砂带接头
砂带接头的要求
从材料力学分析危险截面的方法可知,对于一条环形砂带,接头部位是最薄弱的环节,它集中反映了砂带的主要缺陷;接头处常比其余部位厚些,这不仅影响砂带的柔性,而且增厚部位在接触轮或压磨板上引起冲击,使工件留下周期性的磨削振纹;如果接头处抗拉强度不够,有可能在加工时首先从此断裂;接头使用的粘结剂若对热及介质敏感,也可能因此失效而断裂。因此砂带接头必须具备下列性能:
1)高的抗撕裂性,即抗拉强度和抗剪切强度。
2)高的耐热及耐介质浸蚀能力。
3)接头处厚度和其余部位应相差不大,特别是细粒度的砂带应有更高的要求。
接头质量的评估主要有两项指际.即强度和厚度。接头强度主要取决于接头粘胶质量及接头工艺,同时受基材本身强度的影响。由于技术的发展,现在生产的布基砂带接头强度可以大于布基本身的强度;而纸基接头由于受纸基强度的影响可以达到与纸基本身强度大致相当的水准。接头厚度在保证接头强度的前提下,应尽量使之与磨具本身厚度趋向一致,这是砂带接头应遵循的原则。
接头方法与形式
常用接头方法
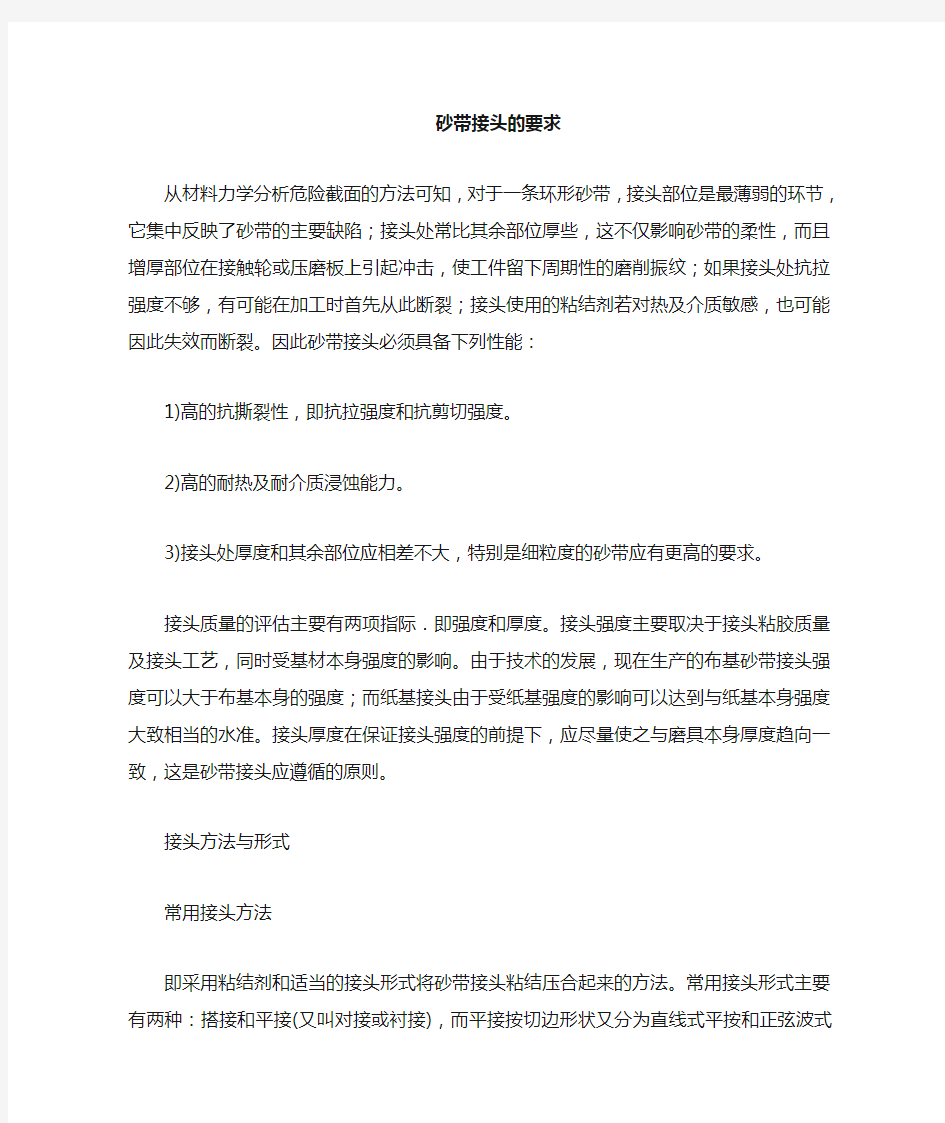
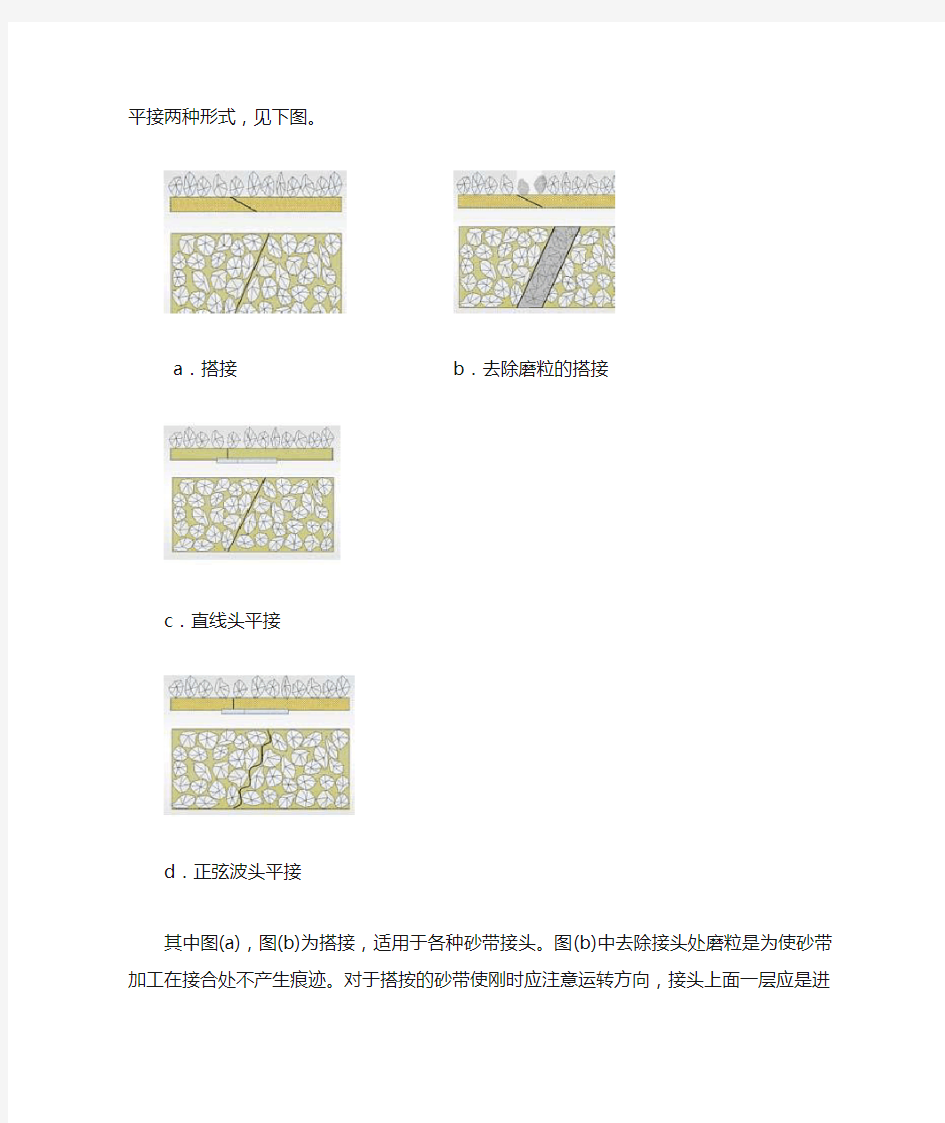
即采用粘结剂和适当的接头形式将砂带接头粘结压合起来的方法。常用接头形式主要有两种:搭接和平接(又叫对接或衬接),而平接按切边形状又分为直线式平按和正弦波式平接两种形式,见下图。
a.搭接 b.去除磨粒的搭接
c.直线头平接
d.正弦波头平接
其中图(a),图(b)为搭接,适用于各种砂带接头。图(b)中去除接头处磨粒是为使砂带加工在接合处不产生痕迹。对于搭按的砂带使刚时应注意运转方向,接头上面一层应是进入方向,这样使接头在进入磨削时承受压力和剪切力。且剪切力也有利于使接头受力情况。图(c)、图(d)是平接头砂带情况。接头下有一层很薄(约0.075mm)但强度高的聚酯薄膜作为底衬。这种接头砂带适合于高速磨削和精密磨削,且转向不受限制。