镀膜机常见故障及分析解决预防措施
镀膜机常见故障及分析解决预防措施
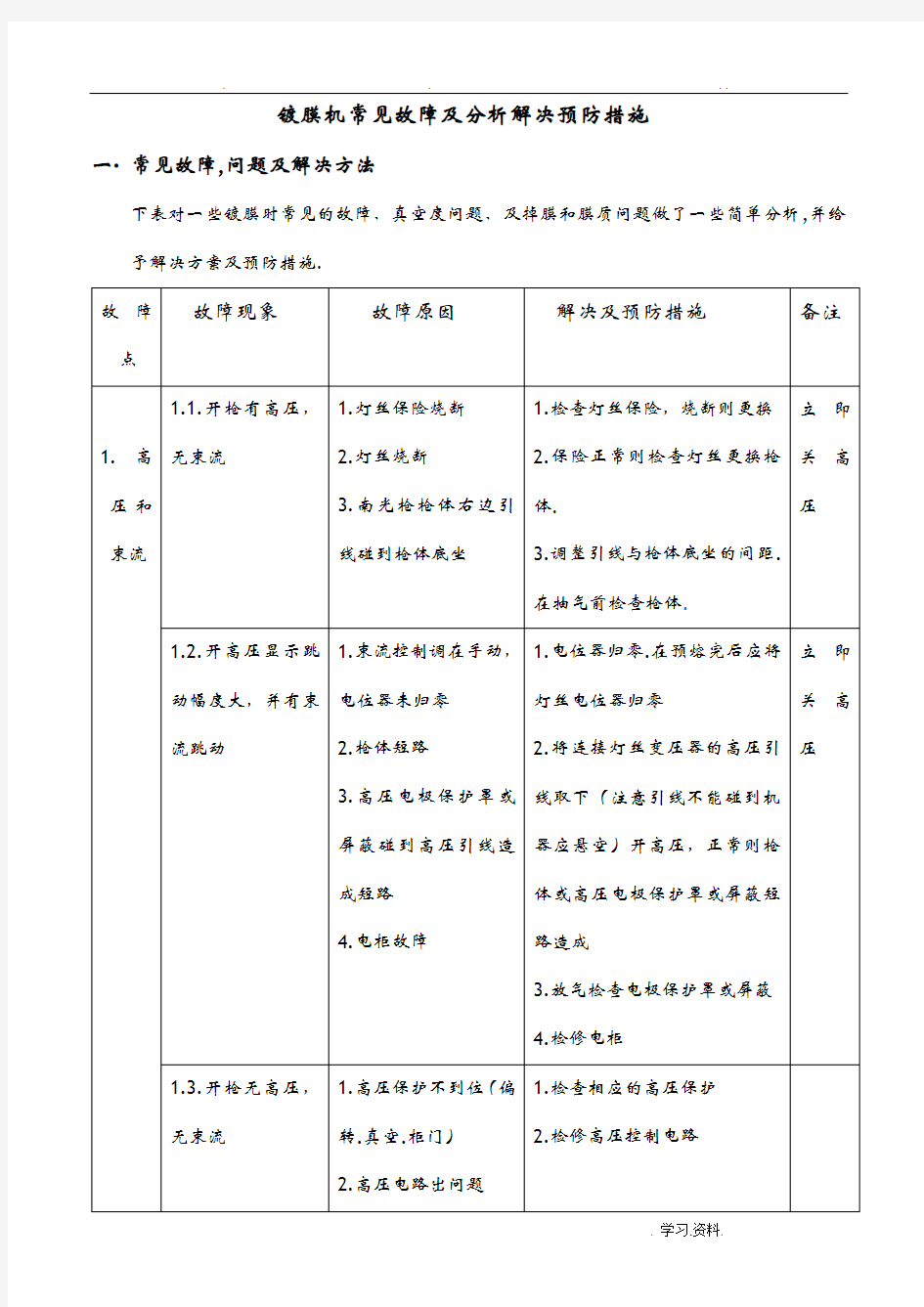
