厚度测量

超声法皮下脂肪厚度测量系统的研究
目录 第一章绪论.........................................................................................................................- 1 - 1.1 论文背景和研究意义 .....................................................................................................- 1 - 1.2 人体脂肪含量检测研究状况.........................................................................................- 2 - 1.3 本文的主要研究工作 .....................................................................................................- 4 - 第二章超声法测量皮下脂肪厚度的基本原理...............................................................- 7 - 2.1 人体浅表软组织生物学特性.........................................................................................- 7 - 2.2 超声波在浅表组织中的传播特性 ................................................................................- 9 - 2.3 超声法测量厚度基本方法分析 ..................................................................................- 10 - 2.4 脉冲回波法测量皮下脂肪厚度的基本原理..............................................................- 13 - 2.5 本章小结........................................................................................................................- 14 - 第三章超声测量系统硬件设计与实现.........................................................................- 15 - 3.1 系统硬件总体方案 .......................................................................................................- 15 - 3.2 超声脉冲发射模块设计...............................................................................................- 16 - 3.2.1 方波发生电路 .....................................................................................................- 16 - 3.2.2 直流升压电路 .....................................................................................................- 17 - 3.2.3 负高压电脉冲触发电路.....................................................................................- 19 - 3.3 回波信号预处理模块设计...........................................................................................- 19 - 3.3.1 回波信号放大与滤波.........................................................................................- 19 - 3.3.2 中周选频滤波 .....................................................................................................- 20 - 3.3.3 信号的差分放大与整流.....................................................................................- 21 - 3.4 回波处理控制显示模块设计.......................................................................................