挤压攻丝工作原理

挤压攻丝工作原理
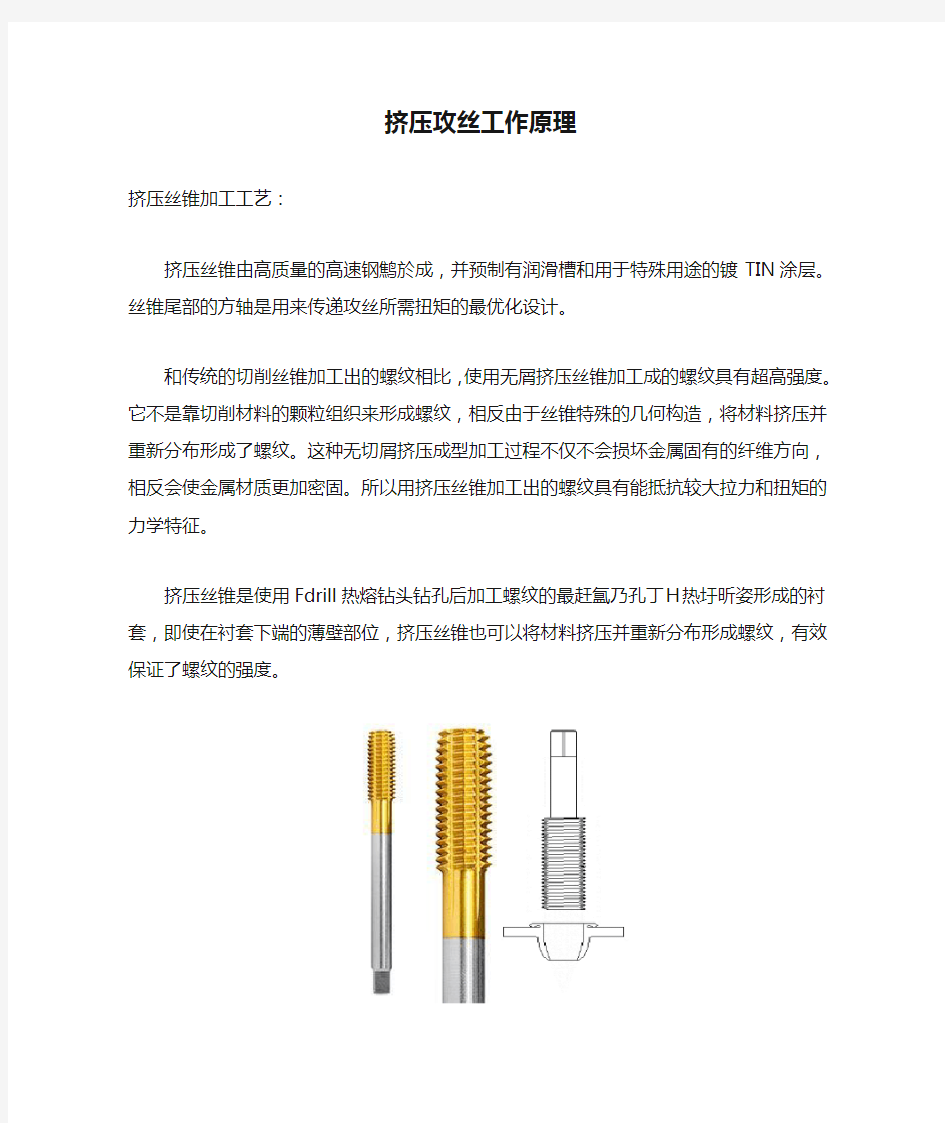
挤压丝锥加工工艺:
挤压丝锥由高质量的高速钢鹪於成,并预制有润滑槽和用于特殊用途的镀TIN 涂层。丝锥尾部的方轴是用来传递攻丝所需扭矩的最优化设计。
和传统的切削丝锥加工出的螺纹相比,使用无屑挤压丝锥加工成的螺纹具有超高强度。它不是靠切削材料的颗粒组织来形成螺纹,相反由于丝锥特殊的几何构造,将材料挤压并重新分布形成了螺纹。这种无切屑挤压成型加工过程不仅不会损坏金属固有的纤维方向,相反会使金属材质更加密固。所以用挤压丝锥加工出的螺纹具有能抵抗较大拉力和扭矩的力学特征。
挤压丝锥是使用Fdrill热熔钻头钻孔后加工螺纹的最赶氲乃孔丁H热圩昕姿形成的衬套,即使在衬套下端的薄壁部位,挤压丝锥也可以将材料挤压并重新分布形成螺纹,有效保证了螺纹的强度。
挤压攻丝工作原理:
图中蓝色区域代表螺纹部分,红-灰色区域代表挤压丝锥。
图中黄线代表切削丝锥工作的螺纹底孔内径,绿线代表Fdrill挤压丝锥挤压攻丝的螺纹内径,比切削螺纹内径要略大。
切削丝锥将材料切除从而形成螺纹。
挤压丝锥挤压攻丝则完全不同:材料将随着挤压丝锥的挤压运动在内重新分布形成螺纹。
注意,随着金属材料的向上和向下的移动,最后形成挤压螺纹。
挤压丝锥保留所有材料并形成的挤压螺纹,保证螺纹的强度。
FANUC 攻丝相关参数 (1)
- 9 - 附录1:和批量钻孔、攻丝相关主要参数 设定项 0i Mate-MD 设定注意点 快移时间常数1 1620 X 轴 120 Y 轴 145 Z 轴 150 根据快速倍率100%时,TCMD 的波形确认最佳设定值,该参数对于批量打孔攻丝效率影响大,各轴单独进行优化 快移时间常数2 1621 X 轴 56 Y 轴 56 Z 轴 64 根据快速倍率100%时,TCMD 的波形确认最佳设定值,该参数对于批量打孔攻丝效率影响大,各轴单独进行优化 切削时间常数 1622 X 轴 64 Y 轴 64 Z 轴 64 在普通方式下加工时,对加工精度和效率有进一步要求时,在轴运行稳定前提下,可以设定更小值,三轴设定必须一致快速移动直线型定位 1401#1 1 固定设定值 前馈功能总生效(包括快速) 1800#3 1 固定设定值 切削/快速前馈切换 2214#4 1 固定设定值 快速位置前馈系数 2092 9900 (三轴一致)固定设定值 快速速度前馈系数 2069 50 (三轴一致)固定设定值 切削位置前馈系数 2144 9900 (三轴一致)固定设定值 切削速度前馈系数 2145 50 (三轴一致)固定设定值 快速/切削进给到位宽度切换 NO.1801#4 1 固定设定值 快速到位宽度 NO.1826 500 固定设定值 切削到位宽度 NO.1827 20 固定设定值 快速移动程序段间重叠功能生效 NO.1601#4 1 固定设定值 快速移动程序段重叠时减速比 NO.1722 50 固定设定值 切削时速度增益倍率 2107 X 轴 150 Y 轴 150 Z 轴 150 根据各轴频率响应测试,确认合理的伺服速度环增益,注意测试频率响应时需要将倍率值一起设定至NO2021中 切削/快速进给位置增益切换功能 2212#6 1 固定设定值 切削时位置增益 1825 5000 根据机床刚性,进行合理设定。快速时位置增益 2178 3000 建议设定值 刚性攻丝主轴最大转速 5241 5000r/min 建议设定值 刚性攻丝加减速时间常数 5261 350ms(直线型)确认同步误差在合理范围内的设定值 刚性攻丝回退时间常数 5271 0 回退不同时间常数时设定 刚性攻丝主轴和攻丝轴位置增益 5280 5000 设定值和NO4065~4069一致, 刚性攻丝时主轴电机电压 4085 100 建议设定值 刚性攻丝时主轴前馈功能 5203#2 1 建议设定值 主轴位置前馈系数 4344 9900 确认和Z 轴前馈系数设定一致主轴速度前馈系数 4037 50 确认和Z 轴前馈系数设定一致主轴电机励磁时间 4099 100 建议设定值
螺纹底孔尺寸
摘要:在板料冲压件上,按其料厚不同分别采用精冲小孔、变薄翻边、冷冲挤等工艺方法,成形螺纹底孔。本文论述了上述螺纹冲压成形工艺、冲模结构及其设计与制造技术。 主题词:冲件螺纹底孔冲小孔变薄翻边冷冲挤成形技术 螺纹联接结构,尤其紧螺纹联接结构,是各种机电与家电产品中零部件最主要的联接结构型式。薄板冲压件进行紧螺纹联接,需要有大于料厚的联接螺纹长度,以确保其联接可靠性,增强其负载能力,才能达到使薄板冲件联接牢靠、重量小的目的,从而使其成为结实、轻巧、紧凑的理想结构零件。 在仪器仪表、电子电器、各类家电、家用器具、玩具等产品的板料冲压件上,经常采用M2-M10的小螺纹紧联接结构。为提高效率并满足大量生产的需求,采用精冲小孔、变薄翻边、冷冲挤等工艺方法,冲压成形这些小螺纹底孔,不仅能以冲压制孔取代钻孔而大幅度提高生产效率,同时能获得尺寸精确、一致性好的底孔,并可使螺纹联接有足够的长度,从而确保其联接可靠性及设计要求的承载能力。所以,用冲压成形技术加工小螺纹底孔,具有优质高产的效果,也是一种成熟而值得推广的工艺技术。 1螺纹底孔的计算 合适螺纹底孔的大小,不仅取决于螺纹直径,而且与其螺距有着密切的关系,通常可按下式计算: 当t L≤1时,取:d Z=d-t L 当t L>1时,取:d Z=d-(1.04~1.06)t L(2) 式中t L-螺距,mm d z-螺纹底孔直径,mm d-螺纹直径,mm 表1 螺纹底孔直径的合理值(mm) 螺纹直径d 螺距t L底孔直径d z M1 M2 M3 M4 M5 M6 M8 M10 M12 M14 M16 M18 M20 0.25 0.4 0.5 0.7 0.8 1 1.25 1.5 1.75 2 2 2.5 2.5 0.75 1.6 2.5 3.3 4.2 5 6.7 8.5 10.2 11.9 13.9 15.4 17.4
