新产品 样品首件确认记录
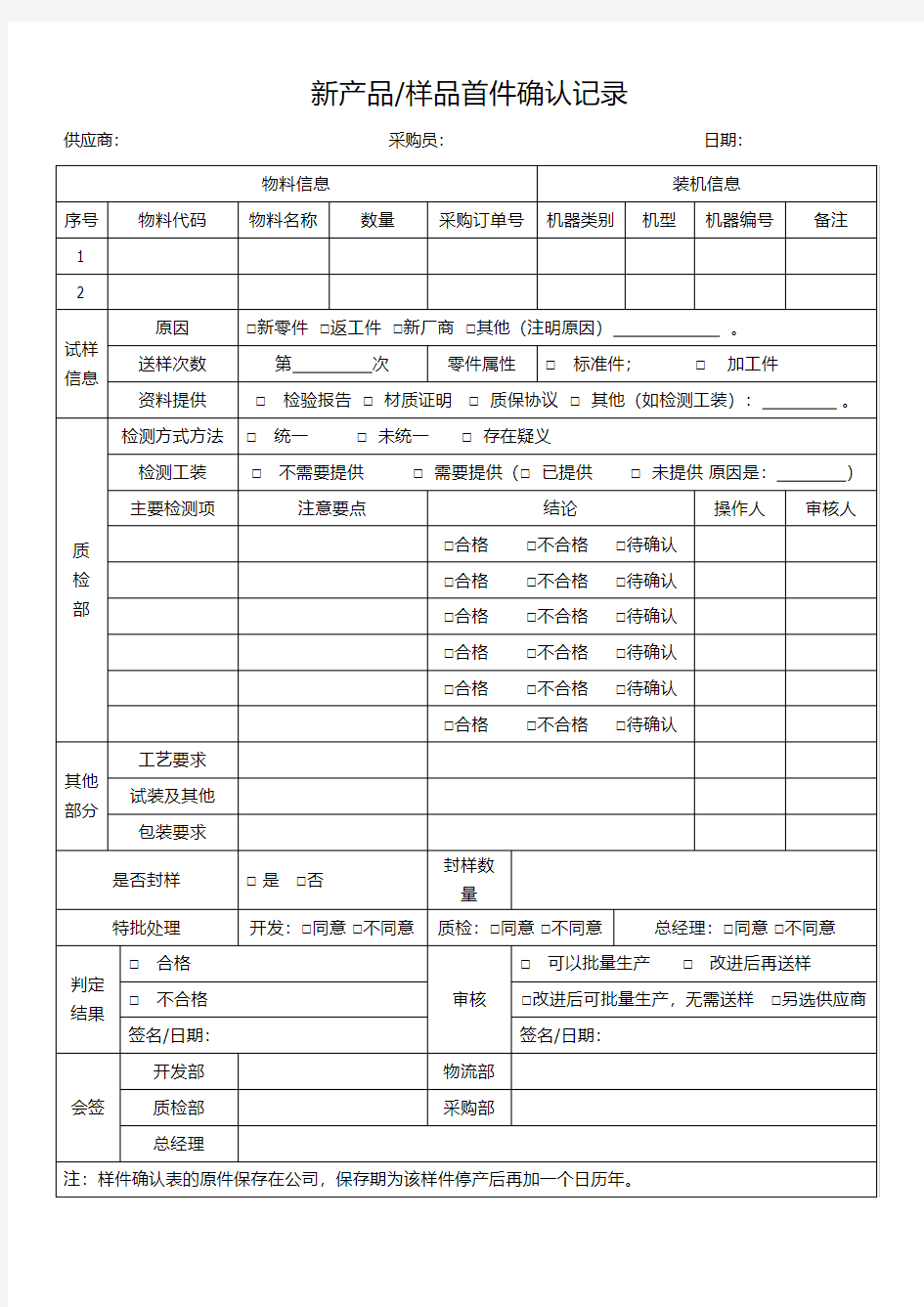
新产品/样品首件确认记录
供应商:采购员:日期:
新产品试制过程控制程序
新产品试制过程控制程序 1范围 本程序规定了新产品试制过程的控制要求、内容和程序。 本程序适用于公司军工产品新产品试制过程,民用产品可参照使用。 2 规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单(不包含勘误的内容或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注日期的引用文件,最新版本适用于本标准。 Q/DZLz003《质量记录控制程序》 Q/DZLz008《合同评审程序》 Q/DZLz009《工艺评审程序》 Q/DZLz010《产品质量评审程序》 Q/DZZ313《木模工装制造工作流程》 3 职责 综合管理部负责新产品的合同评审组织工作,负责新产品试制网络计划的编制。 技术质量部负责技术协议的签订,负责组织新产品试制的工艺评审、技术状态准备检查、首件鉴定、产品质量评审、新产品试制过程的控制等工作。 生产管理部负责新产品试制生产的组织工作。 4 程序及要求
4.1新产品试制的合同评审、签订及网络计划 4.1.1新产品合同信息输入: a集团总部新产品研制计划和临时性新产品试制任务; b集团外的产品合同信息。 4.1.2 根据新产品合同信息输入,综合管理部负责组织技术、质量、生产等部门对新产品合同评审,评审是否具备满足新产品试制的能力,合同评审按照Q/DZLz008要求进行。 4.1.3合同评审后,对具备满足顾客要求的新产品,由综合管理部按照顾客的 新产品要求编制新产品试制网络计划,各单位严格按照网络计划要求完成新产品试制任务。 4.2技术资料准备及工艺方案评审 4.2.1根据新产品试制网络计划,技术质量部根据顾客图样和技术协议要求绘制毛坯图、编制新产品试制工艺规程,并出具工装订货单; 4.2.2工艺规程下发前,技术质量部组织技术、质量、生产等部门进行工艺方案评审,工艺方案应能确保满足顾客产品质量要求。工艺方案评审按照Q/DZLz009要求进行。 4.3 新产品试制生产准备 4.3.1依据工装订货单,综合管理部负责新产品工装订货,新产品订货选择的供方应满足新产品要求。必要时,技术质量部主管工艺应参与工装订货的供方选择和技术问题沟通工作。工装制作完成后,工装采购员办理临时入库,保管员建立工装合格检查履历本,木模工装按照Q/DZZ313要求对工装进行检验,检验合格的按规定办理正式入库手续。
新产品生产制造技术准备过程
新产品开发生产制造技术准备流程 一、新产品设计审核 新产品设计除满足各项技术参数使用性能之外,还要综合评定 其制造过程的工艺性,产品开发工艺性分析是SE同步工程的最重 要工作,产品制造过程的工艺性指的是产品在每个制造环节加工过 程是否易于实现并能够以最低的成本生产出质量合格优质的产品, 这是对产品设计的基本要求,对我们开发的产品设计而言产品工艺 性的基本评价如下。 1、产品结构设计冲压加工制造的工艺性(避免拉伸深度过大 冲压过程易拉裂、形状复杂多道拉延工序方可实现,工件 在模具上无法定位形状不易保证,或在同一工件上出现正、 反向拉延同时存在,存在冲压负角而增加拉延工序等)。 1)冲压件负角的初步判断:在三维数模中将冲压件旋转到某一位置无外凸面,理论说明在这一位置上垂直下 压的成型工艺基本能实现,另外按模具制造上还要考 虑拔模角度一般拔模斜度和模具垂直下降夹角为3度。 2)冲压件一般是由平板经冲压拉伸等工艺加工而成,在拉延过程中拉延率过大工件会变薄无处要料的情况下 会拉薄、拉裂因此需要考虑拉伸量,一般在材料依旧 能保持较好的机械性能下为长度的2%,变薄率一般不 超过10%-18%,另外成型流动不同,变形率最大不得 超过30%,变薄后是否影响使用,还要根据使用的技 术要求而定。 3)工件在冲压过程中挤压变形料无处伸展形成皱折,一般是出现在折边带有圆弧过小的挤压边一侧出现,因 此在有条件的情况下设计上尽可能加大其圆弧的曲率。
4)在同一工件上出现正、反向拉延同时存在,工件的冲压成型容易表面不良或增加拉延工序。 2、产品结构设计装焊装配加工的工艺性(避免加工工序复杂、 焊接位置难以施焊,工件在工装难以精确定位,实现装配 难度大精度难以保证等。 3、产品结构设计产品安装使用的方便性(避免上车安装费时、 费力安装不便)。 4、产品的结构设计在加工上是否方便快捷、是否可以最常见、 最普、通最廉价的方法加工制造,产品生产易于实现批量 化自动。 二、对产品制造过程进行装焊装配工艺分级(装配 装焊工艺分级表) 一般装焊装配较复杂的产品必做该项分析工作,装焊装配工艺分级,是根据产品的加工制造组合关系加工采用的方法特点和 工装设备的可实现、性操作性及产能要求等进行分层、分级需做 以下分析。 1、每道工序的层级生产拍节计算达到生产纲领。 2、根据装焊装配工艺的特点装焊装配关系等划分层级。 3、层级划分每道工序易于操作保证装焊装配质量。 4、每道序的工作时间(装件取件的时间、操作焊接时间、辅 助工作时间,送到下道工序时间之和满足生产节拍,一般 按开工率为80%-85%计算) 5、每道工序的层级工装设备的实现方法和工装设备的基本配 备基本情况(分析每道工序所需的工装设备方法的数量)。 三、工装设计任务指导书与制造(夹具检具部分)
新产品试制程序(含表格)
