搪瓷管的制作工艺
搪瓷管的制造工艺
一、准备工作:
1、检查生产用电炉炉体(炉丝等)、操作系统、照明等设备是否完好,保证运转正常,满足生产的需要。
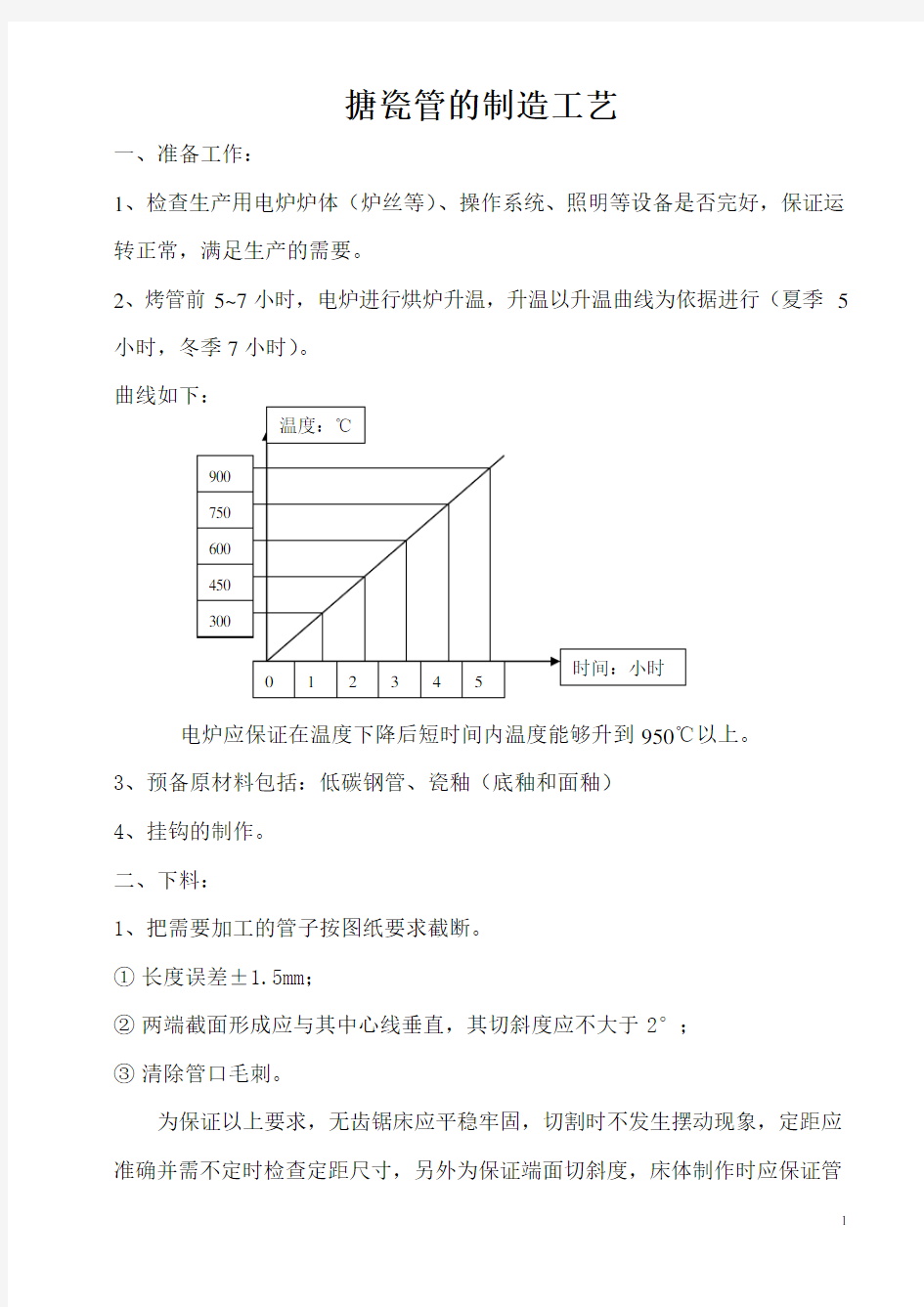
2、烤管前5~7小时,电炉进行烘炉升温,升温以升温曲线为依据进行(夏季5小时,冬季7小时)。
电炉应保证在温度下降后短时间内温度能够升到950℃以上。
3、预备原材料包括:低碳钢管、瓷釉(底釉和面釉)
4、挂钩的制作。
二、下料:
1、把需要加工的管子按图纸要求截断。
①长度误差±1.5mm;
②两端截面形成应与其中心线垂直,其切斜度应不大于2°;
③清除管口毛刺。
为保证以上要求,无齿锯床应平稳牢固,切割时不发生摆动现象,定距应准确并需不定时检查定距尺寸,另外为保证端面切斜度,床体制作时应保证管
子中心线能够与切割片垂直。(如图)
o 0.1
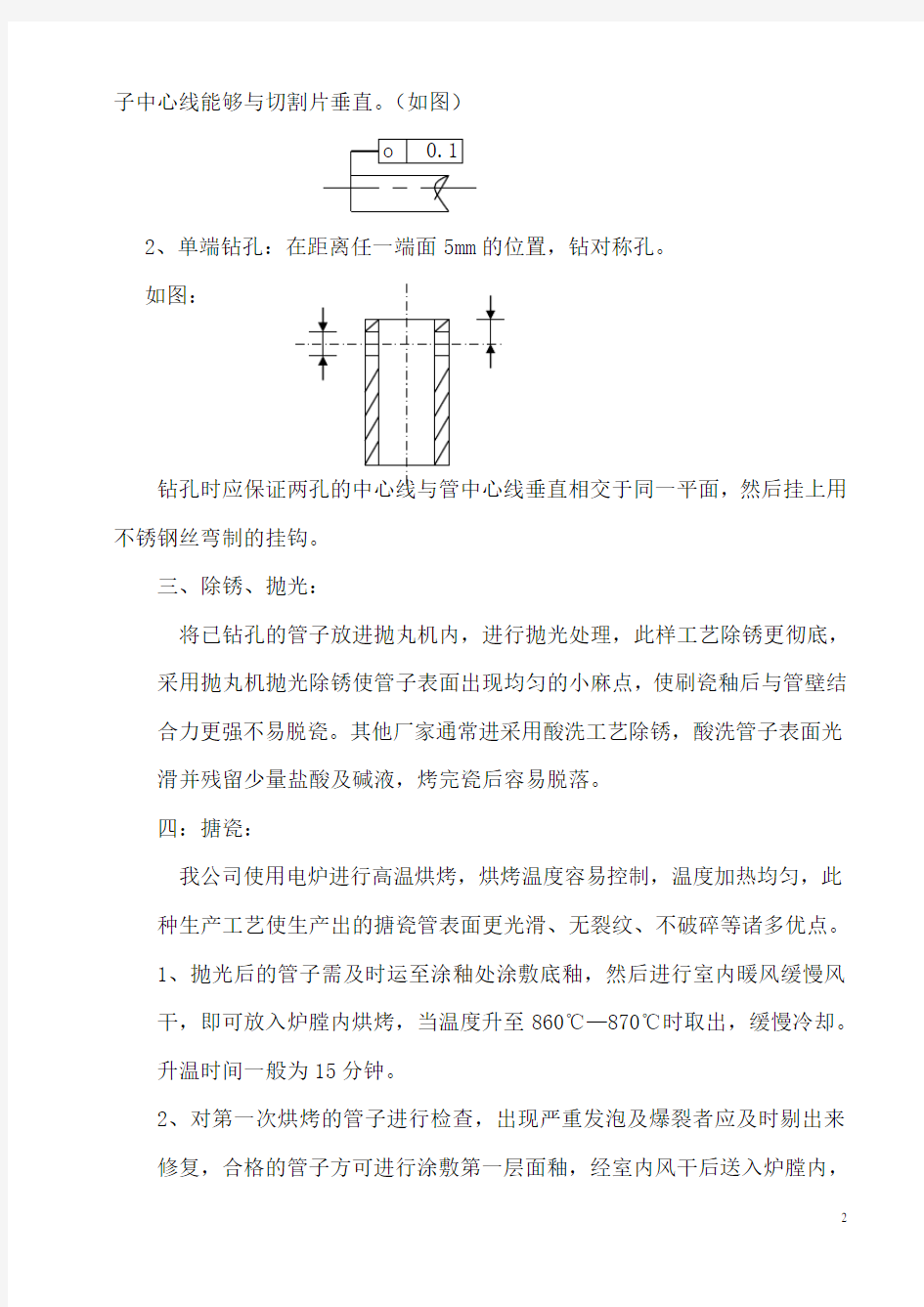
2、单端钻孔:在距离任一端面5mm的位置,钻对称孔。
如图:
然后挂上用不锈钢丝弯制的挂钩。
三、除锈、抛光:
将已钻孔的管子放进抛丸机内,进行抛光处理,此样工艺除锈更彻底,采用抛丸机抛光除锈使管子表面出现均匀的小麻点,使刷瓷釉后与管壁结合力更强不易脱瓷。其他厂家通常进采用酸洗工艺除锈,酸洗管子表面光滑并残留少量盐酸及碱液,烤完瓷后容易脱落。
四:搪瓷:
我公司使用电炉进行高温烘烤,烘烤温度容易控制,温度加热均匀,此种生产工艺使生产出的搪瓷管表面更光滑、无裂纹、不破碎等诸多优点。
1、抛光后的管子需及时运至涂釉处涂敷底釉,然后进行室内暖风缓慢风
干,即可放入炉膛内烘烤,当温度升至860℃—870℃时取出,缓慢冷却。
升温时间一般为15分钟。
2、对第一次烘烤的管子进行检查,出现严重发泡及爆裂者应及时剔出来
修复,合格的管子方可进行涂敷第一层面釉,经室内风干后送入炉膛内,
当温度升到920℃时,从炉中取出,缓慢冷却,对有缺陷者剔出修复。升温时间一般为20分钟。
3、然后进行第二层面釉的涂敷,工艺同第一层面釉。待到管子从炉中取出冷却后,对所有烘烤好的管子进行逐根检验,对有缺陷的管子(爆瓷、严重弯曲、严重鼓泡等)剔除,集中修复或报废,合格品包装入库。
4、a、底釉浓度不能太低,涂敷后严禁干燥太急,要用暖风缓慢风干。
b、升温时间仅供参考。
注:1、我公司从生产搪瓷管最关键的瓷釉进行严格把关,于2010年与上海林志搪瓷制品有限公司合作共同研发搪瓷制品,同时我公司并聘任上海林志搪瓷制品有限公司专家庄林荣同志(曾获得国家科学技术委员会颁发的《低温烧结耐酸耐碱搪瓷》发明奖,其一生致力于搪瓷制品及搪瓷玻璃釉的开发研究,声誉享誉国内外)为技术顾问,并在生产工艺上进行了优化,产品质量得到可靠的保证。
2、其他厂家烘烤方式:通常使用工业炉窑烘烤,由于燃料是焦炭甚至是烟煤,经常出现温度加热不均,不好控制,导致生产出的搪瓷管表面粗糙、裂纹、脱瓷、变形等缺点。
五、检验方法及质量标准: