江 西 理 工 大 学 南 昌 校 区
江西理工大学南昌校区
毕业设计(论文)
题目:深孔钻PLC控制系统设计
系:机电工程系
专业:机电一体化
班级:09机电一班
学生:程钧
学号:09312145
指导教师:张乐平职称:张主任江西理工大学南昌校区
毕业设计(论文)任务书
院系:机电工程系专业:机电一体化班级:09机电一班学生:苏其柏题目:深孔钻PLC控制系统设计
专题题目(若无专题则不填):
原始依据(包括设计(论文)的工作基础、研究条件、应用环境、工作目的等):1设备的工作过程简介:
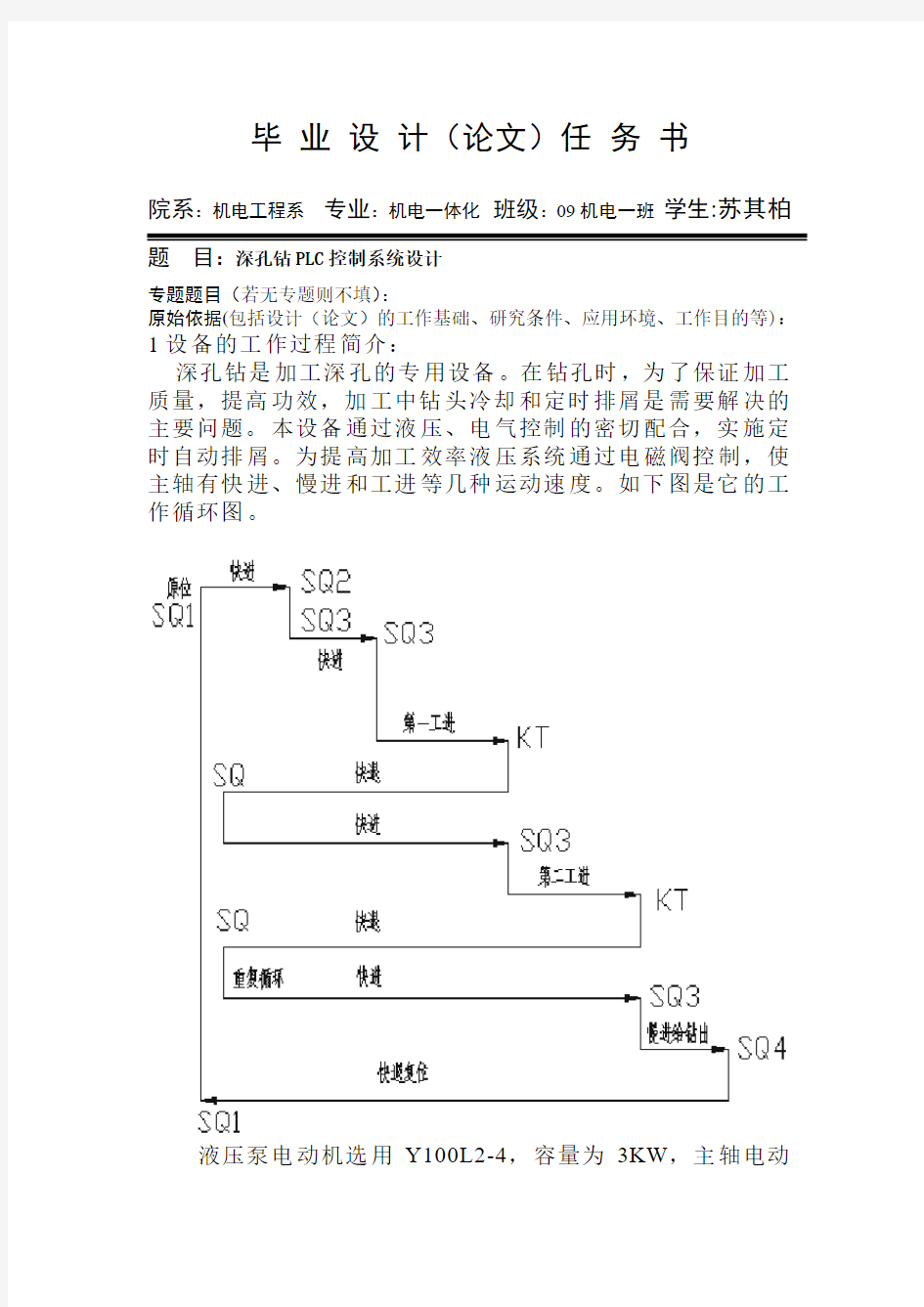
深孔钻是加工深孔的专用设备。在钻孔时,为了保证加工质量,提高功效,加工中钻头冷却和定时排屑是需要解决的主要问题。本设备通过液压、电气控制的密切配合,实施定时自动排屑。为提高加工效率液压系统通过电磁阀控制,使主轴有快进、慢进和工进等几种运动速度。如下图是它的工作循环图。
液压泵电动机选用Y100L2-4,容量为3KW,主轴电动
机主Y100L-6,容量为1.5KW 。电磁阀采用直流24V 电源。表10-6列出了电磁阀动作节拍表。
电磁阀状态表
快进
慢进
一工进 快退
快进
二工进 快退
快进
慢进钻出 快退复位 YV1 + + + + + + + YV2 + + YV3 + + + + YV4
+
+
+
主要内容和要求:(包括设计(研究)内容、主要指标与技术参数,并根据课题性质对学生提出具体要求):
深孔钻结构示意图
1---拉杆 2---原位挡铁 3---向前挡铁 4---慢进给挡铁 5---
工作进给挡铁6---终点挡铁7---终点螺钉8---终点复位挡铁9---杠杆10---死挡铁11---复位推杆12---安全阀13---程序阀14---反压阀15---节流阀
其动作原理是:
原位:原位时挡铁2压着原位行程开关SQ1,慢进给挡铁4支撑在向前挡铁3上,终点复位挡铁8被拉杆9顶住。
1)快速前进。当发生起动信号,电磁阀YV1通电,三位五通换向阀右移,主轴快速前进,带着拉杆1上可滑动的工作进给挡铁
5一起前进。
2)慢进给。当快进到慢进给挡铁4压下SQ2,导致电磁阀YV2通电,与此同时,工作进给挡铁5也压下SQ3,使YV3通电,这样YV1、YV2、YV3均得电,于是主轴为慢进给,并带着拉
