轴加工工艺过程
轴加工工艺过程
2
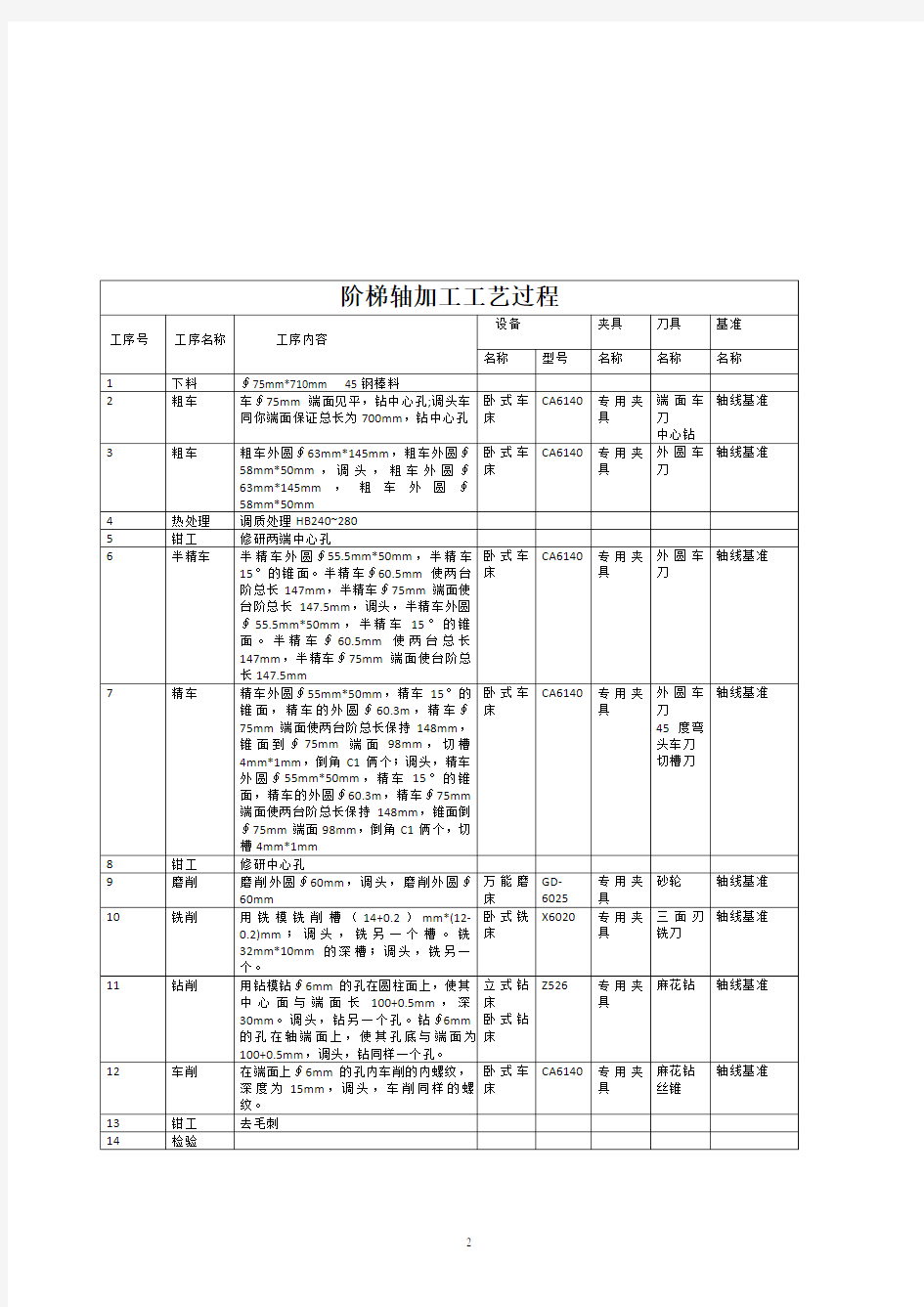
传动轴加工工艺过程卡片(1)
- 轴工艺过程卡 第三小组 班级:机制16-1班 组长:彭志伟 成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新 时间:2017.9.29 - 2017.10.10
机械加工工序卡片
机械加工工序卡片
标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片 机械加工工序卡片产品型号零件图号3 产品名称传动轴零件名称共12页第3页间工序号工序名称材料牌号 金工3粗车45钢 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ42mm x140.2mm1 设备名称设备型号设备编号同时加工件数 C61401 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm机动辅助 1粗车外圆Φ55.4mm→φ43.8mm, φ43.8mm→φ41.8mm 90°外圆车刀、顶尖0.50.3/0.53
2粗车外圆φ41.8mm→φ37.8mm, Φ37.8mm→φ31.8mm 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片 机械加工工序卡片产品型号零件图号4 产品名称传动轴零件名称共12页第4页间工序号工序名称材料牌号 金工4粗车45钢 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ42mm x140.2mm1 设备名称设备型号设备编号同时加工件数 C61401 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称 工序工时/s 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时
加工工艺过程卡片及工序卡
湖南科技大学机械加工工艺过程卡片产品型号零件图号 产品名称变速箱零件名称变速箱下盖共 3 页第 1 页材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备 工时 准终单件 01 铸造金属型铸造毛坯 02 回火热处理 03 探伤检验 04 表面喷丸处理 10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 面铣刀、游标卡尺 20 粗铣以箱体结合面为基准,粗铣顶面X7010面铣刀、游标卡尺 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8组合钻床麻花钻、铰刀、卡尺、塞规40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床面铣刀、游标卡尺 50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床面铣刀、游标卡尺 60 半精铣以顶面为基准,半精铣箱体结合面X7010 面铣刀、游标卡尺 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床面铣刀、游标卡尺 80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床面铣刀、游标卡尺 90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 面铣刀、游标卡尺100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 立铣刀、游标卡尺110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010 面铣刀、游标卡尺 120 钻顶面孔 以结合面为基准,用心轴穿过φ110,钻14-φ18组装孔;钻顶 面螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔 组合钻床麻花钻、卡尺、塞规 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 1 / 26
车床传动轴机械加工工艺过程设计
车床传动轴机械加工工艺过程设计 院系名称 班级 学生姓名 学号 指导老师
1.问题提出: 零件的几何精度直接影响零件的使用性能,而机械加工工艺过程制定的是否合理将直接影响零件的加工精度。针对车床传动轴,应用所学的机械制造基础知识进行一次加机械工工艺过程设计的综合性工程应用训练。 2.专题研究的目的: 1、掌握零件主要部分技术要求的分析方法; 2、掌握零件材料的选择方法和确定毛坯的制备方法及工艺; 3、掌握工艺分析方法; 4、掌握定位基准的选择方法; 5、掌握制定出合理的零件加工顺序的原则和方法; 7、掌握制定出合理的零件加工路线的方法。 3.研究内容: 图1所示为车床的传动轴,轴上开有键槽用来安装齿轮以传递运动和动力,两端是安装滚动轴承的支承轴颈。完成该传动轴零件的机械加工工艺过程设计。工艺设计的具体内容包括: 一、进行零件主要部分的技术要求分析研究; 1、本零件是传动轴,传动过程中只传递转矩而不承受弯矩,可以通过热处理方法提高轴的耐磨性和抗疲劳强度。 2、此传动轴的形状简单,属于对称零件,同时阶梯轴很少,而且各段直径相差不太大。 3、轴上需磨削的轴段都设计出了砂轮越程槽,而且砂轮越程槽都是统一大小的。 4、传动轴上的各个键槽开在同一母线的位置上,便于加工。键槽和齿轮通过与键配合,实现动力的传递。 5、轴端设有倒角,以便于装配,并且轴肩高度不妨碍零件的拆卸。 6、此传动轴设计成两端小中间大的形状,便于零件从两端装拆。
