常用标准件材料

常用标准件材料
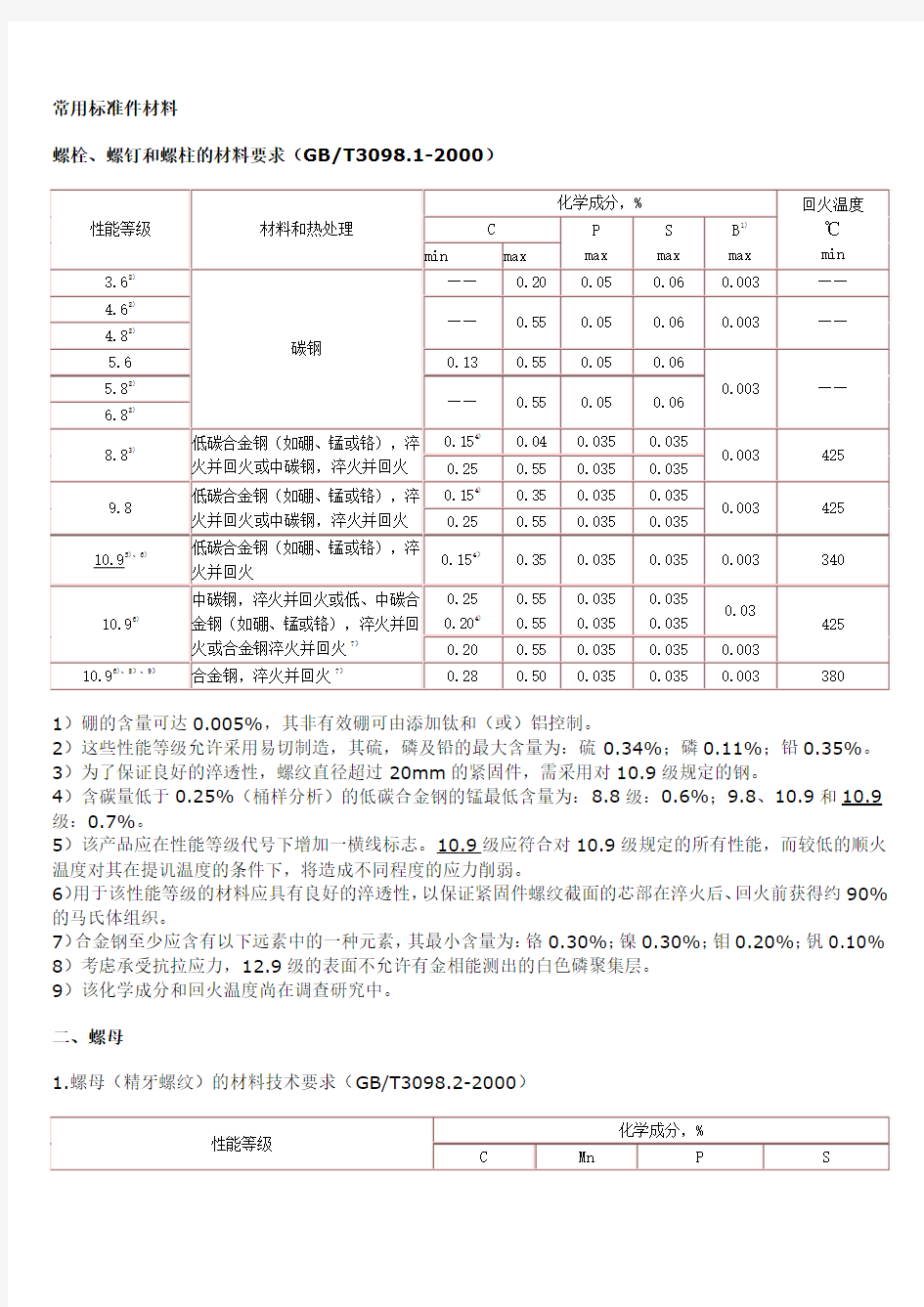
螺栓、螺钉和螺柱的材料要求(GB/T3098.1-2000)
1)硼的含量可达0.005%,其非有效硼可由添加钛和(或)铝控制。
2)这些性能等级允许采用易切制造,其硫,磷及铅的最大含量为:硫0.34%;磷0.11%;铅0.35%。3)为了保证良好的淬透性,螺纹直径超过20mm的紧固件,需采用对10.9级规定的钢。
4)含碳量低于0.25%(桶样分析)的低碳合金钢的锰最低含量为:8.8级:0.6%;9.8、10.9和10.9级:0.7%。
5)该产品应在性能等级代号下增加一横线标志。10.9级应符合对10.9级规定的所有性能,而较低的顺火温度对其在提讥温度的条件下,将造成不同程度的应力削弱。
6)用于该性能等级的材料应具有良好的淬透性,以保证紧固件螺纹截面的芯部在淬火后、回火前获得约90%的马氏体组织。
7)合金钢至少应含有以下远素中的一种元素,其最小含量为:铬0.30%;镍0.30%;钼0.20%;钒0.10% 8)考虑承受抗拉应力,12.9级的表面不允许有金相能测出的白色磷聚集层。
9)该化学成分和回火温度尚在调查研究中。
二、螺母
1.螺母(精牙螺纹)的材料技术要求(GB/T3098.2-2000)
性能等级为05、8(>M16的l型螺母)、10和12级螺母应进行淬火并回火处理。
2.螺母(细牙螺纹)的材料技术要求(GB/T3098.4-2000)
性能等级为05、8(l 型螺母)、10和12级螺母应进行淬火并回火处理。
3.铆螺母的材料(GB/T17880.6-1999)
4.有效力矩型钢六角锁紧螺母的材料技术要求(GB3098.9-93)
制造螺母体的材料应与螺母(粗牙螺纹)的材料相同。
制造金属或非金属嵌件的材料由制造者确定。
三、紧定螺钉的材料技术要求(GB/T3098.3-2000)
注:性能等级45H的紧定螺钉在能满足GB/T3098.3-2000标准中第6.3条规定的保证扭矩要求时,亦可采用其他材料制造。
四、耐热用螺纹连接副(3098.8-92)
适用于既能随高温、交变载荷,又要在相当大的程度上保持预紧力和耐疲劳强度的工况条件下使用的紧固件材料要求。
1.用于大于+300℃的材料,见表。
1)螺栓、螺柱应比累母的硬度高(如高30-50HB)。
2)受力套管的材料,推荐采用与螺柱相同的材料。
2.材料料应经低倍组织的检查。其中,一般疏松、中心疏松和方框形偏析均不得超过GB1979规定的二级。
五、不锈钢紧固件的材料技术要求
螺栓、螺钉和螺柱(3098.3-2000),螺母(3098.15-2000),紧定螺钉(3098.16-2000)
按有关国家标准生产的紧固件适用的不锈钢材料在表1中给出。
除非供需双方另有协议,化学成分应在钢组规定的范围内,由制造者选择。
在有晶间腐蚀倾向的场合,推荐按ISO3651-1或ISO3651-2的规定进行试验。在此情况下,推荐采用稳定型的A3和A5,或者采用含碳量不超过0.03%的A2和A4不锈钢。
表1 不锈钢组别与化学成分
1)除已表明者外,均系最大值。
2)硫可用硒代替。
3)如镍含量低于8%,则锰的最小含量必须为5%。