新产品试制程序 (ISO9001:2015) 1目的 为了验证新产品设计质量,考核产品结构/性能/工艺,并确保:a) 在设计和开发的适当阶段进行工艺评审; b) 在新产品试制前进行准备状态检查;c) 适用时,在试制过程中进行首件鉴定;d) 在产品试制完成后进行产品质量评审。2范围 本流程适用对公司研发阶段的产品试制过程。 3职责 职责参见文件流程描述职责要求。 4要求 4.1研发部负责提供新产品试制所需的有效技术文件(图样),负责新型移动测量系统产品装配调试工作和新产品试制全过程的生产管理、生产过程的组织协调实施。组织工艺评审和进行新产品试制前准备状态检查,填写《生产准备状态检查表》。新产品试制过程中的技术状态更改按7.7技术状态管理进行控制。在新产品试制完成后组织进行产品质量评审,并对在工艺评审、试制前准备状态检查、首件鉴定和产品质量评审中发现质量问题按《纠正措施控制程序》和《预防措施控制程序》进行归零处理,填写《纠正措施处理单》或《预防措施处理单》。 4.2质量部负责新产品试制全过程的质量管理和质量检验,进行首件鉴定,对质量问题采取措施进行跟踪检查验证。生产部配合新型移动测量系统产品试制的装配。商务部负责新产品试制所需的设备、物资、原材料的采购。
4.3各部门保存新产品试制过程的相关记录,包括工艺评审、试制前准备状态检查、首件鉴定和产品质量评审及试制过程中质量问题、技术状态更改等的相关记录。 4.4保存试制过程和采取任何措施的记录。 4.5顾客要求时,组织应邀请顾客参加新产品试制准备状态检查、首件鉴定。 5记录 5.1新产品试制鉴定评审表 新产品试制鉴定评 审表 5.2检验记录表 检验记录表.xls
试验检测样品、记录、报告编号规则
****高速公路项目工地试验室 试验检测样品、记录、报告等的编号规定 一、编号规则 (一)施工单位按“样品/记录/报告的首字母(大写)—日期(年月)—样品标识—流水号”四区段的格式进行编号。 (二)监理办及中心试验室按“样品/记录/报告的首字母(大写)—所辖合同段编号—日期(年月)—样品标识—流水号”五区段的格式进行编号。 说明: 1、样品/记录/报告的首字母(大写):即样品用“YP”表示,记录用“JL”表示,报告用“BG”表示,流水号按各个标段单独进行流水号连接。施工单位无合同段编号。 2、所辖合同段编号:按下表规定选择。 单位名称所辖合同段所辖合同段编号 S1中心试验室一监理办 ****A1标01 ****A2标02 ****A3标03 二监理办 ****A4标04 ****A5标05 ****A6标06 三监理办 ****A7标07 ****A8标08 ****A9标09 3、日期(年月):年份采用4位数表示、月份采用2位数表示,如2017年2月份进行的试验,应写为“201702”。 4、样品标识:按身份识别编号规则,具体参照下表选择对应的样品标识。
样品(对象)标识身份识别编号规则示例 序号样品类型样品(对象)标 识 备注 1 土TGJ “土工”+“检”首字母 2 粗集料CJL “粗集料”首字母 3 细集料XJL “细集料”首字母 4 矿粉KFJ “矿粉”+“检”首字母 5 岩石YSJ “岩石”+“检”首字母 6 水泥SNJ “水泥”+“检”首字母 报告、记录、样品编号统一,区别在报告日期 7 钢筋原材GJJ “钢筋”+“检”首字母 8 焊接钢筋GJHJ “钢筋焊接”首字母 9 钢筋机械连接GJJL “钢筋机连”首字母 10 水泥混凝土拌和物TBH “混凝土”+“拌和”首字母 11 硬化后水泥混凝土TYH “混凝土”+“硬化”首字母 报告、记录、样品编号统一,区别在报 告日期 12 水泥砂浆拌和物SBH “砂”+“拌和”首字母 13 硬化后水泥砂浆SYH “砂”+“硬化”首字母 14 水SYJ “水样”+“检”首字母 15 外加剂WJJ “外加剂”首字母 16 石灰SHJ “石灰”+“检”首字母 17 粉煤灰FMH “粉煤灰”首字母 18 无机结合料无侧限抗 压强度WJL(D/J)-QD “无机料”(底基层/基层)+“强度”首 字母 19 无机结合料筛分WJL(D/J)-SF “无机料”(底基层/基层)+“筛分”首 字母 20 无机结合料含水率WJL(D/J)-HS “无机料”(底基层/基层)+“含水”首 字母 21 无机结合料水泥/石灰 剂量WJL(D/J)-JL “无机料”(底基层/基层)+“剂量”首 字母 22 沥青LQJ “沥青”+“检”首字母 23 沥青混合料LQL(S/Z/X/FC)“沥青料”(上层/中层/下层/稀浆封层) 24 土工合成材料TFJ “土”+“合成”首字母+“检”首字母 25 压实度XCJ-YSD “现场检”+ “压实度”首字母 26 弯沉XCJ-WC “现场检”+ “弯沉”首字母
新产品试制检验制度正式样本
文件编号:TP-AR-L5757 There Are Certain Management Mechanisms And Methods In The Management Of Organizations, And The Provisions Are Binding On The Personnel Within The Jurisdiction, Which Should Be Observed By Each Party. (示范文本) 编制:_______________ 审核:_______________ 单位:_______________ 新产品试制检验制度正 式样本
