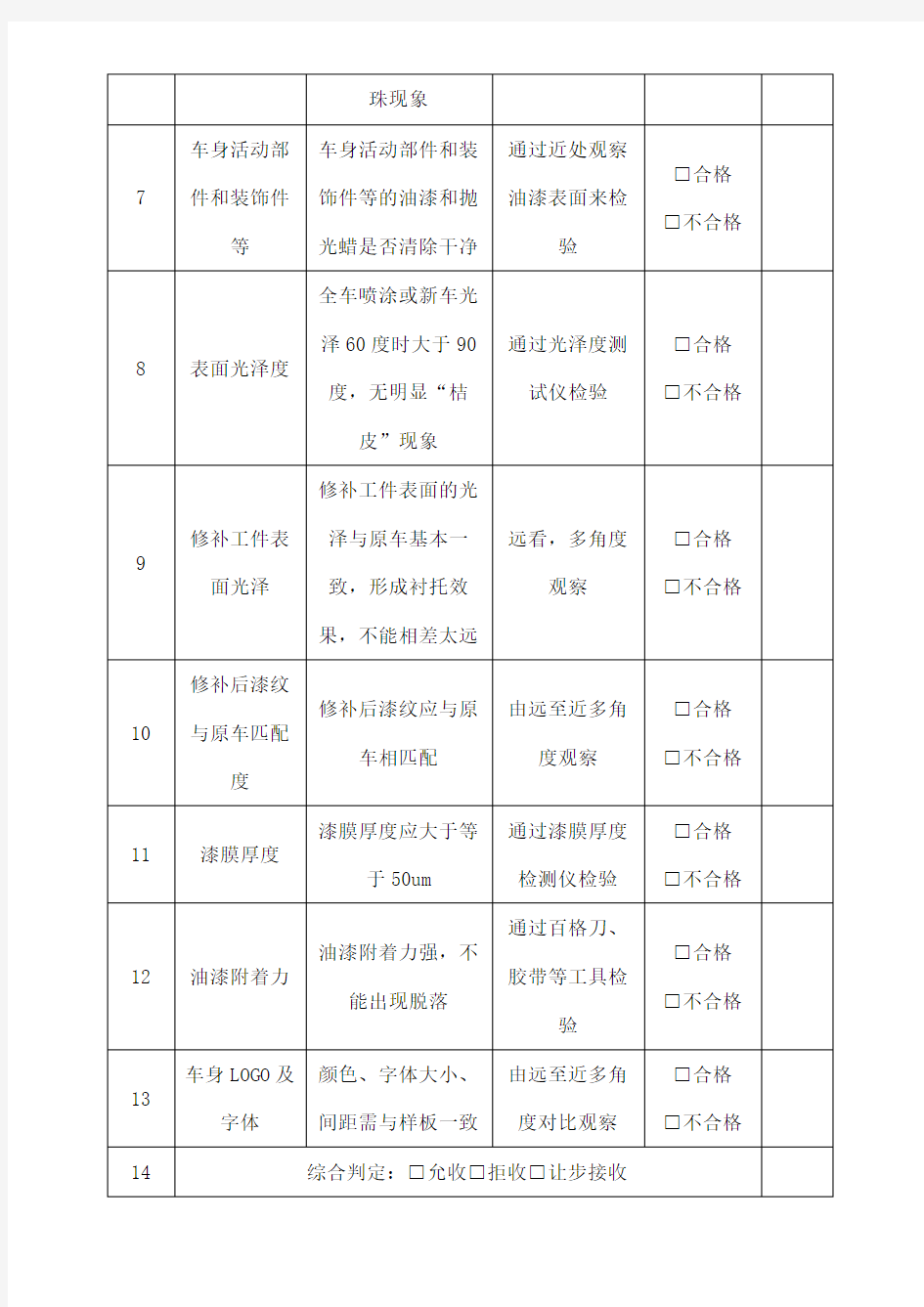
精心整理 精心整理□不合格 11 漆膜厚度漆膜厚度应大于等于 50um 通过漆膜厚度检 测仪检验 □合格 □不合格 12 油漆附着力油漆附着力强,不能 出现脱落 通过百格刀、胶 带等工具检验 □合格 □不合格 13 车身LOGO及 字体 颜色、字体大小、间 距需与样板一致 由远至近多角度 对比观察 □合格 □不合格 14 综合判定:□允收□拒收□让步接收检验员:日期:
油漆检验记录表
湖北合加环境设备有限公司 JL-8.2.4-13 1 油漆喷涂质量检验记录表 序号 检验项目 技术要求 检验方法 检验结果 备注 1 表面尘点检测 表面不能有明显尘点 通过近处观察油漆表面来检验 □合格 □不合格 2 表面漆雾及流挂检测 表面不能有漆雾及流 挂 通过近处观察油漆表面来检验 □合格 □不合格 3 刮灰效果检测 填补于车身上凹陷位置和边缘及接缝处。 要求刮灰处线条明晰,连贯。 通过近处观察油漆表面来检验 □合格 □不合格 4 抛光印和抛穿现象检测 表面不能有抛光印和 抛穿现象 近看油漆面(特别是边角)有无抛穿,远看光泽有无明显变化 □合格 □不合格 5 边角位检测 边角位是否修补到位 或漏喷 通过近处观察油漆表面来检验 □合格 □不合格 6 面漆及色漆检 测 面漆色漆有没有完全遮盖中涂漆或走珠现 象 0.5米处观察 □合格 □不合格 7 车身活动部件和装饰件等 车身活动部件和装饰件等的油漆和抛光蜡是否清除干净 通过近处观察油漆表面来检验 □合格 □不合格 8 表面光泽度 全车喷涂或新车光泽60度时大于90度,无明显“桔皮”现象 通过光泽度测试仪 检验 □合格 □不合格 9 修补工件表面 光泽 修补工件表面的光泽与原车基本一致,形成衬托效果,不能相 差太远 远看,多角度观 察 □合格 □不合格 10 修补后漆纹与原车匹配度 修补后漆纹应与原车 相匹配 由远至近多角度 观察 □合格 □不合格 11 漆膜厚度 漆膜厚度应大于等于 50um 通过漆膜厚度检测仪检验 □合格 □不合格 12 油漆附着力 油漆附着力强,不能 出现脱落 通过百格刀、胶带等工具检验 □合格 □不合格 13 车身LOGO 及 字体 颜色、字体大小、间距需与样板一致 由远至近多角度对比观察 □合格 □不合格 14 综合判定:□允收 □拒收 □让步接收 检验员: 日期:
