焊接作业指导书概论
施工组织设计
批准:
审核:
编制:
2003年5月
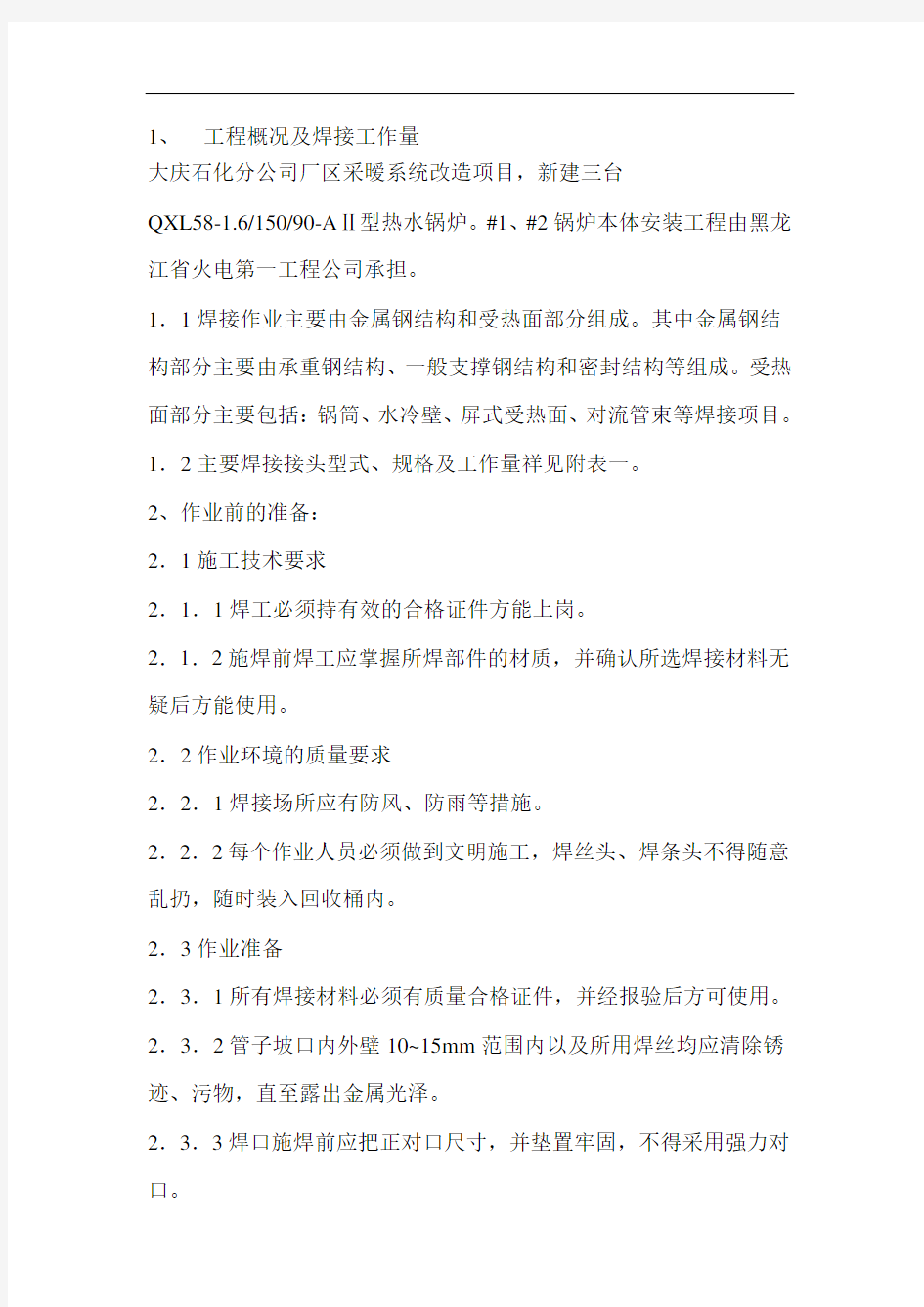
1、工程概况及焊接工作量
大庆石化分公司厂区采暧系统改造项目,新建三台
QXL58-1.6/150/90-AⅡ型热水锅炉。#1、#2锅炉本体安装工程由黑龙江省火电第一工程公司承担。
1.1焊接作业主要由金属钢结构和受热面部分组成。其中金属钢结构部分主要由承重钢结构、一般支撑钢结构和密封结构等组成。受热面部分主要包括:锅筒、水冷壁、屏式受热面、对流管束等焊接项目。1.2主要焊接接头型式、规格及工作量祥见附表一。
2、作业前的准备:
2.1施工技术要求
2.1.1焊工必须持有效的合格证件方能上岗。
2.1.2施焊前焊工应掌握所焊部件的材质,并确认所选焊接材料无疑后方能使用。
2.2作业环境的质量要求
2.2.1焊接场所应有防风、防雨等措施。
2.2.2每个作业人员必须做到文明施工,焊丝头、焊条头不得随意乱扔,随时装入回收桶内。
2.3作业准备
2.3.1所有焊接材料必须有质量合格证件,并经报验后方可使用。2.3.2管子坡口内外壁10~15mm范围内以及所用焊丝均应清除锈迹、污物,直至露出金属光泽。
2.3.3焊口施焊前应把正对口尺寸,并垫置牢固,不得采用强力对口。
2.3.4钨极氩弧焊采用的电极应为铈钨棒,钨棒端头6~10mm范围内应磨成圆锥型,安装时应使钨棒处于喷嘴中心位置,不得偏斜。钨棒伸出端面长度为6~10mm。
2.3.5所用氩气纯度不应低于99.95%。
2.3.6作业前应检查所使用的工具是否完好,如:流量表、软管等。2.3.7严禁在管子表面引弧、试验电流及焊接临时支撑物。2.3.8严禁在焊口间隙内加填塞物。
2.3.9管子对口时内外壁应齐平,如有错口其错口值不得超过壁厚的10%,且不大于1mm。对口间隙为2~3mm。
2.3.10承重钢结构焊接前应将焊缝表面锈、油漆等打磨干净,焊缝内不许加填塞物。
2.4施焊前应进行技术交底,焊工应在交底后方可施焊。
3、作业主要方法及作业程序
3.1手工钨极氩弧焊应采用直流正接,电流为80~120A。
3.2点固焊时应检查各个焊点的质量,如有缺陷应立即清除并重新点焊。点焊长度一般为15~20mm、高度为2~3mm。
3.3引弧应为短路引弧,并应在坡口内进行。
3.4开始焊接时应先用电弧加热母材,当呈现熔池时应立即填加焊丝。为防止产生裂纹,焊接开始时焊接速度不宜太快。
3.5焊丝速度必须与焊枪运动速度相适应,焊丝融化时不能离开氩气保护区,以避免高温氧化影响焊接质量。
3.6氩弧焊收弧时,焊接速度应减慢,并增加焊丝的填充量,待熔
池填满后不再填丝,应立即将电弧引至坡口边缘,然后快速熄弧。3.7氩弧焊应一次完成,中途不得停止。焊接过程中如发现裂纹、气孔或其它焊接缺陷时,应将其彻底铲除后再继续施焊,不利用重复融化方法来消除缺陷。
3.8氩弧打底焊完成后检查焊接质量,合格后应及时进行次层焊缝焊接,以防止产生裂纹。打底焊缝厚度为2~3mm