- 21 - 3.4.1 非门晶振振荡电路.............................................................................................- 21 - 3.4.2 回波信号逻辑处理.............................................................................................- 22 - 3.4.3 时间计数脉冲的形成与计数 ............................................................................- 23 - 3.4.4 主控芯片..............................................................................................................- 24 - 3.4.5 液晶显示模块 .....................................................................................................- 26 - 3.5 超声探头........................................................................................................................- 26 - 3.5.1 超声换能器的分类.............................................................................................- 26 - 3.5.2 超声探头的选择与工作原理 ............................................................................- 28 - V
机械加工中工件尺寸精度测量的5大方法
机械加工中工件尺寸精度测量的5大方 法 (1)试切法 即先试切出很小部分加工表面,测量试切所得的尺寸,按照加工要求适当调刀具切削刃相对工件的位置,再试切,再测量,如此经过两三次试切和测量,当被加工尺寸达到要求后,再切削整个待加工表面。 试切法通过“试切-测量-调整-再试切”,反复进行直到达到要求的尺寸精度为止。例如,箱体孔系的试镗加工。 试切法达到的精度可能很高,它不需要复杂的装置,但这种方法费时(需作多次调整、试切、测量、计算),效率低,依赖工人的技术水平和计量器具的精度,质量不稳定,所以只用于单件小批生产。 作为试切法的一种类型——配作,它是以已加工件为基准,加工与其相配的另—工件,或将两个(或两个以上)工件组合在一起进行加工的方法。配作中最终被加工尺寸达到的要求是以与已加工件的配合要求为准的。 (2)调整法 预先用样件或标准件调整好机床、夹具、刀具和工件的准确相对位置,用以保证工件的尺寸精度。因为尺寸事先调整到位,所以加工时,不用再试切,尺寸自动获得,并在一批零件加工过程中保持不变,这就是调整法。例如,采用铣床夹具时,刀具的位置靠对刀块确定。调整法的实质是利用机床上的定程装置或对刀装置或预先整好的刀架,使刀具相对于机床或夹具达到一定的位置精度,然后加工一批工件。 在机床上按照刻度盘进刀然后切削,也是调整法的一种。这种方法需要先按试切法决定刻度盘上的刻度。大批量生产中,多用定程挡块、样件、样板等对刀装置进行调整。 调整法比试切法的加工精度稳定性好,有较高的生产率,对机床操作工的要求不高,但对机床调整工的要求高,常用于成批生产和大量生产。 (3)定尺寸法 用刀具的相应尺寸来保证工件被加工部位尺寸的方法称为定尺寸法。它是利用标准尺寸的刀具加工,加工面的尺寸由刀具尺寸决定。即用具有一定的尺寸精度的刀具(如铰刀、扩孔钻、钻头等)来保证工件被加工部位(如孔)的精度。
钢板厚度测量系统
长沙理工大学钢板厚度测量系统 学院:汽车与机械工程学院 班级:车辆1102 学号:201169030201 姓名:侯健
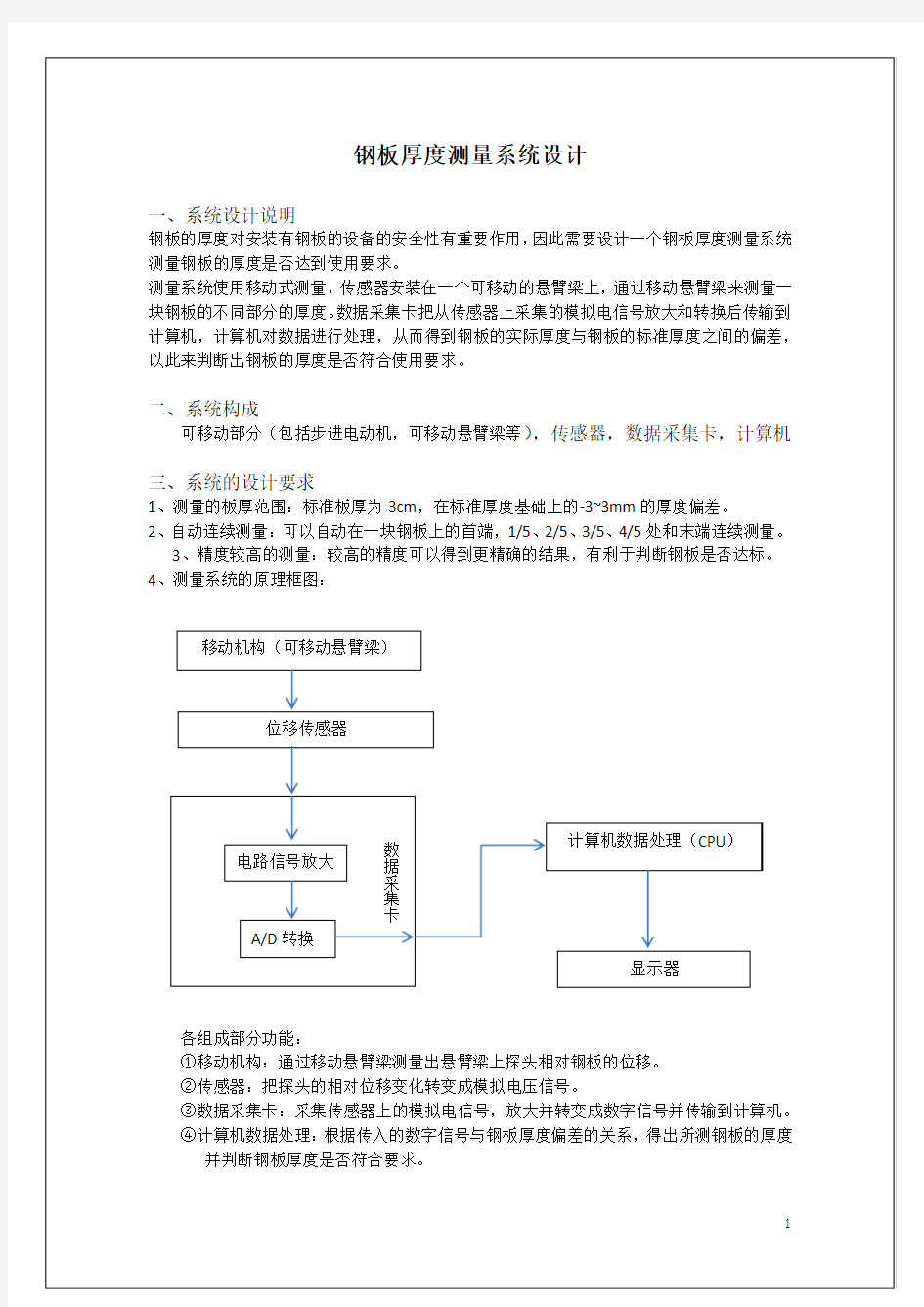
钢板厚度测量系统 一、测量对象说明 本测量系统对象是普通钢板,但为保持测量灵敏度要求其厚度大于0.1mm,被测面应光洁、不应有洞眼、刻痕等,长度50mm、宽度30mm、厚度在0~16mm间。 二、测量原理框图 三、测量原理与方法说明 1.测量原理 如图1所示,在金属板一侧的电感线圈中通以高频激励电流I1时,线圈将产生高频磁场,由于集肤效应,高频磁场作用于金属板表面薄层,并在这薄层中产生涡流。涡流I2又会产生交变磁通Ф2反过作有于线圈,使得线圈中的磁通Ф1发生变化而引起自感量变化,在线圈中产生感应电势。电感的变化随涡流而变,而涡流又随线圈与金属板间距x而变化,因此可以用高频反射式涡流传感器来测量位移x的变化。图2为涡流效应等效电路。R1为线圈电阻;L1为线圈电感;R2为短路电阻;L2为短路环电感;U1为激励电压;M为线圈与短路环间的互感。
回路方程: 受涡流影响后线圈的等效阻抗为: 线圈阻抗只与L1、L2、M有关,而L1、L2、M都与x有关,即Z=f(x),因此,如固定传感器的位置,当间距x发生变化时,Z就发生变化,从而达到以传感器阻抗变化值来检测被测金属位移量的值。 传感器阻抗变化还需进一步转化为电信号以便进入数据采集系统。通常的测量方法式采取阻抗变换电路:电涡流传感器探头内线圈,与其它固定阻抗组成原始平衡电桥,随着钢板厚度的变化,探头线圈阻抗值随之变化,这样就破坏了电桥的原始平衡,失衡电桥的桥路输出电压值可反映被测钢板厚度值。除电桥法外,还有高精度的谐振调幅、调频等测量电路。 2、测量方法说明 利用高频反射式涡流传感器的原理,采用上下2路涡流传感器,被