4)镍含量大于8%时,对铜的最小含量不予限制。
5)钼含量可能在制造者的说明书中出现,但对某些使用场合,如有必要限定钼的极限含量,则必须在订单中由用户注明。
6)钼含量可能在制造者的说明书中出现。
7)如铬含量低于17%,则镍的最小含量应为12%。
8)对最大含碳量达到0.03%的奥氏体不锈钢,氮含量最高可达到0.22%。
9)为了稳定组织,钛含量应≥5×C%-0.8%,并应按本表适当标志或者铌和(或)钽含量应≥10×C%-1.0%。并应按本表适当标志。
10)对较大直径的产品。为达到规定的机械性能,在制造者的说明书中,可能有较高的碳含量,但对奥氏体钢不应超过0。12%。
11)钛含量可能为≥5×C%-0.8%
12)钛含量可能为≥10×C%-1.0%
六、有色金属制造的螺栓、螺钉、螺柱和螺母
适用于各性能等级有色金属紧固件的材料牌号:(GB3098.10-93)
根据供需双方协议,当供方能够保证机械性能时,可以采用表以外的材料。为保证紧固件符合有关机械性能的要求,由制造者确定是否进行热处理。
附:适用的国际标准材料牌号
七、自攻类螺钉
1.自钻自攻螺钉的材料(GB/T3098.11-1995)
注:允许的硼的含量范围为:0.05-0.30%
2.自挤螺钉(包括自攻锁紧螺钉)(GB3098.7-2000)
自挤螺钉应用渗碳冷镦制造。表1给出的材料化学成分仅是指导性的。
表1 化学成分
3.自攻螺钉由冷镦、渗碳钢制造(GB3098.5-2000)
4.木螺钉的材料牌号(GB922-86)
注:
1)不同冶炼和浇注方法制造的钢材材同样可以采用。2)“牌号”栏内每一通栏中所列各种材料,可以互相通用。
中常用标准件标准
GB中常用标准 GB中常用标准 螺栓和螺柱 六角头螺栓 GB/T27-1988 六角头铰制孔用螺栓 A 级 GB/T27-1988六角头铰制孔用螺栓 B级 GB/T31.1-1988六角头螺杆带孔螺栓-A级和B级GB/T31.2-1988A型六角头螺杆带孔螺栓-细杆-B级GB/T31.2-1988B型六角头螺杆带孔螺栓-细杆-B级GB/T5780-2000六角头螺栓C级 GB/T5781-2000六角头螺栓-全螺纹-C级 GB/T5782-2000 六角头螺栓 GB/T5783-2000 六角头螺栓 -全螺纹 GB/T5784-1986六角头螺栓-细杆-B级 GB/T5785-2000 六角头螺栓 - 细牙
GB/T5786-2000 型六角头螺栓 -细牙- 全螺纹 其它螺栓 GB/T8-1988 方头螺栓 C 级 GB/T 10-1988 沉头方颈螺栓 GB/T 11-1988 沉头带榫螺栓 GB/T 37-1988T 形槽用螺栓 GB/T 798-1988 活节螺栓 GB/T 799-1988 地脚螺栓 GB/T 800-1988 沉头双榫螺栓 GB/T 794-1993 加强半圆头方颈螺栓 A 型GB/T 794-1993 加强半圆头方颈螺栓 B 型 双头螺柱 GB/T897-1988 双头螺柱 B 型 GB/T 898-1988 双头螺柱 B 型
