无模成形技术简介
无模成形技术简介
1.引言
无模成形是以计算机为主要手段,利用多点成形或增量成形的方法,实现板料的无模具塑性成形的先进智能化制造技术。
金属板料成形在制造业中有着十分重要的地位,该技术广泛应用于航空航天、船舶工业、汽车覆盖件和家电等生产行业,但传统的金属板料加工工艺都离不开模具,采用模具成形生产周期长,而且缺乏柔性,产品变化时就需要重新更换模具,这就延长了新产品的开发周期。而现代社会产品的更新换代非常迅速,如何快速、低成本和高质量地开发出新产品,是企业生存和发展的关键。为此,国内外许多学者都在致力于板料塑性成形新技术的研究,努力实现金属板料快速高效的柔性冲压和无模成形,以适应现代制造业产品快速更新的市场竞争需要。
2.研究概况
国内外许多学者都对板料塑性成形新技术进行了大量的研究,从无模多点成形和数字化渐进成形到喷丸成形、爆炸成形、激光热应力成形和激光冲击成形等,并取得了一定的成果。
2.1无模多点成形
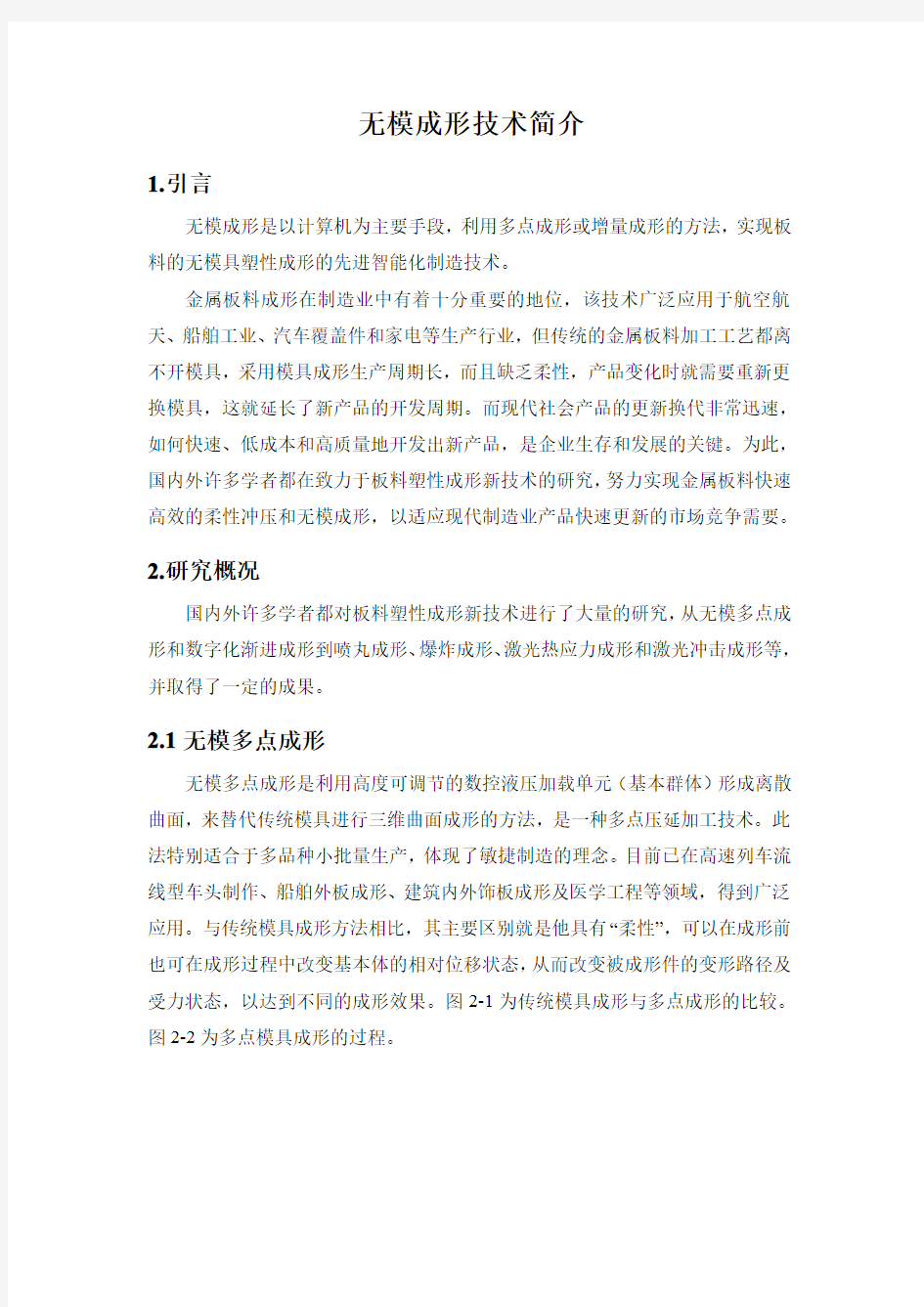
无模多点成形是利用高度可调节的数控液压加载单元(基本群体)形成离散曲面,来替代传统模具进行三维曲面成形的方法,是一种多点压延加工技术。此法特别适合于多品种小批量生产,体现了敏捷制造的理念。目前已在高速列车流线型车头制作、船舶外板成形、建筑内外饰板成形及医学工程等领域,得到广泛应用。与传统模具成形方法相比,其主要区别就是他具有“柔性”,可以在成形前也可在成形过程中改变基本体的相对位移状态,从而改变被成形件的变形路径及受力状态,以达到不同的成形效果。图2-1为传统模具成形与多点成形的比较。图2-2为多点模具成形的过程。
图2-1模具成形与多点成形的比较
图2-2多点模具成形过程
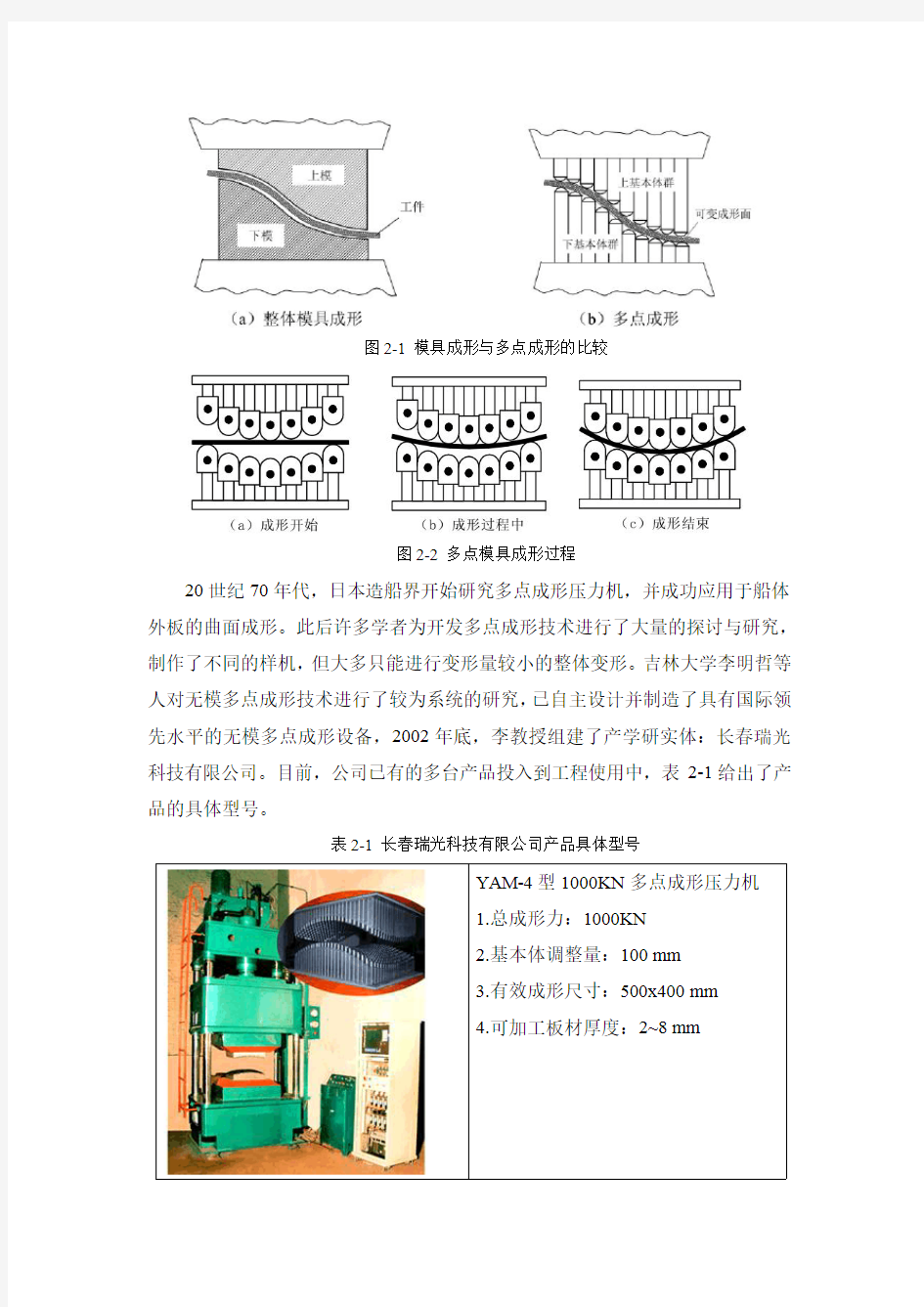
20世纪70年代,日本造船界开始研究多点成形压力机,并成功应用于船体外板的曲面成形。此后许多学者为开发多点成形技术进行了大量的探讨与研究,制作了不同的样机,但大多只能进行变形量较小的整体变形。吉林大学李明哲等人对无模多点成形技术进行了较为系统的研究,已自主设计并制造了具有国际领先水平的无模多点成形设备,2002年底,李教授组建了产学研实体:长春瑞光科技有限公司。目前,公司已有的多台产品投入到工程使用中,表2-1给出了产品的具体型号。
表2-1长春瑞光科技有限公司产品具体型号
YAM-4型1000KN多点成形压力机
1.总成形力:1000KN
2.基本体调整量:100mm
3.有效成形尺寸:500x400mm
4.可加工板材厚度:2~8mm
机
1.总成形力:630KN
2.基本体调整量:100mm
3.有效成形尺寸:400×320mm
4.可加工板材厚度:0.5~3.0mm YAM-3型630KN薄板多点成形压力
机
1.总成形力:630KN
2.基本体调整量:100mm
3.有效成形尺寸:400×320mm
4.可加工板材厚度:0.5~3.0mm YAM-5型2000KN多点成形压力
1.总成形力:2000KN
2.基本体调整量:200mm
3.有效成形尺寸:840×600mm
4.可加工板材厚度:2.0~10.0mm
小型多点成形压力机
1.总成形力:100KN
2.基本体调整量:50mm
3.有效成形尺寸:140x140mm
4.可加工板材厚度:0.3~3.0mm
压力机
1.总成形力:3150KN
2.基本体调整量:300mm
3.有效成形尺寸:1000×720mm
4.一次调形时间:3~5分钟
5.可加工板材厚度:3.0~15.0mm
SM150型鸟巢工程用多点成形压力机
1.最大成形力:15000KN
2.基本体群布置:9×9
3.一次成形尺寸:1350×1350mm
该公司的产品目前已应用于许多行业,以应用领域如下:
(1)列车流线型车头覆盖件成形
长春轨道客车股份有限公司使用无模多点成形系统生产出44种成形难度大的高速列车车头覆盖件,节省了巨额模具费用。按原工艺方案生产新车型的模具需6~8个月时间,采用多点成形技术后,仅用几天的时间就完成了一台新型高速列车车头覆盖件的成形,大大缩短了新产品的开发周期,提高了成形效率与成形质量。同时,显著地降低了工人的劳动强度,改善了工作环境。唐山机车车辆厂定制的多点成形系统也已通过验收,即将投入300公里动车组的生产中。图2-3为采用多点成形压力机生产的高速列车流线型车头的拼焊制造过程。
图2-3高速列车流线型车头的拼焊制造过程
(2)钛合金板成形
我国新一代潜艇的外板用钛合金材料,成形后的回弹极大,用传统的方法很难成形,采用多点成形设备较好地解决了钛合金成形问题。洛阳725所已利用该设备加工了数件潜艇钛合金外板,缩短了生产周期。图2-4为潜艇外壳的部分成形件。
图2-4潜艇外壳(钛合金)的部分成形件
(3)医学工程中的钛网板塑形
在医学工程中,人脑受损伤后,颅骨缺损部位需要植入钛网板进行修补。采用多点成形技术,很好地解决了钛板塑形问题。这项技术首先根据CT断层照片完成颅骨修补部位的三维重建,然后进行修复体的数字设计、模拟装配、优化工艺参数,最后将设计好的修复体数据直接传输到无模多点成形设备上制造出修复体。图2-5为医学中用到的钛网板。
图2-5钛网板颅骨修复体
(4)弯扭板件
鸟巢建筑工程在施工时遇到多项技术难题,其中一大难题就是鸟巢建筑中大量使用的大型弯扭箱形钢构件需要成形。由于各构件的弯扭形状与尺寸都不一样,所用钢板的厚度从10mm变化到60mm,且形状各异,成形相当困难。如采
用模具成形,模具费用高昂,而采用水火弯板手工成形则不易保证成形精度,且工人劳动强度大。采用多点成形技术圆满解决了上述问题,不仅实现了与传统整体模具成形相同的效果,节约了高额模具费用,还显著提高了成形效率。图2-6为鸟巢工程用钢构件制造过程。
图2-6鸟巢工程用钢构件制造过程
2.2数字化渐进成形
数字化渐进成形是20世纪90年代日本学者松原茂夫提出的金属板料成形新方法,将零件复杂的三维形状沿Z轴方向离散化,即分解成一系列二维断面层,并用工具头在这些二维断面层上局部进行等高线塑性加工,达到所要求的形状,实现了板料设计制造一体化的柔性快速制造,其成形原理如图2-7所示。
图2-7渐进成形示意图
加工是在三轴联动的数控成形机上进行的,工作时,在计算机控制下成形工具头先走到指定位置,并设定下压量,然后根据控制系统的指令,按照第一层截面轮廓的要求,以走等高线的方式对板材施行渐进塑性加工,并形成所需第一层轮廓后;成形工具头再压下设定高度,按第二层截面轮廓要求运动,并形成第二层轮廓。如此重复直到整个工件成形完毕。
金属板材数字化渐进成形的整个工作过程并不复杂,以汽车覆盖件车门的成形为例,其过程如下:(1)首先在计算机上用三维CAD软件建立工件的三维数字模型。(2)进行成形工艺分析、工艺规划,制造工艺辅助装置。(3)用专用的切片软件对三维模型进行分层(切片)处理,并进行成形路径规划。(4)生成成形轨迹文件,进行成形速度规划,最终对加工轨迹源文件进行处理并产生NC代码。(5)将NC代码输入控制用计算机,控制板料成形机成形出所需工件形状。(6)对成形件进行后续处理,形成最终产品。
日本AMINO公司已研制出样机,并用此方法生产出薄壳样件,如图2-8所示。
图2-8AMNIO公司生产的样机及薄壳样件
华中科技大学快速制造中心与湖北省三环集团黄石锻压机床有限公司合作研制了国内第一台数控无模成形机,并开发了相应的系统控制软件,该设备的最大加工范围为800mm×500mm×300mm,通过一系列的工艺实验及汽车覆盖件的产品试制,取得了良好的效果。图2-9为开发的样机及成形零件。华中科技大学对汽车覆盖件的数字化渐进成形工艺展开了研究,加工了汽车门及翼子板等部件,图2-10所示为车辆工业中的各种数字化渐进成形零件。本田汽车公司已经利用数字化渐进成形技术进行了概念车覆盖件的成形,并已投入设计生产。