油漆检验记录表
油漆喷涂质量检验记录表 序号检验项目技术要求检验方法检验结果备注 1 表面尘点检测表面不能有明显尘点通过近处观察油 漆表面来检验 □合格 □不合格 2 表面漆雾及流 挂检测 表面不能有漆雾及流 挂 通过近处观察油 漆表面来检验 □合格 □不合格 3 刮灰效果检测填补于车身上凹陷位 置和边缘及接缝处。 要求刮灰处线条明 晰,连贯。 通过近处观察油 漆表面来检验 □合格 □不合格 4 抛光印和抛穿 现象检测 表面不能有抛光印和 抛穿现象 近看油漆面(特 别是边角)有无 抛穿,远看光泽 有无明显变化 □合格 □不合格 5 边角位检测边角位是否修补到位 或漏喷 通过近处观察油 漆表面来检验 □合格 □不合格 6 面漆及色漆检 测 面漆色漆有没有完全 遮盖中涂漆或走珠现 象 0.5米处观察 □合格 □不合格 7 车身活动部件 和装饰件等 车身活动部件和装饰 件等的油漆和抛光蜡 是否清除干净 通过近处观察油 漆表面来检验 □合格 □不合格 8 表面光泽度全车喷涂或新车光泽 60度时大于90度, 无明显“桔皮”现象 通过光泽度测试仪 检验 □合格 □不合格 9 修补工件表面 光泽 修补工件表面的光泽 与原车基本一致,形 成衬托效果,不能相 差太远 远看,多角度观 察 □合格 □不合格 10 修补后漆纹与 原车匹配度 修补后漆纹应与原车 相匹配 由远至近多角度 观察 □合格 □不合格 11 漆膜厚度漆膜厚度应大于等于 50um 通过漆膜厚度检 测仪检验 □合格 □不合格 12 油漆附着力油漆附着力强,不能 出现脱落 通过百格刀、胶 带等工具检验 □合格 □不合格 13 车身LOGO及 字体 颜色、字体大小、间 距需与样板一致 由远至近多角度 对比观察 □合格 □不合格 14 综合判定:□允收□拒收□让步接收检验员:日期:
钢结构(涂装)检验批.
