(工业管道焊后热处理施工工艺标准

1 目的
为了规范压力管道等焊件的焊前预热和焊后热处理工艺,保证焊接工程质量,特制定本工艺标准。
2 适用范围
本标准适用于公司承接的工业与公用压力管道焊接工程的焊前预热和焊后热处理。
3 引用标准
GB50236《现场设备、工业管道焊接工程施工及验收规范》
4 定义
预热:焊接开始前,对焊件的全部(或局部)进行加热的工艺措施。
焊后热处理:焊后,为改善焊接接头的组织和性能或消除残余应力而进行的热处理。
5 焊前预热和焊后热处理的一般要求
5.1焊前预热
5.1.1 焊接工艺人员应根据母材的化学成份、焊接性能、厚度、焊接接头的拘束程度、焊接方法、焊接环境和所执行的施工工艺标准要求等综合考虑是否进行焊前预热,必要时可通过试验确定。
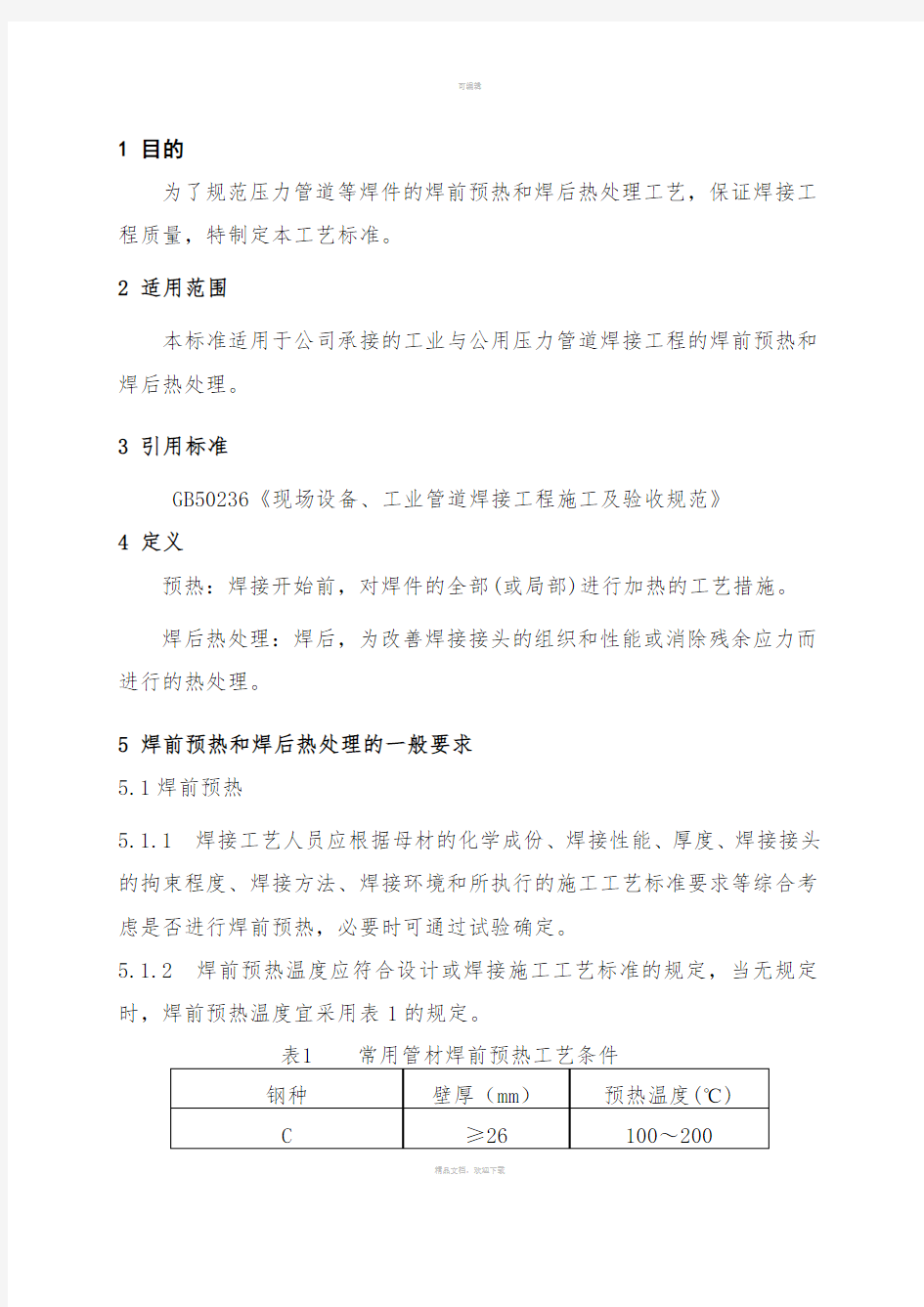
5.1.2 焊前预热温度应符合设计或焊接施工工艺标准的规定,当无规定时,焊前预热温度宜采用表1的规定。
精品文档,欢迎下载
5.1.3 预热的加热方式一般采用氧-乙炔焰加热或电加热带加热法。预热的温度应用热电偶、测温笔等测出。当温度达到要求时才能进行焊接。5.1.4 焊前预热的加热范围,应以焊缝中心为基准,每侧不应小于焊件厚度的3倍。
5.1.5 要求焊前预热的焊件,其层间温度应在规定的预热温度范围内。5.1.6 当焊件温度低于0℃时,所有钢材的焊缝应在始焊处100mm范围内预热到15℃以上。
5.1.7 不同钢号相焊时,预热温度按预热温度要求较高的钢号选取。
5.1.8 当采用钨极氩弧焊打底时,焊前预热温度可按表1规定的下限温度降低50℃。
5.1.9 当用热加工法下料、开坡口、清根、开槽或施焊临时焊缝时,亦需考虑预热要求。
5.2 焊后热处理
精品文档,欢迎下载