7、Φ17圆柱表面为支撑轴颈与滚动轴承相配合,对其要求圆柱度公差则可控制横剖面和轴剖面内的各种形状误差。 8、Φ24圆柱面要与齿轮配合,为保证其平稳性和减少噪音,对其表面有径向全跳动的要求。 9、Φ24和Φ32轴段处的轴肩用于定位,防止其端面圆跳动产生偏心。 10、轴上键槽有对称度要求,一般来说键槽都有对成度公差。 二、确定传动轴的材料、毛坯的制备方法及工艺、热处理工艺; 1、选用材料为45钢,由于此车床传动轴是一般的阶梯轴,并且各阶梯的直径相差小,则可以直接以热轧圆柱棒料做毛坯。 2、选用调质和表面淬火的热处理工艺。 三、进行加工工艺分析; 1、传动轴大多是回转表面,主要是采用车削和外圆磨削。由于该轴主要 2、该传动轴加工划分为三个加工阶段,粗车,半精车,粗精磨各处外圆。各加工阶段大致以热处理和铣键槽为界。 四、确定定位基准; 此传动轴是精度要求高的轴类零件,因此先以毛坯外圆为粗基准,加工两端面及中心孔,再以中心孔定位完成各表面的粗加工;精加工开始先再修整中心孔,以提高轴在精加工时的定位精度,再以中心孔为精基准加工外圆。 五、制定传动轴的加工顺序; 1、外圆表面加工顺序应为,先加工大直径外圆,然后再加工小直径外圆,以 2、轴上的键槽等表面的加工应在外圆精车或粗磨之后,精磨外圆之前。 3、为了改善工件材料的力学性质而进行的热处理工艺调质、表面淬火通常安排在粗加工之后、加工之前进行。 六、制定传动轴的加工路线; 车端面和钻中心孔—粗车—半精车—调质—表面淬火—粗磨—铣键槽—精磨外圆—去毛刺 车床传动轴的机械加工工艺路线
传动轴加工工艺设计
机械制造工艺学课程设计 --传动轴加工工艺设计 班级: 指导老师: 组员:
传动轴机械加工工艺 轴类零件是常见的典型零件之一。按轴类零件结构形式不同,一般可分为光轴、阶梯轴和异形轴三类;或分为实心轴、空心轴等。它们在机器中用来支承齿轮、带轮等传动零件,以传递转矩或运动。 台阶轴的加工工艺较为典型,反映了轴类零件加工的大部分内容与基本规律。下面就以减速箱中的传动轴为例,介绍一般台阶轴的加工工艺。 1.零件图样分析
图A-1 图A-1所示零件是减速器中的传动轴。它属于台阶轴类零件,由圆柱面、轴肩、螺纹、螺尾退刀槽、砂轮越程槽和键槽等组成。轴肩一般用来确定安装在轴上零件的轴向位置,各环槽的作用是使零件装配时有
一个正确的位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。 根据工作性能与条件,该传动轴图样(图A-1)规定了主要轴颈M,N,外圆P、Q以及轴肩G、H、I有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。这些技术要求必须在加工中给予保证。因此,该传动轴的关键工序是轴颈M、N和外圆P、Q的加工。 毛坯图 2.确定毛坯 该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。
本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢60mm的热轧圆钢作毛坯。 3.确定主要表面的加工方法 传动轴大都是回转表面,主要采用车削与外圆磨削成形。由于该传动轴的主要表面M、N、P、Q的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。外圆表面的加工方案(参考表A-3)可为: 粗车→半精车→磨削。
轴加工工艺
车床传动轴机械加工工艺过程设计 (机电09级) 1.问题提出 零件的几何精度直接影响零件的使用性能,而机械加工工艺过程制定的是否合理将直接影响零件的加工精度。针对车床传动轴,应用所学的机械制造基础知识进行一次加机械工工艺过程设计的综合性工程应用训练。 2.专题研究的目的 (1)掌握零件主要部分技术要求的分析方法; (2)掌握零件材料的选择方法和确定毛坯的制备方法及工艺; (3)掌握工艺分析方法; (4)掌握定位基准的选择方法; (5)掌握制定出合理的零件加工顺序的原则和方法; (6)掌握制定出合理的零件加工路线的方法。 3.研究内容 图1所示为车床的传动轴,轴上开有键槽用来安装齿轮以传递运动和动力,两端是安装滚动轴承的支承轴颈。完成该传动轴零件的机械加工工艺过程设计。 工艺设计的具体内容包括: (1)进行零件主要部分的技术要求分析研究; (2)确定传动轴的材料、毛坯的制备方法及工艺、热处理工艺; 1
(3)进行加工工艺分析; (4)确定定位基准; (5)制定传动轴的加工顺序; (6)制定传动轴的加工路线; 4.设计过程 4.1轴上各部分的作用及技术要求分析 (1)车床传动轴链接于电机与主轴箱车轮间,用于传动。因此,作为传递力矩的关键零件,为保证力矩传送的平稳性,要求传动轴整体有较高的同轴度。 (2)两端的圆柱面与轴承内圈配合,要求较高。要求与其配合件之间配合性质稳定、可靠,故表面粗糙度的数值应取较小值,同时该数值还应和尺寸公差相协调,采取Ra值不大于1.6um。 2