内部管理系列 | INTERNAL MANAGEMENT 编号:TP-AR-L5757 第2页 新产品试制检验制度正式样本 使用注意:该管理制度资料可用在组织/机构/单位管理上,形成一定的管理机制和管理原则、管理方法以及管理机构设置的规范,条款对管辖范围内人员具有约束力需各自遵守。材料内容可根据实际情况作相应修改,请在使用时认真阅读。 1、新产品试制过程所需的材质记录由生产技术 部门提出具体要求,检验部门负责检验记录。 2、新产品试制过程的有关零件,整机的检测数 据和试验记录由检验部门负责。 3、检验部门提出新产品鉴定的质量检验报告对 能否符合作出明确意见。 4、未经鉴定的新产品不得批量投产,如有特殊 需要、须经厂部批准。 5、本制度各条款实施细则按有关规定执行。 此处输入对应的公司或组织名字 Enter The Corresponding Company Or Organization Name Here
药材检验原始记录样本
原药材检验报告单
原药材检验记录 【性状】 结果:【鉴别】(1)显微鉴别 横截面: 结果:粉末: 结果:(2)薄层鉴别
供试品溶液的制备:取粉末1g,加乙醇15ml,加热回流1小时,放冷,滤过,滤液蒸干,残渣加乙醇5ml使溶解。 对照药材、对照品溶液配制:取菊花对照药材1g,同法制成对照药材溶液。再取绿原酸对照品,加乙醇制成每1ml含O.5mg的溶液。 温度:(℃) 相对湿度:(%) 展开剂:三氯甲烷-丙酮-甲醇-5%浓氨试液 (6:1:1:0.1) 薄层板:硅胶G 显色剂:稀碘化铋钾试液 灯光:白光、紫外光灯(365nm) 展距:(cm) 供试品色谱中,在与对照药材色谱相对应的位置 上,显相同颜色的荧光斑点。 S1为对照药材(对照品为中检所提供编号为) S2为对照品(对照品为中检所提供编号为) T为样品 结果: 【检查】杂质不得过 XX % (附录IX A) 杂质称重: g 杂质计算结果为: % (标准规定不得过 XX %) 结果: 膨胀度应不低于4.0(附录IX O) 温度:(℃)相对湿度:(%) 电子天平型号:CP214 溶剂:水 样品编号 1# 2# 3# 干燥品称重: g g g 第一次样品膨胀后体积: ml ml ml
第二次样品膨胀后体积: ml ml ml (两次差异不超过0.1ml) 膨胀度计算结果为:(标准规定不低于4.0) 结果: 水分不得过12.0% (附录Ⅸ H 第一法)。 温度:(℃)相对湿度:(%) 烘箱型号:DHG-91012SA型电子天平型号:CP214 样品编号 1# 2# 第一次称量瓶干燥(105℃ 3h) (g)(g)第二次称量瓶恒重(105℃ 1h) (g)(g)样品称重(g)(g)第一次称量瓶+样品干燥(105℃ 5h) (g)(g)第二次称量瓶+样品恒重(105℃ 1h) (g)(g)水分计算结果为:(%)(标准规定不得过12.0%) 结果: 总灰分不得过4.0%(附录Ⅸ K) 温度:(℃)相对湿度:(%) 马福炉型号:SX2.5-10 电子天平型号:CP214 样品编号 1# 2# 第一次坩锅称重(600℃ 3h) (g)(g)第二次坩锅恒重(600℃ 0.5h) (g)(g)样品称重(g)(g)第一次坩锅+残渣称重(600℃ 3h) (g)(g)第二次坩锅+残渣恒重(600℃ 0.5h) (g)(g)总灰分计算结果为:(%)(标准规定不得过4.0%) 结果: 酸不溶性灰分不得过3.0%(附录Ⅸ K)。
首件确认管理程序(含表格)
首件确认管理程序 (IATF16949/ISO9001-2015) 1.0目的 本程序是为了规范样品的首件确认的管理控制,确保来料检查时准确性,符合性;并做为来料检验有据可依目的。 2.0适用范围 适用公司所有零部件的首件确认,管理都须按此程序执行。它包括新机型的零部件;新供应商提供的样品;量产改善工艺或改善质量问题的物料以及原供应商停止采购后再次使用的材料等等。 3.0定义 3.1新零部件:对新型机种产生的零部件或新增配的零部件及颜色改变的外观件。 3.2新供应商提供首件:资材部开发的新供应商提供的零部件进行的确认及封样。 3.3 变更的零部件: 已量产的零部件因市场上客户的需求或公司内部质量改善需进行的变更料件。 3.4长时间未送货的合格供应商再次第一次进料须进行相关的确认和封样;如下: 电子类零部件若三个月未进料;五金&塑料零部件若5个月未进料都须提交制造技术部做确认和封样工作。 4.0职责 4.1开发部:负责对新产品产生的零部件和电器类产品进行封样和承认。
4.2检测中心:负责对已批量产品的设计变更、供应商变更、新供应商等提供的样品进行封样、试装 和工艺性进行确认及承认工作。 4.3资材部:根据开发部和制造技术的要求,负责对新零部件和变更零部件进行打样。 4.4 品保部:参与尺寸测试、确认,承认样品并对样品进行管理、保存、更换、报废等。 5.0工作流程及内容
6.0过程绩效指标 7.0相关支持性文件 《产品的防护和标准》 《设计变更控制程序》 8.0质量记录 《首件样品提交/评估报告》 首件样品检验报告 表.xls 《物料试装情况表》 试产物料使用跟踪 单.xls 《零部件试制通知单》 《试验委托单》 过胶机测试试验委 托书.xls
新品生产前期车间准备工作