图2-9开发的样机及成形的样件
图2-10车辆工业中数字化渐进成形零件
数字化渐进成形的技术特点是无须一一对应的模具,零件的结构和形状也相应不受约束。因而极大地降低了新产品开发的周期和成本。所以对于飞机、卫星等多品种小批量的产品以及汽车新型样车试制、家用电器等新产品的开发,都具有潜在的经济价值,而且该方法所能成形的零件复杂程度比传统成形工艺高。目前数字化渐进成形技术还仅限于实验室研究阶段。其存在的主要问题是:(1)成形零件的尺寸精度差,其曲率半径受到工具球头半径的限制,不能很小,而且
划痕严重,表面质量较差。(2)由于工具压头在板材上作干摩擦滑动,阻力大,易起皱和拉裂。(3)由于受到模芯的结构影响,成形零件的尺寸受到限制,不能太小。
2.3喷丸成形
喷丸成形是一种借助高速弹丸流撞击金属构件表面,使构件产生变形的金属成形方法,喷丸成形是一种无模成形工艺,是大中型飞机金属机翼整体壁板首选的成形方法,其原理如图2-11所示。按照驱动弹丸运动的方式,喷丸成形分为叶轮式喷丸成形和气动式喷丸成形,两者没有本质区别;按照喷打方式,喷丸成形分为单面喷丸成形和双面喷丸成形,双面喷丸成形主要用于复杂型面构件的成形;根据喷丸成形时构件是否承受弹性外力,喷丸成形分为自由状态喷丸成形和预应力喷丸成形,预应力喷丸成形可以获得更大的喷丸变形量和更复杂的构件外型。目前大型机翼整体壁板喷丸成形技术已经被美国金属改进公司和美国波音公司等少数几家公司垄断。国内飞豹、枭龙、歼10、ARJ21等飞机机翼整体壁板也采用了喷丸成形工艺。
图2-11喷丸成形原理示意图
喷丸成形的主要优点是:(1)零件长度不受喷丸成形方法的限制,现代飞机蒙皮零件的长度已达30多米,若采用其他方法,设备投资将急剧增加。(2)工艺装备简单,无需成形模具,只需简单的夹具,准备周期短,固定投资少。(3)在进行成形的同时,可对板料起到强化作用。(4)可对变厚度的板料进行成形。(5)既可成形单曲率外形,又可成形双曲率外形,如机翼上下气动弯折区或非直母线区。
波音系列客机和空客系列客机的金属机翼整体壁板喷丸成形是喷丸成形技术成功应用的典型代表。如图2-12所示,A380飞机超临界外翼下翼面整体壁板
长度30余米、厚度30余毫米,是迄今采用喷丸成形技术所获得的长度最长、厚度最大的构件,代表了国际喷丸成形工艺技术的最新成果。在国内,开展喷丸成形技术研发已近40年,历经机械控制喷丸和数控喷丸等发展阶段,20世纪90年代以来迈入数控喷丸成形时代,之后数控喷丸成形成功运用到第三代飞机等机翼整体壁板,以研制成功ARJ21飞机超临界外翼下翼面整体壁板为标志,国内首次实现真正意义上的喷丸成形。图2-13为ARJ21飞机机翼下中壁板零件。
图2-12通过喷丸成形的A380机翼下壁板
图2-13ARJ21飞机机翼下中壁板零件
德国KSA公司是自动化喷丸成形工艺研究领域的先锋,在KSA公司获得空客A380飞机机身壁板喷丸成形总承包项目后,瑞士Baiker公司与KSA公司合作,为A380飞机项目制造了世界最大喷丸室的数字化喷丸成形机。如图2-14,该喷丸成形设备在每天三班连续生产的整个生产线(包括激光焊接设备在内)中、在不需要任何人工辅助的情况下,对4~11m长度的激光焊接飞机机身整体壁板
进行全自动喷丸成形加工。
图2-14世界上最大的数字化喷丸成型机
2.4爆炸成形
爆炸成形是利用烈性炸药爆炸产生的冲击波仿形,适用于大型工件的拉深、胀形、弯曲和校平等。无模爆炸成形加工不用模具对金属板、管进行爆炸加工,是金属爆炸成形领域里一个质的飞跃。把金属板组焊成一定几何形状,经过爆炸加工得到所需球类容器的方法,克服了有模成形的缺点,大大降低了成本,扩大了加工范围。球形容器无模爆炸成形的研究相对成熟。图2-15为球形容器爆炸胀形原理图。
图2-15球形容器爆炸胀形原理图
具体原理是:在预制直径为D的球内内接多节锥台并注满水,在壳体中心
引爆球形药包,水中产生的球面冲击波首先冲击各锥台侧面及上下圆形极板距球心最近部分。球面冲击波的能量密度随距离R按平方关系衰减,冲击波峰值压力亦随距离的增大而减小,由此造成壳体金属板料质点运动速度的矢量差,从而使壳体向外接球面靠拢,该外接球即为最终成形目标球,通过控制炸药的能量,使壳体变形恰好达到消除直边并与外接球面重合为止,壳体环向焊缝不参与变形。
内蒙古工业大学曾为某啤酒厂成功爆炸涨形了5台直径4800mm的双层金属球形清酒罐。该罐为二类压力容器,外壳为6mm厚的16MnR,内衬为1.5mm 厚的1Cr18Ni9Ti。制造过程中,根据板料宽度设计为7节球内接锥台结构,爆炸涨形装药量为1340gTNT,成型后的误差很小,5台设备已经正常运行多年,图2-16和图2-17分别为爆炸成形前后的照片。
图2-16爆炸成形前壳体照片图2-17爆炸成形厚壳体照片
爆炸成形安全性较差且工艺过程复杂,工艺参数难以控制,而且激波作用时间长达数毫秒,扩散效应大,不能精确成形。爆炸成形多为户外作业,受气候环境影响严重,且自动化程度低,生产效率较低,只适合单件小批量生产,危险性高、操作条件高,阻碍了其广泛应用。
2.5激光热应力成形
激光热应力成形是一种较新的金属板料成形方法,它利用激光扫描金属薄板时,在热作用区域内产生强烈的温度梯度,引起超过材料屈服极限的热应力,使板料实现热塑性变形。通过激光束扫描,在板料的受热区形成很大的不均匀温度场,由于周围冷态材料的约束,使该温度场所诱发的热应力超过了随温度变化的材料屈服极限,从而产生了压缩塑性变形,当材料冷却后形成残余应力和弯曲变
形。图2-18为激光热应力成形示意图。
图2-18激光热应力成形示意图
板料激光热应力成形技术的研究工作,在国外最早始于1985年,Y.Namba 以碳钢激光硬化处理为例研究了材料的温度分布和热变形,并用简单的弯曲实验证实了板料激光成形的可能性,从而提出了一种在不加外力的条件下,仅利用热应力使板料塑性变形的新的加工方法—激光热应力成形法。20世纪90年代以来,德国爱尔兰根大学的F.V ollertsen领导的激光成形研究组对板料激光成形技术作了较多研究。波兰基础技术研究所的H。Frackiewicz教授利用激光热应力成形先后制造出了筒形件、球形件、波纹管和金属管的缩口、弯曲成形件等德国学者M.Geiger等将激光热应力成形与其他加工工序复合应用于汽车制造业,进行了汽车覆盖件的柔性校平和其他成形件的成形,而且对弯曲成形过程进行计算机闭环控制,提高了成形精度,德国Trump公司于1997年开发了商品化激光热应力成形多用机床Trumatic L3030。在国内,清华大学、北京工业大学、北京航空航天大学、燕山大学、西北工业大学、哈尔滨工业大学、上海交通大学、山东大学等单位的学者也在年代开始从事激光热应力成形技术的研究,并取得了一定的成果。
激光热应力成形虽对激光束的模式无特殊要求,因此,目前市场上用于切割、焊接等的常规激光加工机(如CO2、准分子、ND.YAG激光器)均可用于激光成形。图2-19为激光热应力成形的汽车车门。
图2-19激光热应力成形的汽车车门
与常规成形相比,激光成形技术有一些独特的优点:(1)采用激光源作为成形工具,无需任何形式的外力,因而生产周期短、柔性大;(2)因不受模具限制,可容易地复合成形,制作各类异形件,属于真正意义上的无模成形;(3)属于热态成形,可成形在常温下难于成形的难变形或脆性材料;(3)对激光束模式无特殊要求,易于实现成形、切割、焊接等激光加工工序的复合化。
影响激光热应力成形的主要因素有激光参数、弯曲件的几何参数和材料的性能等。成形技术中还存在许多问题有待于进一步深入的研究:(1)影响激光成形的因素较多,目前还难以精确成形。(2)热量直接作用于工件表面,形成的热效应负面影响大,表面质量较差。(3)成形形状受到限制,不适合于复杂形状,特别是三维成形加工。