GB/T 899-1988 双头螺柱 B 型 GB/T 900-1988 双头螺柱 B 型 GB/T 901-1988 等长双头螺柱 -B 级GB/T 953-1988 等长双头螺柱 -C 级 螺母 六角螺母 1型六角螺母 C级(GB41-86) GB56-1988六角厚螺母 GB808-1988小六角特扁细牙螺母 GB/T6170-2000(1 型六角螺母) GB/T6171-2000(1 型六角螺母 -细牙)GB/T6172.1-2000 六角薄螺母 GB/T6173-2000 六角薄螺母 -细牙
标准件及常用件
标准件及常用件 在各种机器和设备上,经常用到螺栓、螺柱、螺钉、螺母、键、销、齿轮、弹簧、滚动轴承等各种不同的零件。这些零件的应用范围广,使用量很大,为了提高产品质量和降低成本,国家标准对这类零件的结构、尺寸和技术要求实行全部或部分标准化。实行全部标准化的零件,称为标准件;实行部分标准化的零件,称为常用件。在绘图时,对它们的结构和形状,可根据相应的国家标准所规定的画法、代号和标记,进行绘图和标注。如图6-1为一齿轮油泵的零件分解图,它是柴油机润滑系统的一个部件,在组成该部件的零件中,销、螺栓、螺母、垫圈、键、轴承等属于标准件,齿轮、弹簧属于常用件。 本章主要介绍标准件和常用件的基本知识、规定画法、代号、标注及查表方法。 图6-1齿轮油泵 6.1 螺纹和螺纹紧固件 6.1.1 螺纹的形成和螺纹的要素 1.螺纹的形成和加工方法 螺纹是指在圆柱(或圆锥)表面上,沿着螺旋线所形成的具有相同断面的连续凸起和凹陷的沟槽。在圆柱面上形成的螺纹为圆柱螺纹;在圆锥面上形成的螺纹为圆锥螺纹。在零件外表面加工的螺纹称外螺纹;在零件孔腔内加工的螺纹称内螺纹。
螺纹的加工方法很多,如图6-2a、b是在车床上加工内、外螺纹的情况,它是根据螺旋线原理加工而成。圆柱形工件作等速旋转运动,车刀与工件相接触作等速的轴向移动,刀尖相对工件即形成螺旋线运动。由于刀刃的形状不同,在工件表面被切去部分的断面形状也不同,所以可加工出各种不同的螺纹。图6-2c、d表示用板牙或丝锥加工直径较小的螺纹,俗称套扣或攻丝。 a)b) c) d) 图6-2 螺纹加工方法 a)车外螺纹b)车内螺纹c)套外螺纹d)攻内螺纹 2.螺纹要素 (1)牙型牙型是指在通过螺纹轴线的断面上,螺纹的轮廓形状。其凸起部分称为螺纹的牙,凸起的顶端称为螺纹的牙顶,沟槽的底部称为螺纹的牙底。常见的螺纹牙型有三角形、梯形、锯齿形和矩形等,如图6-3所示。国标对标准牙型规定了标记符号,见表6-1。
标准件和常用件
第10章标准件和常见件 教学目标: ( 1) 掌握螺纹的规定画法和标注方法。 ( 2) 掌握常见螺纹紧固件的画法及装配画法。 ( 3) 掌握直齿圆柱齿轮及其啮合的规定画法。 ( 4) 掌握键、销、滚动轴承、弹簧的画法。 在机器或部件中, 有些零件的结构和尺寸已全部实行了标准化, 这些零件称为标准件, 如螺栓、螺母、螺钉、垫圈、键、销等。还有些零件的结构和参数实行了部分标准化, 这些零件称为常见件, 如齿轮和蜗轮、蜗杆等。 由于标准件和常见件在机器中应用广泛, 一般由专门工厂成批或大量生产。为便于绘图和读图, 对形状比较复杂的结构要素, 如螺纹、齿轮轮齿等, 不必按其真实投影绘制, 而要按照国家标准规定的画法和标记方法进行绘图和标注。 本章主要介绍标准件和常见件的规定画法和标注方法。 第1节螺纹 一、螺纹的形成、要素和结构 ( 一) 螺纹的形成 一平面图形( 如三角形、矩形、梯形) 绕一圆柱作螺旋运动得到一圆柱螺旋体, 工业上常称为螺纹。在圆柱外表面上的螺纹为外螺纹; 在圆柱( 或圆锥) 孔内表面上的螺纹称为内螺纹。 螺纹的加工方法很多, 图10-1a是在车床上车制外螺纹的情况。加工不穿通的螺孔, 可先用钻头钻出光孔, 再用丝锥攻丝, 如图