3.9次层焊缝接头起点和结尾应与打底层的焊接起点和结尾错开。3.10施焊过程中应注意接头和收弧的质量,接头处应用机械方法将起焊点修成坡形,发现弧坑、裂纹告示缺陷应及时清除。
3.11焊完一层后必须将焊道处理干净并经自检合格后方可进行次层焊接。
3.12焊缝与母材过渡应圆滑,防止咬边并保证外观尺寸。
3.13鳍片管排焊接时应先焊对口间隙较小的焊口。
3.14焊接完成后焊工应全面自检,合格后在焊口附近打上焊工钢印。3.15结构部分焊接要求:焊缝余高0~3mm,焊缝余高差〈3mm,每侧增宽≤2mm,咬边深度≯0.5mm,不允许有气孔、夹渣、裂纹、未融合等缺陷。根部未焊透≯10%,总长度≯全长的10%。焊缝尺寸应满足图纸规定的尺寸。
3.2作业程序:
准备→坡口清理→对口→对口校核→点固→氩弧焊打底→清理→检
查→第一次填充→检查清理→次层填充→检查清理→到整个焊口完
成→焊口综合性探伤
4、作业的质量要求
4.1目标:
a.无损探伤一次合格率≥98%
b.分项工程焊接质量优良率≥92%
c.水压及试运期间焊口不漏。
4.2外观检查:焊工自检100%;复检25~100%;专检5~50%。所有焊口要求焊缝不低于母材最大加强高,平焊0~2mm,其它位置≯
3mm,要求焊波平整,焊缝宽窄均匀,收弧无弧坑,接头无突起,两侧不咬边。自检合格后打上焊工钢印代号并填好自检记录。
4.3无损检验:
4.3.1对接接头采用RT检验,检验比例为2~5%,插接及骑座式接头采用MT检验,检验比例为25%。
4.3.2外观检查合格的焊口及时进行焊口编号,并填写检验委托单。4.3.3抽检有不合格焊口时,应及时进行返修,并及时进行双倍检验。
4.4作业的质量标准:
a.《电力建设施工及验收技术规范》DL5007-92火力发电厂焊接篇b.《火电施工质量及评定标准》焊接篇
5.施工安全技术措施
5.1进入现场必须带安全帽。穿戴绝缘鞋、皮手套、工作服及必要的防护设备。
5.2焊接工作场所必须有良好的通风和照明。
5.3严禁在带电、带压、带油(易燃气体)的部件上从事焊接工作。5.4在进行焊接、切割时,必须经常检查周围的安全状态,采取必要措施,杜绝一切不安全因素。
5.5在进行焊接、切割时,应采取防止触电、爆炸、火灾、中毒、灼伤等事故的发生。
5.6高空作业必须扎安全带,并应挂在上方牢固可靠处。
5.7高空作业应设符合安全要求的平台、走道。不得随身带着电焊导线从高处跨越,应切断电源用绳索提吊。
5.8在高处进行电焊工作时,宜设专人拉合闸和调解电流工作。5.9电焊机外壳必须接地良好,接地电阻不超过4Ω,焊机的裸露导电部分应有保护罩。电焊机设单独开关,且应放在防雨的开关箱内。5.10电焊钳与电焊导线应接触良好,不得用吊车轨道,电缆外壳等做接地线,地线应连接牢固。
5.11焊接设备应经常维护、保养,使用前确认无异常情况方可合闸使用,发现异常现象应及时通知有关部门检修。
5.12焊机禁止露天放置,应有遮棚,防雨雪侵袭。
5.13实行“焊条头回收”管理办法,防止焊条乱扔乱放,做到焊接施工场所干净整洁。焊接任务完成后,必须切断电源,收好工具,做到工完、料尽、场地清。
焊接工艺卡
焊接工艺卡
焊接工艺卡