攻丝底孔对照表
M Metrisches ISO Regelgewinde / Metric ISO thread / Filetage métrique ISO standard / Filettatura metrica ISO / Rosca Métrica ISO Kurzzeichen Thread size Désignation Diametro del ?letto Dimensión rosca (DIN 13) Bohrer-; Nominal size diamètre du foret Diametro nominale ;-Taladro (mm) (acc. to DIN 336) Innengewindekern-; Minor diameter / Diamètre du noyau ?leté / Diametro del nocciolo ;-nucleo de rosca interior (mm) min 6H m a x M 10,750,7290,785* M 1,20,950,9290,985* M 1,41,11,0751,142* M 1,61,251,2211,321 M 1,71,351,3211,421 M 1,81,451,4211,521 M 21,61,5671,679 M 2,21,751,7131,838 M 2,31,851,8131,938 M 2,52,052,0132,138 M 2,62,152,1132,238 M 32,52,4592,599 M 3,52,92,8503,010 M 43,33,2423,422 M 4,53,73,6883,878 M 54,24,1344,334 M 654,9175,153 M 765,9176,153 M 86,86,6476,912 M 97,87,6477,912 M 108,58,3768,676 M 119,59,3769,676 M 1210,210,10610,441 M 141211,83512,210 M 161413,83514,210 M 1815,515,29415,744 M 2017,517,29417,744 M 2219,519,29419,744 M 242120,75221,252 M 272423,75224,252 M 3026,526,21126,771 M 3329,529,21129,771 M 363231,67032,270 M 393534,67035,270 M 4237,537,12937,799 M 4540,540,12940,799 M 484342,58743,297 M 524746,58747,297 M 5650,550,04650,796MF Metrisches ISO Feingewinde / Metric ISO Fine thread / Filetage métrique ?n ISO / Filettatura metrica ISO ?ne / Rosca Métrica ISO Fina Kurzzeichen Thread size Désignation Diametro del ?letto Dimensión rosca (DIN 13) Bohrer-; Nominal size diamètre du foret Diametro nominale ;-Taladro (mm) (acc. to DIN 336) Innengewindekern-; Minor diameter / Diamètre du noyau ?leté / Diametro del nocciolo ;-nucleo de rosca interior (mm) min 6H m a x M 2 x 0,251,751,7291,785 M 2,2 x 0,251,951,9291,985 M 2,3 x 0,252,052,0292,085 M 2,5 x 0,352,152,1212,221 M 3 x 0,252,752,7292,785 M 3 x 0,352,652,6212,721 M 3,5 x 0,353,153,1213,221 M 4 x 0,353,653,6213,721 M 4 x 0,53,53,4593,599 M 4,5 x 0,543,9594,099 M 5 x 0,354,654,6214,721 M 5 x 0,54,54,4594,599 M 5 x 0,754,24,1884,378 M 6 x 0,55,55,4595,599 M 6 x 0,755,255,1885,378 M 7 x 0,56,56,4596,599 M 7 x 0,756,256,1886,378 M 8 x 0,57,57,4597,599 M 8 x 0,757,257,1887,378 M 8 x 176,9177,153 M 9 x 0,758,258,1888,378 M 9 x 187,9178,153 M 10 x 0,59,59,4599,599 M 10 x 0,759,259,1889,378 M 10 x 198,9179,153 M 10 x 1,258,758,6478,912 M 11 x 1109,91710,153 M 12 x 0,511,511,45911,599 M 12 x 11110,91711,153 