(3)轴肩为了便于轴与轴上零件的装配,是止推面,起定位作用。轴肩表面既不是配合面,与相连的零件也没有相对运动,从加工经济性角度出发,选取Ra值不大于3.2um。 (4)键槽通过与键配合实现扭矩的传递,保证连接可靠。键槽侧面是键的配合表面,底面为非配合表面。根据普通平键国家标准,对侧面选取Ra值不大于3.2um,底面选取Ra值不大于6.3um。 (5)越沉槽与退刀槽为工艺设计。其表面为非工作表面,从经济性和外表美观出发,选取Ra值不大于12.5um,并以“其余”要求标注在图样中。 4.2传动轴的材料、毛坯的制备方法及工艺、热处理工艺 (1)选用45#钢,由于此车床传动轴是一般的阶梯轴,并且各阶梯的直径相差较小,所以可以直接以热轧圆柱棒做毛坯。 (2)热处理工艺 调质处理和表面淬火 4.3加工工艺分析 4.4定位基准 因为传动轴是精度要求较高的轴类零件,因此先以毛坯外圆为粗基准,加工两端面及中心孔,再以中心孔定位完成各表面的粗加工;精加工开始先修整断面再修整中心孔,以提高轴在精加工时的定位精度,再以中心孔为精基准加工外圆。 4.5传动轴的加工顺序 (1)加工外圆表面时,应先加工大直径外圆,再加工小直径外圆,以避免降低工件的刚度。 3
传动轴轴的加工工艺规程的设计
传动轴轴的加工工艺规程 的设计 The Standardization Office was revised on the afternoon of December 13, 2020
承德石油高等专科学校机械工程系 机械加工工艺规程编制工程实践报告 姓名:高武梁 专业班级:机械制造与自动化1005 学号: 35 机械工程系
2012年5月10日 绪论 所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。 制订机械加工工艺规程的原则是:在一定的生产条件下,在保证质量和生产进度的前提下,能获得最好的经济效益。制订工艺规程时,应注意以下三方面的问题: 1、技术上的先进性 2、经济上的合理性3、有良的劳动条件,避免环境污染 本机械加工工艺规程的编制通过传动轴零件图的分析,确定了该零件的毛坯材料及尺寸规格;通过对零件的加工工艺分析,确定了该零件的加工工艺路线,编写了详细的机械加工工艺文件:工艺过程卡片和工序卡片。 关键字:传动轴、零件、刚度、强度、表面法兰
ABSTRACT The so-called mechanical processing procedure, it is to point to provisions products or components in machining technology process and operation method of process documents. The size of the production, process of level and process problems to solve all the methods and means of the machining process planning to reflect. Therefore, the machining process planning design is a very important and very serious work. Make the machining process planning principle is: in certain production conditions, the quantity and the guarantee production progress, under the premise of the best economic benefit. Develop technical process, we should pay attention to the following three problems: 1, technical advanced 2, economic rationality 3, have good working conditions, and avoid the pollution of the environment This mechanical processing procedure of transmission shaft parts through the analysis of the graph, determine the components of the blank material and size; Through the analysis of the technology of parts processing, to determine the parts processing process route, write detailed machining process documents: process card and process card.