表B.0.7 钢结构涂装报审、报验表 工程名称:宝钢广东湛江钢铁基地项目电厂工程电厂综合管线编号:ZJ090601 项目经理或项目技术负责人(签字) 年月日注:本表一式四份,建设单位二份;项目监理机构、施工单位各一份。
钢结构防腐涂料涂装工程检验批质量验收记录表 GB50205—2001 项目专业质量检查员: 2014 专业监理工程师: (建设单位项目专业技术负责人)
GB50205-2001 钢结构件涂料、涂层、干漆膜厚度、外观质量等 检 测 记 录 工程名称:宝钢广东湛江钢铁基地项目电厂工程电厂综合管线 施工单位:中国二十冶集团有限公司机装设备结构制造厂 构件名称: 管道支架(17件) 注:检查数量:(1)、涂料:涂料按构件数抽查10%,且同类构件不少于3件(每件测量5处); 班 组 长: (2)、构件表面:涂装完成构件的标志等为全数检查; 质 检 员: (3)、涂层附着力测试:按构件数量抽查1%,不少于3件,每件测3处; 技术负责人: (4)、14.2.2条检查内容为强制性条文。 2014 年 1月 6日
表B.0.7 钢结构涂装报审、报验表 工程名称:宝钢广东湛江钢铁基地项目电厂工程电厂综合管线编号:ZJ090601 项目经理或项目技术负责人(签字) 年月日注:本表一式四份,建设单位二份;项目监理机构、施工单位各一份。
钢结构防腐涂料涂装工程检验批质量验收记录表 GB50205—2001 项目专业质量检查员: 2014 (建设单位项目专业技术负责人)
GB50205-2001 钢结构件涂料、涂层、干漆膜厚度、外观质量等 检 测 记 录 工程名称:宝钢广东湛江钢铁基地项目电厂工程电厂综合管线 施工单位:中国二十冶集团有限公司机装设备结构制造厂 构件名称: 管道支架(3件) 注:检查数量:(1)、涂料:涂料按构件数抽查10%,且同类构件不少于3件(每件测量5处); 班 组 长: (2)、构件表面:涂装完成构件的标志等为全数检查; 质 检 员: (3)、涂层附着力测试:按构件数量抽查1%,不少于3件,每件测3处; 技术负责人: (4)、14.2.2条检查内容为强制性条文。 2014年1 月19 日
油漆涂装工艺与检验标准
油漆涂装检验作业指导书 文件编号: HBWP-PZZY-2015 编制: 张龙 审核: 胡方灿 批准: 蒋祖君 年月日发布年月日实施
油漆质量检验作业指导书 1 主要内容与适用范围 本检验作业指导书规定了汽车零部件及总成产品的油漆涂层的检验内容与技术要求。 本检验作业指导书适用于河北王派车业有限公司自制件及所有外委、外协制品的油漆涂装质量检验。 2 引用标准 下列标准包括的条文,通过在本检验作业指导书中的引用而构成本检验作业指导书的条文,在本检验作业指导书发布时,所示版本均为有效,所有标准都会被修订,使用本检验作业指导书的各方应探讨使用下列标准最新版本的可能性。 Q/LQB Y-4-2011 《汽车涂成标准》 GB/T13452.2-2008 《色漆和清漆漆膜厚度的测定》 GB/T 6739-2006 《硬度铅笔测试法》 GB/T 9286-1998 《漆和清漆漆膜的规格实验》 《自然耐候性试验标准》 3 检验标准 3.1 检验环境 检验在生产现场的检验工位进行,当异地检验存在争议时,选用的检验场地应符合下列条件: 3.1.1 环境整洁、空气清新、不应有明显影响检验作业的热气、湿气、烟尘。3.1.2 检验场地长度和宽度至少应超出被检产品3m,地面和墙壁均为白色,且不应反光炫目。 3.1.3 采用日光灯照明,日光灯的影响,在垂直涂面呈上下方向,在水平涂面呈左右方向。
