数控招标清单第一包第一包数控设备清单及预算

< 80%
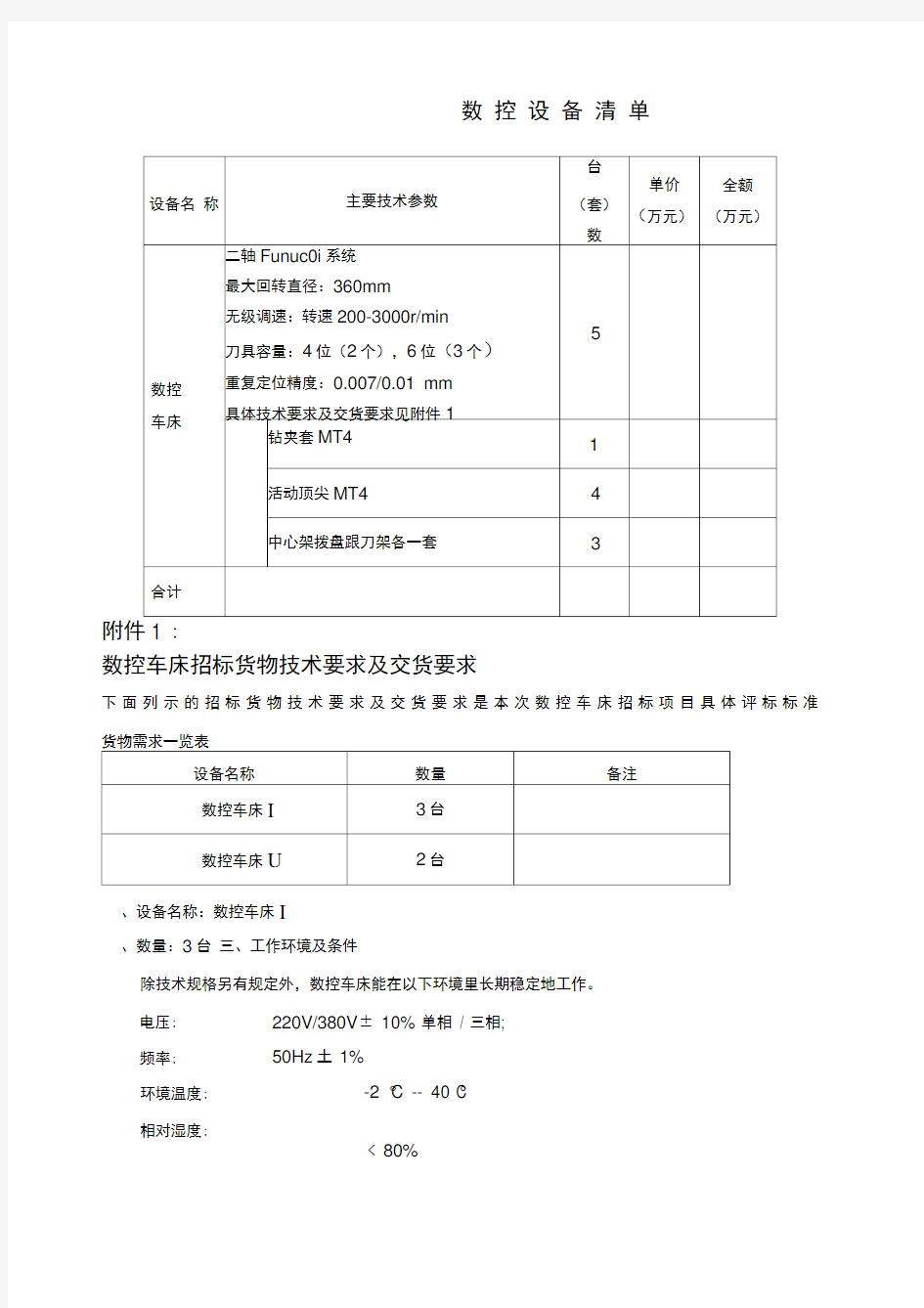
数 控 设 备 清 单
附件1 :
数控车床招标货物技术要求及交货要求
下面列示的招标货物技术要求及交货要求是本次数控车床招标项目具体评标标准
、设备名称:数控车床I 、数量:3台 三、工作环境及条件
除技术规格另有规定外,数控车床能在以下环境里长期稳定地工作。 220V/380V ± 10% 单相 / 三相; 50Hz 土 1%
环境温度: 相对湿度:
电压: 频率: -2 °C -- 40 °C
压缩空气压力: 6 -- 8bar
四、主要技术参数及规格要求
1、加工范围:
床身上最大工件回转直径> ① 360mm
拖板上最大工件回转直径> ① 210mm
最大工件长度> 750mm
最大车削长度> 550mm
2、机床主轴控制: 采用交流变频器和交流变频电机控制。
主轴转速范围(变频, 无级)50 ?2500rpm
主轴通孔直径① 52mm
主轴锥孔莫氏6 号或莫氏5 号
主轴电机功率> 5.5 KW
3 机床进给驱动控制: 采用交流伺服驱动单元与交流伺服电机驱动。
进给快移速度(Max)(Z 向)》10000 mm/min
(X 向)》6000 mm/min
进给电机扭矩(功率)(Z向)》6 Nm
(X 向)》4.5 Nm
4 机床精度: 机床的定位精度及重复定位精度按国家《数控卧式车床精度》专业标准的相关项目进行检测。精度值应满足标准要求。
定位精度(Z 向)w 0.04 mm
(X 向)w 0.03mm
重复定位精度(Z 向)w 0.016 mm
(X 向)w 0.012 mm
5 机床刀架控制: 刀架采用与机床相配套的电动刀架。
刀架刀位数
刀架转位的定位精度±0.01mm
车刀刀杆最大尺寸(宽x高)> 20x 20mm 座:
尾架套筒锥孔莫氏
尾架套筒最大移动距离> 100mm
7 机床附件 : 机床半防护装置
照明装置 1 个 冷却装置
1
个 手动润滑装置 1 个 调整垫铁 6
个
卡盘 1 个 通用工具及专用工具若干 1 套 随机文件应包括机床使用说明书,合格证,装箱单等 1 套
8 其 它 :
a. FANUCOi-MATE-TD 或其它更高水平的FANU 係统数控系统
b. 数字交流主轴单元
c. 三轴联动
e. RS — 232 接口,DNC S 口
f.
手摇脉冲发生器
g. PLC 梯形图显示 h. 电气箱热交换器 i.
机床操作和维修工具等附件
j 可以实现计算机设置常规故障 , 如刀架故障、主轴故障、进给故障 k 具有独立的故障设置软件,完成设置故障、评分等功能 1O 、技术资料
a. 数控系统操作手册
b. 数控系统维修手册
c. 伺服系统说明书
d. 机床操作手册
e. 机床维修手册
f.
电气原理图、逻辑控制图
g. 备品、备件手册 h. 易损件清单 i.
精度检验单
五、安装调试与和验收
1、卖方负责设备的免费安装和调试,并应在规定的期限内调试完毕。
2、设备验收
机床电源及总功率
9、控制系统
3P/50Hz/380V/7KVA
2.1 设备运达后的检查卖方提供的设备须通过有关部门的验证检查,如开箱后确认货物错发漏发,丢失或损坏,卖方应承担全部责任;
2.2 验收验收在用户现场进行,买方对设备按照验收标准和合同条款进行。
六、技术培训售报服务1、在验收期间,由买方对用户操作人员、编程人员、维修人员进行免费培训,并保证受训人员能够独立操作。
2、从设备最终验收合格之日起,整机包修一年,控制系统包修两年。包修期满后,卖方仍应提供优质服务。在接到用户要求服务的信息后,4 小时内答复,12 小时到用户进行服务。
3、包修期满后卖方依然能提供广泛而优惠的技术支持及备件供应。
七、其它要求
7.1 包装和运输
7.1.1 制造厂商应按海洋和陆地运输的标准,将机床装入并固定在集装箱内。适用于长途运输、防
潮、防锈、防震、防粗暴装卸、适用于海运和陆运,适合于整体装运。产品的包装需确保产
品到达之后各项功能完好无损。
7.1.2 包装材料必须符合中华人民共和国有关动植物检疫的规定
一、设备名称:数控车床U
二、数量:2 台
三、工作环境及条件除技术规格另有规定外,数控车床能在以下环境里长期稳定地工作。
电压:220V/380V± 10% 单相/三相;
频率:50Hz± 1%。
环境温度:-2 C -- 40 C
相对湿度: < 80%
压缩空气压力:
6 -- 8bar
四、主要技术参数及规格要求 1、 加工范围 : 床身上最大工件回转直径 拖板上最大工件回转直径 最大工件长度 最大车削长度
2、 机床主轴控制 : 采用交流变频器和交流变频电机控制
主轴转速范围(变频,无级)
50?2500rpm
主轴通孔直径 ①52mm
主轴锥孔 莫氏 6 号或莫氏 5 号 主轴电机功率
> 5.5 KW
3 机床进给驱动控制 : 采用交流伺服驱动单元与交流伺服电机驱动
进给快移速度(Max )
(Z 向)》10000 mm/min (X 向)》6000 mm/min
进给电机扭矩(功率)
(Z 向)》6 Nm (X 向)》4.5 Nm
4 机床精度 : 机床的定位精度及重复定位精度按国家《数控卧式车床精度》专业标准的 相关项目进行
检测。精度值应满足标准要求。 定位精度
(Z 向)w 0.04 mm
(X 向)w 0.03mm
重复定位精度
(Z 向)w 0.016 mm (X 向)w 0.012 mm
5 机床刀架控制 : 刀架采用与机床相配套的电动刀架。
刀架刀位数
> 6
刀架转位的定位精度
w ±0.01mm
车刀刀杆最大尺寸(宽X 高)
> 20x 20mm
6 尾 座 :
尾架套筒锥孔莫氏 4
号 尾架套筒最大移动距离
> 100mm
7 机床附件 :
> ① 360mm
> ①
210mm
> 750mm
机床半防护装置1个
照明装置1个
冷却装置1个
手动润滑装置1个
调整垫铁6个
卡盘1个
通用工具及专用工具若干1套
随机文件应包括机床使用说明书,合格证,装箱单等1 套
8 其它:
机床电源及总功率3P/50Hz/380V/7KVA 9、控制系统
a. FANUCOi-MATE-TD或其它更高水平的FANU係统数控系统
b. 数字交流主轴单元
c. 三轴联动
e. RS —232 接口,DNC S口
f. 手摇脉冲发生器
g. PLC 梯形图显示
h. 电气箱热交换器
i. 机床操作和维修工具等附件
1O 、技术资料
a. 数控系统操作手册
b. 数控系统维修手册
c. 伺服系统说明书
d. 机床操作手册
e. 机床维修手册
f. 电气原理图、逻辑控制图
g. 备品、备件手册
h. 易损件清单
3
7.1 包装和运输
7.1.1
制造厂商应按海洋和陆地运输的标准,将机床装入并固定在集装箱内。适用于 长途运输、防潮、防锈、防震、防粗暴装卸、适用于海运和陆运, 适合于整体
装运。产品的包装需确保产品到达之后各项功能完好无损。
7.1.2
附件一.特殊附件(单独报价)
包装材料必须符合中华人民共和国有关动植物检疫的规定
a. 钻夹套 MT4
b. 活动顶尖 MT4
c. 中心架 拨盘 跟刀架各一套
附件二 .数控车床数控系统基本功能要求
1套 4套
套
1. 数控系统配置与功能的要求 控
制轴数: 2
联动轴数: 2 最小设定单位:
0.001 毫米
i.
精度检验单
五、安装调试与和验收 1、卖方负责设备的免费安装和调试,并应在规定的期限内调试完毕。
2、设备验收
2.1 设备运达后的检查 卖方提供的设备须通过有关部门的验证检查,如开箱后确认货物错发漏发,丢失
或损坏,卖方应承担全部责任 ;
2.2 验收 验收在用户现场进行,买方对设备按照验收标准和合同条款进行。
六、技术培训售报服务 1、在验收期间,由买方对用户操作人员、编程人员、维修人员进行免费培训,并保证 受训人员能够独立操作。
2、从设备最终验收合格之日起,整机包修一年,控制系统包修两年。包修期满后,卖方 仍应提供优质
服务。在接到用户要求服务的信息后, 4 小时内答复, 12 小时到用户进行 服务。
3、包修期满后卖方依然能提供广泛而优惠的技术支持及备件供应。
七、其它要求
最大编程尺寸:》8位
最小设定单位:》0.001毫米
程序数据断电保护与存贮功能,用户程序可断电储存容量》512KB
半闭环控制,数控系统具有位置检测反馈信号输入接口进给轴驱动系统:数字交流伺服驱动装置
主轴系统:变频器+变频主轴电机进给修调、快速修调和主轴转速修调三种控制功能,修调范围达到10-150%。
自动加减速控制方式:S 型加减速度控制
系统参数备份与恢复功能
8.4 英寸以上单色或彩色液晶显示器,显示屏亮度手动和自动调节功能图形显示:彩色实体图形实时动态显示刀具轨迹和零件形状空运行、模拟加工和图形化程序校验功能实时加工参数显示功能:机床坐标系、工件坐标系、实时跟踪误差、实时剩余进给量、指令位置、实际位置实时显示等
汉字菜单
编辑功能(包括后台编辑功能)
蓝图编程功能
在线帮助功能:提供编程帮助和图例
断点保存与恢复功能
从指定的任意行运行加工功能
程序跳段功能
故障监控、诊断与报警功能
历史故障记忆功能间隙及螺距误差补偿功能,补偿点数300点跟踪误差允差设定与报警功能工作状态显示灯:每个模态键上应有状态指示灯,使用户操作直观明了。
手动/自动/单步/MDI等多种运行方式
行程极限的软件、硬件限位功能
2 种以上对刀操作:可自动计算工件坐标值。
主轴编码器
电子手轮
DNC接口通讯功能
具有扩展软驱、硬盘的接口,可装载和存储大量加工程序具有系统软件可持续升级的能力,可提供二次开发工具软件包
数控系统生产厂家通过IS09000质量体系认证。近2年内,通过国家技术监督局质量抽查。
2. 数控系统编程功能要求:
直线、圆弧、螺旋线、正弦线插补功能螺纹功能(公制,英制)、多种螺纹切削固定循环、多头螺纹加工功能多种粗精车削加工固定循环、复合循环:内外径轮廓与凹槽粗加工固定和复合循环、端面车削固定和复合循环、闭环车削复合循环
公制/ 英制输入功能
直径/ 半径编程
绝对值/ 增量值编程
每分钟/ 每转进给功能
刀具偏置和补偿功能,刀具位数:》70把,刀具偏置存储器:》70个
刀尖圆弧半径补偿、长度补偿功能
自动换刀功能
倒直角、圆角功能
小线段连续高速加工功能(G64和准确定位功能(G61 恒线速切削功能
坐标系可编程的零点偏置功能四重以上子程序调用功能参数编程、宏程序编程功能,支持逻辑运算、函数运算、条件判别和循环语句
标准的G功能、M功能、T功能,数控编程指令与国际标准兼容,支持常用CAD/CA系统生成的数控加工程序。