2.6激光冲击成形
激光冲压成形是在激光冲击强化基础上发展起来一种全新的板料成形技术,其基本原理如图2-20所示。
图2-20激光冲击成形系统
利用高功率密度、短脉冲的强激光作用于覆盖在金属板料表面上的能量转换体,使其汽化电离形成等离子体,产生向金属内部传播的强冲击波。由于冲击波压力达到GPa数量级,远远大于材料的动态屈服强度,从而使材料产生屈服和冷塑性变形。同时在成形区域产生残余压应力,改善了成形件的抗疲劳和耐腐蚀性能。通过选择激光脉冲能量、激光冲击轨迹和作用区域的脉冲次数,在数控系统控制下,可实现板料的局部或大面积成形。另外采用预先制作好的凹模,可实现激光冲击仿形。
激光冲击成形源于1964年,Frank Neuman对金属受到高功率脉冲激光冲击所形成的凹坑的研究。1969年,N.C.Anderholm证实在靶材表面沉积上一层铝膜,并用透明材料阻碍等离子体的膨胀,可以强化冲击效果。1972年,J.D.O Keefe等在实验中观察到脉冲激光照射板材时产生的等离子体爆炸可使铝箔和不锈钢板产生宏观塑性变形,并从应力波的角度对变形过程和变形机理进行了深入研究。2001年,M.A.Meyers等研究了单晶铜在激光冲击时的塑性变形行为。分析了位错产生机制、位错密度与冲击波压力的关系。但至此人们并没有将激光冲击作为主动的金属塑性成形手段。
一个重要的变革发生在2002年,Hackel Lloyd等提出用激光冲击来进行板料塑性成形的原理和方法,同期周建忠等从工艺实验、数值模拟、理论推导方面获得了系列成果。M.Geiger等用高速像机拍摄到金属箔弯曲过程中的等离子体云,分析认为箔片发生弯曲是热应力和等离子体冲击的双重结果。2004年,Y.Fan 等完成了超薄板材的微弯曲,并将其成形方法称为激光微冲击成形(μLPF)。Gary J.Cheng等进一步扩展了激光冲击成形工艺。K.R.Edwards等研究了激光冲击所致的弯曲工艺及变形组织,并与激光热应力成形进行了对比,发现激光冲击时热影响区明显减轻更适宜于高精度成形。J.L.Ocana等研究了Nd:YVO4激光冲击50μm厚的悬臂不锈钢板梁的变形情况,发现整体变形量是光斑处的局部凹面变形和板梁宏观弯曲变形的复合。为了避免激光直接作用于变形体时可能产生的烧蚀等现象,以获得更好的表面质量,K.Okada等采用激光驱动飞片加载完成了金属箔的塑性成形。在工程应用方面,2008年已有关于采用Livermore的技术成形波音747-8新型飞机复杂曲面机翼以及进行微机电系统结构元器件整形的报道。图2-21为采用激光冲击成形制造的弯曲及复合弯曲件。
(a)厚25mm的金属弯曲件(b)厚为0.075mm的钢板弯曲件
图2-21采用激光冲击成形制造的弯曲及复合弯曲件激光冲压成形是一种集板料成形与强化于一体的复合工艺,其有四个鲜明的特点:(1)成形压力高,达到GPa量级。(2)超快,几十纳秒内完成冷塑性变形。(3)高应变率,达107s-1。(4)由于能量转化体的热障保护,仅是力作用下的冷冲压成形。由激光冲压成形系统的示意图可以看出,工件冲击体系及夹具安装在数控工作台上,数控系统发出的数控指令控制激光脉冲的激发、工作台和导光头的多轴联动,从而可实现多工位上工件的立体冲压成形。
3.结束语
本文介绍的几种无模成形技术都属于柔性制造技术的范畴,即利用同一台设备可加工出不同形状的零件,他们摆脱了传统板料成形依靠模具的束缚,特别适合新产品的开发和小批量生产。数字化渐进成形和无模多点成形还是处于传统的机械冲压的框架中,依靠机械手段传递压力,产生变形,获得所需形状。激光热应力成形和激光冲压成形是利用激光光源作为手段,已完全脱离了传统的框架,是一种新的成形理论和技术。但他们的机理不同,激光热应力成形由于是靠“热”的作用,会给材料的微观组织及机械性能带来一些影响;激冲压成形利用的是激光的力效应,在材料的种类、成形零件的尺寸与精度、表面质量和力学性能等方面,具有很大的优势。随着研究的深入,这些无模成形技术必将在板料加工领域显示出很强的生命力和广阔的应用前景,并产生巨大的经济效益和社会效益。
材料成型技术基础复习重点
1.常用的力学性能判据各用什么符号表示它们的物理含义各是什么 塑性,弹性,刚度,强度,硬度,韧性 金属的结晶:即液态金属凝固时原子占据晶格的规定位置形成晶体的过程。 细化晶粒的方法:生产中常采用加入形核剂、增大过冷度、动力学法等来细化晶粒,以改善金属材料性能。 合金的晶体结构比纯金属复杂,根据组成合金的组元相互之间作用方式不同,可以形成固溶体、金属化合物和机械混合物三种结构。 固溶强化:通过溶入某种溶质元素形成固溶体而使金属的强度、硬度升高的现象。 铁碳合金的基本组织有铁素体、奥氏体、渗碳体、珠光体和莱氏体 钢的牌号和分类 影响铸铁石墨化的因素主要有化学成分和冷却速度 塑料即以高聚物为主要成分,并在加工为成品的某阶段可流动成形的材料。 热塑性塑料:即具有热塑性的材料,在塑料整个特征温度范围内,能反复加热软化和反复加热硬化,且在软化状态通过流动能反复模塑为制品。 热固性塑料:即具有热固性的塑料,加热或通过其他方法,能变成基本不溶、不熔的产物。 橡胶橡胶是可改性或已被改性为某种状态的弹性体。 复合材料:由两种或两种以上性质不同的材料复合而成的多相材料。 通常是其中某一组成物为基体,而另一组成物为增强体,用以提高强度和韧性等。 工程材料的发展趋势
据预测,21世纪初期,金属材料在工程材料中仍将占主导地位,其中钢铁仍是产量最大、覆盖面最广的工程材料,但非金属材料和复合材料的发展会更加迅速。 今后材料发展的总趋势是:以高性能和可持续发展为目标的传统材料的改造及以高度集成化、微细化和复合化为特征的新一代材料的开发。 材料的凝固理论 凝固:由液态转变为固态的过程。 结晶:结晶是指从原子不规则排列的液态转变为原子规则排列的晶体状态的过程。 粗糙界面:微观粗糙、宏观光滑; 将生长成为光滑的树枝; 大部分金属属于此类 光滑界面:微观光滑、宏观粗糙; 将生长成为有棱角的晶体; 非金属、类金属(Bi、Sb、Si)属于此类 偏析:金属凝固过程中发生化学成分不均匀的现象 宏观偏析通常指整个铸锭或铸件在大于晶粒尺度的大范围内产生的成分不均匀的现象 铸件凝固组织:宏观上指的是铸态晶粒的形态、大小、取向和分布等情况,铸件的凝固组织是由合金的成分和铸造条件决定的。 铸件的宏观组织一般包括三个晶区:表面的细晶粒区、柱状晶粒区和内部等轴晶区。 金属塑性成形指利用外力使金属材料产生塑性变形,使其改变形状、尺寸和改善性能,从而获得各种产品的加工方法。 主要应用: (1)生产各种金属型材、板材、线材等; (2)生产承受较大负荷的零件,如曲轴、连杆、各种工具等。 金属塑性成形特点
液压成形
液压成形工艺 摘要:液压成形是一种先进的塑性成形技术,是利用液体介质代替凸模或凹模,靠液体介质的压力使材料成形的一种加工工艺。液压成形技术不但能成形复杂零件还能够提高零件质量减少成形工序降低加工成本特别适合于小批量零件的加工生产。 关键字:管件液压成形. 液压胀形. 板材液压成形. 1概述 现代工业产品由大批量向多品种和中小批量方向发展。对于批量小、尺寸多 变的复杂形状板材零件,采用传统冲压方法成形时,模具设计、制造与调试需要 消耗大量的人力、物力与时间,很难适应现代化发展的需要。这就迫切需要研究 一种新的柔性生产方法,达到既降低成本又缩短制造周期的目的。液压成形技术 正是在这种背景下提出来的 液压成形是一种先进的塑性成形技术,是利用液体介质代替凸模或凹模,靠 液体介质的压力使材料成形的一种加工工艺。它能够改善工件内部应力状态,提 高板料的成形极限,成形形状复杂的零件,且成形件质量好、精度高、回弹小, 具有传统拉深无法比拟的优越性。液压成形技术不但能成形复杂零件还能够提高 零件质量减少成形工序降低加工成本特别适合于小批量零件的加工生产。液压成 形技术早在20世纪40 年代就被用于汽车制造业。如果按照加工过程的特点,可 以分为管件液压成形技术、板料液压成形技术等 2 管材液压成形 2.1管材液压成形的历史及原理 管材液压成形起源于19世纪末, 当时主要用于管件的弯曲。由于相关技术 的限制, 在以后相当长一段时间内, 管材液压成形只局限于实验室研究阶段, 在 工业上并未得到广泛应用。但随着计算机控制技术的发展和高液压技术的出现, 管材液压成形开始得到大力发展。上世纪90年代, 伴随着汽车工业的发展以及 对汽车轻量化、高质量和环保的要求, 管材液压成形受到人们重视, 并得到广泛 应用。 管件液压成形是以金属管材为毛坯,借助专用设备向密封的管坯内注入液体