机械加工尺寸精度测量的方法
机械加工尺寸精度测量的方法 导读:我根据大家的需要整理了一份关于《机械加工尺寸精度测量的方法》的内容,具体内容:机械加工不是粗制滥造,也有相关的精度要求,那么你想知道关于有哪些吗?下面就由我为你带来分析,希望你喜欢。:试切法即先试切出很小部分加工表面,测量试切所得的尺寸,按照加工... 机械加工不是粗制滥造,也有相关的精度要求,那么你想知道关于有哪些吗?下面就由我为你带来分析,希望你喜欢。 :试切法 即先试切出很小部分加工表面,测量试切所得的尺寸,按照加工要求适当调刀具切削刃相对工件的位置,再试切,再测量,如此经过两三次试切和测量,当被加工尺寸达到要求后,再切削整个待加工表面。 试切法通过"试切-测量-调整-再试切",反复进行直到达到要求的尺寸精度为止。例如,箱体孔系的试镗加工。 试切法达到的精度可能很高,它不需要复杂的装置,但这种方法费时(需作多次调整、试切、测量、计算),效率低,依赖工人的技术水平和计量器具的精度,质量不稳定,所以只用于单件小批生产。金属加工微信,内容不错,值得关注! 作为试切法的一种类型——配作,它是以已加工件为基准,加工与其相配的另—工件,或将两个(或两个以上)工件组合在一起进行加工的方法。配作中最终被加工尺寸达到的要求是以与已加工件的配合要求为准的。 :调整法
预先用样件或标准件调整好机床、夹具、刀具和工件的准确相对位置,用以保证工件的尺寸精度。因为尺寸事先调整到位,所以加工时,不用再试切,尺寸自动获得,并在一批零件加工过程中保持不变,这就是调整法。例如,采用铣床夹具时,刀具的位置靠对刀块确定。调整法的实质是利用机床上的定程装置或对刀装置或预先整好的刀架,使刀具相对于机床或夹具达到一定的位置精度,然后加工一批工件。 在机床上按照刻度盘进刀然后切削,也是调整法的一种。这种方法需要先按试切法决定刻度盘上的刻度。大批量生产中,多用定程挡块、样件、样板等对刀装置进行调整。 调整法比试切法的加工精度稳定性好,有较高的生产率,对机床操作工的要求不高,但对机床调整工的要求高,常用于成批生产和大量生产。 :定尺寸法 用刀具的相应尺寸来保证工件被加工部位尺寸的方法称为定尺寸法。它是利用标准尺寸的刀具加工,加工面的尺寸由刀具尺寸决定。即用具有一定的尺寸精度的刀具(如铰刀、扩孔钻、钻头等)来保证工件被加工部位(如孔)的精度。 定尺寸法操作方便,生产率较高,加工精度比较稳定,几乎与工人的技术水平无关,生产率较高,在各种类型的生产中广泛应用。例如钻孔、铰孔等。 :主动测量法 在加工过程中,边加工边测量加工尺寸,并将所测结果与设计要求的尺寸比较后,或使机床继续工作,或使机床停止工作,这就是主动测量法。
鞋子尺寸测量方法及尺码对照表
鞋子尺寸测量方法及尺码对照表 鞋子尺寸测量 为购买到最适合自己的尺码,建议您先认真参考非常重要的有关尺码测量的介绍内容: 注: 1、"抬脚测量是大家最容易犯的错误!如果抬脚测量,由于脚没有受力的缘故,测量出来的数据会偏小而不准确。所以测量时要求身体直立,体重均分于双脚,这样才能测出准确的尺码。 2、人由于行走习惯和用力不一的原因,基本上每个人的两只脚都不一样大小,购买鞋子的时候应按照最大那只脚来选择尺码。(差之毫厘,失之千里哦) 3、你平时都穿多大尺码的鞋?请勿提供球鞋尺码。 4、脚板是肉肉的?还是瘦而没肉? 5、请您按前面介绍的测量方法核准尺码,该方法是中华人民共和国国家质量监督局对我国制鞋行业的规范标准。注意测量出来的数据一定要和平时自己穿的码数基本协调才对噢。 鞋子尺码对照表 我们常用的两种鞋码一种是英美制的,就是一般比较大的那个,一种是我国制定的,就是较小的。 换算公式: 中国制/2-10=英美制 写的尺码大概分四种: 美国、英国、欧洲和毫米数。比如说: US UK EUR MIM
9 8 42 270 我们中国一般用欧洲号。 女鞋 脚长(cm) 22."5 23 23."5 24 24."5 25 25."5 26 中国35 36 37 38 39 39 40 40 美国5 5."5 6 6."5 7 7."5 8 8."5 英国4 4."5 5 5."5 6 6."5 7 7."5 欧洲35 36 37 38 39 39 40 40 .男鞋
脚长(cm) 24." 525." 526."5 27 27."5 28 中国43 44 45 46 美国 77." 588."59 9."5 10 10."5 英国 66." 577."58 8."5 9 9."5 欧洲43 44 45 46 希望以上信息对网购族们有一定的帮助作用。
常用的测绘量具以及测量零件尺寸的方法
常用的测绘量具以及测量零件尺寸的方法
1. 测量零件尺寸时常用的测量工具 测量尺寸常用量具有:钢板尺、外卡钳和内卡钳。测量较精确的尺寸,则用游标卡尺,如图1-3所示。 2. 常用的测量方法 (1) 测量长度尺寸的方法 一般可用钢板尺或游标卡尺直接测量,如图 1-4所示。 (2) 测量回转面直径尺寸的方法 用内卡钳测量内径,外卡钳测量外径。测量时,要把内、外卡钳上下、前后移动,测得最大值为其直径尺寸,测量值要在钢板尺上读出。遇到精确的表面,可用游标卡尺测量,方法与用内外卡钳相同,如图 1-5 a、b、c、d 所示。 (3) 测量壁厚尺寸 一般可用钢板尺直接测量,若不能直接测出,可用外卡钳与钢板尺组合,间接测出壁厚,如图1-6所示。 (4) 测量中心高 利用钢板尺和内卡钳可测出孔的中心高,如图 1-7 所示。也可用游标卡尺测量中心高。 (5) 测量孔中心距 可用内卡钳、外卡钳或游标卡尺测量,如图 1-8 所示。