10-1b、c所示。 (二)螺纹的要素 螺纹的牙型、直径、线数、螺距、旋向等称为螺纹的要素, 内外螺纹配对使用时, 上述要素必须一致。 1.牙型沿螺纹轴线剖切时, 螺纹牙齿轮廓的剖面形状称为牙型螺纹的牙型有三角形、梯形、锯齿形等。不同的螺纹牙型, 有不同的用途。 2.螺纹的直径( 大径、小径、中径) 与外螺纹牙顶或内螺纹牙底相重合的假想圆柱面的直径称为大径( 内、外螺纹分别用D、d 表示) , 也称为螺纹的公称直径; 与外螺纹牙底或内螺纹牙顶相重合的假想圆柱面的直径称为小径( 内、外螺纹分别用D1、d1表示) ; 在大径与小径之间, 其母线经过牙型沟槽宽度和凸起宽度相等的假想圆柱面的直径称为中径( 内、外螺纹分别用D2、d2表示) , 如图10-2所示。 3.线数( n) 螺纹有单线和多线之分, 沿一条螺旋线形成的螺纹为单线螺纹; 沿轴向等距分布的两条或两条以上的螺旋线所形成的螺纹为多线螺纹, 如图10-3所示 4.螺距( P) 和导程( L) 相邻两牙在中径线上对应两点之间的轴向距离称为螺距。同一螺旋线上相邻两牙在中径线上对应两点之间的轴向距离称为导程。导程与螺距的关系为L=nP。 5.旋向螺纹有右旋和左旋之分。按顺时针方向旋转时旋进的螺纹称为右旋螺纹, 按逆时针方向旋转时旋进的螺纹称为左旋螺纹。判别的方法是将螺杆轴线铅垂放置, 面对螺纹, 若螺纹自左向右升
标准件常用的材料
标准件常用的材料 现在我们常用的材料标准件有:ISO(国际性的)GB(中国)DIN(德 国)AISI/SAE(美国)JIS(日本) 螺栓等外螺纹用材料 一些没有机械性能要求的或是ISOClass4.8SAEGrade1-2等低碳钢紧固件,用Q235ASAE1015DINC15足以,根本不要什么热处理,直接冷加工制成,而级别稍高一点的紧固件如:ISOClass6.8SAEGrade3-4则要用含碳量在0.2%以上的钢,如C1020C1022Ml20ML35等,此类螺丝也不需要什么热处理的,冷加工强度完全可以满足要求。实际上含碳量越高,冷成型就越困难,也没有必要为6.8级的螺丝大材小用,特殊情况另当别论了。 我们最常用的就是ISOClass8.8SAEGrade5的螺丝,一般使用中碳钢, ML35SAE1035DIN35JISSWRCH35K经过热处理(淬火+回火),也可以使用 SAE514040Cr等,合金元素的增加对热处理的淬透性有很大的帮助,所以规格大的螺丝可以选择使用合金钢,不致于用中碳钢导致我们常说的中心部位“淬不透”现象的存在。 ISOClass9.810.9SAEGrade8则要用低到中合金钢材料,经过热处理(淬火+回火),用合金材料在材料机械性能方面有一个很好的结合,常用的材料为 40Cr35CrMSAE5140SCM435SAE4135SAE4137JISSCr440(H)DIN41Cr4等,实际上45#也可以达到要求的机械性能,不过在综合机械性能方面要比合金钢稍有逊色。 