材料成形技术基础知识点总结
材料成形技术基础第一章 1-1 一、铸造的实质、特点与应用 铸造:将熔融的液体浇注到与零件的形状相适应的铸型型腔中,冷却后获得逐渐的工艺方法。 1、铸造的实质 利用了液体的流动形成。 2、铸造的特点 A适应性大(铸件重量、合金种类、零件形状都不受限制); B成本低 C工序多,质量不稳定,废品率高 D力学性能较同样材料的锻件差。力学性能差的原因是:铸造毛胚的晶粒粗大,组织疏松,成分不均匀 3、铸造的应用 铸造毛胚主要用于受力较小,形状复杂(尤其是腔内复杂)或简单、重量较大的零件毛胚。 二、铸造工艺基础 1、铸件的凝固 (1)铸造合金的结晶结晶过程是由液态到固态晶体的转变过程。它由晶核的形成和长大两部分组成。通常情况下,铸件的结晶有如下特点: A以非均质形核为主 B以枝状晶方式生长为主。 结晶过程中,晶核数目的多少是影响晶粒度大小的重要因素,因此可通过增加晶核数目来细化晶粒。晶体生长方式决定了最终的晶体形貌,不同晶体生长方式可得到枝状晶、柱状晶、等轴晶或混合组织等。 (2)铸件的凝固方式 逐渐的凝固方式有三种类型:A逐层凝固B糊状凝固C中间凝固 2、合金的铸造性能 (1)流动性合金的流动性即为液态合金的充型能力,是合金本身的性能。它反映了液态金属的充型能力,但液态金属的充型能力除与流动性有关,还与外界条件如铸型性质、浇注条件和铸件结构等因素有关,是各种因素的综合反映。 生产上改善合金的充型能力可以从一下各方面着手: A选择靠近共晶成分的趋于逐层凝固的合金,它们的流动性好; B 提高浇注温度,延长金属流动时间; C 提高充填能力 D 设置出气冒口,减少型内气体,降低金属液流动时阻力。 (2)收缩性 A 缩孔、缩松形成与铸件的液态收缩和凝固收缩的过程中。对于逐层凝固的合金由于固液两相共存区很小甚至没有,液固界面泾渭分明,已凝固区域的收缩就能顺利得到相邻液相的补充,如果最后凝固出的金属得不到液态金属的补充,就会在该处形成一个集中的缩孔。适当控制凝固顺序,让铸件按远离冒口部分最先凝固,然后朝冒口方向凝固,最后才是冒口本身的凝固(即顺序凝固方式),就把缩孔转移到最后凝固的部位——冒口中去,而去除冒口后的铸件则是所要的致密铸件。 具有宽结晶温度范围,趋于糊状凝固的合金,由于液固两相共存区很宽甚至布满整个断
管件液压成形技术简介
管件液壓成形技術簡介 金屬工業研究發展中心─鄭炳國工程師一、技術簡介:應用高壓流體中空管件使之塑性成形之技術。(如圖1) 圖1.汽車零組件 二、技術發展: 1940年代”T”型管接頭成形可說是管件液壓成形技術之濫觴,歷經50-60年代美、英、日等國相關專利開發與產品應用,至70年代末期德國開始對管件液壓成形技術進行基礎研究,並於90年代初期率先應用於汽車體結構件生產,時至今日已成為國際間汽車製造技術上最具突破性之應用,並已躍升為主流製造技術之一,在其它產業應用亦不斷擴大中。近年來,包括:德國雙B、AUDI、VW、OPEL,美國GM、FORD、CHRYSLER 均已投產,且市場需求正快速成長中;日本由於90年代泡沬經濟因素故導入期較歐、美略為落後(約自1997年開始),據了解:TOYOTA、HONDA、NISSAN、MAZDA、MITSUBISHI、SUBARU等車廠均已導入相關設備進行液壓成形零件之生產與開發,此
外,韓國HYUNDAI、KIA亦已應用管件液壓成形技術生產相關零組件。 三、技術特點: (一)降低生產成本:根據Schuler Hydroforming公司分析,較傳統沖壓+銲接件降低 15-20%,模具費用降低20-30%。 (二)減輕重量/節省能源:較傳統沖壓+銲接件減輕20-30%,與車削/鎕孔相較,可減輕 40-50%,最多甚至可達75%。 (三)產品一體形化:複雜形狀產品可減少零件數,節省焊接、組裝道次及後處理。 (四)提高產品性能/精度:以散熱器支架(Radiator Support)為例,水平方向性能可提 高50%,垂直方向提高39%,外形精度亦大幅提高。 (五)創新性:克服傳統技術限制,使產品設計更具彈性。 四、技術應用: (一)汽車:引擎系統(hollow camshafts, drive shafts, gear shafts) 底盤系統(engine cradles, frame rails, radiator support, instrument panels, rear axle frames) 排氣系統(engine tubes, catalytic converters, pressure tubes, connectors and manifolds) (二)機車/自行車:車架結構(Section frame),接頭(joints)等。 (三)其他產業:波紋管(Bellows)、水龍頭、閥體外殼,各式把手等。 五、市場前景: (一)Daimler Chrysler預估2005年THF零件將較2000年成長3倍。
无人驾驶关键技术分析
无人驾驶关键技术分析-标准化文件发布号:(9456-EUATWK-MWUB-WUNN-INNUL-DDQTY-KII
无人驾驶关键技术分析 无人驾驶技术是传感器、计算机、人工智能、通信、导航定位、模式识别、机器视觉、智能控制等多门前沿学科的综合体。按照无人驾驶汽车的职能模块,无人驾驶汽车的关键技术包括环境感知、导航定位、路径规划、决策控制等。 (1)环境感知技术 环境感知模块相当于无人驾驶汽车的眼和耳,无人驾驶汽车通过环境感知模块来辨别自身周围的环境信息。为其行为决策提供信息支持。环境感知包括无人驾驶汽车自身位姿感知和周围环境感知两部分。单一传感器只能对被测对象的某个方面或者某个特征进行测量,无法满足测量的需要。因而,必需采用多个传感器同时对某一个被测对象的一个或者几个特征量进行测量,将所测得的数据经过数据融合处理后。提取出可信度较高的有用信号。按照环境感知系统测量对象的不同,我们采用两种方法进行检测:无人驾驶汽车自身位姿信息主要包括车辆自身的速度、加速度、倾角、位置等信息。这类信息测量方便,主要用驱动电机、电子罗盘、倾角传感器、陀螺仪等传感器进行测量。 无人驾驶汽车周围环境感知以雷达等主动型测距传感器为主,被动型测距传感器为辅,采用信息融合的方法实现。因为激光、雷达、超声波等主动型测距传感器相结合更能满足复杂、恶劣条件下,执行任务的需要,最重要的是处理数据量小,实时性好。同时进行路径规划时可以直接利用激光返回的数据进行计算,无需知道障碍物的具体信息。 而视觉作为环境感知的一个重要手段,虽然目前在恶劣环境感知中存在一定问题。但是在目标识别、道路跟踪、地图创建等方面具有其他传感器所无法取代的重要性,而在野外环境中的植物分类、水域和泥泞检测等方面,视觉也是必不可少的手段。 (2)导航定位技术 无人驾驶汽车的导航模块用于确定无人驾驶汽车其自身的地理位置,是无人驾驶汽车的路径规划和任务规划的之支撑。导航可分为自主导航和网络导航两种。 自主导航技术是指除了定位辅助之外,不需要外界其他的协助,即可独立完成导航任务。自主导航技术在本地存储地理空间数据,所有的计算在终端完成,在任何情况下均可实现定位,但是自主导航设备的计算资源有限,导致计算能力差,有时不能提供准确、实时的导航服务。现有自主导航技术可分为三类: 相对定位:主要依靠里程计、陀螺仪等内部感受传感器,通过测量无人车相对于初始位置的位移来确定无人车的当前位置。 绝对定位:主要采用导航信标.主动或被动标讽地图匹配或全球定位系统进行定位。 组合定位:综合采用相对定位和绝对定位的方法,扬长避短,弥补单一定位方法的不足。组合定位方案一般有GPs+地图匹配、GPs+航迹推算、GPs+航迹推算+地图匹配、GPs+GLONAss+惯性导航+地图匹配等。
