(完整版)高温合金牌号及具体性能表
高温合金牌号(GB/T14992-1994)
2007-4-24 16:21:20
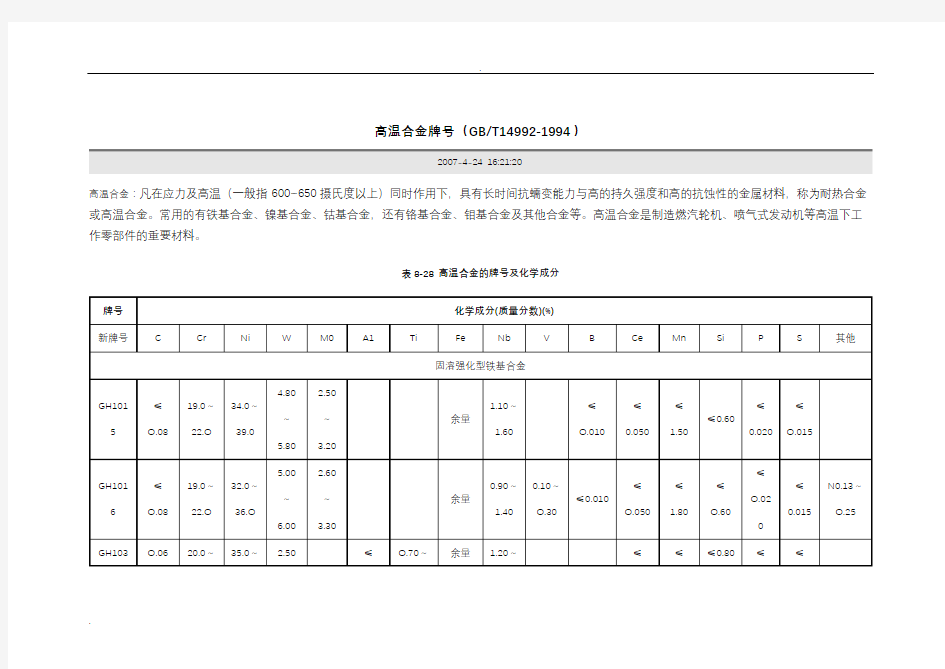
高温合金:凡在应力及高温(一般指600~650摄氏度以上)同时作用下,具有长时间抗蠕变能力与高的持久强度和高的抗蚀性的金属材料,称为耐热合金或高温合金。常用的有铁基合金、镍基合金、钴基合金,还有铬基合金、钼基合金及其他合金等。高温合金是制造燃汽轮机、喷气式发动机等高温下工作零部件的重要材料。
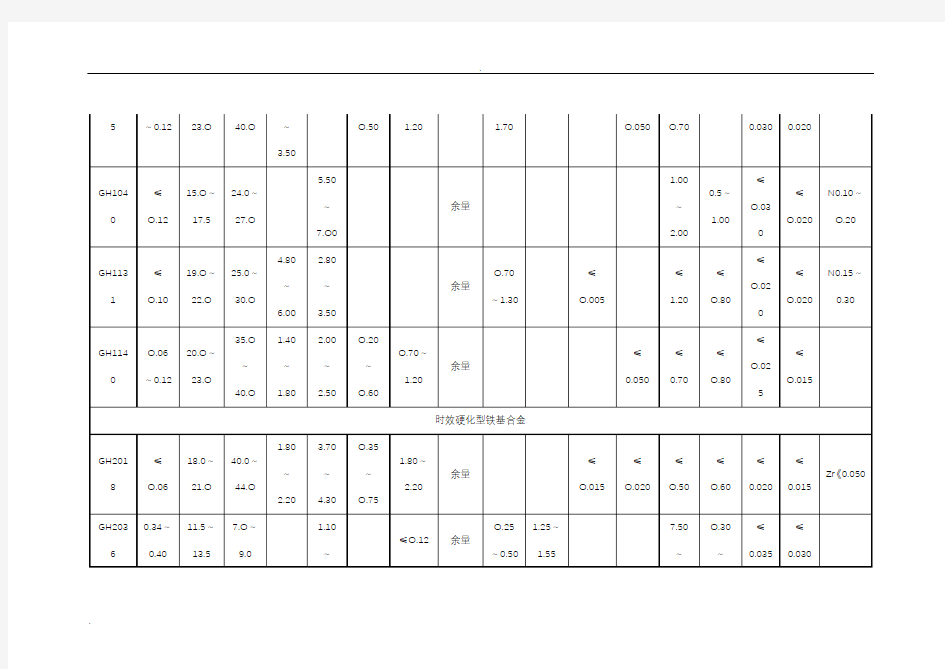
表8-28高温合金的牌号及化学成分
注:1.GH1035合金中的Ti和Nb为任选其一,不是同时加入的。
2.GH3039合金中允许有铈(Ce)存在。
3.表中B、Zr、Ce的含量为计算加入量,可不分析测定(除非产品标准或协议、合同中另有规定)。
表8-30高温合金的特性和应用
注:各成分含量皆指质量分数。
表5-6-7 中国与国外变形高温合金牌号近似对照
①W-Wr.是德国DIN17007系统的数字材料号(Wdrkstoff-Nummer);L-Nr.是德国航空标准数字牌号(Luftfahrtstoff-Nr)的缩写,在表中加括号,以示区别。
②英国牌号中带“”的为商业牌号,与美国牌号通用。
镍基高温合金锻件的热处理
固溶强化的镍基高温合金(如GH3030,GH3039,GH3044,GH141等)锻件一般采用固溶时效处理。固溶处理的目的,不但是为了溶解基体内的碳化物和r′相,以获得均匀的固溶体,为时效作组织准备,而且也是为了获得适当的晶粒度。一般固溶处理温度在1040~1230℃范围内,需确定恰当的固溶处理加热温度和保温时间,以防止r相晶粒不均匀长大、过热和过烧。有些合金,除了固溶时效处理外,还采用中间热处理,以获得较高的持久强度、高温塑性和较小的缺口敏感性。
高温合金的热处理制度见表12。
中外常用钢材料牌号对照表
常用国内外钢材牌号对照表 中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT ISO 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 Q195 Cr.B Cr.C SS330 SPHC SPHD S185 040 A10 S185 S185 CT1K П CTlC П CTl ПC Q215A Cr.C Cr.58 SS 330 SPHC 040 A12 CT2K П—2 CT2C П—2 CT2ПC —2 Q235A Cr.D SS400 SM400A 080A15 CT3K П—2 CT3C П—2 CT3ПC —2 E235B Q235B Cr.D SS400 SM400A S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 CT3K П—3 CT3C П—3 CT3ПC —3 E235B Q255A SS400 SM400A CT4K П—2 CT4C П—2 CT4ПC —2 普 通 碳 素 结 构 钢 Q275 SS490 CT5C П—2 CT5ПC —2 E275A