M 12 x 1,2510,7510,64710,912 M 12 x 1,510,510,37610,676 M 13 x 11211,91712,153 M 14 x 0,7513,213,18813,378 M 14 x 11312,91713,153 M 14 x 1,2512,7512,64712,912 M 14 x 1,512,512,37612,676 M 15 x 11413,91714,153 M 15 x 1,513,513,37613,676 M 16 x 0,7515,215,18815,378 M 16 x 11514,91715,153 M 16 x 1,2514,814,64714,912 M 16 x 1.514,514,37614,676 M 17 x 11615,91716,153 M 18 x 11716,91717,153 M 18 x 1.516,516,37616,676 M 18 x 21615,83516,210 M 20 x 11918,91719,153 M 20 x 1.518,518,37618,676 M 20 x 21817,83518,210 M 22 x 12120,91721,153 M 22 x 1,520,520,37620,676 * 5H max Gewindekernl?cher für Gewindebohrer Tapping drill sizes for taps / Avant-trous de taraudage Prefori per maschi / Dimensiones de la broca previa para machos MARYLAND METRICS Technical Data Chart: A collection of Tapping drill sizes for taps in a multilingual format https://www.360docs.net/doc/1d7300344.html,
挤牙丝攻内孔径计算公式
一、挤牙丝攻内孔径计算公式: 公式:牙外径-1/2×牙距 例1:公式:M3×0.5=3-(1/2×0.5)=2.75mm M6×1.0=6-(1/2×1.0)=5.5mm 例2:公式:M3×0.5=3-(0.5÷2)=2.75mm M6×1.0=6-(1.0÷2)=5.5mm 二、一般英制丝攻之换算公式: 1英寸=25.4mm(代码) 例1:(1/4-30) 1/4×25.4=6.35(牙径) 25.4÷30=0.846(牙距) 则1/4-30换算成公制牙应为:M6.35×0.846 例2:(3/16-32) 3/16×25.4=4.76(牙径) 25.4÷32=0.79(牙距) 则3/16-32换算成公制牙应为:M4.76×0.79 三、一般英制牙换算成公制牙的公式: 分子÷分母×25.4=牙外径(同上) 例1:(3/8-24) 3÷8×25.4=9.525(牙外径) 25.4÷24=1.058(公制牙距) 则3/8-24换算成公制牙应为:M9.525×1.058 四、美制牙换算公制牙公式: 例:6-32 6-32 (0.06+0.013)/代码×6=0.138
0.138×25.4=3.505(牙外径) 25.4÷32=0.635(牙距) 那么6-32换算成公制牙应为:M3.505×0.635 1、孔内径计算公式: 牙外径-1/2×牙距则应为: M3.505-1/2×0.635=3.19 那么6-32他内孔径应为3.19 2、挤压丝攻内孔算法: 下孔径简易计算公式1: 牙外径-(牙距×0.4250.475)/代码=下孔径 例1:M6×1.0 M6-(1.0×0.425)=5.575(最大下孔径) M6-(1.0×0.475)=5.525(最小) 例2:切削丝攻下孔内径简易计算公式: M6-(1.0×0.85)=5.15(最大) M6-(1.0×0.95)=5.05(最小) M6-(牙距×0.860.96)/代码=下孔径 例3:M6×1.0=6-1.0=5.0+0.05=5.05 五、压牙外径计算简易公式: 1.直径-0.01×0.645×牙距(需通规通止规止)例1:M3×0.5=3-0.01×0.645×0.5=2.58(外径) 例2:M6×1.0=6-0.1×0.645×1.0=5.25(外径) 六、公制牙滚造径计算公式:(饱牙计算) 例1:M3×0.5=3-0.6495×0.5=2.68(车削前外径) 例2:M6×1.0=6-0.6495×1.0=5.35(车削前外径)
CNC机床钻孔、攻丝切削参数_图文(精)
普通螺纹底孔刀号钻头转速钻头进给丝锥转速丝锥进给细螺纹底孔直径通用管螺纹 底孔直径钻头转速钻头进给M4×0.7 3.33950901/4″11.5600160 M5×0.8 4.24900904453562/8″15430120 M6×155(198501804254251/2″18.7340100 M8×1.25 6.76(20800200500625 3/4″24.2270150M10×1.58.57(21700300500750M12×1.2510.7 M12×1.7510.28(22630280500875M16×1.514.5 M16×213.99(23460220400800M20×1.518.5 M20×2.517.410(24365180320800M20×1.518.5 M24×32111(25340160250750 M30X3.526.5250125200700 M10×1912(26700180500500 NPT1/8″8.714 7001807、对丝锥:因为孔加工刀具对刀时是以钻尖或丝锥端中心为刀位点,攻螺纹时,由于丝锥切削部分有锥角,端部不能切出完整的牙型,注:若攻不通孔螺纹,底孔深度:D钻=h有效+0.7D+0.3D底孔。 6、对钻头加工倒角,大小采用估算法,手轮进给倒角,切削一定深度后,退出游标卡尺测量,一般比螺纹孔径大3-4mm。 CNC机床常用普通螺纹钻孔参数表