管件液压成形技术及其在副车架上的应用
工艺材料 收稿日期:2009-12-30 管件液压成形技术及其在副车架上的应用 杨 勇 徐 峰 (上海汽车集团股份有限公司技术中心,上海 201804) 苏海波 ( 宝钢股份研究院,上海 201900)倪海华 ( 上海汇众汽车制造有限公司,上海 200122)【摘要】 主要介绍了液压成形的技术原理和优点及其在副车架中的应用。 【A b s t r a c t 】 I n t h e a r t i c l e ,t h e h y d r a u l i c f o r m i n g t e c h n i c a l p r i n c i p l e ,a d v a n t a g e s ,a n d a p p l i c a -t i o n s i n a u t o m o t i v e s u b f r a m e a r e i l l u s t r a t e d . 【主题词】 液压成型 副车架 汽车 0 引言 自上世纪90年代起液压成形技术受到汽车界的极大瞩目而蓬勃发展,目前已成为国际 汽车产业主流制造技术之一。液压成形管具有重量轻、产品一体型化、刚性强、精度高及形状可塑性强等特点;在生产过程中可减少半成品零件数量,减少焊接、机械加工与产品组装等后加工处理,有降低生产成本、缩短加工周期等优点。由于液压成形技术研究起步晚、原材料要求高、技术难度大、设备投资规模要求高,一次性投入较大,国内至今尚未实现大规模产业化。 1 液压成形原理 如图1所示,首先将管坯放在下模内(图1a ), 然后闭合上模,将管的两端用水平冲头密封(图1b ),并使管坯内充满液体(图1c ),在加压胀形的过程中,两端的冲头同时向内推进补料(图1e ),这样在内压和轴力的联合作用下使管坯贴靠模具而成形为所需的工件(图1f ) 。 图1 液压成形原理 对于形状复杂的零件,首先要将管件弯曲成接近零件的坯料,并采用预成形模具将断面成形为接近零件形状,然后采用模具进行液压成形,最终实现复杂形状空心轻体件的加工。液压成形的主要工序包括:弯曲-预成形-液压成形-后处理等。 2 液压成形主要特点 (1)减轻重量,节约材料。对于汽车副车架等典型产品,液压成形件比冲压件减轻20%。对
无人驾驶汽车国内外研究概况
无人驾驶汽车国内外研究概况 无人驾驶车辆,又称为无人车、自主车、智能车辆、室外轮式移动机器人等,涉及认知科学、人工智能、机器人技术与车辆工程等交叉学科,是各种新兴技术的综合试验床与理想载体,也是当今前沿科技的重要发展方向。它既包括理论方法与关键技术的突破,也涉及到大量的工程与试验问题,其重大研究意义不仅体现在所包含的核心科学问题上,同时又反映在其重大应用前景与战略价值上,社会关注度极高。 从二十世纪的50年代起,美英德等西方国家已经开始了无人驾驶汽车的研究工作,并且在无人车的控制和商用化方面取得了一定的进展。在汽车工业非常发达的德国,各大汽车公司都资助或联合了高等院校以开发可在普通道路上行驶的无人车。目前,欧盟已经开启了一个名为CyberCars的无人车项目,以推动无人车的研究和各国间的信息共享。 在二十世纪的80年代,我国部分大学开始了无人驾驶汽车的研究工作,但是虽然起步较晚且投入不足,但也取到了一定的成果。目前从事这方面研究工作的主要是国防科技大学、军事交通学院以及清华大学等科研院所。 1 国外无人驾驶车辆研究现状 1.1 美国 美国于上世纪50年代开始对无人驾驶车辆进行研究,在1980年左右其技术得到高速发展。上世纪八十年代,美国陆军开始与国防高级研究计划局(DARPA)进行合作,开展了自主地面车辆(A VL)项目。1995年由卡耐基梅隆大学研制的Navlab-V智能车,完成了横穿美国东西部的无人驾驶试验。美国国防部门在上世纪九十年代末开始进行DEMO系列无人驾驶车辆的研制,总共研制出了十代DEMO无人车。 从2004年开始到2007年,美国国防高级研究计划局(DARPA)举办了3次无人驾驶车辆比赛,主要为了考察在复杂环境下无人驾驶车辆的自主行驶能力。2004年3月在美国西部的莫哈维沙漠(Mojave Desert)举办了首届DARPA挑战赛——崎岖地形大挑战。共有15支队伍参赛,最终没有一支车队完成比赛,其中行驶距离最远的一支队伍是卡耐基梅隆大学的Sandstorm无人驾驶车辆。 图1.1首届DARPA挑战赛中行驶距离最远的Sandstorm无人驾驶车辆
材料成形技术基础(问答题答案整理)
第二章铸造成形 问答题: 合金的流动性(充型能力)取决于哪些因素?提高液态金属充型能力一般采用哪些方法?答:因素及提高的方法: (1)金属的流动性:尽量采用共晶成分的合金或结晶温度范围较小的合金,提高金属液的品质; (2)铸型性质:较小铸型与金属液的温差; (3)浇注条件:合理确定浇注温度、浇注速度和充型压头,合理设置浇注系统; (4)铸件结构:改进不合理的浇注结构。 影响合金收缩的因素有哪些? 答:金属自身的化学成分,结晶温度,金属相变,外界阻力(铸型表面的摩擦阻力、热阻力、机械阻力) 分别说出铸造应力有哪几类? 答:(1)热应力(由于壁厚不均、冷却速度不同、收缩量不同) (2)相变应力(固态相变、比容变化) (3)机械阻碍应力 铸件成分偏析分为几类?产生的原因是什么? 答:铸件成分偏析的分类:(1)微观偏析 晶内偏析:产生于具有结晶温度范围能形成固溶体的合金内。(因为不平衡结晶) 晶界偏析:(原因:(两个晶粒相对生长,相互接近、相遇;(晶界位置与晶粒生长方向平行。)(2)宏观偏析 正偏析(因为铸型强烈地定向散热,在进行凝固的合金内形成一个温度梯度) 逆偏析 产生偏析的原因:结晶速度大于溶质扩散的速度 铸件气孔有哪几种? 答:侵入气孔、析出气孔、反应气孔 如何区分铸件裂纹的性质(热裂纹和冷裂纹)? 答:热裂纹:裂缝短,缝隙宽,形状曲折,缝内呈氧化颜色 冷裂纹:裂纹细小,呈连续直线状,缝内有金属光泽或轻微氧化色。 七:什么是封闭式浇注系统?什么是开放式浇注系统?他们各组元横截面尺寸的关系如何?答:封闭式浇注系统:从浇口杯底孔到内浇道的截面逐渐减小,阻流截面在直浇道下口的浇注系统。(ΣF内<ΣF横
多点成形技术简介
多点成形技术及设备介绍 吉林大学无模成形技术开发中心 长春瑞光科技有限公司
一、多点成形技术简介 多点成形是金属板材三维曲面成形的全新技术,是对传统板料生产方式的重大变革。其原理是将传统的整体模具离散成一系列规则排列、高度可调的基本体(或称冲头)。在整体模具成形中,板材由模具曲面来成形,而多点成形中则由基本体群冲头的包络面(或称成形曲面)来完成,如图1-1所示。 相当于重新构造了成形模具,由此体现了多点成形的柔性特点。 调节基本体行程需要专门的调整机构,而板材成形又需要一套加载机构,以上、下基本体群及这两种机构为核心就构成了多点成形压力机。一个基本的多点成形装备应由三大部分组成,即CAD软件系统、控制系统及多点成形主机,如图1-2所示。CAD软件系统根据要求的成形件目标形状进行几何造型、成形工艺计 图1-2 多点成形系统的基本构成 算,将数据文件传给控制系统,控制系统根据这些数据控制压力机的调整机构,构造基本体群成形面,然后控制加载机构成形出所需的零件产品。 二、技术先进性与应用领域 在多点成形装备中,基本体群及由其形成的“可变模具”是多点成形压力机的主要组成部分。从这个意义上讲,“多点成形”也可称为“无模成形”。这种成形装备具有很多传统成形方式无法比拟的优点,其先进性主要表现为: 1)实现无模成形,不需另外配置模具。因此,不存在模具设计、制造及调试费用的问题。与整体模具成形方法相比节省了大量的资金与时间;更重要的是过去因模具造价太高而不得不采用手工成形的单件、小批零件的生产,在此系统上可完全实现规范的自动成形。无疑,这将大大提高成形质量。 2)该技术由基本体群的冲头包络面成形板材,而成形面的形状可通过对各基本体运动的实时控制自由地构造出来,甚至在板材成形过程中都可随时进行调