传动轴加工工艺过程卡片
如文档对你有用,请下载支持! 轴工艺过程卡 第三小组 班级:机制16-1班 组长:彭志伟 成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新 时间:2017.9.29 - 2017.10.10
如文档对你有用,请下载支持! 机械加工工艺过程卡片 产品型号 零件图号 产品名称 传动轴 零件名称 材料牌号 45钢 毛坯外形尺寸 199.3m m ×?55.4mm 每件毛坯可制件数 1 每台 件数 1 工序号 工序名称 工序内容 车间 附图 设备 工艺装备 加工示意图 1 下料 Φ55.4mm x 199.3mm ,45钢 金工 2 铣端面 右铣端面3.3mm ,钻中心孔; 金工 C6140 90°外圆车刀、游标卡尺、顶尖、中心钻 3 粗车 车φ55.4mm →φ43.8mm ; 车Φ43.8mm →φ41.8mm ; 车φ41.8mm →φ37.8mm ; 车φ37.8mm →φ31.8mm 金工 C6140 90°外圆车刀、游标卡尺、顶 尖 4 半精车 车φ43.8mm →φ42.4mm ; 车φ41.8mm →φ40.4mm ; 车φ37.8mm →φ36.4mm ; 车φ31.8mm →φ30.4mm 金工 C6140 90°外圆车刀、游标卡尺、顶 尖 粗车 调头,车φ55.4mm →φ53.4mm ; 车φ45.8mm →φ41.8mm 金工 C6140 90°外圆车刀、游标卡尺、顶 尖 半精车 车φ41.8mm →φ40.4mm ; 车φ53.4mm →φ52mm 金工 C6140 90°外圆车刀、游标卡尺、顶 尖 8 倒角 倒两端及φ52mm 上左端的角1.5x45°,其余圆 角使用滚压方法倒角 金工 C6140 45°左偏刀、顶尖 铣键槽 沟槽2x0.3mm 金工 X6132 直柄键槽铣刀、游标卡尺 热处理 正火 金工 粗磨 磨φ42.4mm →φ42.15mm ; 磨φ40.4mm →φ40.15mm ; 磨φ36.4mm →φ36.15mm ; 磨φ30.4mm →φ30.15mm 金工 M1432 砂轮、顶尖、千分尺 精磨 磨Φ42.15mm →φ42mm ; 磨Φ40.15mm →φ40mm ; 磨φ36.15mm →φ36mm ; 磨φ30.15mm →φ 30mm 金工 M1432 砂轮、顶尖、千分尺 11 热处理 调质处理,硬度为217-225HBS 金工 16 检验 质检室 游标卡尺、千分尺 17 钳工 去毛刺、清洗 金工 锉刀 18 入库 涂防锈油
电机制造工艺流程
电机生产工艺简述及工艺流程图 电机制造是整个机器制造业中的一个重要部门,电机除了具有和一般机器类似的结构部分之外,还具有特殊的导电、导磁和绝缘部分,因此,在电机制造的工艺过程中,除了具有一般机械制造中所共有的锻、铸、焊、金工加工和装配之外,还有电机制造所特有的工艺,如铁心的冲制和压装、换向器的制造以及绕组的制造(绕线、成形、绝缘、嵌线、浸漆和烘干)等. 在电机制造业中,为了完成这些特殊的工艺过程,除了金属切削机床以外,还要具备大量的非标设备(专用设备),例如铁心冲片涂漆和干燥(或铁心冲片的氧化处理)所用的专用设备;转子铸铝所用的熔铝炉、预热炉及压铸机(或离心铸铝机)、转子铜条(鼠龙结构)中频焊机;防爆电机壳体(即型腔)耐压试验设备;绕组制造中所用的绕线机、胀形机、包绝缘机、浸渍、烘干设备等,这些设备的制造质量和操作工艺过程的工作质量对电机的性能及工作的可靠性有着很大的影响. 不但电机制造工艺具有多样性,而且所使用材料的种类也多样化,电机制造中不但要用到一般的金属材料,还要用到有色金属及其合金,以及各种绝缘材料. 根据电机结构以及零部件的种类,可分为如下制造工艺过程: 1电机零部件的金工加工: 1.1转轴和转子的加工 1.2端盖、油盖、出线盒的加工
1.3机座的加工 2定子、转子铁心制造 2.1铁心冲片的冲制加工 2.2冲片的绝缘处理 2.3铁心的压装制造 3电机的绕组制造 3.1散嵌绕组的制造 3.2绕组的绝缘处理 3.3高压定子绕组的制造 3.4绕线转子绕组的制造 4笼型转子制造 4.1离心铸铝 4.2压力铸铝 4.3铜端环与铜导条的中频焊接(或钎焊) 5电机装配 5.1转子铁心与转轴装配及动平衡 5.2轴承装配 5.3定子装配 5.4电机的检验试验 电机制造的另一个特点则是品种、规格多;电机的容量、电压、转速、几何尺寸等变化范围很大,其用途、安装方式、冷却方式、防护形式多种
高压电机转子轴加工过程
2012.11.6日入厂YRKK450-6/400KW电机,震动大,定转子扫堂。拆机检查:检查前端盖轴承室大0.1mm,转子轴承位没事.考虑仅仅因为轴承室大0.1mm不可能造成扫堂。把转子放在平衡机上打表测量,轴头跳动+33丝,后风扇位-28丝,轴两头拧。但是没看见裂痕。决定把前后轴都补起来,车床加工使之同心,解决扫堂问题.放在车床加工转动,发现了铁芯里面轴裂了。厂家同意换轴。 转子轴是6块Q235筋板焊接在45号钢轴上。具体加工工艺如下: 1.进50*70*720筋板6块,材料是Q235,Φ180*2530圆钢一根材料为45号钢(本来想用35号钢,没买着) 2.把轴外圆粗加工到原电机轴Φ176上。6块筋板在铣床上铣10*10倒角,并铣平地面。确定好筋板在轴上的位置。把6块筋板6等分预先点焊在轴上。焊接前,把轴和焊条都放置在烘房中加热到200度以上(最好是300-350度,烘房温度达不到)。要烘透。注意:不可用氧-乙炔焰烘烤,否则因坡口表面氧化和加热不均而影响焊接质量。焊接时不要停,有裂纹也不用管,一次焊完,随着温度增到自然就好了,焊条选用J506或J507,这次使用二保焊,焊丝是ER50-6。 3.原转子轴上,装铁芯的筋板,有一头有一个挡风板,一开始都认为是为了加固筋板用的,据听说有这样的电机,两面排风。退火回来后又补焊上。以后记住原来有什么就给人家做上什么,不管他有用没用。免得以后麻烦。 5.转子轴消除内应力.最好用井式炉,井式炉没找到,用箱式炉,把轴垫平。还行。 去应力退火工艺要求如下: ① 1.开炉(盖盖)后,慢慢升温,2h内,升温到400℃以下;2h后,以每小时100℃的速度,加热到600℃~650℃,并保持炉内在加热过程中,各区的温度差不大于20℃。 ② 2.加热到600℃~650℃,在炉内进行保温,保温时间4-6小时。然后,在关闭的炉中,以50℃/小时的冷速,冷却到200℃以下时,将退火件从炉中移出,置于静止的空气中到室温。冷却到室温。