丝锥钻入深度应大于螺纹有效深度。一般可取:H丝=h有效+0.7D。D为螺纹大径。 8、中心钻应短,有良好的刚度。 1、先铣削上表面,再加工螺纹,若表面无要求,则可不铣面。 加工过程: 2、加工螺纹的方法:先用中心钻加工底孔的中心孔,再钻底孔,然后对底孔倒角,最后攻丝。 公司为提高效率,在点孔时,点的稍大些,连倒角一起做了。 3、孔加工循环的选择,中心钻选用G82,底孔加工选用G81,倒角选用G82,螺纹若是右旋,选用G84。 4、孔加工循环的高度平面选择:a:Z向R高度:对G81、G82,为螺纹孔上表面以上3-5mm,对G84应大些,为10mm以上。 b:初始平面高度:为螺纹孔上表面以上20mm。公司选用100mm。 5、孔底面高度:对底孔钻,考虑到钻头角度以及孔是通孔的因素,取螺纹孔下表面下方0.3D底孔。
攻丝机操作规程及保养
攻丝机操作规程及保养 一、操作规程 1.操作人员经考试合格取得操作证,方可进行操作,操作者应熟悉本机的性能、结构等, 2.工作前按照设备点检卡的要求进行检查,按润滑图标注油。 3.将手柄调到工作位置。将主轴套上的过载保护装置的调整螺母松开,开动机床后再逐渐拧紧调整螺母,直至主轴不再停转为止。 4.根据攻丝深度调整行程控制装置。中小工件要用压板压紧或用虎钳夹牢。 5.将主轴调至攻丝位置,逆时针主轴手柄,将丝锥对准螺纹低孔攻丝,攻丝结束应反转退回。 6.发现机床产生异常现象应立即停机。 7.工作后清扫设备,拉开电源开关,并将各操纵手柄(开关)置于空档(零位),并涂油防锈,填写交接班记录。 二、日常保养 1.班前保养: 1.1检查油池、油位、油标是否符合规定标准,若不符合应及时补油。 1.2检查按钮是否灵活,有无卡阻。 1.3检查电机接地线是否松动、脱落或损坏,若有松动应紧固,脱落或损坏应通知维修人员进行处理。 1.4检查安全防护装置是否完整可靠。 1.5检查各手柄是否灵活。 1.6紧固松动的各部位螺母。
2.班中保养: 2.1启动液压泵,检查液压泵作用是否良好,各密封部位和管路有无堵塞和泄漏。 2.2检查限位开关作用是否良好,碰块定位是否正常。 2.3要随时注意各运转部件温升和声响是否正常。 3.班后保养: 3.1将操纵手柄置于空档位置,关闭油泵,切断电源。 3.2清扫工作台,擦拭设备。 3.3整理工作场地,将工作堆码整齐。 3.4填写设备运转记录。 三、定期保养 1.擦拭机床外表、罩盖,达到清洁、无锈蚀、油污、“黄袍”。 2.检查补充螺钉、螺母、手柄、油杯等。 3.擦拭移动机构的传动丝杠,要求干净无污。 4.清洗油线、油毡、过滤器、冷却泵,要求油路畅通、无泄漏。检查油质、油量、油位是否符合要求。 5.擦拭电机、电容箱,检查接地是否安全可靠。
FANUCOi 刚性攻牙参数
FANUCOi 刚性攻牙参数 FANUC Oi 系统开通刚性攻牙功能需要设定参数仅供参考。将参数 No.5200#0 设置为 1,修改以下参数:攻丝最高主轴转速 N0.5241 - N0.5244 主轴与攻丝轴的时间常数 N0.5261 - No.5264 刚性攻丝轴回路增益 N0.5280 - N0.5284 刚性攻丝时攻丝轴移动位置偏差量的极限值N0.5310 刚性攻丝时主轴移动位置偏 差量的极限值 N0.5311 刚性攻丝时的攻丝轴停止时的位置偏差量极限值 N0.5312 刚性攻丝时的主轴停止时的位置偏差量极限值 N0.5313 。如下列: (1) 每分钟进给编程右螺纹G94; Z 轴每分钟进给M3Sl000;主轴正转(1000r/min) G9O G84 X-300.Y-250.Z-150.R-120. P300 F1000;右螺纹攻丝 , 螺距 lmm 左螺 纹G94; Z 轴每分钟进给M4Sl000; 主轴反 转(1000r/min) G9O G74X-300.Y-250.Zl50.R-120.P300 F1000; 左螺纹攻丝 , 螺距 lmm (2) 每 转 ( 主轴 ) 进给编程右螺纹G95; Z 轴进给 / 主轴每转M3 S1000; 主轴正转 (1000r/min) G9O G84X-300.Y-250.Z-150.R-120. P300 F1.0; 右螺纹攻 丝 , 螺距 1mm 右螺纹G95;Z 轴进给 / 主轴每转M4S1000;主轴反转 (1000r/min) G90 G74 X-300.Y-250.Z150.R-120. P300 F1.0; 左螺纹攻丝 , 螺距 l mm 以上 刚性攻丝编程由于将参数 No.5200#0 设置为 1, 固定循环 G84/ 成为刚性攻丝的指令 , 所以它的编程格 式就完全与原固定循环 G84/G74 普通攻丝是一样的
翻孔攻丝与螺母-尺寸参数与比较
钣金件上的螺母、螺钉的结构形式 铆接螺母 铆接螺母常见的形式有压铆螺母柱、压铆螺母、涨铆螺母、拉铆螺母、浮动压铆螺母 压铆螺母柱 压铆就是指在铆接过程中,在外界压力下,压铆件使基体材料发生塑性变形,而挤入铆装螺钉、螺母结构中特设的预制槽内,从而实现两个零件的可靠连接的方式,压铆的非标螺母有两种,一种是压铆螺母柱,一种是压铆螺母。采用此种铆接形式实现和基材的连接的,此种铆接形式通常要求铆接零件的硬度要大于基材的硬度。普通低碳钢、铝合金板、铜板板材适合于压接压铆螺母柱,对于不锈钢和高碳钢板材因为材质较硬,需要特制的高强度的压铆螺母柱,不仅价格很高,而且压接困难,压接不牢靠,压接后容易脱落,厂家为了保证可靠性,常常需要在螺母柱的侧面加焊一下,工艺性不好,因此,有压铆螺母柱和压铆螺母的钣金零件尽可能不采用不锈钢。包括压铆螺钉、压铆螺母也是这种情况,不合适在不锈钢板材上使用。 压铆螺母柱的压接过程如图1-41所示: 图 1-41 压铆过程示意图 压铆螺母 压铆螺母的压接过程如图1-42所示:
图 1-42 压铆过程示意图 涨铆螺母 涨铆就是指在铆接过程中,铆装螺钉或螺母的部分材料在外力作用下发生塑性变形,和基体材料形成紧配合,从而实现两个零件的可靠连接的方式。常用的ZRS等等就是采用此种铆接型式实现和基材的连接的。涨铆工艺比较简单,连接强度较低,通常用在对紧固件高度有限制,且承受扭距不大的情况。如图1-43所示: 图1-43涨铆过程示意图 拉铆螺母 拉铆是指在铆接过程中,铆接件在外界拉力的作用下,发生塑性变形,其变形的位置通常在专门设计的部位,靠变形部位夹紧基 材来实现可靠的连接。常用的拉铆螺母就是采用此种铆接型式实现和基材的连接的。拉铆使用专用的铆枪进行铆接,多用在安装空间较小,无法使用通用铆接工装的情况,例如封闭的管材。如图1-44所示: 图 1-44拉铆过程示意图 浮动压铆螺母 有些钣金结构上的铆装螺母,因为整体机箱结构复杂,结构的积累误差太大,以致这些铆装螺母的相对位置误差很大,造成其它零件装配困难,在相应的压铆螺母位置上采用压
FANUC设定参数实现刚性攻丝
FANUC设定参数实现刚性攻丝 (大连机床集团有限责任公司黄贤鸿) 1 两种攻丝方式的比较 以前的加工中心为了攻丝, 一般都是根据所选用的丝锥和工艺要求, 在加工程序中编入一个主轴转速和正/ 反转指令, 然后再编人G84 /G74 固定循环, 在固定循环中给出有关的数据, 其中Z 轴的进给速度是根据F=丝锥螺距×主轴转速得出, 这样才能加工出需要的螺孔来。虽然从表面上看主轴转速与进给速度是根据螺距配合运行的, 但是主轴的转动角度是不受控的, 而且主轴的角度位置与Z 轴的进给没有任何同步关系, 仅仅依靠恒定的主轴转速与进给速度的配合是不够的。主轴的转速在攻丝的过程中需要经历一个停止-正转-停止-反转-停止的过程, 主轴要加速-制动-加速-制动, 再加上在切削过程中由于工件材质的不均匀, 主轴负载波动都会使主轴速度不可能恒定不变。对于进给Z 轴, 它的进给速度和主轴也是相似的, 速度不会恒定, 所以两者不可能配合得天衣无缝。这也就是当采用这种方式攻丝时, 必须配用带有弹簧伸缩装置的夹头, 用它来补偿Z 轴进给与主轴转角运动产生的螺距误差。如果我们仔细观察上述攻丝过程, 就会明显地看到, 当攻丝到底,Z 轴停止了而主轴没有立即停住(惯量), 攻丝弹簧夹头被压缩一段距离, 而当Z 轴反向进给时, 主轴正在加速, 弹簧夹头被拉伸, 这种补偿弥补了控制方式不足造成的缺陷, 完成了攻丝的加工。对于精度要求不高的螺纹孔用这种方法加工尚可以满足要求, 但对于螺纹精度要求较高,6H 或以上的螺纹以
及被加工件的材质较软(铜或铝) 时, 螺纹精度将不能得到保证。还有一点要注意的是, 当攻丝时主轴转速越高,Z 轴进给与螺距累积量之间的误差就越大, 弹簧夹头的伸缩范围也必须足够大, 由于夹头机械结构的限制, 用这种方式攻丝时, 主轴转速只能限制在600r/min 以下。 刚性攻丝就是针对上述方式的不足而提出的, 它在主轴上加装了位置编码器, 把主轴旋转的角度位置反馈给技控系统形成位置闭环, 同时与Z 轴进给建立同步关系, 这样就严格保证了主轴旋转角度和Z 轴进给尺寸的线生比例关系。因为有了这种同步关系, 即使由于惯量、加减速时间常数不同、负载波动而造成的主轴转动的角度或Z 轴移动的位置变化也不影响加工精度, 因为主轴转角与Z 轴进给是同步的, 在攻丝中不论任何一方受干扰发生变化, 则另一方也会相应变化, 并永远维持线性比例关系。如果我们用刚性攻丝加工螺纹孔, 可以很清楚地看到, 当Z 轴攻丝到达位置时, 主轴转动与Z 轴进给是同时减速并同时停止的, 主轴反转与Z 轴反向进给同样保持一致。正是有了同步关系, 丝锥夹头就用普通的钻夹头或更简单的专用夹头就可以了, 而且刚性攻丝时, 只要刀具(丝锥)强度允许,主轴的转速能提高很多,4000r/min 的主轴速度已经不在话下。加工效率提高 5 倍以上,螺纹精度还得到保证, 目前已经成为加工中心不可缺少的一项主要功能。 2 刚性攻丝功能的实现 从电气控制的角度来看, 数控系统只要具有主轴角度位置控制和同
攻丝机岗位安全操作规程
行业资料:________ 攻丝机岗位安全操作规程 单位:______________________ 部门:______________________ 日期:______年_____月_____日 第1 页共4 页
攻丝机岗位安全操作规程 1、开始操作前,检查主要锁紧螺栓是否坚固,电源开关及线路是否良好。按规定穿着劳保用品,非攻丝工禁止操作。 2、操作前必须在规定加油部位注入润滑油、润滑脂等。待该机运转正常、灵活、可靠后方能操作。 3、攻丝前,必须将所需攻丝的工件、工具等摆放整齐、顺手。 4、调试攻丝机所攻丝的丝锥大小与深度符合要求的尺寸后再开始作业。防止滑牙和不够牙。 5.操作时严禁戴手套,女员工长头发者,必须挽入工作帽内。 6.对于较深的螺孔或盲孔,要分几次攻入、退出,便于排屑。小工件攻丝时,必须使用夹具固定,以确保攻丝质量与加工安全。 7、攻丝时排出的铁屑铁沫等,应留有空位或槽穴以方便杂物排出,随时清理。每8-10个工件,丝攻上要加一次润滑油。 8、经常自检工件牙纹质量。不准不检查,一攻到底。 9、攻丝时,根据工件要求,选择机床的速度,以保证攻丝质量。有针对性地调节机床适度快慢。 10、操作中,如出现异常现象,应立即停止。禁止带病操作。 11、排除故障或修理时应切断电源,待机床完全停止运转,通知有关人员进行修理。禁止机器在转动中进行修理。 12、工作完毕后,必须切断电源。清理工作台面,铁屑及时清除。整理所做工件,材料定置堆放整齐,做好标识。 第 2 页共 4 页