5.2.1焊后热处理是否需要进行,主要视焊件的材质和厚度而定。当有消除焊接残余应力要求或需经热处理改善接头组织、应力状态以满足使用性能时应进行焊后热处理。
5.2.2焊后热处理温度应符合设计或焊接施工工艺标准的规定,当无规定时,常用管材的焊后热处理温度宜选用表2的规定。
表2 常用管材焊后热处理工艺条件
5.2.3 调质钢焊缝的焊后热处理温度,应低于其回火温度。
5.2.4 管道焊缝宜采用外加热式电热法进行局部热处理。
5.2.5 热处理的加热范围,每侧不应小于焊缝宽度的3倍,加热带以外部分应进行保温。
精品文档,欢迎下载
5.2.6 焊后热处理的加热速率、热处理温度下的恒温时间及冷却速率应符合下列规定:
a)当温度升至400℃以上时,加热速率不应大于(205×25/δ)℃/h,且不得大于330℃/h。
b) 焊后热处理的恒温时间应为每25mm壁厚恒温1h,且不得少于15min,在恒温期间内最高与最低温差应低于65℃.
c) 恒温后的冷却速率不应大于(60×25/δ)℃/h,且不得大于260℃/h,400℃以下可自然冷却。
6 热处理控制
6.1热处理工作实施之前应由热处理责任人员根据图样、用户要求、现场实际及装备情况编制热处理工艺文件。热处理工艺文件至少应包括下列内容:
a)需热处理的材质及主要规格、数量;
b)热处理的种类;
c)热处理方法及所需设备和温度检测仪表;
d)热处理的加热速度、恒温温度、恒温时间和冷却速度;
e)热电偶的安装数量、位置及固定方法;
f)热处理的安全防护;
g)热处理的检验要求。
6.2热处理工作程序和管理要求按QG/JA33.01《压力管道安装质量保证手册》中热处理的有关规定执行。
精品文档,欢迎下载
────────────
附加说明:
本标准由公司测试中心修订
本标准主要修订人:胡晓娟
.
精品文档,欢迎下载