(6) 测量圆角 一般可用圆角规测量,如图 1-9 是一组圆角规,每组圆角规有很多片,一半测量外圆角,一半侧量内圆角,每一片标着圆角半径的数值。测量时,只要在圆角规中找到与零件被测部分的形状完全吻合的一片,就可以从片上得知圆角半径的大小。 (7) 测量螺纹 测量螺纹需要测出螺纹的直径和螺距。螺纹的旋向和线数可直接观察。对于外螺纹,可测量外径和螺距,对于内螺纹可测量内径和螺距。测螺距可用螺纹规测量,螺纹规是由一组带牙的钢片组成,如图 1-10所示,每片的螺距都标有数值,只要在螺纹规上找到一片与被测螺纹的牙型完全吻合,从该片上就得知被测螺纹的螺距大小。然后把测得的螺距和内、外径的数值与螺纹标准核对,选取与其相近的标准值。 《画法几何及机械制图》零件测绘实验教程 一、课程所属类型及服务专业 课程属于技术基础课,服务机械类各专业。 二、实验的目的和要求 1实验目的: 通过对轴、盘盖、箱体三类零件的测绘以及对减速箱拆卸,了解零件测绘的一般步骤,掌握其测绘的常用方法,熟悉量具的选用和使用。进一步巩固零件的视图选择和表达方法,以及查表计算等有关知识。 2实验要求: 对不同形状的轴、盘盖、箱体三类零件进行测绘,在方格纸上绘制草图,根据其的大小和复杂程度选择合适的图幅,绘制零件图,并填写实验报告。 三、学时分配及实验项目表
涂层厚度测量仪
OU3500 涂层厚度测量仪 使用说明书
附表一: 功能OU3500F OU3500N OU3500FN 测量原理磁性涡流磁性/涡流测量范围标准配置探头(F1/N1):0 1250μm 测量精度±(3%H+1)μm(零点校准)±(1%H+1)μm(二点校准) 统计量平均值(MEAN)、最大值(MAX)、最小值(MIN)、测试次数(NO)、标准偏差(S.DEV) 存贮和统计500个测量值 零点校准√√√二点校准√√√删除功能√√√自动关机√√√蜂鸣声提示√√√错误提示√√√ 标准配置主机、F1探头、基 体、校准片、说明 书、包装箱 主机、N1探头、 基体、校准片、说 明书、包装箱 F1(N1)探头、基 体、校准片、说明 书、包装箱 选配件F400、N400、 F1/90、F10、 CN02 F400、N400、 F1/90、F10、 CN02 F400、N400、 F1/90、F10、 CN02、打印机、 通讯软件
一、概述 本仪器根据探头类型的不同,分别运用磁感应和涡流原理测量覆层厚度,并符合以下工业标准: JB/T 8393-1996 磁性和涡流式覆层厚度测量仪 1.1 应用 本仪器是便携式、快速、无损、精密地进行涂、镀层厚度的测量。既可用于实验室,也可用于工程现场。本仪器能广泛地应用在电镀、防腐、航天航空、化工、汽车、造船、轻工、商检等检测领域。 配置不同的探头,适用于不同场合。 1.2 测量原理 本仪器根据探头类型的不同,采用了磁性法和涡流法两种测厚方法。 F型探头采用磁性法,可测量磁性金属基体(如钢、铁、合金和硬磁性钢等)上非磁性覆盖层的厚度(如锌、铝、铬、铜、橡胶、油漆等)。 N型探头采用涡流法,可测量非铁磁性金属基体(如铜、铝、锌、锡等)和奥氏体不锈钢上非导电覆盖层的厚度(如:橡胶、油漆、塑料、阳极氧化膜等)。 1.3 仪器配置 1.3.1 标准配置 主机 ---------------------------------------1台 探头(F1或N1) -----------------------1支 基体 ---------------------------------------1块 标准片 ------------------------------------5片 9V碱性电池------------------------------1节 使用说明书 ------------------------------1本 1.3.2 可选件 其他型号探头 ---------------------------(适用于OU3500) 打印机 ------------------------------------1台(适用于OU3500B) 通讯电缆 ---------------------------------1条(适用于OU3500B) - 1 -
机械加工检验标准和方法
机械加工检验标准及方法 一. 目的: 二. 范围: 三. 规范性引用文件 四. 尺寸检验原则 1.基本原则: 2.最小变形原则: 3.最短尺寸链原则: 4.封闭原则: 5.基准统一原则: 6.其他规定 五. 检验对环境的要求 1.温度 2.湿度 3.清洁度 4.振动 5.电压 六. 外观检验 1.检验方法 2.检验目距 3.检测光源 4.检测时间 5.倒角、倒圆 6.批锋、毛刺 7.伤痕 8.刀纹、振纹 9.凹坑、凸起、缺料、多料、台阶 10.污渍 11.砂孔、杂物、裂纹
12.防护包装 七. 表面粗糙度的检验 1.基本要求 2.检验方法: 3.测量方向 4.测量部位 5.取样长度 八. 线性尺寸和角度尺寸公差要求1.基本要求 2 线性尺寸未注公差 九.形状和位置公差的检验 1.基本要求 3.检测方法 十.螺纹的检验 1.使用螺纹量规检验螺纹制件2.单项检验 十一.外协加工件的检验规定 1.来料检验 2. 成品检验计划 十二.判定规则 附注: 1.泰勒原则