ISOClass12.9SATMA574是一个对机械性能要求很高的高强度螺栓,则要用中碳合金钢经过热处理(淬火+回火),如 SCM43535CrMoSAE4137SAE4135DIN34CrMo4,此种高强度螺栓如果表面处理要经过酸洗这一工序时,会产生氢脆现象,所以一定要有去氢这一工序(特别是存在尖角的紧固件),要不然会死的很惨。 螺母等内螺纹用材料没有机械性能要求的或是ISOClass5-6SAEGrade3-4一
常见的五金标准件及其分类
常见的五金标准件及其分类
————————————————————————————————作者:————————————————————————————————日期:
常见的五金标准件及其分类 五金标准件是由金属制作的标准件,以下为大家介绍常见五金标准件的概念及分类。 1.螺栓: 由头部和螺杆(带有外螺纹的圆柱体)两部分组成的一类紧固件,需与螺母配合,用于紧固连接两个带有通孔的零件。这种连接形式称螺栓连接。如把螺母从螺栓上旋下,又可以使这两个零件分开,故螺栓连接是属于可拆卸连接。 2.螺柱:
没有头部的,仅有两端均外带螺纹的一类紧固件。连接时,它的一端必须旋入带有内螺纹孔的零件中,另一端穿过带有通孔的零件中,然后旋上螺母,即使这两个零件紧固连接成一见整体。这种连接形式称为螺柱连接,也是属于可拆卸连接。主要用于被连接零件之一厚度较大、要求结构紧凑,或因拆卸频繁,不宜采用螺栓连接的场合。 3.螺钉:
也是由头部和螺杆两部分构成的一类紧固件,按用途可以分为三类:机器螺钉、紧定螺钉和特殊用途螺钉。机器螺钉主要用于一个紧定螺纹孔的零件,与一个带有通孔的零件之间的紧固连接,不需要螺母配合(这种连接形式称为螺钉连接,也属于可拆卸连接;也可以与螺母配合,用于两个带有通孔的零件之间的紧固连接。)紧定螺钉主要用于固定两个零件之间的相对位置。特殊用途螺钉例如有吊环螺钉等供吊装零件用。 4.螺母: 带有内螺纹孔,形状一般呈显为扁六角柱形,也有呈扁方柱形或扁圆柱形,配合螺栓、螺柱或机器螺钉,用于紧固连接两个零件,使之成为一件整体。 5.自攻螺钉:
(整理)常用标准件
常用标准件修订版 1 通用国标螺钉、螺栓、螺帽、弹垫、平垫按国标尺寸加工。 2 特殊用途的螺钉、螺栓、螺母,如:皇冠螺钉、弹性螺母、安全螺钉,按技术部要求加工。 3 压、胀铆螺母、螺钉、拉铆螺母等按此标准生产,未注尺寸按PEM 标准进行生产。 3.1小头拉铆螺母(Ⅰ型) 3.2 小头拉铆螺母(Ⅱ)
3.3沉头拉铆螺母 3.4六角平头拉铆螺母 3.5平头拉铆螺母
3.6 六角拉铆螺母(AEHS) 六角拉铆螺母 3.7通孔压铆螺母柱(SO)
备注:此标准适用于艾默生及其它公司标准,当华为技术产品图纸中标注3.5M3-XX压铆螺母柱时,所有尺寸与该标准中SO-M3-XX完全相同,当华为技术产品图纸中标注M3-XX压铆螺母柱时,则图示中D值尺寸为4.2mm,F值尺寸为4.8mm,其它尺寸不变。 3.8盲孔压铆螺母柱(BSO)