材料成形技术基础试题
材料成形技术基础复习题 一、填空题 1、熔模铸造的主要生产过程有压制蜡模,结壳,脱模,造型,焙烧和浇注。 2、焊接变形的基本形式有收缩变形、角变形、弯曲变形、波浪变形和扭曲变形等。 3、接的主要缺陷有气孔,固体夹杂,裂纹,未熔合,未焊透,形状缺陷等。 4、影响陶瓷坯料成形性因素主要有胚料的可塑性,泥浆流动性,泥浆的稳定性。 5、焊条药皮由稳弧剂、造渣剂、造气剂、脱氧剂、合金剂和粘结剂组成。 6、常用的特种铸造方法有:熔模铸造、金属型铸造、压力铸造、离心铸造、低压铸造和陶瓷型铸造等。 7、根据石墨的形态特征不同,可以将铸铁分为普通灰口铸铁、可锻铸铁和球墨铸铁等。 二、单项选择题 1.在机械性能指标中,δ是指( B )。 A.强度 B.塑性 C.韧性 D.硬度 2.与埋弧自动焊相比,手工电弧焊的优点在于( C )。 A.焊接后的变形小 B.适用的焊件厚 C.可焊的空间位置多 D.焊接热影响区小 3.A3钢常用来制造( D )。 A.弹簧 B.刀具 C.量块 D.容器 4.金属材料在结晶过程中发生共晶转变就是指( B )。 A.从一种液相结晶出一种固相 B.从一种液相结晶出两种不同的固相 C.从一种固相转变成另一种固相 D.从一种固相转变成另两种不同的固相 5.用T10钢制刀具其最终热处理为( C )。 A.球化退火 B.调质 C.淬火加低温回火 D.表面淬火 6.引起锻件晶粒粗大的主要原因之一是( A )。 A.过热 B.过烧 C.变形抗力大 D.塑性差 7.从灰口铁的牌号可看出它的( D )指标。 A.硬度 B.韧性 C.塑性 D.强度 8.“16Mn”是指( D )。 A.渗碳钢 B.调质钢 C.工具钢 D.结构钢 9.在铸造生产中,流动性较好的铸造合金( A )。 A.结晶温度范围较小 B.结晶温度范围较大 C.结晶温度较高 D.结晶温度较低 10.适合制造齿轮刀具的材料是( B )。 A.碳素工具钢 B.高速钢 C.硬质合金 D.陶瓷材料 11.在车床上加工细花轴时的主偏角应选( C )。 A.30° B.60° C.90° D.任意角度 12.用麻花钻加工孔时,钻头轴线应与被加工面( B )。 A.平行 B.垂直 C.相交45° D.成任意角度 三、名词解释 1、液态成型液态成型是指熔炼金属,制造铸型,并将熔融金属浇入铸型,凝固后获得一定形状和性能铸件的成型方法。金属的液体成型也称为铸造。 2、焊缝熔合比熔焊时,被熔化的母材金属部分在焊道金属中所占的比例,叫焊缝的熔合比。 3、自由锻造利用冲击力或压力使金属在上下砧面间各个方向自由变形,不受任何限制而获得所需形状及尺寸和一定机械性能的锻件的一种加工方法,简称自由锻 4、焊接裂纹在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏,形成新的界面所产生的缝隙称为焊接裂纹。 5、金属型铸造用重力浇注将熔融金属浇入金属铸型(即金属型)中获得铸件的方法。 四、判断题: 1、铸造的实质使液态金属在铸型中凝固成形。(√) 2、纤维组织使金属在性能上具有了方向性。(√) 3、离心铸造铸件内孔直径尺寸不准确,内表面光滑,加工余量大。(×)
液压成形
液压成形 摘要:液压成形是一种先进的塑性成形技术,是利用液体介质代替凸模或凹模,靠液体介质的压力使材料成形的一种加工工艺。液压成形技术不但能成形复杂零件还能够提高零件质量减少成形工序降低加工成本特别适合于小批量零件的加工生产。 关键字:管件液压成形. 液压胀形. 板材液压成形. 1概述 现代工业产品由大批量向多品种和中小批量方向发展。对于批量小、尺寸多 变的复杂形状板材零件,采用传统冲压方法成形时,模具设计、制造与调试需要 消耗大量的人力、物力与时间,很难适应现代化发展的需要。这就迫切需要研究 一种新的柔性生产方法,达到既降低成本又缩短制造周期的目的。液压成形技术 正是在这种背景下提出来的 液压成形是一种先进的塑性成形技术,是利用液体介质代替凸模或凹模,靠 液体介质的压力使材料成形的一种加工工艺。它能够改善工件内部应力状态,提 高板料的成形极限,成形形状复杂的零件,且成形件质量好、精度高、回弹小, 具有传统拉深无法比拟的优越性。液压成形技术不但能成形复杂零件还能够提高 零件质量减少成形工序降低加工成本特别适合于小批量零件的加工生产。液压成 形技术早在20世纪40 年代就被用于汽车制造业。如果按照加工过程的特点,可 以分为管件液压成形技术、板料液压成形技术等 2 管材液压成形 2.1管材液压成形的历史及原理 管材液压成形起源于19世纪末, 当时主要用于管件的弯曲。由于相关技术 的限制, 在以后相当长一段时间内, 管材液压成形只局限于实验室研究阶段, 在 工业上并未得到广泛应用。但随着计算机控制技术的发展和高液压技术的出现, 管材液压成形开始得到大力发展。上世纪90年代, 伴随着汽车工业的发展以及 对汽车轻量化、高质量和环保的要求, 管材液压成形受到人们重视, 并得到广泛 应用。 管件液压成形是以金属管材为毛坯,借助专用设备向密封的管坯内注入液体
管件液压柔性成形优点及应用范围
德国于70 年代末开始管材液压柔性成形基础研究,并于90 年代初率先开始在工业生产中采用管材液压柔性成形技术制造汽车轻体构件。德国奔驰汽车公司(DAIMLERBENZ)于1993 年建立其管材液压柔性成形车间,宝马公司(BMW)已在其几个车型上应用了管材液压柔 性成形的零件。 用管材液压柔性成形可以一次成形出沿着构件的轴线截面不 同的复杂零件,这是管材液压柔性成形的主要优点。另外,与传统的冲压焊接工艺相比,管件液压柔性成形的主要优点还有以下几个方面。 (一)减轻重量节约材料。对于图3 空心轴类可以减轻40~50%,节约材料可达75%。汽车上部分采用冲压工艺与管材液压柔性成形的产品结构重量对比如表1。机加工管材液压柔性成形 图3 阶梯轴 表1 汽车上部分冲压件与管材液压柔性成形件的重量对比
(二)减少零件和模具数量,降低模具费用。液压柔性成形件通常仅需要一套模具,而冲压件大多需要多套模具。副车架的组成零件由6 个减少到1 个;散热器支架的组成零件由17 个减少到10 个。 (三)可减少后续机械加工和组装焊接量。以散热器支架为例,散热面积增加43%,焊点由174 个减少到20 个,装备工序由13 道减少到6 道,生产率提高66%; (四)提高强度与刚度,尤其疲劳强度。仍以散热器支架强度为例,垂直方向提高39%;水平方向提高50%。 (五)降低生产成本。根据德国某公司对已应用零件统计分析,管材液压柔性件比冲压件平均降低15~20%,模具费用降低20~30%。 (六)成形零件的精度提高。成形零件的尺寸精度从原来的IT14 提高到IT10。管材液压柔性成形适用于制造航空、航天和汽车领域的各种异形的空心构件,在汽车领域,德国处于世界研究的最前沿。目前在汽车上应用有:排气系统;底盘构件;车身框架、座椅框架及散热器支架;凸轮轴等。以下就针对这些方面进行论述。
无模多点成形技术