油漆质量检验作业指导书 3.2 检验人员 检验人员辨色力正常,视力在0.8以上(含校正后),检验人员应经过培训并得到授权。 3.3 检验仪器及量检具 3.3.1 检验仪器:漆膜测厚仪。 3.3.1 量检具:钢板尺、中华牌高级绘图铅笔(H、HB、B三种规格),单面刀片等。 3.3.3 所有仪器及量检具应符合计量检定要求,并在有效的检定周期内。 4 检验内容 4.1 表面油漆涂层质量 表面油漆(包括装饰性面漆和防护性底漆)涂层质量检验包括:缺漆(露底)、颗粒、流痕、缩孔、起皱、桔皮、杂漆发花、擦伤划痕、砂纸纹、补漆雾圈、生锈、气泡、坑包、开裂脱落、涂层不干、底材凹凸等外观缺陷。 4.2 漆膜厚度 4.3 漆膜硬度 4.4 漆膜附着力 4.5 耐盐雾性 4.6 耐水性 4.7 耐候性 5 检验标准及方法 5.1 涂装表面外观检验 涂装外观项目检测时以目测和触感并借助钢板尺进行检测,目测时在光线良好状态下,位于距被检部分0.5m处对表面呈60角度范围观测,具体要求见下表:
26《防腐涂料涂装检验批质量验收记录》表格示例及填写说明
《防腐涂料涂装检验批质量验收记录》表格示例及填写说明
【规范名称及编号】《钢结构工程施工质量验收规范》(GB50205-2001) 【条文摘录】 摘录一: 14.1.2钢结构涂装工程可按钢结构制作或钢结构安装工程检验批的划分原则划分成一个或若干个检验批。 摘录二: 4.9涂装材料 主控项目 4.9.1钢结构防腐涂料、稀释剂和固化剂等材料的品种、规格、性能等符合现行国家产品标准和设计要求。 检查数量:全数检查。 检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。 一般项目 4.9.3防腐涂料和防火涂料的型号、名称、颜色及有效期应与其质量证明文件相符。开启后,不应存在结皮、结块、凝胶等现象。 检查数量:每种规格抽查5%,且不应少于3桶。 检验方法:观察检查。 14.2钢结构防腐常涂料涂料 主控项目 14.2.1涂装前钢材表面除锈应符合设计要求和国家现行有关标准和规定。处理后的钢材表面不应有焊渣、焊疤、灰尘、油污、水和毛刺等。当设计无要求时,钢材表面除锈等级应符合表14.2.1的规定。 检查数量:按构件数量抽查10%,且同类构件不应少于3件。 检验方法:用铲刀检查和用现行国家标志《涂装前钢材表面锈蚀等级和除锈等级》GB8923规定的图片对照观察检查。
14.2.2漆料、涂装遍数、涂层厚度均应符合设计要求。当设计对涂层厚度无要求时,涂层干漆膜总厚度:室外应为15um,室内应为125 um,其允许偏差- 25um.每遍涂层干漆膜厚度的允许偏差-5 um。 检查数量:按构件数抽查10%,且同类构件不应少于3件。 检验方法:用干漆膜测量厚仪检查。每个构件检测5处,每处的数值为3个相距50m m测点涂层干漆膜厚度的平均值。 一般项目 14.2.3构件表面不应误漆、漏涂,涂层不应脱皮和返锈等。涂层应均匀、无明显皱皮、流坠、针眼和气泡等。 检查数量:全数检查。 检验方法:观察检查。 14.2.4当钢结构处在有腐蚀介质环境或外露且设计有要求时,应进行涂层附着力测试,在检测处范围内,当涂层完整程度达到70%以上时,涂层附着力达到合格质量标准的要求。 检查数量:按构件数抽查1%,且不应少于3件,每件测3处。 检验方法:按照现行国家标准《漆膜附着力测定法》GB1720或《色漆和清漆、漆膜的划格试验》GB9286执行。 14.2.5涂装完成后,构件的标志、标记和编号应清晰完整。 检查数量:全数检查。 检验方法:观察检查。
油漆涂装质量检验作业指导书
