焊接工艺评定方案word版本
焊接工艺评定方案
1.引用标准
2.项目主要焊接接头,焊接方式及焊接材料3.焊接工艺评定
4.所属焊接工艺评定项目及覆盖范围5.焊缝试件外观质量和焊缝内部质量检验6.焊接工艺指导书
1.引用标准:
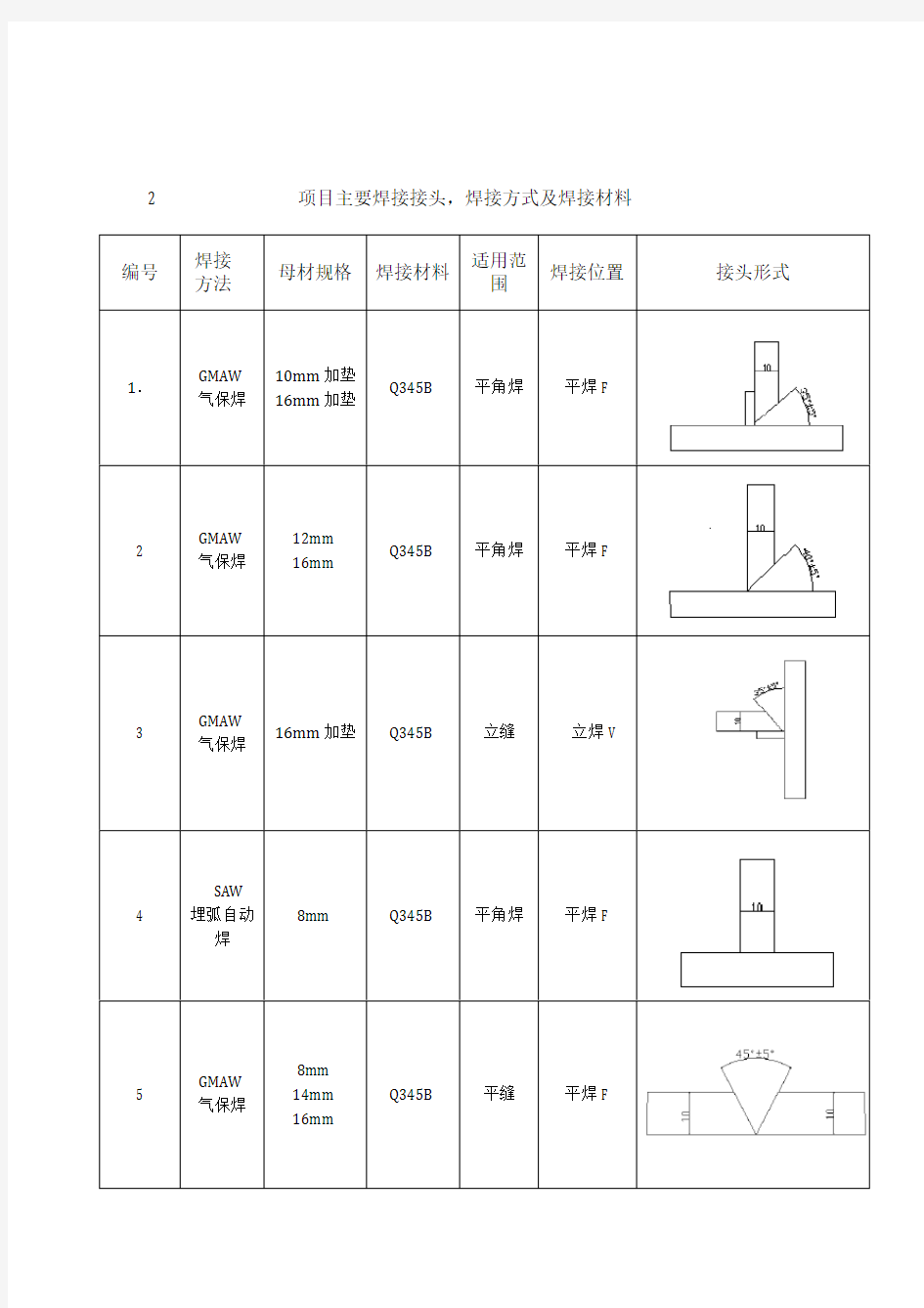
2 项目主要焊接接头,焊接方式及焊接材料
编号焊接
方法
母材规格焊接材料
适用范
围
焊接位置接头形式
1.GMAW
气保焊
10mm加垫
16mm加垫
Q345B 平角焊平焊F
2 GMAW
气保焊
12mm
16mm
Q345B 平角焊平焊F
3 GMAW
气保焊
16mm加垫Q345B 立缝立焊V
4
SAW
埋弧自动
焊
8mm Q345B 平角焊平焊F
5 GMAW
气保焊
8mm
14mm
16mm
Q345B 平缝平焊F
2.焊接工艺评定
a)焊接接工艺评定应以可靠的钢材焊接性能为
依据,并在生产制作之前完成。
b)焊接工艺评定一般过程是:
i.拟定焊接工艺指导书
ii.施焊试件
iii.无损检测、制取试样、测定焊接接头是否具有所要求的使用性能
iv.提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。
c)焊接工艺评定所用设备、仪表应处于正常工
作状态。
d)焊接环境,当焊接环境出现下列情况时,必
须采取有效防护措施,否则禁止施焊
i.风速:气体保护焊时大于2m/s,其它焊接方
法大于8m/s
ii.相对湿度大于90%
iii.雨, 冰,雪环境;
iv.当低合金钢焊件低于50℃、普通碳素钢焊件温度低于0℃时,应在始焊接表面各方向大于或等于2倍钢板厚度
且不小于100mm范围内预热到20℃以上,且在焊接过程中均不
应低于这一温度
e)焊接工艺评定所用材料
评定所用材料应有合格的质量证明书
f)焊接工艺评定的焊接试件由本单位和本项目的技能熟练,并具有相应合
格项位的焊接人员担任。
g)焊工必须严格按焊接工艺指导书施焊。
h)无损检测人员应具备相应资格。
i)试样的性能试验单位应具有相应资质
j)焊接工艺评定结果不合格时,应分析原因,制订新的评定方案,按原步骤重新评定,直至合格为止。
3.所属焊接工艺评定项目及覆盖范
a)评定规则:按GB50661-2011《钢结构焊接规范》中的评定规则进行
评定,在钢材和焊材选定的情况,如下述因素发生变化,需重作焊接工
艺评定:
i.焊接方法的改变
ii.焊接位置的改变
iii.衬垫的改变
iv.按焊丝直径规定的焊接电流、焊接电压或焊接速度的改变分别超过评定合格值的10%,7%和10%
v.坡口形状和尺寸改变
详见GB50661-2011《钢结构焊接规范》6.3
b)覆盖范围