无模多点成形技术 学习先进制造技术过程中,接触到了一些前沿的成型技术,感触颇深,对此挺感兴趣!于是从多方查资料,得知先进成型技术的一种——无模多点成形技术,所以就略作整理,得此文章,分享给大家,也请老师评阅。 【文章摘要】【无模多点成形就是将多点成形技术和计算机技术结合为一体的先进制造技术。该技术利用一系列规则排列的、高度可调的基本体,通过对各基本体运动的实时控制,自由地构造出成形面,实现板材的三维曲面】 【关键字:数控车削实例讲解模具制造的加工技术数控车削工艺分析】 一、基本概念 无模多点成形就是将多点成形技术和计算机技术结合为一体的先进制造技术。该技术利用一系列规则排列的、高度可调的基本体,通过对各基本体运动的实时控制,自由地构造出成形面,实现板材的三维曲面成形。它是对三维曲面扳类件传统生产方式的重大创新。二、技术特点 实现无模成形:取代传统的整体模具,节省模具设计、制造、调试和保存所需人力、物力和财力,显著地缩短产品生产周期,降低生产成本,提高产品的竞争力。与模具成形法相比,不但节省巨额加工、制造模具的费用,而且节省大量的修模与调模时间:与手工成形方法相比,成形的产品精度高、质量好,并且显著提高生产效率。 优化变形路径:通过基本体调整,实时控制变形曲面,随意改变板材的变形路径和受力状态,提高材料成形极限,实现难加工材料的塑性变形,扩大加工范围。 实现无回弹成形:可采用反复成形新技术,消除材料内部的残余应力,并实现少无回弹成形/保证工件的成形精度。 小设备成形大型件:采用分段成形新技术,连续逐次成形超过设备工作台尺寸数倍的大型工件。 易于实现自动化:曲面造型、工艺计算。压力机控制、工件测试等整个过程全部采用计算机技术,实现CAD/CAM/CA T一体化生产,工作效率高,劳动强度小,极大地改善劳动者作业环境。 三、技术发展概况 多点成形的研究起源于日本。70年代日本造船协会西冈等人试制了多点压力机,进行船体外板自动成形的研究,但因关键技术未能解决好,多点压机的制造费用太高,未能实用化。日本三菱重工业株式会社的熊本等人也研制了三列多点成形设备。由于其整体设计不周,该压机只适用于变形量很小的船体外板的弯曲加工。另外,东京大学的野本及东京工业大学的井关等人也进行了多点压机及成形实验方面的研究工作,但未取得重大进展。宫80年代以来,美国麻省理工学院D。E。Hardt的研究室对多点模具成形进行了十多年的研究。最近麻省理工学院与美国航空航天技术研究部门合作,投入1400多万美元的巨额经费开发出多点张力拉伸成形机。 吉林工业大学教授李明哲博士在日本日立公司从事博士后研究期间系统地研究了多点成形基本理论,深入地分析了成形机理与成形特点,并主持开发出多点成形实用机(主要技术参数见表(l)。 表1 多点成形实用机主要技术参数
板材零件成对液压成形新技术
文章编号:036726234(2000)0420007203 板材零件成对液压成形新技术 张士宏1,许 沂1,王忠堂1,郎利辉2,刘 钢2 (1.中国科学院金属研究所,辽宁沈阳110015;2.哈尔滨工业大学材料学院,黑龙江哈尔滨150001) 摘 要:板材成对液压成形技术是一种新的板材成形技术,具有成形性好、制造工期短、费用低等优点,特别适用于批量小、形状复杂板材零件的生产.介绍了板材成对液压成形技术的成形原理、成形过程、分类及研究现状. 关键词:板料成形;液压成形;成形控制;胀形;拉深中图分类号:TG 394 文献标识码:A H ydroforming of sheet metal in pairs ZH ANG Shi 2hong 1,X U Y i 1,W ANG Zhong 2tang 1,LANGLI 2hui 2,LI U G ang 2 (1.Institute of Metal Research ,Chinese Academy of Sciences ,Shenyang 110015,China ; 2.School of Materials Science and Engineering ,Harbin Institute of T echnology ,Harbin 150001,China ) Abstract :Hydroforming of sheet metal in pairs is a new sheet metal forming process.With many advantages such as g ood formability ,short manufacturing cycle and lower cost ,and especially suitable for producing sheet metal parts with com plicated shapes in small batches. K ey w ords :sheet metal forming ;hydroforming ;in process control ;bulging ;deep drawing 随着现代工业的发展,产品品种越来越多,更新速度越来越快,由大批量向多品种和中小批量方向发展.制造业中常见的批量小、尺寸多变的复杂形状板材零件,采用传统冲压方法成形时,难度大,造价高,模具的设计制造与调试需要大量时间与人力物力.而采用手工钣金成形方法,虽然成本降低,但周期太长,质量也不易满足要求.这就迫切需要新的柔性生产方法,达到既降低成本又缩短制造周期的目的.于是,各种柔性化的塑性加工技术应运而生,液压成形工艺,近几年来得到了迅速发展. 传统的液压成形法(Hydroforming )[1]有一定柔性和优点,已经小规模用于汽车、飞机零件成形和 收稿日期:2000-03-10 基金项目:中国科学院引进国外杰出人才基金资助项目、 黑龙江省留学回国基金资助项目(L99-1) 作者简介:张士宏(1962-),男,教授. 其他制造业中.但这种工艺还有不少问题,例如 压边不易控制,橡胶经常损坏,成形质量不稳定,已部分地被后来发展起来的充液拉深(Hydrome 2chanical deep drawing )工艺[2]所代替.充液拉深工艺的模具结构与传统冲压相似,采用刚性压边,不同的是凹模被液压腔取代,与液压成形法相比,橡胶膜被取消,可以将传统工艺的板料成形极限由1.8提高到2.7,生产效率也得到提高,适于批量生产.但该工艺型腔制造较难,灵活性不够.近年来由于汽车和飞机制造业的轻量化、高质量和环保要求,对柔性成形法的需求显著增加,又由于液压密封技术取得重要突破,使高内压液压胀形成为可能,很多管件和框架类零件可由高内压法成形,目前欧、美、日等国的企业和大学正集中力量研究高内压胀管技术[1,2].德国90年代提出了一种板料零件成形新工艺———板料零件成对液胀成形(Hydroforming of sheet metal pairs )[3~6],这种成形属内高压成形,因此又称为板材内高压成形, 第32卷 第4期 哈 尔 滨 工 业 大 学 学 报 V ol.32,N o.4 2000年8 月 JOURNA L OF H ARBI N I NSTIT UTE OF TECH NO LOGY Aug.,2000
《材料成形技术基础》习题集答案