油漆质量检验作业指导书 1 主要内容与适用范围 本检验作业指导书规定了汽车零部件及总成产品的油漆涂层的检验内容与技术要求。 本检验作业指导书适用于XXXXXX厂自制件及所有外委、外协制件的油漆涂装质量检验。 2 引用标准 下列标准包括的条文,通过在本检验作业指导书中的引用而构成本检验作业指导书的条文。在本检验作业指导书发布时,所示版本均为有效。所有标准都会被修订,使用本检验作业指导书的各方应探讨使用下列标准最新版本的可能性。本检验作业指导书引用的标准在青汽WindChill系统中可以查阅。 Q/CAYT-12-2007 汽车油漆涂层 GB/T 6739-2006 漆膜硬度铅笔测定法 3 检验条件 3.1 检验环境 检验在生产现场的检验工位进行。当异地检验存在争议时,选用的检验场地应符合下列条件: 3.1.1环境整洁,空气清新,不应有明显影响检验作业的热气、湿气、烟尘,噪音不得高于70Db(A)。 3.1.2检验场地长度和宽度至少应超出被检车身3m,地面和墙壁均为白色,且不应反光眩目。 3.1.3采用带反射板自然纯正色日光灯照明。日光灯的映像,在垂直涂面呈上下方向,在水平涂面呈左右方向,照度1000~2000 lx。 3.2 检验人员 检验人员辨色力正常,视力在0.8以上(含校正后)。检验人员应经过培训并得到授权。 3.3 检验仪器及量检具 3.3.1检验仪器:漆膜测厚仪、光电光泽仪、DOI值测定仪、便携式漆膜硬度计等。 3.3.2量检具:钢板尺、中华牌高级绘图铅笔(H、HB、B三种规格),单面刀片等。 3.3.3所有仪器及量检具应符合计量检定要求,并在有效的检定周期内。
钢结构防腐涂料涂装工程检验批质量验收记录表
钢结构防腐涂料涂装工程检验批质量验收记录表 GB50205-2001 010905□□
钢结构防腐涂料涂装工程检验批质量验收记录表 (Ⅱ) GB50205-2001 YN010905□□YN020406□□
说明 GD2401068 主控项目: 1. 钢结构防腐涂料、稀释料和固化剂的品种、规格、性能符合产品标准和设计要求。检查产品质量 合格文件、中文标志和检验报告。 2. 涂装基层。涂装前钢材表面除锈应符合设计要求和有关标准的规定。处理后的钢材表面不应有焊渣、焊疤、灰尘、油污、水和毛刺等。当设计无要求时,钢材表面除锈等级应符合规范表14.2.1 的规定。用铲刀检查和用《涂装前钢材表面锈蚀等级和除锈等级》GB 8923规定的图片对照观察检 查。 3. 涂层厚度。涂料、涂装遍数、涂层厚度均应符合设计要求。当设计对涂层厚度无要求时,涂层干漆膜总厚度;室外应为150μm,室内应为125μm,其允许偏差为-25μm。每遍涂层干漆膜厚度的允 许偏差为-5μm。用干漆膜测厚仪检查。每个构件检测5处,每处的数值为3个相距50mm测点涂层 干漆厚度的平均值。 一般项目: 1. 防腐涂料和防火涂料的型号、名称、颜色及有效期与其质量证明文件相符。开启后,不应存在结皮、结块、凝胶等现象。观察检查。 2. 构件表面不应误涂、漏涂,涂层不应脱皮和返锈等。涂层应均匀、无明显皱皮、流坠、针眼和气泡等。观察检查。 3. 当钢结构处在有腐蚀介质环境或外露且设计有要求时,应进行涂层附着力测试,在检测处范围内,当涂层完整程度达到70﹪以上时,涂层附着力达到合格质量标准的要求。按《漆膜附着力测定法》 GB 1720或《色漆和清漆、漆膜的划格试验》GB 9286进行检查。 4. 涂装完成后,构件的标志、标记和编号应清晰完整。观察检查。
防火涂料涂装检验批质量验收记录
防火涂料涂装检验批质量验收记录 注:本表内容的填写需依据《现场验收检验批检查原始记录》。本检验批质量验收的规范依据见本页背面。