加工工艺过程卡片及工序卡课件资料
材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数 1 每台件数 1 备注 工序号工序名称工序内容车 间 工 段 设备工艺装备 工时 准终单件 01 铸造金属型铸造毛坯 02 回火热处理 03 探伤检验 04 表面喷丸处理 10 粗铣以顶面为粗基准,粗铣箱体结合面X7010 面铣刀、游标卡尺 20 粗铣以箱体结合面为基准,粗铣顶面X7010面铣刀、游标卡尺 30 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8组合钻床麻花钻、铰刀、卡尺、塞规40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床面铣刀、游标卡尺 50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床面铣刀、游标卡尺 60 半精铣以顶面为基准,半精铣箱体结合面X7010 面铣刀、游标卡尺 70 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床面铣刀、游标卡尺 80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床面铣刀、游标卡尺 90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 面铣刀、游标卡尺100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 立铣刀、游标卡尺110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010 面铣刀、游标卡尺 120 钻顶面孔 以结合面为基准,用心轴穿过φ110,钻14-φ18组装孔;钻顶 面螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔 组合钻床麻花钻、卡尺、塞规 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
传动轴轴的加工工艺规程的设计
. . . .. 承德石油高等专科学校机械工程系 机械加工工艺规程编制工程实践报告 姓名:高武梁 专业班级:机械制造与自动化1005 学号: 35 机械工程系 2012年5月10日 . .
绪论 所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通过机械加工工艺规程来体现。因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。 制订机械加工工艺规程的原则是:在一定的生产条件下,在保证质量和生产进度的前提下,能获得最好的经济效益。制订工艺规程时,应注意以下三方面的问题: 1、技术上的先进性 2、经济上的合理性3、有良的劳动条件,避免环境污染 本机械加工工艺规程的编制通过传动轴零件图的分析,确定 了该零件的毛坯材料及尺寸规格;通过对零件的加工工艺分析, 确定了该零件的加工工艺路线,编写了详细的机械加工工艺文件: 工艺过程卡片和工序卡片。 关键字:传动轴、零件、刚度、强度、表面法兰
ABSTRACT The so-called mechanical processing procedure, it is to point to provisions products or components in machining technology process and operation method of process documents. The size of the production, process of level and process problems to solve all the methods and means of the machining process planning to reflect. Therefore, the machining process planning design is a very important and very serious work. Make the machining process planning principle is: in certain production conditions, the quantity and the guarantee production progress, under the premise of the best economic benefit. Develop technical process, we should pay attention to the following three problems: 1, technical advanced 2, economic rationality 3, have good working conditions, and avoid the pollution of the environment This mechanical processing procedure of transmission shaft parts through the analysis of the graph, determine the components of the blank material and size; Through the analysis of the technology of parts processing, to determine the parts processing process route, write detailed machining process documents: process card and process card. Key word: drive shaft, parts, stiffness, strength, surface flange