攻丝机床工安全技术操作规程 1.操作者必须熟知所操作的攻丝机床的结构、性能、原理和故障处理办法,必须持有工种操作证。 2.工作前,应按规定正确穿戴好防护用品,袖口要扎紧,不准围围巾、戴手套工作,女工发辫必须挽在工作帽内。 3.在攻丝机床上装夹工件、工具必须牢固可靠,不得有松动。安装好后再调整工作台达到所需的高度。 4.攻丝过程中不准直接用手去触动工件、夹具和其他转动部位。 5.人工加冷却液时必须从攻丝具前方加入,毛刷要离开刀具。 6.攻丝机床工作时严禁戴手套。 7.攻丝机床在运行过程中,发现异常情况应立即停车,切断电源,然后进行检查,如属电气故障,应由电工处理。 8.攻丝机床开动后,不准擅离工作岗位,工作中途停止加工工件,因故离开工作岗位或中途停电,都必须停车,切断电源。 9.攻丝机床照明,必须使用36V以下的安全灯。 10.工作结束后,手柄、夹具、工具放好,切断电源,然后清理铁屑和搞好机床周围清洁卫生。交接班时,必须把本班攻丝机床运转及安全情况交代清楚,交接记录双方签字为据。 第 3 页共 4 页
攻牙底孔参数
攻牙底孔的使用参数表 一、螺紋下孔徑表 1、公制粗牙螺紋JIS B 0209-1982(單位:mm) 螺纹尺寸钻头直径螺纹下孔徑內螺紋小徑 最小直径最大直径 M1×0.25 0.75 0.78 (80%) 0.729 0.785 1.1 ×0.25 0.85 0.88 (80%) 0.829 0.885 1.2 ×0.25 0.95 0.98 (80%) 0.929 0.985 1.4 ×0.3 1.1 1.14 (80%) 1.075 1.142 1.6 ×0.35 1.25 1.32 (75%) 1.221 1.321 1.8 ×0.35 1.45 1.52 (75%) 1.421 1.521 2×0.4 1.6 1.65 (80%) 1.567 1.679 2.2 ×0.45 1.75 1.83 (75%) 1.713 1.838 2.5 ×0.45 2.1 2.13 (75%) 2.013 2.138 3×0.5 2.5 2.59 (75%) 2.459 2.599 3.5 ×0.6 2.9 3.01 (75%) 2.850 3.010 4×0.7 3.3 3.39 (80%) 3.242 3.422 4.5 ×0.75 3.8 3.85 (80%) 3.688 3.878 5×0.8 4.2 4.31 (80%) 4.134 4.334 6×1 5 5.13 (80%) 4.917 5.153 7×1 6 6.13 (80%) 5.917 6.153 8×1.25 6.8 6.85 (85%) 6.647 6.912 9×1.25 7.8 7.85 (85%) 7.647 7.912 10×1.5 8.5 8.62 (85%) 8.376 8.676 11×1.5 9.5 9.62 (85%) 9.376 9.676 12×1.75 10.3 10.40 (85%) 10.106 10.441 14×2 12 12.2 (85%) 11.835 12.210 16×2 14 14.2 (85%) 13.835 14.210 18×2.5 15.5 15.7 (85%) 15.294 15.744 20×2.5 17.5 17.7 (85%) 17.294 17.744 22×2.5 19.5 19.2 (85%) 19.294 19.744 24×3 21 21.2 (85%) 20.752 21.252 27×3 24 24.2 (85%) 23.752 24.252 30×3.5 26.5 26.6 (90%) 26.211 26.771 33×3.5 29.5 29.6 (90%) 29.211 29.771 36×4 32 32.1 (90%) 31.670 32.270 39 ×4 35 35.1 (90%) 34.670 35.270 42 ×4.5 37.5 37.6 (90%) 37.129 37.799 45 ×4.5 40.5 40.6 (90%) 40.129 40.799 48 ×5 43 43.1 (90%) 42.587 43.297 註(1)M1.4以下等級:5H、M1.6以上等級:6H (2)基於JIS B 0209-1982標準
攻丝机安全操作规程
钻攻两用机安全操作规程 一、在钻攻加工作业时,可能产生的危险有害因素:机械伤害、物体打击、触电、滑倒致伤。 1、钻攻时带手套,被旋转的钻头缠住。 2、工件未夹紧或手持工件作业,工件被甩出。 3、钻头未夹紧,工作时松脱。 4、钻头有缺陷(钻头磨得不好、导屑槽堵塞)、钻削时,用力过大,导致钻头断或碎裂。 5、旋转部件无防护罩。 6、设备外壳带电 7、人体与工件部件不恰当。 8、钻攻两用机周围布局不合理,卫生条件不好,工件、半成品堆放不合理,废铁屑未能及时清理,妨碍生产人员的正常活动。 9、钻攻时未及时冷却,钻头碎裂。 10、清理钻屑时用手代替工具操作。 11夹紧装置有缺陷,钻头夹不紧。 12、无PE线。 二、为保证钻攻加工的安全,操作者应做到的防护措施: 1、钻攻加工时,不准戴手套。 2、钻攻作业前,检查工件已夹紧,不准手持工件作业。 3、钻攻作业前,检查钻头完好(切削部位、导屑槽)无裂纹。 4、钻攻时,用力大小要合适,不得加力以增加进刀速度。 5、每日工作前,检查传动部位防护罩等齐全。 6、每日工作前,检查电气线路完好。