一. 目的: 为了明确公司金属切削加工检验标准,使检验作业有所遵循,特制定本标准。 二. 范围: 本标准适用于切削加工(包括外协、制程、出货过程)各检验特性的检验。在本标准中,切削加工指的是:车削加工、铣削加工、磨削加工、镗削加工、刨削加工、孔加工、拉削加工和钳工作业等。本标准规定了尺寸检验的基本原则、对环境的要求、外观检验标准、线性尺寸公差要求、形位公差要求、表面粗糙度的检验、螺纹的检验和判定准则。 注:本标准不适用于铸造、锻造、钣金、冲压、焊接加工后的检验,其检验标准另行制定。本标准不拟对长度、角度、锥度的测量方法进行描述,可参看相关技术手册;形位公差的测量可参看GB/T1958-1980;齿轮、蜗杆的检验可参看相关技术手册。 三. 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准 GB/T 2828.1-2003 (ISO 2859-1:1989)计数抽样程序第1部分:按接收质量限(AQL)检索的逐批检验抽样计划 GB/T 1804- 2000 (ISO2768-1:104989) 一般公差未注公差的线性和角度尺寸的公差 GB/T 1184 - 1996(ISO2768-2:1989) 形状和位置公差未注公差值 GB/T 1958-1980 形状和位置公差检测规定 GB/T 1957-1981 光滑极限量规 Q/HXB 3000.1抽样检查作业指导书 Q/HXB 2005.1产品的监视和测量控制程序 Q/HXB 2005.15不合格品控制程序
路面标线厚度测定仪
路面标线厚度测定仪 产品名称:OU3300标线测厚仪 ?产地:中国销售:沧州欧谱 ?OU3300标线厚度测定仪是专为生产、质量监督、工程施工和 监理等单位测量标线厚度而设计和生产的。标线厚度测定仪 符合我国标线技术标准GB/T16311-2005的要求 ? 一、产品特点: OU3300标线厚度测定仪是专为生产、质量监督、工程施工和监理等单位测量标线厚度而设计和生产的。具有结构合理、操作简单、适用性广、测量精度高、数字保持功能、测量安全及可靠性好等特点。 OU3300标线厚度测定仪符合我国标线技术标准GB/T16311-2005的要求。 二、技术指标 测量范围:0~12mm 测量精度:0.01mm 三、结构组成 OU3300标线厚度测定仪主要由数字式高精度百分表头、测厚度机构和百分表锁止螺钉组成。 四、操作步骤 1. 准备:将测量底座和移动平块(测厚度机构)处于同一水平上,再将数字式高精度百分表头置入测厚度机构的安装座内,然后调紧螺钉。 2. 显示屏读数清零:将数字式高精度百分表头显示屏清零。 3. 测量:将测量底座置于待测标线上面,使其与移动块的接合处的边缘与标线边缘平行,移动块能够自由落下或下移即可测量标线的厚度。为便于读数可按数字式高精度百分表头的保持按钮,提起标线厚度测定仪读取并记录数值。
五、注意事项 1. 为了保障测量结果的准确度,在测量前应尽量调整好标线厚度测量仪的零值。 2. 为了确保移动块的移动应在试验前应注意调整好其与标线的相对位置。 3. 测量时应注意解除数字式高精度百分表头的保持功能,一般连续按保持按钮3次即可,让标线厚度测定仪处于测量状态。 4. 注意防止仪器在测量过程的跌落,以免仪器的损坏。长时间没有测量任务时应取出数字式高精度百分表的电池,以延长其使用寿命。 5. 本仪器知识产权归本公司所有,严禁仿制;否则,本公司将终止履行相关维修义务,并保留法律的权利。 6. 对本使用说明书如有疑惑欢迎赐教。 七、贮存条件 测定器及其附件应存放在干燥、清洁、无振动、无易燃、易腐蚀物品的环境条件下。 资料来源: 测厚仪https://www.360docs.net/doc/1c6627894.html, 超声波测厚仪https://www.360docs.net/doc/1c6627894.html, 钢板测厚仪https://www.360docs.net/doc/1c6627894.html, 金属测厚仪https://www.360docs.net/doc/1c6627894.html, 管道测厚仪https://www.360docs.net/doc/1c6627894.html, 钢管测厚仪https://www.360docs.net/doc/1c6627894.html, 厚度测量仪https://www.360docs.net/doc/1c6627894.html, 超声测厚仪https://www.360docs.net/doc/1c6627894.html, 高温测厚仪https://www.360docs.net/doc/1c6627894.html, 壁厚测量仪https://www.360docs.net/doc/1c6627894.html, 超声波测厚仪https://www.360docs.net/doc/1c6627894.html, 铸铁测厚仪https://www.360docs.net/doc/1c6627894.html, 膜厚仪https://www.360docs.net/doc/1c6627894.html, 涂层测厚仪https://www.360docs.net/doc/1c6627894.html, 涂层测厚仪https://www.360docs.net/doc/1c6627894.html, 镀层测厚仪https://www.360docs.net/doc/1c6627894.html, 油漆测厚仪https://www.360docs.net/doc/1c6627894.html, 油漆测厚仪https://www.360docs.net/doc/1c6627894.html, 