图(c)和图(d)相比较,图(c)的直线型平接强度不如图(d)的正弦波型接法,且柔性也不如后者。这是因为正弦波形除了粘结更可靠外,基材本身也有相锁紧的作用。正弦波接头是一种较新的接头形式,有利于增加衬补材料的抗拉强度,减少直边接头中存在的铰接翻边现象,这不仅使得更薄更少的衬补材料具有更大的抗拉强度,而且这种接头砂带运行平稳,不易出现磨削痕迹。
砂带的尺寸规格
严格说来砂带尺寸没有任何限制,但从便于制造的角度,各个生产厂家仍按一定的标准来确定砂带的尺寸规格。对于使用者来说,了解砂带尺寸规格划分的标准是很有意义的。此外.按照规定的尺寸使用砂带也是砂带磨床向系列化、标准化、模块化方而发展的先决条件。
长度
对于开式砂带来说,砂带的长度与宽度有一定的比例关系。通常长、宽比在200:1~2000:1范围内。砂带越宽,则这个比例就取下限,反之则取上限。
宽度
砂带从宽度上可划分以下几类:
窄系列砂带:宽度尺寸在5~50mm之间,长度可达好几米。这种窄砂带用途广泛,包括一些零件的难于到达的部位磨削,比如剪刀指孔、医疗器械、小型手用工具等。
中型宽度系列:宽度在50~100mm之间。常用于各种中小型砂带机。如小型汽轮机叶片及高尔夫球棍的打磨抛光机等。
重载磨削砂带宽度系列:宽度为100~300mm。这类砂带在许多应用场合都需要专门的夹具,工件安放在夹具上,然后通过气动或液压方式使工件作用于砂带上,磨削完毕后再释放工件。适合于重载磨削。
宽砂带系列:尺寸宽>300mm的砂带常称为宽砂带。加工大型平面一般采用宽砂带。
总之,在确定砂带尺寸规格时应根据实际使用需要及机器制造许可条件和生产厂家的规定几个方面。从有利于磨削效率来看,砂带周长越长越好。但宽度不尽如此,宽的砂带会给机器的制造带来很多意想想不到的问题,它有可能要大大增加机器的制造成本或达到不预期的加工效果,因而在确定砂带宽度。特别是超过300mm以上的情况应仔细斟酌。
砂带机砂带的接头部位