压铆螺母(通孔和盲孔)补充说明:供应商请注意加工时按我司的订单要求生产,若我司订单中未注明要求的尺寸按此列表中加工,注明特殊要求的按非标准加工。 盲孔压铆螺母C 部要求说明:L 长度为6~7mm 的C 部长度为4.5mm 以上,L 长度8~10mm 的C 部长度为6.5mm 以上,L 长度为11~14mm 的C 部长度为8.0mm 以上,L 长度为14mm 的C 部长度为10.0mm 以上,请各供应商按此要求加工。 备注:此标准适用于艾默生及其它公司标准,当华为技术产品图纸中标注3.5M3-XX 压铆螺母柱时,所有尺寸与该标准中SO-M3-XX 完全相同,当华为技术产品图纸中标注M3-XX 压铆螺母柱时,则图示中D 值尺寸为4.2mm ,F 值尺寸为4.8mm ,其它尺寸不变。 3.9六角头压铆螺钉(NFH 型) 3.10圆头压铆螺钉(FH 型-S) 1 材料:根据订单要求而定,未注要求均为易车铁 2 表面淬火,硬度要求HRC32-35° 3 若表面没有作特殊说明均为镀彩锌 4 螺纹为国标公制螺纹 说明:当C 值值大于所加工板厚时,若非面板类所用压铆时头部允许高于板厚:
标准件和常用件.
第10章标准件和常用件 教学目标: (1)掌握螺纹的规定画法和标注方法。 (2)掌握常用螺纹紧固件的画法及装配画法。 (3)掌握直齿圆柱齿轮及其啮合的规定画法。 (4)掌握键、销、滚动轴承、弹簧的画法。 在机器或部件中,有些零件的结构和尺寸已全部实行了标准化,这些零件称为标准件,如螺栓、螺母、螺钉、垫圈、键、销等。还有些零件的结构和参数实行了部分标准化,这些零件称为常用件,如齿轮和蜗轮、蜗杆等。 第1节螺纹 一、螺纹的形成、要素和结构 (一)螺纹的形成 一平面图形(如三角形、矩形、梯形)绕一圆柱作螺旋运动得到一圆柱螺旋体,工业上常称为螺纹。在圆柱外表面上的螺纹为外螺纹;在圆柱(或圆锥)孔内表面上的螺纹称为内螺纹。 螺纹的加工方法很多,图10-1a是在车床上车制外螺纹的情况。 加工不穿通的螺孔,可先用钻头钻出光孔,再用丝锥攻丝,如图10-1b、c所示。 (二)螺纹的要素 螺纹的牙型、直径、线数、螺距、旋向等称为螺纹的要素,内外螺纹配对使用时,上述要素必须一致。 1.牙型沿螺纹轴线剖切时,螺纹牙齿轮廓的剖面形状称为牙型螺纹的牙型有三角形、梯形、锯齿形等。不同的螺纹牙型,有不同的用途。 2.螺纹的直径(大径、小径、中径)与外螺纹牙顶或内螺纹牙底相重合的假想圆柱面的直径称为大径(内、外螺纹分别用D、d表示),也称为螺纹的公称直径;与外螺纹牙底或内螺纹牙顶相重合的假想圆柱面的直径称为小径(内、外螺纹分别用D1、d1表示);在大径与小径之间,其母线通过牙型沟槽宽度和凸起宽度相等的假想圆柱面的直径称为中径(内、外螺纹分别用D2、d2表示),如图10-2所示。 3.线数(n)螺纹有单线和多线之分,沿一条螺旋线形成的螺纹为单线螺纹;沿轴向等距分布的两条或两条以上的螺旋线所形成的螺纹为多线螺纹,如图10-3所示4.螺距(P)和导程(L)相邻两牙在中径线上对应两点之间的轴向距离称为螺距。同一螺旋线上相邻两牙在中径线上对应两点之间的轴向距离称为导程。导程与螺距的关系为L=nP。 5.旋向螺纹有右旋和左旋之分。按顺时针方向旋转时旋进的螺纹称为右旋螺纹,按逆时针方向旋转时旋进的螺纹称为左旋螺纹。判别的方法是将螺杆轴线铅垂放置,面对螺纹,若螺纹自左向右升起,则为右旋螺纹,反之则为左旋螺纹,如图10-4所示。常用的螺纹多为右旋螺纹。 螺纹诸要素中,牙型、大径和螺距是决定螺纹结构规格最基本的要素,称为螺纹三要素。凡螺纹三要素符合国家标准的称为标准螺纹。而牙型符合标准,直径或螺距不符合标准的称为特殊螺纹;对于牙型不符合标准的,称为非标准螺纹。 (三)螺纹的结构 图10-5画出了螺纹的末端、收尾和退刀槽等结构。 1.螺纹的末端为了便于装配和防止螺纹起始圈损坏,常在螺纹的起始处加工成一定的形式,如倒角,倒圆等,如图10-5a所示。