漆膜测厚仪https://www.360docs.net/doc/1c6627894.html, 薄膜测厚仪https://www.360docs.net/doc/1c6627894.html, 锌层测厚仪https://www.360docs.net/doc/1c6627894.html, 防腐层测厚仪https://www.360docs.net/doc/1c6627894.html, 磁感应测厚仪https://www.360docs.net/doc/1c6627894.html, 涡流测厚仪https://www.360docs.net/doc/1c6627894.html, 膜厚测试仪https://www.360docs.net/doc/1c6627894.html, 覆层测厚仪https://www.360docs.net/doc/1c6627894.html, 电镀层测厚仪https://www.360docs.net/doc/1c6627894.html, 涂镀层测厚仪https://www.360docs.net/doc/1c6627894.html, 镀锌层测厚仪https://www.360docs.net/doc/1c6627894.html, 电解测厚仪https://www.360docs.net/doc/1c6627894.html, 氧化膜测厚仪https://www.360docs.net/doc/1c6627894.html, 磁性测厚仪https://www.360docs.net/doc/1c6627894.html, 干膜测厚仪https://www.360docs.net/doc/1c6627894.html, 湿膜测厚仪https://www.360docs.net/doc/1c6627894.html, 镀铬测厚仪https://www.360docs.net/doc/1c6627894.html, 标线测厚仪https://www.360docs.net/doc/1c6627894.html, 磷化膜测厚仪https://www.360docs.net/doc/1c6627894.html, 湿膜厚度规https://www.360docs.net/doc/1c6627894.html, 钢结构测厚仪https://www.360docs.net/doc/1c6627894.html, 镀铬测厚仪https://www.360docs.net/doc/1c6627894.html, 涂层厚度仪https://www.360docs.net/doc/1c6627894.html, 涂料测厚仪https://www.360docs.net/doc/1c6627894.html, 镀镍测厚仪https://www.360docs.net/doc/1c6627894.html, 管道探伤仪https://www.360docs.net/doc/1c6627894.html, 超声探伤仪https://www.360docs.net/doc/1c6627894.html, 磁粉探伤机https://www.360docs.net/doc/1c6627894.html, 焊缝探伤仪https://www.360docs.net/doc/1c6627894.html, 超声波探伤仪https://www.360docs.net/doc/1c6627894.html, 超声波探伤仪https://www.360docs.net/doc/1c6627894.html, 钢轨探伤仪https://www.360docs.net/doc/1c6627894.html, 金属探伤仪https://www.360docs.net/doc/1c6627894.html, 便携式探伤仪https://www.360docs.net/doc/1c6627894.html, 钢结构探伤仪https://www.360docs.net/doc/1c6627894.html, 磁粉探伤仪https://www.360docs.net/doc/1c6627894.html, 超声波探伤仪https://www.360docs.net/doc/1c6627894.html, 超声波检测仪https://www.360docs.net/doc/1c6627894.html, 铸件探伤仪https://www.360docs.net/doc/1c6627894.html, 容器探伤仪https://www.360docs.net/doc/1c6627894.html,
成衣尺寸量法
题:里面的举例对于理解相关英文简写很有帮助哦!另外一定要结合客户的指示图! 上衣的尺寸 一,身长(Body Length) 1,一般上衣的衣长: (1)从后领中量至下摆(From CB Neck to bottom edge of hem)。 (2)从肩高点量至下摆(From HPS to bottom edge of hem) 。 2,特殊上衣的衣长: (1)后长(Back Length): 在大多数情况下,是记作:后中量(from CB),在服装的后身,量取后领中至下摆的距离。但是也有可能要求其他的测量位置线,例如肩高点量(from HPS)。 (2)前长(Front Length): 在大多数情况下,是记作:肩高点量(from HPS),在服装的前身,量取肩高点至下摆的距离。 但是也有可能要求其他的测量位置线,例如从前领中量(from C. F. Neck)。 