车间生产新的品种 分类:1、已有临床批件品种在车间进行临床样品的生产 2、中试完成进行批生产验证 3、拿到生产批件拟在车间投产 临床样品的生产: 标准操作规程、记录:QA根据制剂所提供的拟申报成品标准及检测方法,起草标准操作规程。 质量标准:QA根据制剂所提供的拟申报成品标准,制定成品质量标准。 检验操作规程、记录:QC根据制剂所提供的拟申报成品标准及检测方法,起草检验操作规程和检验记录。 取样原则或方案:车间在临床样品验证方案中明确中间体颗粒、成品等的取样原则或方案。包材:供应科采购 物料/产品代码:新品部申请新品种SAP代码。 风险评估:需进行共线风险评估,关键性工艺风险评估。 验证/确认:制定临床样品制备方案,QA执行清洁验证前期评价,如需验证,制定清洁验证方案,审批后执行。 培训:车间、QC组织相关人员进行培训。 风险回顾:新品部及时开展风险回顾工作。 检验要求:QC核对成品质量标准,确认是否具备相应检测硬件条件,如不具备,须书面反馈具备条件的具体时间。检验中所需的化学试剂、对照品、色谱柱等由QC书面提出,新品部负责足量提供。 批生产验证: 生产工艺规程:新品部指导,车间制定工艺验证用工艺规程草案。 批生产记录:新品部指导,车间制定工艺验证用批记录草案。 质量标准:QA制定相关物料、产品质量标准。 检验操作规程、记录:QC制定相关物料、产品检验操作规程和记录。 取样原则和方案:QC制定取样方案。 包材:市场部设计包材彩稿。 物料/产品代码:新品部申请新增物料代码。 包材:供应科采购,市场部设计包装彩稿。 验证、确认:车间制定工艺验证方案,审批后执行;车间确认设备参数符合工艺要求,如需重新确认制定方案,审批后实施;QA制定清洁验证前期评价,制定验证方案。 培训:新品部指导,车间组织相关人员培训。 风险评估:工艺验证前,药物研究院开展共线生产和关键工艺风险评估,并及时完成风险回顾工作。 稳定性考察:QA制定验证批次产品长期和加速稳定性考察计划表,QC按计划执行。 拿到生产批件拟在车间投产
试验检测样品记录报告编号规则
****高速公路项目工地试验室试验检测样品、记录、报告等的编号规定 一、编号规则 (一)施工单位按“样品/记录/报告的首字母(大写)—日期(年月)—样品标识—流水号”四区段的格式进行编号。 (二)监理办及中心试验室按“样品/记录/报告的首字母(大写)—所辖合同段编号—日期(年月)—样品标识—流水号”五区段的格式进行编号。 说明: 1、样品/记录/报告的首字母(大写):即样品用“YP”表示,记录用“JL”表示,报告用“BG”表示,流水号按各个标段单独进行流水号连接。施工单位无合同段编号。 2、所辖合同段编号:按下表规定选择。 单位名称所辖合同段所辖合同段编号 S1中心试验室一监理办****A1标01 ****A2标02 ****A3标03 二监理办****A4标04 ****A5标05 ****A6标06 三监理办****A7标07 ****A8标08
****A9标09 3、日期(年月):年份采用4位数表示、月份采用2位数表示,如2017年2月份进行的试验,应写为“201702”。 4、样品标识:按身份识别编号规则,具体参照下表选择对应的样品标识。 样品(对象)标识身份识别编号规则示例序号样品类型样品(对象)标 识 备注 1 土TGJ “土工”+“检”首字母 2 粗集料CJL “粗集料”首字母 3 细集料XJL “细集料”首字母 4 矿粉KFJ “矿粉”+“检”首字母 5 岩石YSJ “岩石”+“检”首字母 6 水泥SNJ “水泥”+“检”首字母 报告、记录、样品编号统一,区别在报 告日期 7 钢筋原材GJJ “钢筋”+“检”首字母 8 焊接钢筋GJHJ “钢筋焊接”首字母 9 钢筋机械连接GJJL “钢筋机连”首字母 10 水泥混凝土拌和物TBH “混凝土”+“拌和”首字母 11 硬化后水泥混凝土TYH “混凝土”+“硬化”首字母 报告、记录、样品编号统一,区别在报 告日期 12 水泥砂浆拌和物SBH “砂”+“拌和”首字母 13 硬化后水泥砂浆SYH “砂”+“硬化”首字母 14 水SYJ “水样”+“检”首字母 15 外加剂WJJ “外加剂”首字母 16 石灰SHJ “石灰”+“检”首字母 17 粉煤灰FMH “粉煤灰”首字母 18 无机结合料无侧限抗 压强度WJL(D/J)-QD “无机料”(底基层/基层)+“强度” 首字母 19 无机结合料筛分WJL(D/J)-SF “无机料”(底基层/基层)+“筛分” 首字母 20 无机结合料含水率WJL(D/J)-HS “无机料”(底基层/基层)+“含水” 首字母
新产品试生产流程办法
新产品试生产流程办法 一、目的: 1.1、为确保开发的新产品能够提高公司效益,满足市场需求。 1.2、保证新产品能顺利批量生产。 1.3、保证生产产品质量、工艺稳定,效率最高、成本最低等。 二、适用范围: 2.1、本试生产流程办法适用于公司总部及各下属公司(基地) 三、新产品的定义 3.1、采用新技术,新设计研制生产的全新产品或在结构、材质、工艺等比原有产品有明显改进,使产品性能或功能改进,满足客户新的需求。 四、新产品试生产流程图如下: 五、职责
5.1、各下属公司(基地)申请,提交试生产新产品的报告,并拿出试生产的可行性方案,交公司总部进行会审。(会审单位:生产部、技术中心、机电部、物资管理中心、财务部、销售总公司) 5.2、技术中心 5.2.1、负责新产品的整个技术研发过程技术、工艺设计,质量、成本预测等资料的准备,并进行试生产指导工作。 5.2.2、负责落实对新产品试生产过程中的监督和检验,制定新产品检验标准。 5.2.3、对各下属公司(基地)新开发的纸样进行技术指标验收检查,并出具《新产品测试报告》。 5.3、生产部 5.3.1、负责对技术中心制定的技术、工艺设计,质量、成本预测,等资料等进行评审、验证、确认,生产过程中各项质量、工艺、效率、成本的全程跟踪落实解决。 5.3.2、负责落实整个试生产过程出现影响质量及效率的问题反馈,如:生产质量、成本、工艺问题、影响生产操作问题,试产完成后编制《试生产报告单》。 5.4、采购部 5.4.1、根据试生产数量,下单采购生产所需相关物料。 5.4.2、按照《试生产报告单》及时将所需物资采购到位,并做月度生产计划物料采购需求。
生产首件的确认标准
生产首件的确认标准 1. 目的. 通过对生产过程中各生产工序的首件样品进行确认,以避免批量生产时发生错误. 2. 范围. 适用于本公司每次量产时各工序生产首件和在批量生产过程中发生换人,换料,换机,换模,调机及改变生产工艺后的首件样品的确认. 3. 权责. 3.1生产部负责对首件样品的制作,自检.并通知相关部门对首件样品进行确认. 3.2品保部、工程部负责对所有产品首件样品的确认. 4. 内容. 4.1首件产品的种类: 4.1.1所有产品及新产品及有要求更改的产品。(包括客户提出的更改及公司内的工艺更改等情况) 4.1.2在生产过程中发生换人、换料、换机、换模、调机情况下生产的产品. 4.2生产部制作首件及自检. 4.2.1针对4.1.1中提到的老产品在正式量产前,生产作业员必须在组长或班长以上人员的指导下做出1PCS首件样品,必要时,可拿客户承认的样品到现场做生产指引; 4.2.2 针对新产品及变更后的产品,正式量产前,必须由组长亲自制作3PCS成品首件样品,此<<首件检查通知单>>用黄色与老产品以示区别. 4.2.3首件样品制作好后,作业员自检后填写<<首件检查通知单>>,知会生产组长对首件进行确认后交生产主管确认,首件样品合格后,再交品管部、工程部,对首件进行确认,具体要求见4.3 4.2.4发现首件异常时,应及时作出相应处理.若无法解决时,要立即通知品管部和工程部协助处理。 4.3 首检确认 4.3.1所有产品同一订单首件确认按以下步骤进行: (1)由生产部班组长交品管部IPQC进行确认,对于新产品,IPQC须汇报告给品管主管,品管主管须及时要求工程部门一起作首件确认,并要求用客户承认合格的样品做参照,合格后签名确认。 (2)此首件合格样品必须保留,生产部须在样品上贴上标签,填上以下内容: 制作人员签名;组长或指导人员签名;IPQC、工程部人员签名;确认时间。 (3)首件合格后,作业员按此首件样品进行生产; (4)如首件不合格,IPQC指出相应不良情况,并在<<首件检查通知单>>详细记录相关问题,由生产部重新制作首件样品后再提交按以上程序进行; 4.4 首件确认时一些问题的解决: 4.4.1 首检中,若生产部与品管部意见不符时,由品管部知会工程部根据产品标准与要求判定,并说明理由,最终由工程部判定,由QC在<<首件检查通知单>>中进行记录; 4.4.2若工程部不能判定时,立刻通知业务部,由业务部与客户沟通得到相关信息以作再次有效判定,相关信息由业务部书面通知工程部,再按上述程序进行判定并进行记录; 5.相关表单; 5.1 <<首件检查通知单>>
样品管理程序
样品管理程序 1 目的 检测样品的代表性、有效性和完整性将直接影响检测结果的准确度,因此必须对样品的接收、流转、贮存、处置以及样品的识别等各个环节实施有效的质量控制。应根据客户要求做好样品的保密与安全工作。 2 范围 本程序用于本实验各类检测业务中检测样品的接收、流转、贮存、处置、识别等项的管理。 3 职责 检测科样品管理员负责记录接收的样品状态,做好样品的标识以及样品的贮存、流转、处理过程中的质量控制。检验科检验人员应对制备、测试、传递过程中的样品加以防护。 (1)收样室在受理客户委托检验时,负责对送检样品的完整性和对应于检测要求的适应性进行验收,记录接收样品状态,并负责将样品及其资料传递到检验室。 (2)实验室样品管理员负责对各检验室样品管理情况进行督查,并配合检测管理室对样品管理要素进行审核。 4 步骤 4.1 样品的接收 4.1.1委托样品的接收 a.收样员在接收客户送检样品时,应根据客户的检测需求,查看样品状况(包装、外观、数量、型号、规格、等级等),并弄清楚样品,认真检查样品及其配件、资料的完整性,检查样品的性质和状态是否适宜于进行要求的检测,有些样品还应检查采用的包装或容器是否可能造成样品的特性变异,并在《见证取样送样委托单》和《样品核查单》上登记说明。同时(特殊样品)应与客户商定有关样品准备的要求和试毕样品处理方式。收样员应及时将样品及其资料、流转单传递到检验科。 b.客户的样品由收样员按 a.条办理委托手续。收件人应负责与客户联络,并交一份委托单给客户。 c.样品传递到检验科后,样品管理员与检验员进行交接验收,查看样品状况是否与流转单填写的内容相符,对已封装方式送达的样品,应检查封签是否完整有效以及运输过程有无损坏。 4.1.2 抽样样品管理
药材检验原始记录样本
XXXXX药业(饮片) 原药材检验报告单检验单号:
XXXXX药业(饮片) 原药材检验记录 检验单号: 【性状】 结果:【鉴别】(1)显微鉴别
横截面: 结果: 粉末: 结果: (2)薄层鉴别 供试品溶液的制备:取粉末1g,加乙醇15ml,加热回流1小时,放冷,滤过,滤液蒸干,残渣加乙醇5ml使溶解。 对照药材、对照品溶液配制:取菊花对照药材1g,同法制成对照药材溶液。再取绿原酸对照品,加乙醇制成每1ml含O.5mg的溶液。 温度:(℃) 相对湿度:(%) 展开剂:三氯甲烷-丙酮-甲醇-5%浓氨试液 (6:1:1:0.1) 薄层板:硅胶G 显色剂:稀碘化铋钾试液 灯光:白光、紫外光灯(365nm) 展距:(cm) 供试品色谱中,在与对照药材色谱相对应的位置