7、工作时保持人体与旋转部位的安全距离。 8、每日工作前,要清理钻床周围的障碍物和床面,无影响工作的杂物或工件。 9、工作时要及时加冷却液,防止钻头过热碎裂。 10、清除钻攻时要用工具,不准用手清理切屑。 11、作业前检查钻夹具完好。 12、检查PE线连接。 三、钻攻两用机安全操作规程: (一)工作前 1、操作者必须熟悉设备结构和性能,严禁超负荷使用设备。 2、检查“交接班记录”,按设备润滑卡规定要求,定时、定质、定量对机床进行润滑。防止机床因喝油干磨擦而造成设备事故。 3、检查各手柄是否灵活、定位是否可靠,并在非工作位置上,各部安全装置齐全完好,各紧固件不得有松动工现象,电机运转正常。 (二)工作中 4、如皮带过松、过紧、打滑等现象发生,果适宜调整或更换皮带。 5、机床开动后,不允许接触任何旋转部位。 6、根据工件的要求,合理调整各定位、限位装置。 7、根据工件的工艺要求,正确选用和安装刀具。 8、装夹工件必须牢固、可靠,垫板等必须平整。 9、不准在机床上的任何部位敲打,校直和修正工件。 10、严禁操作者未关闭电源离开机床。 11、变换速度、更换钻头时,必须关闭电源开关。 12、工作中必须经常检查各部分的运转情况和润滑系统的工作情况,如有异常,应立即停车检查,排除故障后开车。 (三)工作后 13、将全部操作手柄置于非工作位置,切断电源。 14、擦拭机床设备,按“5S”管理要求打扫机床周围卫生,清理工具和工件。 15、按“交接班制度”要求进行交接班。
设定参数实现刚性攻丝
设定参数实现刚性攻丝 (大连机床集团有限责任公司黄贤鸿) 1 两种攻丝方式的比较 以前的加工中心为了攻丝 , 一般都是根据所选用的丝锥和工艺要求 , 在加工程序中编入一个主轴转速和正 /反转指令 , 然后再编人 G84/G74 固定循环 , 在固定循环中给出有关的数据 , 其中 Z 轴的进给速度是根据 F =丝锥螺距×主轴转速得出 , 这样才能加工出需要的螺孔来。虽然从表面上看主轴转速与进给速度是根据螺距配合运行的 , 但是主轴的转动角度是不受控的 , 而且主轴的角度位置与 Z 轴的进给没有任何同步关系 , 仅仅依靠恒定的主轴转速与进给速度的配合是不够的。主轴的转速在攻丝的过程中需要经历一个停止-正转-停止-反转-停止的过程 , 主轴要加速-制动-加速-制动 , 再加上在切削过程中由于工件材质的不均匀 , 主轴负载波动都会使主轴速度不可能恒定不变。对于进给 Z 轴 , 它的进给速度和主轴也是相似的 , 速度不会恒定 , 所以两者不可能配合得天衣无缝。这也就是当采用这种方式攻丝时 , 必须配用带有弹簧伸缩装置的夹头 , 用它来补偿 Z 轴进给与主轴转角运动产生的螺距误差。如果我们仔细观察上述攻丝过程 , 就会明显地看到 , 当攻丝到底 ,Z 轴停止了而主轴没有立即停住 ( 惯量 ), 攻丝弹簧夹头被压缩一段距离 , 而当 Z 轴反向进给时 , 主轴正在加速 , 弹簧夹头被拉伸 , 这种补偿弥补了控制方式不足造成的缺陷 , 完成了攻丝的加工。对于精度要求不高的螺纹孔用这种方法加工尚可以满足要求 , 但对于螺纹精度要求较高 ,6H 或以上的螺纹以及被加工件的材质较软 ( 铜或铝 ) 时 , 螺纹精度将不能得到保证。还有一点要注意的是 , 当攻丝时主轴转速越高 ,Z 轴进给与螺距累积量之间的误差就越大 , 弹簧夹头的伸缩范围也必须足够大 , 由于夹头机械结构的限制 , 用这种方式攻丝时 , 主轴转速只能限制在 600r/min 以下。 刚性攻丝就是针对上述方式的不足而提出的 , 它在主轴上加装了位置编码器 , 把主轴旋转的角度位置反馈给技控系统形成位置闭环 , 同时与 Z 轴进给建立同步关系 , 这样就严格保证了主轴旋转角度和 Z 轴进给尺寸的线生比例关系。因为有了这种同步关系 , 即使由于惯量、加减速时间常数不同、负载波动而造成的主轴转动的角度或 Z 轴移动的位置变化也不影响加工精度 , 因为主轴转角与 Z 轴进给是同步的 , 在攻丝中不论任何一方受干扰发生变化 , 则另一方也会相应变化 , 并永远维持线性比例关系。如果我们用刚性攻丝加工螺纹孔 , 可以很清楚地看到 , 当 Z 轴攻丝到达位置时 , 主轴转动与 Z 轴进给是同时减速并同时停止的 , 主轴反转与 Z 轴反向进给同样保持一致。正是有了同步关系 , 丝锥夹头就用普通的钻夹头或更简单的专用夹头就可以了 , 而且刚性攻丝时 , 只要刀具 ( 丝锥 ) 强度允许 , 主轴的转速能提高很多 ,4 000r/min 的主轴速度已经不在话下。加工效率提高 5 倍以上, 螺纹精度还得到保证 , 目前已经成为加工中心不可缺少的一项主要功能。 2 刚性攻丝功能的实现 从电气控制的角度来看 , 数控系统只要具有主轴角度位置控制和同步功能 , 机床就能进行刚性攻丝 , 当然还需在机床上加装反馈主轴角度的位置编码器。要正确地反映主轴的角度位置 , 最好把编码器与主轴同轴联接 , 如果限于机械结构必需通过传动链联接时 , 要坚持 1:1 的传动比 , 若用皮带 , 则非同步带不可。还有一种可能 , 那就是机床主轴和主轴电动机之间是直连 , 可以借用主轴电动机本身带的内部编码器作主轴位置反馈 , 节省二项开支。
攻丝机安全操作规程
攻丝机安全操作规程 The Standardization Office was revised on the afternoon of December 13, 2020