二,胸围(Chest Width) 在大多数情况下,测量位置点是在袖笼下1英寸,从一侧的侧缝水平地量到另一侧,在客户的尺寸表上记作:at 1”below the AH。 三,腰围(Waist Width) 1,上衣腰围:一般在客户的尺寸表上会注明一个测量位置点,指出是在肩高点下多少距离测量,记作“X”down from HPS。 2,下装腰围:下装,如裙、裤。测量时只需测量下装的腰头开口长度即可。 如果是带有橡筋的裙或者裤,其腰围测量就有松量尺寸(relaxed)和拉量尺寸(extended)之分。 四,下摆围(Bottom Width) 从下摆的一侧量到另一侧。如果下摆是带有橡筋,则需要分别测量松量尺寸(relaxed)和拉量尺寸(extended)。 五,下摆罗纹宽(Rib/ Bottom Hem Height) 从下摆罗纹起头的一侧量到下摆罗纹结束处。 六,肩宽(Cross Shoulder) 从一侧与袖窿接缝的肩点量到另一侧的对应肩点。 另一种肩宽的测量为单肩宽(Side Shoulder)。
什么是叶片厚度测量仪
什么是叶片厚度测量仪?叶片厚度测量仪使用手册 一、叶片厚度测定仪/叶片厚度计简介概述: 叶片厚度测量仪是什么?叶片厚度测量仪还有什么叫法?是大家对于叶片厚度测量仪比较关心的一些问题。作为植物最重要的一个器官,叶片在植物生长过程中,有非常重要的意义,因此植物叶片的研究项目也有很多,而叶片厚度测量仪就是其中一款研究植物叶片形态的仪器,其主要作用就是测定植物叶片的厚度,YH-1叶片厚度测量仪的其他叫法还有叶片厚度测定仪、植物叶片厚度测量仪等。 通过叶片的形态变化,可以反映出植物生长状态的变化,比如光合作用、水分情况、养分情况等,叶片的研究,对于了解植物的生长情况,探索更加精细的生产有十分重要的意义。而叶片厚度作为其中重要的一环,也具有十分重要的研究价值,比如说,利用叶片厚度测量仪来测定分析,并掌握植物叶片厚度的周期性规律,对于研究植物的水分状况有十分重要的意义。 在现代农业的精细化发展方面,过去主要是通过研究植物生长的环境,比如说空气温湿度、土壤温湿度、土壤养分等来作为农业灌溉施肥的依据,而现在随着研究的进一步深入,农业中开始探索以植物生理需求为导向的农业生产指导,比如说利用叶片厚度测量仪来测定植物的叶片厚度,通过植物器官的变化情况,来确定植物的真实水分需求,从而实现更加精细化的节水灌溉和智能化的节水灌溉作业,在有效降低农业生产成本的基础上,有效提高农业生产的效率和效益,
促进现代农业的快速发展。因此从这些层面上来看,叶片厚度测量仪的应用是十分有必要的,也是十分重要的,应该的到大力推广和应用。 叶片是植物最重要的器官,其形态变化可以反映出植物生长状态的变化,如光合作用、水分情况、养分情况等。研究表明,叶片厚度变化具有周期规律性,可分为长周期和短周期(24小时)。掌握这些规律对研究植物水分状态具有重要意义。托普云农生产的叶片厚度测定仪小巧轻便,功能先进,深受国内市场的欢迎。 通常的灌溉系统是以空气的温度、湿度以及土壤的湿度作为控制参数,属于开环控制。针对这一问题,托普云农提出了以植物的器官(叶片、茎杆、果实)的几何参数为控制参数的智能节水灌溉控制系统,属于闭环控制。 二、叶片厚度测定仪/叶片厚度计检测叶片厚度的意义; 大部分植物都有叶片,它是植物最重要的器官,同时也是植物进行光合作用的主要场所,使用叶片厚度测量仪对叶片厚度进行研究对农业生产来说意义重大。我们通过叶片厚度测量仪检测的叶片厚薄可以判断植物生长状态的变化。比如光合作用、水分情况、养分情况等等。 不同种类的植物,其叶片性状各异,厚度也不同,叶片的厚度主要与其生长环境有关,生长环境较差的植物,其叶片又小、又薄,而生长在肥沃土壤中的植物,其叶面积较大,叶绿素含量更高,叶片更厚,同时叶片储存水分也会更多。经叶片厚度测量仪检测,发现不同厚度的叶片,其作用也会不同,比如沙漠中的仙人掌,针形叶是为了减少水分的散发,再比如温带热带的阔叶,宽大的叶子主要是为了加快有氧呼吸,植物叶片的厚度一般会因为季节的变化而有所改变,气候温湿的时候叶片会比较厚,其主要目的是为了旺盛的新陈代谢,而气候寒冷的时候叶片会比较薄,其主要目的是为了减少有氧呼吸,保持养分。别看小小的一片叶子,其作用巨大。 三、叶片厚度测定仪/叶片厚度计技术参数: 测量范围:0±6mm 分辨率:0.01mm 精度:0.015mm 接触面积:Φ10mm 读取装置:指针式 其他植物生理仪器:植物营养测定仪、叶绿素测定仪、根系分析系统、叶面积测定仪、光合作用测定仪、果蔬呼吸测定仪、植物冠层分析仪、植物病害检测仪、植物水势仪、树木无损检测探伤仪
机械零件测绘的一般方法
机械零件测绘一般方法 一、什么是零件测绘 测绘就是根据实物,通过测量,绘制出实物图样的过程。 测绘与设计不同,测绘是先有实物,再画出图样;而设计一般是先有图样后有样机。如果把设计工作看成是构思实物的过程,则测绘工作可以说是一个认识实物和再现实物的过程。 测绘往往对某些零件的材料、特性要进行多方面的科学分析鉴定,甚至研制。因此,多数测绘工作带有研究的性质,基本属于产品研制范畴。 零件测绘的种类 (一)设计测绘——测绘为了设计。根据需要对原有设备的零件进行更新改造,这些测绘多是从设计新产品或更新原有产品的角度进行的。 (二)机修测绘——测绘为了修配。零件损坏,又无图样和资料可查,需要对坏零件进行测绘。 (三)仿制测绘——测绘为了仿制。为了学习先进,取长补短,常需要对先进的产品进行测绘,制造出更好的产品。 零件草图的绘制 零件测绘工作常在机器设备的现场进行,受条件限制,一般先绘制出零件草图,然后根据零件草图整理出零件工作图。因此。零件草图决不是潦草图。 徒手绘制的图样称为草图,它是不借助绘图工具,用目测来估计物体的形状和大小,徒手绘制的图样。