中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT IS0 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 08F 1008 1010 SPHD SPHE 040A10 80K П 10 1010 S10C S12C CKl0 040A12 XCl0 10 C101 15 1015 S15C S17C CKl5 Fe360B 08M15 XCl2 Fe306B 15 C15E4 20 1020 S20C S22C C22 IC22 C22 20 25 1025 S25C S28C C25 IC25 C25 25 C25E4 40 1040 S40C S43C C40 IC40 080M40 C40 40 C40E4 45 1045 S45C S48C C45 IC45 080A47 C45 45 C45E4 50 1050 S50C S53C C50 IC50 080M50 C50 50 C50E4 优 质 碳 素 结 构 钢 15Mn 1019 080A15 15r
金属材料材料牌号对照表
C Mn Si 00Cr19Ni10中≤0.030≤2.00≤1.00TP304L 美≤0.0358≤2.00≤0.75TP304LN 美≤0.0358≤2.00≤0.75SUS304L TP 日≤0.030≤2.00≤1.00TP304美≤0.08≤2.00≤0.750Cr18Ni9 中≤0.07≤2.00≤1.00TP304N 美≤0.08≤2.00≤0.75SUS304L TP 日≤0.08≤2.00≤1.00TP304H 美0.04-0.10≤2.00≤0.75SUS304L TP 日0.04-0.10≤2.00≤0.750Cr18Ni10Ti 中≤0.08≤2.00≤1.001Cr18Ni9Ti 中≤0.12≤2.00≤1.00TP321 美≤0.08≤2.00≤0.75TP321H 美0.04-0.10≤2.00≤0.75SUS321 TP 日≤0.08≤2.00≤1.00SUS321H TP 日0.04-0.10≤2.00≤0.750Cr18Ni11Nb 中≤0.08≤2.00≤1.00TP347美≤0.08≤2.00≤0.75TP347H 美0.04-0.10≤2.00≤0.75TP348 美≤0.08≤2.00≤0.75TP348H 美0.04-0.10≤2.00≤0.75SUS347 TP 日≤0.08≤2.00≤1.00SUS347H TP 日0.04-0.10≤2.00≤1.0000Ci17Ni14Mo2中≤0.03≤2.00≤1.00TP316L 