填写说明 一、填写依据 1 《钢结构工程施工质量验收规范》GB50205-2001。 2 《建筑工程施工质量验收统一标准》GB50300-2013。 二、检验批划分 防火涂料涂装工程可按钢结构制作或钢结构安装工程检验批的划分原则划分成一个或若干个检验批。 钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。地下钢结构可按不同地下层划分检验批。 多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。地下钢结构可按不同地下层划分检验批。 钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。 压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。 三、GB50205-2001规范摘要 主控项目 4.9.2 钢结构防火涂料的品种和技术性能应符合设计要求,并应经过具有资质的检测机构检测符合国家现行有关标准的规定。 检查数量:全数检查。 检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。 14.3.1 防火涂料涂装前钢材表面除锈及防锈底漆涂装应符合设计要求和国家现行有关标准的规定。 检查数量:按构件数抽查10%,且同类构件不应少于3件。 检验方法:表面除锈用铲刀检查和用现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923规定的图片对照观察检查。底漆涂装用干漆膜测厚仪检查,每个构件检测5处,每处的数值为3个相距50mm测点涂层干漆膜厚度的平均值。 14.3.2 钢结构防火涂料的粘结强度、抗压强度应符合国家现行标准《钢结构防火涂料应用技术规程》CECS24的规定。检验方法应符合现行国家标准《建筑构件防火喷涂材料性能试验方法》GB9978的规定。 检查数量:每使用100t或不足100t薄涂型防火涂料应抽检一次粘结强度;每使用500t或不足500t厚涂型防火涂料应抽检一次粘结强度和抗压强度。 检验方法:检查复检报告。 14.3.3 薄涂型防火涂料的涂层厚度应符合有关耐火极限的设计要求。厚涂型防火涂料涂层的厚度,80%及以上面积应符合有关耐火极限的设计要求,且最薄处厚度不应低于设计要求的85%。 检查数量:按同类构件数抽查10%,且均不应少于3件。 检验方法:用涂层厚度测量仪、测针和钢尺检查。测量方法应符合国家现行标准《钢结构防火涂料应用技术规程》CECS24:90的规定及本规范中附录F。 14.3.4 薄涂型防火涂料涂层表面裂纹宽度不应大于0.5mm;厚涂型防火涂料涂层表面裂纹宽度不应大于1mm。 检查数量:按同类构件数抽查10%,且均不应少于3件。 检验方法:观察和用尺量检查。 一般项目 4.9.3 防腐涂料和防火涂料的型号、名称、颜色及有效期应与其质量证明文件相符。开启后,不应存在结皮、结块、凝胶等现象。 检查数量:每种规格抽查5%,且不应少于3桶。 检验方法:观察检查。
汽车车身油漆涂装检验规范
汽车车身油漆涂装检验规范 1主题内容与适用范围 本标准规定了汽车车身油漆涂装检验的检验内容、技术要求、检验方法以及检验记录要求。 2引用标准 下列标准所包含的条文,通过在本标准中引用而构成本标准的条文。在标准出版时,所示版本均为有效,所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。 QC/T484 汽车油漆涂层 GB 1728 涂膜、腻子干燥时间测定方法 GB 1764 漆膜厚度测定方法 GB 1743 漆膜光泽测定法 GB 1720 漆膜附着力测定法 3用语解释 3.1漆后车身 漆后车身是指油漆涂层涂装施工完成后的车身。 3.2油漆涂层缺陷用语 4 检验条件