传动轴加工工艺过程卡片(1)
轴工艺过程卡 第三小组 班级:机制16-1班 组长:彭志伟 成员:彭志伟明健伟邓佳辉邓尧刘磊刘含新 时间:2017。9.29-2017、10.10
机械加工工序卡片 机械加工工序卡片
毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ55、4mm x199。3mm 1 1 设备名称设备型号设备编号同时加工件数 CA6136 1 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称工序工时/s 准终单件 90°外圆车刀、游标卡尺、顶尖、中 工步号工步内 容 工艺装备 主轴转速切削速度进给量切削深度 进给次数 工步工时 r/min m/min mm/r mm机动辅助 1 右铣端面3.3mm,钻中心孔 90°外圆车刀、中心钻、顶尖 12 2 0、9 2 设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片 机械加工工序卡片 产品型号零件图号 3 产品名称传动轴零件名称共12 页第 3 页 间工序号工序名称材料牌号 金工 3 粗车45钢 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ42mm x140、 2mm 1 设备名称设备型号设备编号同时加工件数
C6140 1 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称 工序工时 /s 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/minmm/r mm 机动辅助 1 粗车外圆Φ55。4mm→φ43。8mm, φ43、8mm→φ41.8mm 90°外圆车刀、顶尖 0.5 0。3/0、5 3 2粗车外圆φ41。8mm→φ37。8mm, Φ37。8mm→φ31.8mm 设计(日期) 校对(日期) 审核(日期) 标准化(日期) 会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期 机械加工工序卡片 机械加工工序卡片 产品型号零件图号 4 产品名称传动轴零件名称共12 页第 4 页 间工序号工序名称材料牌号 金工 4 粗车45钢 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 Φ42mm x140。 2mm 1 设备名称设备型号设备编号同时加工件数 C6140 1 夹具编号夹具名称切削液 铣床,分度头 工位器具编号工位器具名称工序工时/s
机械加工工艺过程卡片及工序卡片
职业技术师范学院机械加工工艺过程卡片产品型号HK-KIH201455 零件图号4059 资料编号227 产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页材料牌号405514 毛坯种类45钢毛坯外形尺寸Φ250*60mm 每毛坯件数 1 每台件数 工序号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1 粗铣两端面 1 立式铣床立式铣床、专用夹具 2 粗精铣顶面、底面、内阶梯面、外阶梯端面 2 数控铣床数控铣床、专用夹具 3 粗镗内环6-φ35通孔、10-M6均布孔、6-M6-7H均布孔 1 坐标镗床卧式镗床、专用夹具 4 钻顶面2-φ8锥销孔 1 摇臂钻床摇臂钻床、专用夹具 5 攻内外阶梯面10-M6均布孔、6-M6-7H均布孔、4-M6-7H孔螺纹 1 组合机床组合机床、专用夹具 6 各锐边倒角 2 卧式车床普通车床、专用夹具 8 清洗 3 清洗台自来水、专用防锈液 9 检验 3 检验平台通用量具 设计(日期)校对(日期)审核(日期)标准化(日期) 2016/6/17 2016/6/25 标记处数签字日期标记处数更改文件号签字日期 职业技术师范学院机械加工工序卡片产品型号零件图号4059
产品名称分度齿盘零件名称分度齿盘座共 1 页第 1 页车间工序号工序名称材料牌号 1 01 粗铣毛坯上下端面45钢 毛坯种 类 毛坯外形尺寸每毛坯可制件数每台件数45号钢Φ255*65mm 1 1 设备名称设备型号设备编号同时加工件数 立式铣床 1 夹具编号夹具名称切削液 普通夹具无 工位器具编号工位器具名称 工序工时(分) 准终单件 125*0.02游标卡尺 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm 机动辅助 1 粗铣顶面立式铣床、游标卡尺710 186 1 3 1 0.7 0.2 2 粗铣底面立式铣床、游标卡尺710 186 1 3 1 0.7 0.2 3 设计(日期) 校对(日 期) 审核(日期)标准化(日期)会签(日期) 职业技术师范学院机械加工工序卡片产品型号零件图号4059
传动轴加工工艺及技术要求