填空题 1.常用毛坯的成形方法有铸造、、粉末冶金、、、非金属材料成形和快速成形. 2.根据成形学的观点,从物质的组织方式上,可把成形方式分为、、 . 1.非金属材料包括、、、三大类. 2.常用毛坯的成形方法有、、粉末冶金、、焊接、非金属材料成形和快速成形作业2 铸造工艺基础 2-1 判断题(正确的画O,错误的画×) 1.浇注温度是影响铸造合金充型能力和铸件质量的重要因素。提高浇注温度有利于获得形状完整、轮廓清晰、薄而复杂的铸件。因此,浇注温度越高越好。(×) 2.合金收缩经历三个阶段。其中,液态收缩和凝固收缩是铸件产生缩孔、缩松的基本原因,而固态收缩是铸件产生内应力、变形和裂纹的主要原因。(O) 3.结晶温度范围的大小对合金结晶过程有重要影响。铸造生产都希望采用结晶温度范围小的合金或共晶成分合金,原因是这些合金的流动性好,且易形成集中缩孔,从而可以通过设置冒口,将缩孔转移到冒口中,得到合格的铸件。(O) 4.为了防止铸件产生裂纹,在零件设计时,力求壁厚均匀;在合金成分上应严格限制钢和铸铁中的硫、磷含量;在工艺上应提高型砂及型芯砂的退让性。(O) 5.铸造合金的充型能力主要取决于合金的流动性、浇注条件和铸型性质。所以当合金的成分和铸件结构一定时;控制合金充型能力的唯一因素是浇注温度。(×) 6.铸造合金在冷却过程中产生的收缩分为液态收缩、凝固收缩和固态收缩。共晶成分合金由于在恒温下凝固,即开始凝固温度等于凝固终止温度,结晶温度范围为零。因此,共晶成分合金不产生凝固收缩,只产生液态收缩和固态收缩,具有很好的铸造性能。(×)7.气孔是气体在铸件内形成的孔洞。气孔不仅降低了铸件的力学性能,而且还降低了铸件的气密性。(O) 8.采用顺序凝固原则,可以防止铸件产生缩孔缺陷,但它也增加了造型的复杂程度,并耗费许多合金液体,同时增大了铸件产生变形、裂纹的倾向。(O) 2-2 选择题 1.为了防止铸件产生浇不足、冷隔等缺陷,可以采用的措施有(D)。 A.减弱铸型的冷却能力; B.增加铸型的直浇口高度; C.提高合金的浇注温度; D.A、B和C; E.A和C。 2.顺序凝固和同时凝固均有各自的优缺点。为保证铸件质量,通常顺序凝固适合于(D),而同时凝固适合于(B)。 A.吸气倾向大的铸造合金; B.产生变形和裂纹倾向大的铸造合金; C.流动性差的铸造合金; D.产生缩孔倾向大的铸造合金。 3.铸造应力过大将导致铸件产生变形或裂纹。消除铸件中残余应力的方法是(D);消除铸件中机械应力的方法是(C)。 A.采用同时凝固原则; B.提高型、芯砂的退让性; C.及时落砂; D.去应力退火。 4.合金的铸造性能主要是指合金的(B)、(C)和(G)。 A.充型能力;B.流动性;C.收缩;D.缩孔倾向;E.铸造应力;F.裂纹;G.偏析;H.气孔。
金属波纹管液压成型工艺
金属波纹管液压成型工艺 金属软管的制造工艺中,很重要的一个环节是液压成型。 液压加工是截面为圆形、椭圆形、矩形、跑道形等环状波纹管成型的普通工艺方法。调整好模具和管坯料的相对位置以后,向管坯料内腔充压,再沿其轴向进行机械压缩,一根给长度的波纹管就很快形成了。这是液压成型的一种方法,叫做多波一次成型法。一般作弹性元件的波纹管,多采用这种加工方法。但对作为金属软管本体的波纹管来讲,该方法就不行了。因为这类波纹管要求越长越好。为此,人们创造了另一种液压成型的方法,即单波连续成型法。它能够在管坯料长度条件允许的情况下,连续成型几十、几百,甚至几千、几万个波纹。使用时,可按所需长度或所需波纹数截取。从这个意义上来讲,它可以代替多波一次成型机床。只要更换不同规格的模具,就可以生产不同规格的波纹管。可以说,单波连续成型机床是波纹管加工的多功能设备,是该生产线上的关键设备。 一、单波连续成型法 金属波纹管单波连续成型的工作程序如下: (一)合模上、下两片对称的推模4和模片7同时平行地向管坯料轴心线垂直移动,将安装在芯轴上的薄壁管坯料从外表面紧紧地包住。 (二)进芯轴芯袖克服密封圈%和管坯料内壁的摩擦阻力,向左移动,使固定在芯轴上的密封圈与模片相对运动到事先调定的位置。 (三)充填压力液体工作液体从芯轴中心孔流向两道密封圈之间,对管坯料内壁起作用。在液体压力的作用下,两道密封圈之间的管坯料凸起,形成初波。 (四)进推模推模克服弹簧的阻力,沿着导向滑杆向右移动,使原先初波的高度增加,宽度缩小,直至设计尺寸为止。 再经过:五、泄液压;六、分模;七、退芯轴;八、退推模这四个工序把已经成型的波纹管从模具中脱出来;同时,又为下一个波纹的成型做好了准备。如此循环。每成型一个波纹约用4-40秒的时间。通径越大,成型所需的时间就越长。 二、成型模具设计要素 波纹管液压成型模具由一个芯轴、一付推模和一付模片组成。它们工作部位的截面形状相应于波纹管截面形状而变化。材料宜用中碳钢或普通合金钢。其强度、硬度和韧性方面的要求可与一般模具设计标准相同,但模具各部位的几何尺寸,形位公差的确定,必须根据长期实践所获得的成熟经验来考虑。否则,成功地设计出理想的金属软管模具是很困难的。(一)不柱度和不同轴度 对于通径为150毫米以下或各种当量截面的,不同波形的中小规格的波纹管,推模中心工作部位的不同轴度不能大于0.03-0.05毫米,其不柱度不能大于0.05-0.08毫米。尤其是对矩形截面的波纹管模具,要求还要更高一些。否则,在合模的时候,就可能将管坯料咬破,使之漏液,结果会由于压力损失而使波纹成型不出来。即使管还未被咬破(仅是被咬伤了),成型时,这个部位壁厚就会更加变薄。这样,必然影响它的使用寿命。对于矩形截面的波纹管,则在四个面上的波纹厚度、波谷宽度可能产生不均匀,或是波纹深度有差异。因此,严格地掌握不柱度和不同轴度的允差,是波纹管液压成型模具设计中的一个基本原则。 (二)配合 在设计模具时,当然不能机械地按照管坯料通径及壁厚去换算。由于管坯制造公差管材薄壁的娇嫩性及单波连续成型工艺特点等原因,根据波纹管截面大小的不同,推模、模片与管坯料外表面应呈静配合或相当于静配合的过渡配合状态。它们之间没有间隙。为了保证成型过程中不泄漏,密封圈外径要比芯轴外径大一些,使套装在芯轴上的管坯料的实际支承是密封圈,而不是芯轴本身。否则,在工作过程中则可能出现下述两个问题。 1)由于模片、推模对管坯料包夹不紧而造成泄漏; 2)由于芯轴在管坯料中自然状态不稳定而造成密封圈被冲挤出槽。
液压成型
图1 空心异形截面零件 引言 液压成形技术同冲压,焊接等传统的成形技术相比,是一门新型的金属成形技术。为了解决汽车,航空航天等领域的一些复杂的工艺问题和技术要求,从20世纪50年代起,德、美、日等国科学家在相关领域内先后提出了内高压成形技术和板料液压成形技术。1985年我国科学家王仲仁教授发明了球形容器无模液压成形技术,提出了壳体液压成形技术。近几年,依托于计算机控制技术和高压液压系统的发展,液压成形技术迅速发展。目前,很多复杂结构的零件都可以通过该技术批量地加工生产。 一、液压成形技术的概述 1.1 液压成形的定义和分类 液压成形也称为液力成形是指利用液体作为传力介质或模具使工件成形的一种塑性加工技术。按使用的液体介质不同,液压成形分为水压成型和油压成型;按使用的配料不同,液压成形分为管材液压成形,板料液压成形和壳体液压成形。板料和壳体液压成形使用的成形压力较低,而管材液压成形使用的压力较高,又称为内高压成形,本文中称管材液压成形为内高压成形。 1.2 液压成形的特点 现代液压成形技术的主要特点表现在两个方面:①液压成形技术仅需要凸模和凹模中的一个,或者不使用任何模具,这样可以省去一半,甚至不需要花费制造模具的费用和加工时间,而且液体作为凸模可以成形很多刚性凸模无法成形的复杂零件。②液体作为传力介质具有实时可控性,通过液压闭环伺服系统和计算机控制系统可以按给定的曲线精确控制压力,确保工艺参数在设定的数值内,并且随时间可变可调,大大提高了工艺柔性。 二、内高压成形技术 2.1 内高压成形技术的原理及分类 内高压成形技术是用管材作为原材,通过对官 腔内施加液体压力及在轴向施加负荷作用,使其在 给定模具型腔内发生塑性变形,管壁与模具内表面 贴合,从而得到所需形状零件的成形技术。内高压 成形技术主要可以整体成型轴线为二维或三维曲 线的异形截面空心零件,从材料的初始圆截面可以 成形为矩形,梯形,椭圆形或其他异形的封闭界面, 如图1所示。 内高压成形技术根据坯料塑性变形的特点可 分为变径管成形、弯曲轴线管成形和多通管成形 等,下面对这三种成形技术的基本原理进行介绍。