上,显相同颜色的荧光斑点。 S1为对照药材(对照品为中检所提供编号为) S2为对照品(对照品为中检所提供编号为) T为样品 结果: 【检查】杂质不得过XX % (附录IX A) 杂质称重: g 杂质计算结果为:% (标准规定不得过XX %) 结果: 膨胀度应不低于4.0(附录IX O) 温度:(℃)相对湿度:(%) 电子天平型号:CP214 溶剂:水 样品编号1# 2# 3# 干燥品称重:g g g 第一次样品膨胀后体积:ml ml ml 第二次样品膨胀后体积:ml ml ml (两次差异不超过0.1ml) 膨胀度计算结果为:(标准规定不低于4.0) 结果: 水分不得过12.0% (附录ⅨH 第一法)。 温度:(℃)相对湿度:(%)
烘箱型号:DHG-91012SA型电子天平型号:CP214 样品编号1# 2# 第一次称量瓶干燥(105℃3h) (g)(g)第二次称量瓶恒重(105℃1h) (g)(g)样品称重(g)(g)第一次称量瓶+样品干燥(105℃5h) (g)(g)第二次称量瓶+样品恒重(105℃1h) (g)(g)水分计算结果为:(%)(标准规定不得过12.0%) 结果: 总灰分不得过4.0%(附录ⅨK) 温度:(℃)相对湿度:(%) 马福炉型号:SX2.5-10 电子天平型号:CP214 样品编号1# 2# 第一次坩锅称重(600℃3h) (g)(g)第二次坩锅恒重(600℃0.5h) (g)(g)样品称重(g)(g)第一次坩锅+残渣称重(600℃3h) (g)(g)第二次坩锅+残渣恒重(600℃0.5h) (g)(g)总灰分计算结果为:(%)(标准规定不得过4.0%) 结果:
新产品生产技术准备工作流程
文件编号:TF/PIE-C-0012 版 次:A /0 生效日期: 第1页 共4页 新产品生产技术准备工作流程 1. 目的 保证新产品能顺利完成从设计到生产的转移。 2. 适用范围 生产技术准备是指以前尚未生产过的机型,上线生产前的技术准备。 3. 生产技术流程/职责和工作要求。 流 程 职 责 工 作 要 求 相关文件/记录 ?开发 ?工程PIE 技术人员 ?任何产品的设计输出均必须提供或具备如下资料: 1. 样机2套(功能、装配样机各一套,并附测试 参数); 2. 测试标准和产品标准(Internal Product Spec-Product Spec ); 3. 产品原理;BOM ;空PCB 板。 ?工程部接收到资料后,则着手试产的前期准备工作。 ?PE 1. 评估样机的电声指标和语音质量以及各功能按键是否符合设计要求; 2. 测试样机的实际读数是否与样机卡上参数一致; 3. 估算整个测试所需的标准时间,并提供给IE 估算制造成本; 4. 对仪器需求进行准备,如测试需要特殊仪器,则应迅速与国贸或OEM 协商,安排落实; 5. 评估产品结构设计是否便于维修、调试; 6. 制作临时测试程序并于试产前完成; 7. 制作主要测试位所需的样板,如PCB 测试、电声测试; 8. 根据上述资料和生产计划制作测试治具,并于试产前完成; 9. 如有OTP 或IC 需烧录,则需制作烧录程序,并检验治具是否完好。 ?IE 1. 评估新产品结构和装配是否合理,结构是否影 响装配,结构设计是否符合经济性原则,结构设计是否考虑可操作性,结构设计是否对产品质量存在隐患,对不合理的地方提出工程建议; 《设计文件》《BOM 表》《线路图》《零件位置图》《爆炸图》《包装图》《包装样机》 《评估报告》 《烧录作业指导书》 开始 设计导入 工程准备
新产品导入批量生产作业流程
新产品导入量产作业流程 一目的。 为确保新产品顺利导入量产阶段,能提供正确完整的技术文件资料及验证新产品的成熟度,以顺利大量生产。 二组织与权责。 1 研发单位: 对策分析与设计变更,提供样品及技术相关文件资料及零件采购资料。 2 工程单位: (1)承接新产品技术,产品特性及生产作业性评估。 (2)任计划召集人(Project Coordinator)排定工程试制时程表及召开工程试制检讨会,工程问题分析,对策导入。 (3)制程安排,包括生产线的评估,绘制SOP,QC工程图之草拟。同时,还有负责治具的准备,制程管制,机器设备架设,参数设定及问题分析等。 (4)规划新产品之测试策略,测试设备,治具及软体。还有负责生产线测试设备的架设,提供测试SOP,测试计划及测试产出分析。 3 品保单位。 (1)产品设计验证测试(Design Verification:DVT)。 (2)功能及可靠度确认。 (3)负责再次确认PVT和DVT的结果是否符合工程规格及客户规格。 4 资材单位: (1)PCB委托加工及材料采购。 (2)备料及试作投料。 5 生产单位: (1)支援新产品组装。 (2)成品接受及制造技术接受。 6 文管中心: DVT资料接收确认与管制。 三名词解释。 1 工程试作(Engineering Pilot Run:EPR): 为确认新产品开发设计成熟度所作的试作与测试。 2 量产试作(Production Pilot Run:PPR): 为确认新产品量产时的作业组装所做的试作与测试。 3 量产(Mass Production:MP): 经量产试作后之正式生产。 4 材料清册(Bill of Material:BOM): 记录材料料号,品名/规格,插件位置,单位用量,承认编号,工程变更讯息等相关资讯。 5 P3-TEST(LPR阶段): 新产品设计完成后,对其设计的结果依据产品规格做各种测试验证,称为P3-TEST。 6 P4-TEST(EPR阶段): 通过设计审查后之工程试作后的新产品,对其做各种测试验证称为P4-TEST。 7 P5-TEST(PPR阶段):
首件确认流程书
最新版本生效日期
1.目的 为更好的确保每批订单在生产过程中能顺利完成该产品,特制定本程序进行规范化管理,提前防范。 2.适用范围 适用于本公司制程生产过程中任何订单首件/首批确认流程。 3.职责 3.1生产部负责首件制作及送检,品质IPQC参与制作 3.2品质部.,工程部,生产部,.负责组织首件确认、生产时质量标准落实监督,确认 包括原材料、尺寸、工艺制作方法、上下道工序组装适配。 3.3工程部负责新产品及配合旧产品异常时首件确认 3.4首件确认不合格或首件未经确认擅自生产,出现质量异常直接由生产责任者负 责 3.5首件确认失误或首件未确认完便生产,造成质量异常由相关确认者负责。 4. 操作说明 4.1 品质收到生产送检首样根据产品图纸、BOM、样品、检验标准等资料标准对照 首检项目逐项进行确认,进行首样确认时必需通知《品质部. 工程部. 生产部》三方一起进行确认。 4.2《品质部. 工程部. 生产部》在进行确认中发生品质异常问题,由工程给出书 面改善意见标准。 4.3如确认首件过程中出现标准不统一或无法判定结果,最后由总经办高层裁决。 首样确认完毕,生产主管要按标准要求来作业。 4.4对通过的型号开始安排进行首批确认,对不合格型号按改善意见重新制作合格 样或返修合格再次送检确认。
4.5生产必须等首件确认合格后方能进行批量生产,以免造成不必要返工浪费。4.6首件确认后,IPQC第一时间到各工位确认生产产品质量与标准要求是否一致、 是否按首样样板生产首批确认。 4.7确认合格首件需先放在首件放置处,直到首批/批量生产完毕后才流入下工序 或包装 4.8 每批订单首件需生产4-8个箱体作为首批确认对象。 5.相关支持文件 5.1《IPC-610-D》 6.相关记录 6.1 《装配首件样机确认表》 6.2 《品质异常单》
新品试产送样确认管理规范范文
新品试产送样确认 管理规范
1目的 为了使新产品小批试产跟进,新品的改进,杜绝量产的批量问题产生,更有 效的完善新品交期,提高生产效益,降低生产成本,满足客户需求及质量。
2适用范围 适用于新品的小批试产完善生产进度及工艺改进。 3 管理职责 3.1 销售部负责: a 根据市场调研,提出新产品开发建议; b 与顾客沟通协调新产品设计过程中所遇到的问题; c 跟踪新产品试制过程顾客上线情况; d 组织公司内部团队召开【新品评审会】。 e. 新品试产后经本公司研发部、品质部确认合格的产品送样客户确认回签,并 追踪送样确认结果,及时反馈相关部门。 f. 销售在下试产物料需求时注意:每个型号需附加6套备品给品质部做实验和 留样 3.2 研发部负责: a.根据新产品开发项目计划及新产品开发建议书编制设计任务书和设计进度 计划; b.负责新产品设计、开发、研制全过程的工作,合理优化设计,有效控制设 计成本; c.及时输出设计文件,解决试制中的技术问题,组织PCB设计评审会和设计 验证和新产品定型; d.顾客开发新产品的样品、小批量及批量试制的全过程跟进结果; e 顾客样品确认合格,公司内部组织各部门招开新品小批试产产前会议;(会议参加人员:销售部、研发部、采购部、工艺部、品质部、生产部) f 主导开展新品小批试产(1-200套);
g. 客户反馈样品设计技术、结构、工艺问题的改进 h. 试产样品、软件版本升级、以及量产后任何变更,项目工程师负责确认批准签样给品质部存档 3.3 工艺组负责: a 参与研发PCB设计评审会,提出防呆防错等相关技术性建议,预防制程工艺问题产生; b 交接研发提供的新品样品、产品规格书(测试要求指引)、制程工艺要求、PCB板图等工程文件; c 依据工程文件做出新品产前准备,针对客户需求及要求、完善制程工艺要求文件、准备好各功能测试工装、制程生产夹具、ICT测试仪器等,并对以上生产硬件、软件进行评测验证,确认满足产品技术和质量要求; d 跟进新品小批试产全程,督促各部门完善《样品试制流程单》; e 根据《样品试制流程单》提出的问题点,组织各部门相对应人员招开新品小批试总结会议,总结出相应的问题,定制改进措施、责任人、完成期限、效果验证人,进行各项异常的改进记录、证据汇总归档,量产前移交品质部核查与保存;(会议参加人员:销售部、研发部、采购部、工艺部、品质部、生产部) f 小批试产完成后制定生产岗位流程,完善作业指导书; g. 新品试产中问题的分析处理,客户反馈样品工艺问题的跟进处理。 3.4 采购部负责: a 新产品试制所需的物料,确认回料周期; b 新产品试制所需的物料认证; c. 重要元器件的品牌/供应商报备 d. 试产物料问题反馈供应商并督促改进
实验室检测报告及相关记录表格范本
检验报告 检品编号:检品名称:生产批次:生产日期: 产品商标:产品包装:检验日期: 检品数量:产品规格:报告日期: 依据标准:SB/T 10379-2004 《速冻调制食品》 检测依据:GB/T 5009.3~9-2003食品卫生检验方法理化部分(一)GB/T 4789.2.3-2008 食品卫生微生物学检验 检验项目:感官、净含量、菌落总数、大肠菌群。 检验结果 项目名称单位描述标准要求结果判定 感官 形态 色泽 组织 香味 杂质 品温(中心温度)℃≤-18 净含量g/袋 菌落总数CFU/g ≤3000000 本栏以下空白 结论: 检验人(签字): 盖章 签发人(签字):二〇〇年月日 检验报告反应产品质量,与检验原始记录合并归当保存。 临沂市太合食品有限公司
微生物检验原始记录 样品编号第页/共页样品名称:检验前样品状态:□正常□异常 仪器名称显微镜 电热恒温培养箱 仪器型号仪器编号 检测依据: GB/T 4789.2-2008 食品卫生微生物学检验菌落总数测定 GB/T 4789.3-2008 食品卫生微生物学检验大肠菌群计数 检测程序: 细菌菌落计数检测:取2~3个稀释度,做细菌菌落计数,36±1℃培养48h。 大肠菌群测定:取样品匀浆稀释液3个稀释度接种乳糖胆盐发酵管,做大肠菌群测定,初发酵36±1℃,24±2h,复发酵36±1℃,24±2h。 检测结果: 1.细菌总数测定: 取2~3个稀释度检验,36±1℃培养48h,做细菌菌落总数。 细菌总数 稀释倍数10-110-210-310-4空白对照报告结果 计 数 平皿1 细菌总数 CFU/g 平皿2 2.大肠菌群计数: 接种不同的样品稀释液于乳糖蛋白胨水培养基中,初发酵36±1℃经48±2h培养。 证实实验36±1℃经48±2h培养。查检索表,报结果。 大肠菌群计数接种量 (ml) 接种 管数 初发酵结果分离染色结果复发酵结果 报告结果 + —符合不符合+ — 大肠菌群 MPN/(100g) 检验时间年月日时检毕时间年月日时检验人员: 检验原始记录、检验报告合并装订归档。 临沂市太合食品有限公司
新产品生产准备管理办法.doc
2012.03.05-新产品生产准备管理办法1新产品生产准备管理办法 1目的 为更好的验证新产品技术、工艺等输出通过性、操作性,在生产技术准备工作实施的各阶段,保证试生产过程得到有效运作与控制,保证生产准备结果满足产品批量生产的各项要求。2适用范围 本办法适用于新产品(商改产品)生产技术准备工作全过程及试制件组织的管理。 3引用文件 商改产品生产技术准备管理办法 4术语 TTO(Tool Trial Out):是指新产品生产前期的连线调试阶段。在这一阶段是对模具、夹具、检具、工位器具、设备、工具、生产工艺流程及组织规划等生产准备工作的验证、调试过程,目的是充分发现问题并纠正,提高生产过程的质量保证能力,同时也对新产品的设计工艺性进行进一步的验证,并对生产能力进行初步验证。 P.P(PILOT PRODUCTION):它是指新产品量产前的试生产阶段。这一阶段是设备、工艺装备、工具等在量产的条件下进行的试制生产,是对TTO阶段各项工作的进一步验证和补充,预先发现量产问题,确立问题对策,确保实现量产的质量目标和产能目标。 PPAP(Production Part Approval Process):生产件批准程序,即生产件认
可过程,要求按照节拍生产,制造出的样件用于验证生产能力。 ESO(Engineering Sign Off):工程签发,根据TTO连线验证结果,验证内容基本满足规划要求且达到预定TTO目标,组织完成TTO连线确认过程。 新产品:指全新开发的产品和商品改进产品,是相对于多功能汽车厂来说没有经过工程签发或未转入批量生产的产品。 专用件:在新产品生产准备过程中多功能汽车厂未使用过的零部件(包括标准件)。 5职责 5.1 生产技术准备科(以下称准备科) 5.1.1是工厂新产品生产技术准备(TTO、PP)及试制件组织的归口管理单位; 5.2 订单推进科 5.2.1 负责新产品试生产及试制件组织执行计划的编制下发; 5.3技术支持科 5.3.1负责产品技术文件资料按计划时间下发相关单位; 5.4开发管理科 5.4.1 负责生产准备过程技术中心负责整改项目的调度; 5.5试制车间 5.5.1 负责新产品试生产装配(换件验证)过程的组织;
样品检验流程
样品检验流程 1:目的 通过严格实施样品检验流程,确保我司的样品的合格率。 2:适用范围 适用于我司外协加工样品承认及我司送客户端样品的检验。 3:相关文件 无 4:职责 采购部:负责提供供应商的样品及相关资料及样品送检、跟踪。 业务部:负责样品递交客户端并跟踪和信息联络。 工程部:样品的制作及我司样品不良的处理。 品质部:样品检验及样品承认书的制作。 5:作业流程 5.1外协送样检验流程 采购部递交样品给工程部,工程部样品负责人将样品交与品质工程师安排检验,并在工程部的《样品跟进记录表》上签字和时间。工程师必须在规定的时间内安排检验员对样品进行检验。检验员在接到样品后按照图面要求进行检验并填写《样品检验报告》和《样品检验结果记录表》,检验完成后报告递交品质工程师审核后呈送品质部主管签字,然后转交工程副总签字确认。由工程部将样品检验结果第一时间反馈给采购,由采购进行沟通协调。 5.2客户端样品检验流程 工程部样品负责人将样品交与品质工程师安排检验,并在工程部的《样品跟进记录表》上签字和时间。 工程师必须在规定的时间内安排检验员对样品进行检验。检验员在接到样品后按照图面要求进行检验并填写《样品检验报告》和《样品检验结果记录表》,检验完成后报告递交品质工程师审核后呈送品质部主管签字,然后转交工程部部主管签字确认,样品检验合格,由品质部制作样品承认书转交工程部送客户端承认,反之样品检验不合格,由品质工程师负责会签品质主管、工程副总、提交总经理审评,按总经理最终意见执行。品质部文员接到审批报告后,若最终判定可送样给客户承认,则制作《样品承认书》;若判定重新制样,则不予制作《样品承认书》。 6:备注说明 6.1《样品检验结果记录表》,每个月月底由品质部文员统一存档备案; 7. 样品承认小组 工程副总()负责样品的核准和不良样品的处理。 品质主管()负责样品的审核和不良样品的处理。 品质工程师()负责样品检验的安排以及样品检验结果的确认。 工程部()负责送样给样品检验员,并负责相关联络事宜; 品质部()负责样品检验及报表填写; 品质部()负责制作《样品承认书》及报表存档备案。