美≤0.035≤2.00≤0.75TP316LN 美≤0.035≤2.00≤0.75SUS 316L TP 日≤0.03≤2.00≤1.000Cr18Ni12Mo2Ti 中≤0.08≤2.00≤1.001Cr18Ni12Mo2Ti 中≤0.21≤2.00≤1.000Cr17Ni12Mo2 中≤0.08≤2.00≤1.00TP316 美0.04-0.10 ≤2.00≤0.75TP316H 美≤2.00 ≤0.75TP316N 美≤0.08≤2.00≤0.75SUS 316 TP 日≤0.08≤2.00≤1.00SUS 316H TP 日0.04-0.10≤2.00≤0.7500Ci19Ni13Mo3 中≤0.030≤2.00≤1.00TP317L 美≤0.035≤2.00≤0.75SUS 316L TP 日≤0.030≤2.00≤1.000Ci19Ni13Mo3中≤0.08≤2.00≤1.000Cr18Ni12Mo3Ti 中 ≤0.08≤2.00≤1.00 国别钢号材料类别00-18Cr-8Ni 0-18Cr-8Ni 1-18Cr-8Ni 18Cr-10Ni-Ti 18Cr-10Ni-Cb 00-16Cr-12Ni-2Mo 16Cr-12Ni-2Mo 00-18Cr-13Ni-3Mo
合金钢的分类和牌号
合金钢的分类和牌号教学设计说课 哈尔滨市第十八职业中学 李玉玲
《合金钢的分类和牌号》教学设计说课 [课题]合金钢的分类和牌号(中国劳动社会保障出版社金属材料与热处理第四版第7章第2节) [课型]新授课 [教学模式]引导学生自主学习 [教学目标] ·知识目标 掌握合金钢的分类和合金钢的牌号。 ·技能目标 让学生自主或以合作交流的方式,研究合金钢在生产和生活中的应用,培养其自主学习及知识迁移能力,以促进学习者问题解决能力的伸展。·情感目标 激发学生学习金属材料的兴趣;培养学生积极独立思考的意识。 [教学重点] 合金钢的分类和牌号。 [教学方法] 通过任务驱动法来引导学生自主学习。 [教学手段] 讲述、教具、生活中的实例。
[课时安排] 课时。2. [课前准备] 提前预备一些教具。 [讲授过程] (一)复习: 1、上节课我们学习碳素钢和合金钢,二者有何相同点和不同点。(学生思考并做出回答……) 2、碳素钢的分类方法有哪些?(学生思考并做出回答……) (二)导入:碳素钢的冶炼、加工简单,价格便宜,但有一些重要零件若选用碳素钢,就达不到性能要求。因此,人们在机械制造业中广泛使用合金钢。(明确研究方向,激发探究欲望) (任务一:合金钢按用途分类)结合碳素钢按用途分类用类比的方法或小组讨论完成合金钢的分类。培养学生整理知识的能力。每一种钢的用途不同。 教师提出问题: (1)桥梁上的钢筋使用碳素结构钢好还是使用合金钢结构钢好(扩大学生知识面) (2)碳素工具钢是用来制造刀具、量具、模具。合金工具钢是否也用来制造刀具、量具、模具? (3)特殊性能钢具有某种特殊物理、化学性能的钢。在日常生活中你们接触过特殊性能钢?