杆1及工作进给挡铁5同时慢进,此时,主轴电动机自动起动。3)工作进给。当慢进工作给挡铁5顶在死挡铁10上,挡铁5不再向前进。但由于拉1被主轴带着继续前进,于是挡铁5在拉杆
上滑动,同时向前挡铁3将离开慢进给挡铁4,使SQ2松开,
YV2断电。主轴转为正常工作进给速度加工。
4)快进排屑。由时间继电器KT控制工作进给时间,由它发出信号,使YV1、YV2、YV3断电,同时接通YV4,使主轴快退带
动下,拉杆1及挡铁5一起后退。
5)再次快进前进。当快退到挡铁3压下原位开关SQ1时,YV4断电,并使YV1再次得电,主轴快进,但由于第一次工进时,6)已使挡铁5在拉杆1后移一段距离(正好等于钻孔深度),所以慢进挡铁4离开挡铁3,SQ2不会受压,因而快进不会转为慢
进,而是一直快进到挡铁5在死挡铁10上。
7)重复进给。挡铁5再次压下SQ3,YV3又得电,转为工进,(从上次钻孔深度处开始),由时间继电器控制进给时间,后又转为
快退排屑,如此多次循环。
8)慢进给钻出。每工进一次,挡铁5就在拉杆1上后移一段距离,经多次重复,使挡铁5逐渐向终点挡铁6靠拢,然后由终点挡
铁6之凸块拨转挡铁4,使SQ2受压,主轴慢进给钻出,到达
终点,并推动杠杆9,放开高位挡铁8,并压下SQ2,使YV1
断电,YV4得电,主轴快退。
9)复位。挡铁5后退一段距离,即被挡铁8钩住,使其沿拉杆1向前滑动,直到挡铁3通过SQ1(因SQ4受压,故压下SQ1
不起作用),并顶开挡铁8,从而放开挡铁5和SQ4,挡铁8由
杠杆9顶住,原位挡铁2压下SQ1,YV4断电,主轴停止后退,
恢复原位。
在加工过程中,若出现故障,可按停止按钮,使主轴停止进给,然后再按动力头上的复位推杆11,拨动终点复位挡铁8,使SQ4
受压发出快退复位指令,从而恢复到始状态。
2,设计要求
1)在工件夹紧及液压泵起动后,按下开工按钮,开始钻孔并能自动循环。
2)主轴电动机在第一次快进时自动起动,加工完成,退回原位时自动停止。
3)具有可靠的联锁,保护环节和必要的动作显示。
4)具有点动调整环节,包括主轴电机的起停,快退,慢进,工进等点动控制。
3,设计任务
1. I/O的分配及机型选择。
2. I/O接线图设计
3.梯形图设计
4.原理图。
日程安排:
第一、二周 选题,查找资料,写任务书和开题报告