在讨论设计方案、技术交流及现场测绘中,经常需要快速地绘制出草图,徒手绘制草图是工程技术人员必须具备的基本技能。 零件草图的内容与零件工作图相同,只是线条、字体等为徒手绘制。 徒手图应做到:线型分明、比例均匀、字体端正、图面整洁。 1、徒手画草图的基本方法 1.1 握笔的方法 手握笔的位置要比用绘图仪绘图时较高些,以利于运笔和观察目标。笔杆与纸面成45°~60°角。持笔稳而有力。一般选用HB或B的铅笔,用印有方格的图纸绘图。 1.2 直线的画法 画直线时,握笔的手要放松,手腕靠着纸面,沿着画线的方向移动,眼睛注意线的终点方向,便于控制图线。 画水平线时,图纸可放斜一点,将图纸转动到画线最为顺手的位置。画垂直线时,自上而下运笔。画斜线时可以转动图纸到便于画线的位置。画短线,常用手腕运笔,画长线则用手臂动作。1.3 圆和曲线的画法 画圆时,先定出圆心的位置,过圆心画出互相垂直的两条中心线,再在对称中心线上距圆心等于半径处目测截取四点,过四点分段画成。画稍大的圆时,可加画一对十字线,并同时截取四点,过八点画圆。 对椭圆及圆弧的画法,也是尽量利用与正方形、长方形、菱形相切的特点。 1.4角度的画法 画30°、45°、60°等特殊角度的斜线时,可利用两直角边比例关系近似地画出,1.5复杂图形画法 当遇到较复杂形状时,采用勾描轮廓和拓印的方法。如果平面能接触纸面时,用色描法,直接用铅笔沿轮廓画出线来。
现场测量方法
现场测量放线(以数据分析方法引导现场测量) 1 ?实施依据 a. 四化管理参考文件《现场测量放线作业指引》 ; b. 土建移交水平线、基准线;(装饰单位在接收前必须复核) c. 施工图纸所有房间开间尺寸、进深尺寸、顶标高; 2 ?测量内容 a. 土建粉刷完成部分尺寸测量;测量所有房间每面墙的长度、宽度及层高, 测量新风主机安装尺寸; 目的:检查墙体的方正度,核对图纸尺寸是否小于设计尺寸,与新风厂 家商定管线 走向与主机定位,为图纸深化提供依据。 b. 土建基层尺寸(指土建粉刷未完成由装饰单位负责施工的房间尺寸如厨 房、卫生间等);土建基层尺寸需测量长度、宽度及层高、门窗尺寸; 目的:确定 粉刷完成标准尺寸。 c. 装饰单位根据土建移交水平线及基准线给出厨卫门窗安装标高线、 安装垂 直线、进出线; 目的:为方便后期瓷砖排版统一活砖尺寸。 d. 根据施工图明确管道井、烟道井尺寸,由控制线确定其位置。 3 ?确定测量方法 a. 明确数据分析方法,确定现场实测内容; 数据分析方法:将测量出的所有数据进行归纳汇总,对照施工蓝图,按 照数据离散 值大小进行分类,找出离散值,确定标准尺寸和粉刷厚度。 分类原则:找出厨房、卫生间内开间和深度的最大值与最小值。根据规 范,墙面粉刷厚度必须控制在 10MM ?40MM 之间的,符合这一类要求 的尺寸归为一 类。若粉刷厚度超过 40MM 或小于10MM 都不合理,超 过40MM ,需加设钢丝网,且房 间尺寸也会相应缩小,易产生空鼓、裂 缝,所以宁可多归纳一类尺寸,也要尽量避免后期出现墙面裂缝等质量 问题。 b. 房间层高、门窗的高度等垂直方向的尺寸,以土建提供的水平线为 基准线;测量门窗的宽度需测量两个点,第一个点在离地 30 cm 处,第 (数据归类分析参考文件: 51#楼厨卫尺寸总表 .xls 51#厨房卫生间标准 粉刷完成面分类.xls )
薄膜厚度检测原理及系统
薄膜厚度检测原理及系统 摘要:本文对目前常用的薄膜厚度光学测量方法进行了深入的研究和讨论,总结并归纳了每一种测量方法的优缺点、以及使用条件。基于原子力显微镜的薄膜厚度检测系统,该系统得到薄膜厚度,能够精确测量各种不同性质的薄膜的厚度。关键词:薄膜厚度;测量;原子力显微镜 Abstract: In this paper, the advantage and disadvantage, usable condition of many usually used optical measurement methods of thin film thickness which are analyzed and discussed in detail ,are been summarized. A measuring system of film thickness based on atomic force microscope has been developed, based on this system could measure the thickness of various films. Key words:film thickness ; measurement; AFM 1引言 随着科技的发展以及精密仪器等技术的迅速发展,薄膜技术的应用变得更为广泛,不仅在光学领域,也被广泛地应用于微电子技术、通讯、宇航工程等各种不同的领域。薄膜的厚度很大程度上决定了薄膜的力学性能,电磁性能,光电性能和光学性能,薄膜厚度又是薄膜设计和工艺制造的关键参数之一,为了制备出合乎要求的薄膜也离不开高精度的薄膜厚度检测,因此薄膜厚度的测量一直是人们密切关注和不断研究改进的课题。 在众多类检测方法当中,由于光学检测方法具有非接触性、高灵敏度性、高精度性、快速、准确、不损伤薄膜等优点,成为目前被应用最广泛的方法。在对薄膜厚度检测的理论中,按照测量方法所依据的光学原理进行分类,可分为干涉、衍射、透射、反射、偏振等方法,也可根据光源分为激光测量和白光测量[1]。目前,光谱法、椭圆偏振法和干涉法是人们讨论最多和应用最广泛的测量方法。随着光学薄膜的材料和制备技术的不断提高,传统的薄膜厚度的测量方法己经不能