中国工具钢和硬质合金牌号及其化学成分
第一章中国工具钢和硬质合金牌号及化学成分 第一节碳素工具钢(1)中国GB标准碳素工具钢的钢号与化学成分[GB/T1298-1986](表6-1-1) 表6-1-1碳素工具钢的钢号与化学成分(质量分数)(%) 钢号C Si Mn P≤S≤ T7 T8 T8Mn T9 T10 T11 T12 T13 0.65-0.74 0.75-0.84 0.80-0.90 0.85-0.94 0.95-1.04 1.05-1.14 1.15-1.24 1.25-1.35 ≤0.35 ≤0.35 ≤0.35 ≤0.35 ≤0.35 ≤0.35 ≤0.35 ≤0.35 ≤0.40 ≤0.40 0.40-0.60 ≤0.40 ≤0.40 ≤0.40 ≤0.40 ≤0.40 0.035 0.035 0.035 0.035 0.035 0.035 0.035 0.035 0.030 0.030 0.030 0.030 0.030 0.030 0.030 0.030 注:1.高级优质钢(带“A”的钢号)磷、硫含量(质量分数):P≤0.030%;S≤0.030%。 2.钢中残余元素含量(质量分数):Cr≤0.25%,Ni≤0.20%,Cu≤0.30%。 3.用作铅浴钢丝的残余元素含量(质量分数):Cr≤0.10%,Ni≤0.12%,Cu≤0.20%,Cr+Ni+Cu≤0.40%。 4.要求检验钢的淬透性时,允许添加少量合金元素。 (2)中国GB标准碳素工具钢的交货硬度与淬火硬度(表6-1-2和表6-1-3) 表6-1-2碳素工具钢的交货硬度与淬火硬度钢号 交货状态试样淬火 硬度HBS压痕直径/mm淬火温度/℃冷却介质硬度>HRC T7≤187≥4.4800-820水62 T8≤187≥4.4780-800水62 T8Mn≤187≥4.4780-800水62 T9≤192≥4.35760-780水62
硬质合金牌号性能对照表
硬质合金牌号性能、应用推荐及牌号对照 合金牌号 密度 g/cm2 抗弯 强度 不低 于 N/cm2 硬度 不低 于 HRA 加工条件及用途 ISO 国际标准 YT15 11.0- 11.7 1150 91 适用于碳素钢与合金钢加工中,连续切削时的粗车、半精车 及精车,间断切削时的小断面精车,连续面的半精铣与精铣, 孔的粗扩与精扩。 P10 YT14 11.2- 12.0 1270 90.5 适于在碳素钢与合金钢加工中,不平整断面和连续切削时的 粗车,间断切削时的半精车与精车,连续断面粗铣,铸孔的 扩钻与粗扩。 P20 YT5 12.5- 13.2 1430 89.5 适于碳素钢与合金钢(包括钢锻件,冲压件及铸件的表皮) 加工不平整断面与间断切削时的粗车、粗刨、半精刨,非连 续面的粗铣及钻孔。 P30 YS25 12.8- 13.2 2000 91 适应于碳素钢、铸钢、高锰钢、高强度钢及合金钢的粗车、 铣削和刨削。 P20、P40 YS30 12.45 1800 91 属超细颗粒合金,适于大走刀高效率铣削各种钢材,尤其是 合金钢的铣削。 P25 P30 YW1 12.6- 13.5 1180 91.5 适于耐热钢、高锰钢、不锈钢等难加工钢材及普通钢和铸铁 的加工。 M10 YW2 12.4- 13.5 1350 90.5 适于耐热钢、高锰钢、不锈钢及高级合金钢等特殊难加工钢 材的精加工,半精加工。普通钢材和铸铁的加工。 M20 YW3 12.7- 13.3 1300 92 适于合金钢、高强度钢、低合金、超强度钢的精加工和半精 加工。亦可在冲击力小的情况下精加工。 M10、M20 YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适 合做一般钻头、刀具等耐磨件。 K15、K25 M10、M30 YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生产挤压棒材,制 作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具 和耐磨零件。 K25、K35 M25、M40 YG3X 14.6- 15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精 加工。 K05 YG6A 14.6- 15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、 淬火钢、合金钢的半精加工及精加工。 K10