第三、四、五、六周 程序编好后进行初步运行调试、修改
第七周 程序通过后,打印毕业设计,准备毕业答辩。
主要参考文献和书目:
[1] 王峻.现代深孔加工技术.哈尔滨.哈尔滨工业出版社,2005
[3] 方承远.工厂电气控制技术.北京.机械工业出版社,2006
[4] 丁树模、丁问司.液压传动.北京. 机械工业出版社,2009.6
[5] 刘华波.西门子S7-200PLC编程及应用案例精选.北京.机械工业出版社,2009.5
[6] 贾德胜.PLC应用开发实用子程序.北京.人民邮电出版社,2006.1
[7] 顾桂梅.电气控制与PLC应用项目教程.北京.机械工业出版社,2010.12
[8]赵明,许蓼.工厂电气控制设备.北京.机械工业出版社,1996.1
[9] 廖常初.PLC编程及应用.北京.机械工业出版社,2008.1
指导教师签字:年月日
教研室主任签字:年月日注:本表可自主延伸,各专业根据需调整
江西理工大学南昌校区
毕业设计(论文)开题报告
机电工程系机电一体化专业09级(应届)一班学生程钧
题目:深孔钻PLC控制系统设计
本课题来源及研究现状:深孔钻组合机床能自动完成工件的钻孔加工,自动化程度高,生产效率高。为了提高其自动控制系统的可靠性和设备的工作效率,我们需要为其设计一套PLC控制系统。PLC控制系统能提高生产效率,克服手动操作所带来的一些人为的干扰因素,能取得良好的经济效益。
课题研究目标、内容、方法和手段:主要研究如何设计控制系统,主要内容是设计出控制系统并解决加工中钻头冷却和定时排屑问题;可以通过参考各种有关文献,在本组同学及导师的共同努力下完成。
设计(论文)提纲及进度安排:提纲分为1.深入了解本课题相关的专业知识,做好开题报告2.研究深孔加工技术,PLC编程的应用级其特点等 3.设计出控制方案,PLC程序及程序的运行、监视及调试。
4.分析在设计过程当中的心得。进度安排:前一个月完成提纲的1、2部分,3、4部分再花一个月时间,最后花半个月时间总结。
主要参考文献和书目:[1] 初主编.PLC编程及应用.机械工业出版社[2] 王峻.现代深孔加工技术.哈尔滨工业出版社,2005 [3] 李华.
机械制造技术.机械工业出版社,1996年
指导教师审核意见:
教研室主任签字:年月日注:本表可自主延伸