4.1 检验环境 4.1.1 环境整洁,空气清新。不应有明显影响检验作业的热气、湿气、烟 尘,噪声不得高于70dB(A)。 4.1.2 采用带反射板自然纯正色日光灯照明,照度(1000~2000)lx。 4.2 检验人员 检验人员辩色力正常,视力在0.8以上(含校正后)。检验人员应具有较丰富的油漆涂装检验知识和实践经验,了解涂装工艺规程及技术要求。检验时,着中性颜色工装。 4.3检验仪器及量器具 4.3.1 检验仪器:磁性测厚仪、光电光泽仪、划格器等。 4.3.2 量器具:钢板尺、中华牌高级绘图铅笔(H、HB、B三种规格)、单 面刀片等。 4.3.3 所用仪器及量具应符合计量检定要求,并在有效检定周期内。 5检验内容 5.1表面油漆涂层质量 表面油漆涂层质量检验包括:生锈、起泡、脱落、裂纹、露底、桔皮、油漆损伤、流痕、发花、色差、针孔、颗粒、絮状丝、砂纸纹、板金凸凹、缩孔、划伤、流挂、漆薄、灰印、湿印、油点、斑痕、痱子等缺陷,并检验漆膜硬度、厚度、附着力、光泽性能等。 5.2隔音绝热涂层及密封耐磨涂层质量
钢结构(防腐涂料涂装)分项工程检验批质量验收记录表
钢结构(防腐涂料涂装)分项工程检验批质量验收记录表 I. 主控项目 4.9.1钢结构防腐涂料、稀释剂和固化剂等材料的品种、规格、性能等应符合现行国家产品标准和设计要求。 检查数量:全数检查。 检验方法:检查产品的质量合格证明文件、中文标志及检验报告等。 14.2.1 涂装前钢材表面除锈应符合设计要求和国家现行有关标准的规定。处理后的钢材表面不应有焊渣、焊疤、灰尘、油污、水和毛刺等。当设计无要求时,钢材表面除锈等级应符合表14.2.1 的规定。 检查数量:按构件数抽查10%,且同类构件不应少于 3 件。 检验方法:用铲刀检查和用现行国家标准《涂装前钢材表面锈蚀等级和除锈等级》GB8923 规定的图片对照观察检查。 14.2.2涂料、涂装遍数、涂层厚度均应符合设计要求。当设计对涂层厚度无要求时,涂层干漆膜总厚度:室外应为150μm,室内应为125μm,其允许偏差为-25μm。每遍涂层干漆膜厚度的允许偏差为-5μm。 检查数量:按构件数抽查10%,且同类构件不应少于 3 件。 检验方法:用干漆膜测厚仪检查。每个构件检测5处,每处的数值为3个相距50mm测点涂层干漆膜厚度的平均值。
Ⅱ. 一般项目 4.9.3 防腐涂料和防火涂料的型号、名称、颜色及有效期应与其质量证明文件相符。开启后,不应存在结皮、结块、凝胶等现象。 检查数量:按桶数抽查5%,且不应少于 3 桶。 检验方法:观察检查。 14.2.3构件表面不应误涂、漏涂,涂层不应脱皮和返锈等。涂层应均匀、无明显皱皮、流坠、针眼和气泡等。 检查数量:全数检查。 检验方法:观察检查。 14.2.4 当钢结构处在有腐蚀介质环境或外露且设计有要求时,应进行涂层附着力测试,在检测处范围内,当涂层完整程度达到70%以上时,涂层附着力达到合格质量标准的要求。 检查数量:按构件数抽查1%,且不应少于 3 件,每件测 3 处。 检验方法:按照现行国家标准《漆膜附着力测定法》GB1720 或《色漆和清漆、漆膜的划格试验》GB9286 执行。 14.2.5 涂装完成后,构件的标志、标记和编号应清晰完整。 检查数量:全数检查。 检验方法:观察检查。