浙江正邦汽车模具有限公司ZheJiang ZhengBang Automotive Die Co.,LTD 文件编号SDM-33 版本A0 攻丝机安全操作规程页数第1页共1页一.目的: .为操作人员提供攻丝机正确的操作规范和指导,保障攻丝零件的质量和机器正常运行;二.适用范围: . 适用于冲压厂所有零件的攻丝操作;. 三.职责: . 冲压厂操作员负责零件的攻丝作业; . 设备部负责设备的及维修及保养; . 非指定人员严禁操作此机器,操作人员有权利阻止非相关人员操作机器; 四.操作要求: .开始操作前,检查主要锁紧螺栓是否坚固,电源开关及线路是否良好。按规定穿着劳保用品,非攻丝工禁止操作; .操作前必须在规定加油部位注入润滑油、润滑脂等。待该机运转正常、灵活、可靠后方能操作; .攻丝前,必须将所需攻丝的工件、工具等摆放整齐、顺手; .调试攻丝机所攻丝的丝锥大小与深度符合要求的尺寸后再开始作业。防止滑牙和不够牙; .操作时严禁戴手套,女员工长头发者,必须挽入工作帽内; .对于较深的螺孔或盲孔,要分几次攻入、退出,便于排屑。小工件攻丝时,必须使用夹具固定,以确保攻丝质量与加工安全; .攻丝时排出的铁屑铁沫等,应留有空位或槽穴以方便杂物排出,随时清理。每8-10个工件,丝攻上要加一次润滑油; .经常自检工件牙纹质量。不准不检查,“一攻到底”; .攻丝时,根据工件要求,选择机床的速度,以保证攻丝质量。有针对性地调节机床适度快慢; .操作中,如出现异常现象,应立即停止。禁止带病操作; .排除故障或修理时应切断电源,待机床完全停止运转,通知有关人员进行修理。禁止机器在转动中进行修理; .工作完毕后,必须切断电源。清理工作台面,铁屑及时清除。整理所做工件,材料定置堆放整齐,做好标识; 编制:审核:会签:批准:
刚性攻丝参数设置
刚性攻丝参数设置 1.与主轴相关参数 4000#0=0 主轴与电机的旋转方向一致 4001#4=0 主轴传感器安装方向与主轴旋转方向一致 、4002#3,2,1,0=0,0,1,0 在主轴传感器上用位置编码器4003#7,6,5,4=0,0,0,0,主轴传感器的齿轮比设定1:1 2. 刚性攻丝参数 5101.6=1 攻丝到孔底时输出在反转 5112=3 攻丝时主轴正转的M代码 5113=3 攻丝时主轴反转的M代码 5200.0=1 刚性攻丝(没设为弹性攻丝) 5204=1 在诊断上显示刚性攻丝的同步偏差 5211=100 刚性攻丝退刀时的倍率 5241=2500 刚性攻丝时主轴最高转速1 5242=2500 刚性攻丝时主轴最高转速1 5261=100 主轴和攻丝轴的直线加减速的时间常数1 5262=100 主轴和攻丝轴的直线加减速的时间常数1 5300=10 刚性攻丝时攻丝轴的到位宽度 5301=50 刚性攻丝时主轴的到位宽度 5310=13000 刚性攻丝时攻丝轴移动时位移偏差 5311=30000 刚性攻丝时主轴移动时位移偏差 5312=200 刚性攻丝时攻丝轴停止时位移偏差 5313=500 刚性攻丝时主轴停止时位移偏差 1620=200 快速移动直线加/减速时间常数 1621=200 快速移动铃型加/减速时间常数 5314= 刚性攻丝时攻丝轴移动时位移偏差(当设定值超出5310的设定范围,可设本参数) 5280=3000 刚性攻丝中主轴与攻丝轴的位置控制的环路增益 与4065—4068一致 注:1、机床震动时可把5280改小 2、当有位置偏差报警时可修改上述相应位置偏差参数(不同机型参数可根据情况修改) 3.主轴定向参数 4015#0=1 定向有效 4031 定向角度 4.刚性攻丝指令程序 M03S300 M29S300 G84Z-50R2F1 G80 M30
st攻丝底孔一对照表
马里兰度量技术数据图表:多语言格式丝锥攻丝钻头尺寸集合Gewindekernl?0?2cher für gewindebhrer丝锥攻丝钻头尺寸/Avant trous de taraudage Prefori per maschi/Dimensions de la broca previa para machos M MF Metrisches ISO Regelgewinde/公制ISO螺纹/Filetage MétriqueISO公制ISO Feingewinde/公制ISO细牙螺纹/Filetage métrique?0?3n ISO/standard/Filettatura metrica ISO/Rosca métrica ISO Filettatura metrica ISO?0?3ne/Rosca métrica ISO Fina Kurzzeichen Bohrer-INNEGEWINDEKERN-Kurzzeichen Bohrer-INNEGEWINDEKERN-螺纹尺寸公称尺寸小径/螺纹直径尺寸标称尺寸小径/直径0~3letétre du Désignation Diamètre du foret noyau?0?3leté/Diametro del nocciolo Diametro del?0?3letto Diametro norminale-Nuclear de rosca Internal Diametro del?0?3letto Diametro de roscarosca on rosca-Taladro(mm)dimensis on rosca-Taladro(mm)(DIN 13)(mm)(mm)(按DIN 336)min 6H max(DIN 13)(mm)(按DIN 336)min 6H max 6 h max M 1 0,75 0729 0785*M 2 x 0,25 0,25 x 0,25 1,75 1729 1785 1785 M 1,2 0 0,95 0929 0985*M 2,2 x 0,25 0,25 1,95 1929 1985 1985 M 1,4 1 1,1 1075 1142*M 2,3 x 0,25 2 2,05