传动轴加工工艺及技术要求 导读:我根据大家的需要整理了一份关于《传动轴加工工艺及技术要求》的内容,具体内容:机械设备的运转离不开传动轴,想要能力提高更深一层,不妨了解传动轴的加工工艺过程和技术要求。以下是我为你整理推荐,希望你喜欢。传动轴加工工艺1,首先锻件毛坯两端钻中心... 机械设备的运转离不开传动轴,想要能力提高更深一层,不妨了解传动轴的加工工艺过程和技术要求。以下是我为你整理推荐,希望你喜欢。 传动轴加工工艺 1,首先锻件毛坯两端钻中心孔,粗车外圆几大档台阶; 2,进行调质; 3,半精车各档台阶,外圆和长度放余量,然后搭中心架车对总长; 4,中心架上钻轴内通孔; 5,搪两端锥孔,两端镶闷头,钻中心孔,为磨削做准备; 6,精车各档外圆及台阶平面,放磨削余量,并且车外圆上各槽,倒角; 7,磨削各档外圆及台阶平面到尺寸; 8,装配后在本车床上加工各螺纹. 传动轴加工技术要求 (一)尺寸精度 起支承作用的轴颈为了确定轴的位置,通常对其尺寸精度要求较高 (IT5~IT7)。装配传动件的轴颈尺寸精度一般要求较低(IT6~IT9)。 (二)几何形状精度
轴类零件的几何形状精度主要是指轴颈、外锥面、莫氏锥孔等的圆度、圆柱度等,一般应将其公差限制在尺寸公差范围内。对精度要求较高的内外圆表面,应在图纸上标注其允许偏差。 (三)相互位置精度 轴类零件的位置精度要求主要是由轴在机械中的位置和功用决定的。通常应保证装配传动件的轴颈对支承轴颈的同轴度要求,否则会影响传动件(齿轮等)的传动精度,并产生噪声。普通精度的轴,其配合轴段对支承轴颈的径向跳动一般为0.01~0.03mm,高精度轴(如主轴)通常为 0.001~0.005mm。 (四)表面粗糙度 一般与传动件相配合的轴径表面粗糙度为Ra2.5~0.63m,与轴承相配合的支承轴径的表面粗糙度为Ra0.63~0.16m。 轴类零件的毛坯和材料 (一)轴类零件的毛坯 轴类零件可根据使用要求、生产类型、设备条件及结构,选用棒料、锻件等毛坯形式。对于外圆直径相差不大的轴,一般以棒料为主;而对于外圆直径相差大的阶梯轴或重要的轴,常选用锻件,这样既节约材料又减少机械加工的工作量,还可改善机械性能。 根据生产规模的不同,毛坯的锻造方式有自由锻和模锻两种。中小批生产多采用自由锻,大批大量生产时采用模锻。 (二)轴类零件的材料 轴类零件应根据不同的工作条件和使用要求选用不同的材料并采用不
传动轴机械加工工艺说明书
传动轴机械加工工艺说明书 湖南科技大学 机械制造基础课程设计 传动轴机械加工工艺规程设计 说明书 成绩: 指导老师:周知进设计人:岳金龙 专业及班级:08级材料成型及控制工程二班学号:0803040229 时间: 20XX年12月13日—12月25日 湖南科技大学 课程设计报告 课程设计名称:传动轴机械加工工艺规程设计 学生姓名:岳金龙学院:机电工程学院 专业及班级: 08级材料成型及控制工程二班学号: 0803040229 指导教师:周知进 20XX年12月25日 摘要 所谓机械加工工艺规程,是指规定产品或零部件机械加工工艺过程和操作方法等的工艺文件。生产规模的大小、工艺水平的高低以及解决各种工艺问题的方法和手段都要通
过机械加工工艺规程来体现。因此,机械加工工艺规程的设计是一项十分重要而又非常严肃的工作。 制订机械加工工艺规程的原则是:在一定的生产条件下,在保证持量和生产进度的前提下,能获得最好的经济效益。制订工艺规程时,应注意以下三方面的问题: 1、技术上的先进性 2、经济上的合理性 3、有良的劳动条件,避免环境污染 机械制造课程设计的目的 通过机械制造技术基础课程设计使我们在学习机械制造技术基础和进行了校内的生产实习之后获得综合运用过去所学过的全部课程进行工艺及结构设计的基本能力。同时,课程设计也是为了毕业设计进行一次综合训练和准备。机械制造技术基础的课程设计可以使我们在下述三方面得到锻炼: 1.能把机械制造技术基础课程中的基本理论和在校内生产实习中学到的实践知识有机的相结合,从而解决零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸确定等问题,从而确保零件的加工质量。 2.提高我们的机械结构设计能力。通过针对某一典型零件的夹具的设计,从而使我们能够通过所给出的被加工零件的加工要求,设计出高效率、低成本、装夹简单、省力、省时而能保证加工质量的夹具的能力。
机械加工工艺过程卡片 - 输出轴
中北大学机械加工工艺过程卡片 产品型号零件图号 产品名称输出轴零件名称输出轴共10 页第 1 页材料牌号ZG45 毛坯种类铸铁毛坯外形尺寸每毛坯件数 1 每台件数备注 工序号工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 1 锻造锻造毛胚 2 热处理退火(消除内应力) 3 车粗车左端面钻中心孔,车各圆柱面留半精车、精车余量CA6140三爪卡盘 4 车粗、精车右端面CA6140三爪卡盘 5 车粗车φ176外圆柱面倒角CA6140三爪卡盘 6 热处理调质 7 车半精车左端各圆柱面到要求 CA6140三爪卡盘 8 车精车左端台阶到要求并倒角CA6140三爪卡盘 9 车钻φ50的底孔,扩φ80、φ104孔留镗孔余量CA6140三爪卡盘 10 镗镗φ80孔到要求,倒角CA6140三爪卡盘 11 车倒角CA6140三爪卡盘 12 铣铣φ50钻、扩、铰φ20到要求YB-211专用夹具 13 铣铣键槽C5116分度头 14 去毛刺去除全部毛刺钳工台 15 终检按零件图样要求全面检查 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 胡坤玮 标 记 处数更改文件号签字日期标记处数更改文件号签字日期