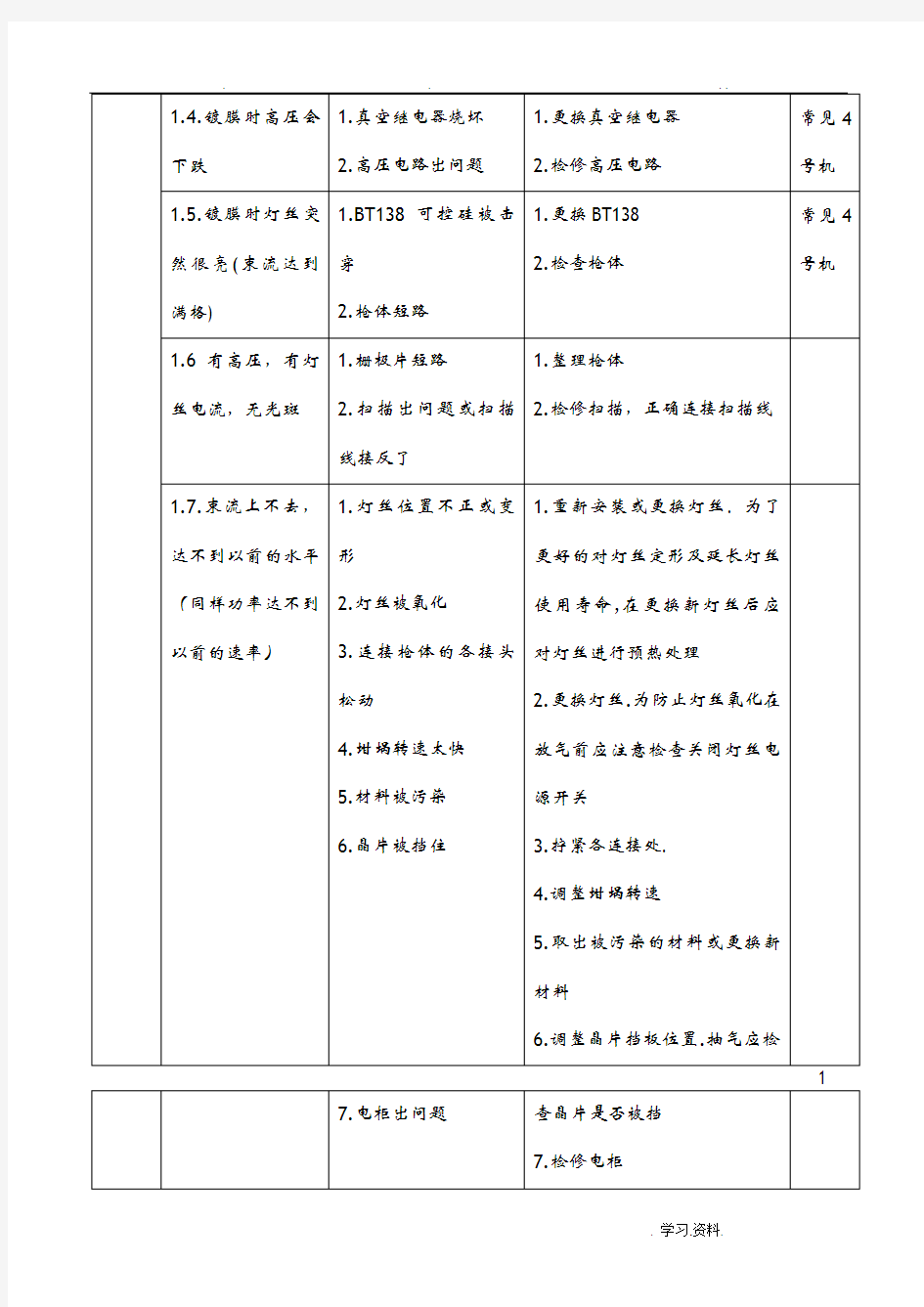
一.常见故障,问题及解决方法
下表对一些镀膜时常见的故障、真空度问题、及掉膜和膜质问题做了一些简单分析,并给予解决方案及预防措施.