国内外金属材料牌号对照表
国内外金属材料牌号对照表 国内外常用灰铸铁牌号对照 序号国别铸 1 中国— HT350 HT300 HT250 HT200 HT150 HT100 2 日本— FC350 FC300 FC250 FC200 FC150 FC100 3 美国 NO.60 NO.50 NO.45 NO.35 NO.30 NO.20 — 4 前苏联CЧ40 CЧ3 5 CЧ30 CЧ25 CЧ20 CЧ15 CЧ10 5 德国 GG40 GG35 GG30 GG25 GG20 GG15 — 6 意大利— G35 G30 G25 G20 G15 G10 7 法国 FGL400 FGL350 FGL300 FGL250 FGL200 FGL150 — 8 英国— 350 300 250 200 150 100 9 波兰 Z140 Z135 Z130 Z125 Z120 Z115 — 10 印度 FG400 FG350 FG300 FG260 FG200 FG150 — 11 罗马尼亚 FC400 FC350 FC300 FC250 FC200 FC150 — 12 西班牙— FG35 FG30 FG25 FG20 FG15 — 13 比利时 FGG40 FGG35 FGG30 FGG25 FGG20 FGG15 FGG10 14 澳大利亚 T400 T350 T300 T260 T220 T150 — 15 瑞典 O140 O135 O130 O125 O120 O115 O110 16 匈牙利 OV40 OV35 OV30 OV25 OV20 OV15 — 17 保加利亚— Vch35 Vch30 Vch25 Vch20 Vch15 — 国际标准18 — 350 300 250 200 150 100 (ISO) 泛美标准19 FG400 FG350 FG300 FG250 FG200 FG150 FG100 (COPANT) 20 中国台湾—— FC300 FC250 FC200 FC150 FC100 21 荷兰— GG35 GG30 GG25 GG20 GG15 — 22 卢森堡 FGG40 FGG35 FGG30 FGG25 FGG20 FGG15 — 23 奥地利— GG35 GG30 GG25 GG20 GG15 — 国内外常用球墨铸铁牌号对照
硬质合金材料及牌号
硬质合金材料及牌号 YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小切削断面高速精加工。K01 YG3X YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加工,亦适于高锰钢、淬火钢、合金钢的半精加工及精加工。K05 YG6A YG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁与耐热合金钢可获得良好的效果,也适于普通铸铁的精加工。K10 YG6X YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。具有较高的耐磨性及韧性。K15 K20 YK15 YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中等切削速度下半精加工。K20 YG6 YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连续切削时的精车,间断切削时的半精车、精车、小断面精车、粗车螺纹、连续断面的半精铣与精铣,孔的粗扩与精扩。K20 YG6X-1 YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍不锈钢等合金材料的高速切削。K30 YG8N YG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料加工中,不平整断面和间断切削时的粗车、粗刨、粗铣,一般孔和深孔的钻孔、扩孔。K30 YG8 YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。K35 YG10X YS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热合金及钛合金,作切断刀及丝锥、锯片铣刀尤佳。