粗和半精车机械加工工序卡片产品型号零件图号 产品名称输出轴零件名称输出轴共10 页第 2 页 车间工序号工序名称材料牌号 10 粗半精车ZG45 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸铁 设备名称设备型号设备编号同时加工件数 CA6140 夹具编号夹具名称切削液 01 粗铣N面夹具 工位器具编号工位器具名称工序工时(分) 准终单件 工步号工步内容工艺装备主轴转速切削速度进给量切削深度 进给次数 工步工时r/min m/min mm/r mm 机动辅助 1 装夹 2 粗车左端面CA6140110 45.6 0.65 1.5 1 0.13 3 打中心孔CA6140110 45.6 1.3 1.5 1 0.13 4 粗车Φ75、Φ65、Φ60、Φ55CA6140110 45.60.6 5 1.5 1 0.13 5 6 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 胡坤玮
减速器传动轴加工工艺分析
减速器主动轴齿轮传统加工工艺分析报告单姓名工号组别 课程名称主动齿轮轴、圆柱齿轮工艺 分析 任务编号SK-CL-0402 撰写目的了解主动齿轮轴、圆柱齿轮传统加工工艺 附图(要求:用铅笔按比例绘制,图纸工整、清晰) 主动齿轮轴如下图: 一、零件图样分析 上图所示为减速器的传动轴。它属于台阶轴类零件,由齿轮、圆柱面、圆锥面、轴肩、螺纹、螺尾退刀槽和键槽等组成。轴肩一般用来确定安装在轴上零件的轴向位置,并使加工中磨削外圆或车螺纹时退刀方便;键槽用于安装键,以传递转矩;螺纹用于安装各种锁紧螺母和调整螺母。 根据工作性能与条件,该传动轴图样规定了主要轴颈¢12±0.0055两处、外圆¢10、轴肩¢14两处有较高的尺寸、位置精度和较小的表面粗糙度值,并有热处理要求。这些技术要求必须在加工中给予保证。因此,该传动轴的关键工序是两处轴颈¢12±0.005。 二、毛坯选择 该传动轴材料为45钢,因其属于一般传动轴,故选45钢可满足其要求。本例传动轴属于中、小传动轴,并且各外圆直径尺寸相差不大,故选择¢35mm 的热轧圆钢作毛坯。 三、选定设备 根据被加工零件的外形和材料等条件,选定数控车床为CK6140;根据机床说明书,其数控系统为FANUC,加工齿轮需用通用的滚齿机。 四、确定表面加工方法
传动轴大都是回转表面,主要采用车削与外圆磨削成形。由于该传动轴的主要表面¢12±0.005的公差等级(IT6)较高,表面粗糙度Ra值(Ra=0.8 um)较小,故车削后还需磨削。外表面加工方案可为:粗车—半精车—磨削 五、确定零件的定位基准和装夹方式 合理选择定位基准,对于保证零件的尺寸和位置精度有着决定性的作用。由于该传动轴的几个主要配合表面¢12±0.005、¢10及轴肩¢14面对基准轴线A-B均有径向圆跳动和端面圆跳动的要求,它又是实心轴,所以应选择坯件轴线和外圆为定位基准。左端采用三爪自定心卡盘加紧,以保证零件的技术要求。 粗基准采用热轨圆钢的毛坯外圆,先加工一个端面,车出一端外圆;然后以已车过的外圆作为精基准,车另一端面。注意齿轮需用滚齿机加工,故车齿轮外圆至尺寸要求¢30mm。 六、划分阶段 对精度要求较高的零件,其粗、精加工应分开,以保证零件的质量。该传动轴加工划分为三个阶段:粗车(粗车外圆),半精车(半精车各处外圆、台阶和及次要表面等),粗、精磨(粗、精磨各处外圆)。各阶段划分大致以热处理为界。 七、热处理工艺安排 轴的热处理要根据其材料和使用要求确定。对于传动轴,正火、调质和表面淬火用得较多。该轴要求调质处理,并安排在粗车各外圆之后,半精车各外圆之前。 八、确定加工工艺路线 下料→车两端面→粗车各外圆→调质→半精车各外圆,车槽,倒角→车螺纹→划键槽加工线→铣键槽→磨削→滚齿机加工齿轮→检验。 九、确定切削用量 (1)背吃刀量:粗车时,确定其背吃刀量为1mm左右;半精车是为0.5mm。(2)主轴转速 1)车直线轮廓时的主轴转速。参考表并根据实践经验确定其切削速度为90m/min;粗车时确定其主轴转速为800r/min,精车时确定主轴转速为1000r/min。编程中还可以对直线采用不同的主轴转速。 2)车螺纹时的主轴转速。主轴转速为320r/min。 (3)进给速度:粗车时,按式Vf=nf可选择Vf1=100mm/min;精车时,选择Vf2=50mm/min;短距离空行程的Vf3=300mm/min。 十、工艺卡片
传动轴加工工艺过程卡
分析轴类零件工艺,拟订加工工艺过程(工艺卡片),并解释相关尺寸公差、几何公差和表面粗糙度等。 1. Q 、H 、M 、I 、G 、P 、N 轴圆柱面的表面粗糙度Ra 值不允许大于0.8μm ,键槽的表面粗糙度Ra 值不允许大于3.2μm ,其余表面粗糙度Ra 值不允许大于6.3μm 。 2. 两端普通外螺纹M24x1.5-6g ,大经24,螺距1.5,公差带代号6g ; 3. Q 轴Φ30±0.0065,轴径30mm ,上偏差为+0.0065mm ,下偏差为-0.0065mm ,尺寸公差为0.013mm ; 4. M 轴Φ35±0.008、P 轴Φ46±0.008、N 轴Φ35±0.008的上偏差为+0.008mm ,下偏差为-0.008mm ,尺寸公差为0.016mm ; 5. 键槽0 036.0-8,槽长16mm ,槽宽8mm ,极限偏差为(0036.0-); 6. 键槽0 052.0-12,槽长36mm ,槽宽12mm ,极限偏差为(0052.0-); 7. Q 轴Φ30±0.0065圆柱面对两Φ35±0.008公共轴线的径向圆跳动公差为0.02mm ; 8. P 轴Φ46±0.008圆柱面对两Φ35±0.008公共轴线的径向圆跳动公差为0.02mm ; 9. M 轴Φ35±0.008左右端面对Φ35±0.008两公共轴线的端面圆跳动公差为0.02mm ; 10. Φ52轴左右端面对两Φ35±0.008公共轴线的端面圆跳动公差为0.02mm ; 11. 键槽0 036.0-8中心平面对两Φ35±0.008公共轴线的对称度公差为0.03mm 。 12. 键槽0052.0-12中心平面对两Φ35±0.008公共轴线的对称度公差为0.03mm 。 13. 3x1.5退刀槽,槽宽3mm ,槽深1.5mm ; 14. 3x0.5退刀槽,槽宽3mm ,槽深0.5mm ; 15. A 、B 为基准轴线; 16. 轴端加工45°倒角,便于装配。