标准件和常用件整理版
第九章标准件和常见件 在各种机械设备中, 除去一般的零件外, 还广泛存在着螺钉、螺母、垫圈、键、销、滚动轴承、齿轮、弹簧等标准件和常见件。由于这些零部件的用途十分广泛, 而且用量又大, 国家有关部门批准并发布了各种标准件和常见件的相关标准。 对于结构、尺寸均已进行标准化的, 称为标准件。 对于仅将部分结构和参数进行标准化、系列化的, 称为常见件。 使用标准件和常见件的优点有: 第一, 提高零部件的互换性利于装配和维修; 第二, 便于大批量生产, 降低成本; 第三, 便于设计选用, 以避免设计人员的重复劳动和提高绘图效率。 § 7-1 螺纹的规定画法和标注 一.螺纹的形成与加工 1.圆柱螺旋线: 一动点同时沿圆周和轴向作等速回转和直线运动所形成的轨迹。展开为一直线 2.螺纹的形成
在圆柱或圆锥表面上, 沿着螺旋线所形成的具有相同剖面的连续凸起和沟槽, 称为螺纹。制在零件外表面上的螺纹称为外螺纹, 制在零件内表面上的螺纹称为内螺纹。 3.螺纹的加工 加工螺纹的方法很多, 一般采用以下几种方法: (1)车床加工 (2)专用工具加工: 丝锥、板牙 该种方法能够用钻床加工, 也可在装配现场手工加工。 (3)碾压螺纹 二.螺纹的基本要素 当螺纹的五要素(牙型、直径、螺距、线数和旋向)均相同时, 内外螺纹方能够旋合。 1.牙型 常见螺纹牙型有三角形、梯形、锯齿形和矩形等。 2.直径
螺纹的直径有大径、小径和中径之分, 外螺纹分别用符号d、d1 和d2表示;而内螺纹则用D、D1和D2表示。 一般见螺纹大径来表示螺纹的规格大小, 故螺纹大径又称为公称直径; 而用螺纹中径来控制精度。 3.线数n 螺纹有单线和多线之分。 4.螺距P 和导程Ph 相邻两牙在中径上对应两点之间的轴向距离称为螺距,用P表示。在同一条螺旋线上的相邻两牙在中径上对应两点之间的轴向距离称为导程,用Ph表示。对于单线:Ph = P 对于多线: Ph = nP 5.旋向:分为右旋和左旋两种。 螺纹的分类 凡三要素(牙型、直径和螺距)符合标准的螺纹, 称为标准螺
标准件常用件练习
第七章:标准件和常用件习题 7-1 回答下列问题, 并在相应图上分别标出内、外螺纹的尺寸. 1(1)填空题 a 内、外螺纹旋合时, 需要、、、、等五要素相同. b 不论内螺纹或是外螺纹, 螺纹的代号及尺寸均应注在螺纹的径上; 但管螺纹用标注. c 标准螺纹的、、都要符合国家标准。常用的标准螺纹有。 d 的已知直齿圆柱齿轮分度圆的直径d=105mm,齿数z=35,则齿轮模数m为 e 踞齿形螺纹的代号是 f普通平键的工作面是 (2)选择题 a对于标准直齿圆柱齿轮,下列说法正确的是:() A、齿顶高>齿根高 B、齿高=2.5m C、齿顶高=m D、齿顶高=齿根高 b已知直齿圆柱齿轮模数m=2.5mm,齿数z=25,则齿轮分度圆的直径为:(); A、62.5mm B、61.5mm C、63mm D、63.5mm c 内螺纹的小径用()符号表示。 A、 D B、 d C、D1 D、d1 2 M16-6g 表示螺纹. M16-5H 表示螺纹 3 M16 ╳1.5 —— 5g6g 表示螺纹。 M16 ╳1.5 —— 6H 表示螺纹。 4
Tr32 ╳12(P6)LH表示为32毫米,为12毫米,线旋螺纹。 5 B120 ╳18(P6)表示为120毫米,为6毫米,线、旋螺纹。 6 特M16 ╳1.55是螺纹,其、符合国家标准规定,但不符合国标规定. 7 G1 ″ 表示管子的是1 ″ , 查表知其螺纹大径为,螺距是, 每英寸牙. 8 非标准螺纹的不符合国标规定, 画图时应画出, 并注出螺纹的. 7-2 圈出下列各题(1)-(4) 中的错误, 在空白处画出正确的图形, 在指定位置画出(5) 的指定剖面. (1)
标准件和常用件教案
第七章标准件与常用件 一、本章重点: 1.内、外螺纹的规定画法及内外螺纹旋合的画法; 2.螺纹的代号含义及标注; 3.单个圆柱齿轮的画法和两圆柱齿轮啮合的画法 4.键、滚动轴承、弹簧的画法。 二、本章难点: 1.螺栓、双头螺柱、螺钉的连接画法; 2.圆柱齿轮啮合的画法; 3.普通平键的连接画法; 三、本章要求: 通过本章的学习,要掌握各种螺纹连接件的画法、单个圆柱齿轮和两圆柱齿轮啮合的画法、普通平键的连接画法、轴承的画法和弹簧的画法。 四、本章内容: 标准件:用量很大的零件如:螺栓、螺母、螺钉、垫圈、键等,为了便于成批或大量生产,国家有关部门对这类零件的结构和尺寸等都作了规定,成为标准化、系列化的零件。 常用件:如同标准件一样,它们只是结构和尺寸虽没有完全标准化,但它们用量大,结构典型,并有标准参数,如:齿轮、弹簧等。 §7—1 螺纹及螺纹紧固件
一、螺纹 1.螺纹的形成和结构 (1)螺纹的形成:圆柱面上一点绕圆柱的轴线作等速旋转运动的同时又沿一条直线作等速直线运动,这复合运动的轨迹就是螺旋线。 (2)螺纹的结构:螺纹的凸起部分称为牙顶,沟槽部分称为牙底。为了螺纹在安装时,防止端部损坏,在螺纹的起始处加工成锥形的倒角或球形的倒圆。在螺纹的结束处有收尾或退刀槽。 2.螺纹的结构要素 (1)牙型:由三角形。梯形、锯齿形和方形等。 (2)公称直径:是代表螺纹的规格尺寸的直径,一般是指螺纹的大径。用d(外螺纹)或D(内螺纹)表示。 (3)线数:螺纹有单线和多线之分,沿一条螺旋线形成的螺纹,称为单线螺纹;沿两条或两条以上螺旋线所形成的螺纹称为多线螺纹。用n表示。 (4)螺距和导程:螺问相邻两牙在中径线上对应两点间的轴向距离,称为螺距,用p表示。同一条螺旋线上的相邻两牙在中径线上对应两点间的轴向距离,称为导程,用s表示。对于单线螺纹,导程与螺距相等,即s=p。多线螺纹s=n×p. (5)旋向:螺纹的旋向有左旋和右旋之分。顺时针旋转时旋入的螺纹是右旋螺纹;逆时针旋转时旋入的螺纹是左旋螺纹。 内、外螺纹连接时,以上要素须相同,才可旋合在一起。 螺纹的三要素:牙型、直径和螺距是决定螺纹最基本的要素。三要素符合国家标准的称为标准螺纹;牙型符合标准,而直径或螺距不符合标准的,称为特殊螺纹,牙型不符合标准的,如方牙螺纹,称为非标准螺纹。