二.一些基础知识及注意事项和应急措施
1. 膜厚控制仪
控制参数
Soak power1----预熔功率1 约为蒸发功率的一半
Soak power2----预熔功率2 也称预蒸镀功率略小于最大功率
Maxpower ----最大功率Dep Rate ----蒸发速率
Final Thk ----膜厚(波长)Soak time----预熔时间
Rise time ----功率上升时间Density ----材料密度
检测膜厚原理
通过改变探头上晶片的频率(由于膜的蒸发改变了其重量,所以其震动频率发生变化)来计算膜厚,而探头所处的位置和工具因数的设置都影响到测试精度,探头的位置和测试膜厚的关系如小:
(1).探头高了,测试得到的厚度<实际得到的膜厚(玻片上厚度)
(2).探头低了,测试得到的厚度>实际得到的膜厚(玻片上厚度)
(3).工具因数调高,相当于探头位置降低,所以膜厚要增加
2. 膜和材料间的关系
2.1.U5吸收杂光,影响膜质和亮度.镀的过多,膜会发银;镀的过少,膜发黑,不亮泽,有银色;没镀上,则为银白
2.2.U3脱膜剂,影响膜质.镀的过多,膜质稀烂,易脱落;镀的过少,膜会打卷,发硬
2.3.SiO2决定颜色
2.4.U6基层,影响膜的鲜艳度和亮度
3. 均匀性
3.1.径向均匀性:同一玻片上部与下部的不均匀,与光斑的调节、材料的料面、坩埚转速和转向、玻片的曲率有关
3.2.重复均匀性:同一锅膜的每一套间的不均匀,与真空度的高低、操作者看颜色有关
3.3.整体均匀性:同一套膜四块玻片上的均匀性,与光斑的稳定性、工转的转速和蒸发速率的匹配、真空度的高低、径向均匀性有关
4. 灯丝问题
4.1.放气时要记住关灯丝电源,以免氧化灯丝
4.2.初次使用或更换新灯丝,应进行灯丝预热定型处理,以防灯丝加热过快变形.预热时,高压关闭,直接加热灯丝,缓慢加灯丝电流,由几安培加至15A时,维持3-5分钟
4.3.灯丝安装
a.灯丝不宜太高或太低:太高会造成光斑不可调,容易打烂栅极和阳极片;太低会造成光斑能量太散,不易蒸发
b.栅极片应略低于阳极片
c.各个压块、引线的接触面应清洗干净避免造成接触不良
d.打紧螺钉时应松紧适当,太松会接触不良,太紧会造成“滑丝”
5. 轰击
条件:真空度4.0Pa到8.0Pa之间时间:20到30分钟
轰击棒应用240#砂纸砂干净再用酒精擦一遍再装入真空室
轰击完后关闭轰击开关,取轰击棒时应带手套或用包住轰击棒以免被烫伤
6. 换机械泵油
将油放干净,把出气口的盖板取下,然后取下挡油板,用布将机械泵油腔擦干净(特别注意死角地方),擦干净后倒点新油盖住出气口开机械泵运行20秒将油放出,这样反复做两到三次,洗干净后即可加油.加油应加到观察油窗伤两条红线之间(油加少了会造成机械泵的抽气性能下降,油加多了会造成抽气时油喷出来).油加好后将挡油板,盖板依次装好.
7. 应急措施
7.1. 突然停电
首先将设备总电源开关关闭(防止突然恢复电力所有用电设备工作造成电流冲击过大),然后将所有开关复位,处在关的状态(开关弹起为关的状态),等待电力恢复
如果长时间电力无法恢复应将扩散泵电炉盘取下,用湿布放在扩散泵四周使其冷却.设备循环水关小,防止停电时间过长导致循环水无法循环使水流失
7.2.停水
首先应关闭扩散泵,将扩散泵电炉盘取下,用湿布放在扩散泵四周使扩散泵冷却关闭各阀门及机械泵,不能让其长时间在无冷却水的状态下工作导致设备损坏
7.3.停气
气压低于0.43Mpa时阀门会自动关闭,此时应将各阀门开关复位处在关的状态(开关弹起为关).如果长时间无法恢复供气,则将扩散泵,机械泵等运作的设备关闭,关扩散泵15分钟后打开扩散泵快冷冷却扩散泵