砂带的接头部位是砂带在外力作用下最薄弱的环节,以材料力学机理上分析,一个物件的整体机械强度是均质的,理化性能应该是相似的,而从材质相同由二个以上单位所组成的物体,其机械强度要不小于整体的机械强度.对于一条砂也是这样,接头部位是砂带在外力作用下最薄弱的环节.在生产工艺上砂带的接头是工艺技术工作的重点,因为它直接关系到砂带的使用.因为要十分考虑到砂带接头处的柔性,而且要考虑到接头处的接头强度,主要是接头抗拉强度,即在接头处在接触轮或压板上所受到的冲击,便工件留下周期性的磨削振动而产生的振纹,直至发生断裂.在接头时所所采用的接头胶粘结不牢或因热对介质产生的敏感,也可能因此失效而断裂. 因此砂带接头必须具备如下性能: 抗断裂性.即抗拉强度和抗剪切强度; 高的耐热性和耐介质的浸浊能力; 接头处的厚度与非接头处的相差不大,或有负公差时(接头处比非接头处低)保持必须的机械强度.特别是细粒度砂带更应注意它的机械强度. 对接头质量的评价主要用两项指标,即强度和厚度.接头强度主要取决于接头胶的质量及接头工艺,同时基体本身的强度也有一定的影响.接头厚度与接头厚度的允差必须视胶的质量与基材的质量而定。
砂带的结构形式
以材料力学机理上分析,一个物件的整体机械强度是均质的,理化性能应该是相似的,而从材质相同由二个以上单位所组成的物体,其机械强度要不小于整体的机械强度.对于一条砂也是这样,接头部位是砂带在外力作用下最薄弱的环节.在生产工艺上砂带的接头是工艺技术工作的重点,因为它直接关系到砂带的使用.因为要十分考虑到砂带接头处的柔性,而且要考虑到接头处的接头强度,主要是接头抗拉强度,即在接头处在接触轮或压板上所受到的冲击,便工件留下周期性的磨削振动而产生的振纹,直至发生断裂.在接头时所所采用的接头胶粘结不牢或因热对介质产生的敏感,也可能因此失效而断裂.因此砂带接头必须具备如下性能:
抗断裂性.即抗拉强度和抗剪切强度;
高的耐热性和耐介质的浸浊能力;
接头处的厚度与非接头处的相差不大,或有负公差时(接头处比非接头处低)保持必须的机械强度.特别是细粒度砂带更应注意它的机械强度.
对接头质量的评价主要用两项指标,即强度和厚度.接头强度主要取决于接头胶的质量及接头工艺,同时基体本身的强度也有一定的影响.接头厚度与接头厚度的允差必须视胶的质量与基材的质量而定,特别是有负公差要求时更应慎重.接头的形式决定了砂带的结构形式.砂带的结构形式有以下几种.
(1) 无接头砂带
无接头砂带是采用筒布为基体,经过原布处理、涂胶、植砂、固化等一系列工序后,所制成的一种没接头的砂带。
这种砂带是早期产品,时到今日,只有在日本及我国(包括台湾在内)仍保留着这种产品,有少量的产品.由于这种砂带所用筒布基体,生产设备与工艺的限制,不能满足当前市场上众多规格,特别是宽砂带的要求,而且生产效率较底,工艺复杂,所以在近代砂带生产展中被淘汰,而被有接头的砂带所取代.
(2) 接头砂带
在控国内外砂带标准中“砂带”一词,实际上是指接头砂带。
有接头砂带又分搭接接头和对接接头两大类,从过去的搭接为主转为对接为主的接头。欧美砂带对接占75%以上,对接砂带的最大优点是避免搭接砂带使用时规定的方向性.
1/.搭接法砂带:
搭接法是两个接头处,根据确定的宽度要求,分别磨成倾斜边涂以接头胶后,互相叠合压合而成.叠合后的厚度
即接头厚度不能大于非接头厚度的0.1mm,接头宽度根据砂带的大小宽窄从8-15MM之间进行调整,接头角度在45°-85°的范围内调整,一般窄砂带取用较小的接头角,这样可以增加搭接面积,从而提高搭接强度.宽砂带一般选用较大的接头角,便于接头操作.这种接头方法因前在国内外被广范的采用,无论是布基和纸基乃至于复合基均可采用.
2/.对接法砂带
对接砂带是将两个接头边对拼后砂面或布基面垫以一条衬垫材料经压合后制成的砂带.在接头前,先将两个接头边的正面(砂面)或背面(布面或纸面)进行磨边,磨去厚度与接头垫衬的厚度相当,这样保证接头厚度与非接头厚度相当,在用户需要时接头厚度还薄于非接头厚度(负公差).接头的垫衬材料是一种增强的聚脂薄膜,这种薄膜不但强度高而且延伸率极小.接头的角度是根据聚脂薄膜中增强纤维的取向来定的,增强纤维取向角度又是根据砂带接头角度450-850范围内选定的.
对接也是一种应用较广泛的一种接头方法,它比搭接法在工艺上要简单,当前我国对接法的高强度聚脂薄膜全依赖于进口,所在在使用上受到了很大的影响.
合生生公司从美国AND公司进口的薄膜分黄、红、白、兰、绿五种颜色的接头薄膜,具有特定技术性能,该公司可以生产不同的取向角度,也可以生产和供应不分角度的薄膜,每种色泽的薄膜标明了各自薄膜厚度,在500N时的抗拉强度(N/scm)各适用范围。
对接法又分两种形式:一种是一般对边对接,即两接边的直接拼合(合生生称平口接),另一种是S形对接,即将两接头加工成S形的边,然后两个S形边缘向齿轮一样互相咬合在一起,加上垫衬聚脂薄膜后压合成砂带(合生生公司称正弦对接)
合甡公司各种对接代号的说明
接头代号接头代号的含义磨边工艺要求
VS11 S形对接
砂带布基接头将背面的布基浆料磨掉,但不能磨断砂线,不能出现烧伤和玻璃状.
VS21 S形接头
砂带砂面接头用金刚石砂轮将砂面磨去,并磨去部分粘结剂层,然后在砂面上接头.
VS31 S形对接
砂带砂面磨掉,
背面接头先磨去背面浆料应露出布基,但不能割断砂线,不能出现烧伤和玻璃状,再磨砂面的磨料,在背面接头.
VZ11
VZ21
VZ31 平口对接砂带
11、21、31与VS11
、21、31含义相同先将砂布块切成斜边(非S形),其余按以上11-31磨边方式和接头方式对接.
(3) 嵌接法:
嵌接法是对接法的另一种形式,从形式上看很相似,其不同点在于所用的衬垫材料的材质和形式不一样,另外嵌接法是适用于基体材料特别厚的砂带,正因为基体特别厚所以用搭接法和对接法是难以完成的.嵌接法所用的衬底材料强度是很高的材料、其基体基本相等的一种塑料材料,它是把衬底材料边缘和砂带接头边缘都加工成同角度的斜面,并涂以接头胶,经压合嵌接成为砂带.这种方法一般使用于特厚的砂带如复合基砂带. (4) 单接头与多接头砂带
单接头砂带:当砂带的宽度不超过砂布(纸)大卷的幅面宽度,则一般采用单接头的方法,可用以上搭接和对接. 多接头砂带:当砂带的宽度超过砂布(纸)卷的幅面宽度,就需要采用多接头的方法来制作砂带.所谓多接头砂带是指一条砂带上出现二个或二个以上接头时称多接头砂带.多接头砂带的出现是砂带制作技术上的一次新的突破,便有限的砂布(纸)的幅面宽度,可以制成比砂布(纸)卷幅面宽几倍的宽砂带,从而解决了窄的生产设备制作宽砂带的难题.
多接头砂带的制作程序是:第一部根据长、宽尺寸和砂布大卷的幅面宽度按照多接头砂带的数学计算公式,计算出应有多少个平行四边形块组成砂带和每一个平行四边形的具体尺寸.第二步裁取平行四边形块。第三步在两个平行四边形的两个上下边进行磨边.第四步依次将若干个平行四边形搭接成一个宽砂带.
(5) 螺旋形接头砂带
螺旋形砂带与多接头砂带具有同样的功能,即把比较窄的砂带(布和纸)幅面接成宽于宽于幅面数倍的砂带,但与多接头砂带的接头方式是有所不同的.螺旋形接头砂带是由两个部分组成,即衬底和砂布组成,它是螺旋形卷绕把衬底与砂布结合在一起制成一条任意宽度的砂带.在砂带的表面上有一条螺旋形的接缝,所以称为螺旋形接头砂带.这种砂带由于有双层组织,所以强度高,延伸率极小,具有很好的磨削性能.但这种砂带所使用的接头设备是比较复杂的,工艺上的难度较大,所以这种砂带应用起来并不普遍.
砂带接头胶带
产品详细介绍:
T1930 T1880 T1882 T1884 T9025 T1886 T1878
黄红白蓝新蓝绿紫色
细粒度超涂层 150#及
150#以细 80#—120# 60#—40# 40#—100#
耐抹、软 40#以粗无纺布
磨料
胶带种类胶带厚度
(毫米:mm)抗拉强度
(牛顿N/厘米cm)适用范围
T1930 0.051mm 200N/cm 超细,代替搭接、丁-布基
T1880 0.076mm 325N/cm 各种接头、特别柔软
T1882 0.114mm 455N/cm 适用各种材质
T1884 0.168mm 615N/cm 重负荷、高弹性
T9025 0.168mm 640N/cm 高弹性、柔软布
T1886 0.216mm 650N/cm 厚布基、耐磨、抗皱
T1878 0.140mm 440N/cm 气动工具、表面处理
标准斜角55°、67°、74°
标准宽度:19mm、25mm
标准长度:100mm
注意:关于产品的所有细节请参考客户的需要