K30 YS2T YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生产挤压棒材,适合做一般钻头、刀具等耐磨件。K15-K25 YL10.1 YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生产挤压棒材,制作小直径微型钻头、钟表加工用刀具,整体铰刀等其它刃具和耐磨零件。 K25-K35 YL10.2 YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应力下工作的顶锻、穿孔及冲压工具。YG15 YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器弹簧片等;冲制电池壳、牙膏皮的模具;小尺寸钢球、螺钉、螺帽等的冲压模具;热轧麻花钻头的压板。YG20 YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷镦、冷冲、冷压模具;弹头对弹壳的冲压模具。YG20C
国内外常用钢材标准牌号对照表20200711165902.doc
国内外常用钢材标准牌号对照表 种中国日本美国英国德国法国前苏联类CB JIS AISI 、ASTM BS DIN NF ΓOCT Q235-A · F SS41 A36、A283C Ust37-2 Q235-A SS41A、B Rst37-2 CT2 20 S20C C1020 En2C C22 C20 20 碳35 S35C C1035 En8A C35 XC38 35 素钢 20g SB42 A285、Gr.B A414、Gr.B 1633Gr.B Ast41 A42C 20K 20(管道用)STPG38、42 A106 、A53 st35.4 16Mn S M50B SM22 1633.Gr.1 st52-3 16Γ 低A516 、 合16MnR SPV36 A515、Gr·60、19Mn5 金Gr·70 钢 15MnV HTP57VW A225 、Gr.A A225、Gr.B 40Mn C1036 En15B 40MnA 40Mn5 40Γ 40Cr SCr4 5140 E n18 S117 41Cr4 38C4 40X 12CrMo A335 、P2 A213、Gr.B 3064-660 1501-620 13CrMo44 12CD4 12XM STT42 15CrMo STC42 A387、Gr.B 1653 16CrMo44 15CD4 15XM STB42 35CrMo SCM3 E4132 E4135 En19B 34CD4 35CD4 35XM 高0Cr13 SUS410 410S S41000 X7Cr13 Z6C13 08X13 合金0Cr18Ni9 SUS304 304 S30400 304S15 X5CrNi189 ZCN18.09 08X18H10 钢 0Cr18Ni10Ti SUS321 321 S32100 321S12 321S20 X10CrNiTi189 Z6CNT18.10 08X18H10T 0Cr17Ni12Mo2 SUS316 316 S31600 316S16 X5CrNiMo1810 Z6CND17.13 08X17H13M2
硬质合金牌号、性能及用途【完整版】
硬质合金牌号、性能及用途【完整版】 硬质合金是以一种或几种难熔碳化物(碳化钨、碳化钛等)的粉末为主要成分,加入作为粘接剂的金属粉末(钴、镍等),经粉末冶金法而制得的合金。它主要用于制造高速切削刃具和硬、韧材料切削刃具,以及制作冷作模具、量具和不受冲击、振动的高耐磨零件。 硬质合金的特点 (1)硬度、耐磨性和红硬性高 硬质合金常温下硬度可达86~93HRA,相当于69~81HRC。在900~1000℃能保持高硬度,并有优良的耐磨性。与高速工具钢相比,切削速度可高4~7倍,寿命长5~80倍,可切削硬度高达50HRC的硬质材料。 (2)强度、弹性模量高 硬质合金的抗压强度高达6000MPa,弹性模量为(4~7)×105MPa,都高于高速钢。但其抗弯强度较低,一般为1000~3000MPa。 (3)耐蚀性、抗氧化性好 一般能很好地抗大气、酸、碱等腐蚀,不易氧化。 (4)线膨胀系数小 工作时,形状尺寸稳定。 (5)成形制品不再加工、重磨 由于硬质合金硬度高并有脆性,所以粉末冶金成形烧结后不再进行切削加工或重磨,特需再加工时,只能采用电火花、线切割、电解磨削等电加工或专门的砂轮磨削。通常由硬质合金制成的一定规格的制品,采用钎焊、粘接或机械装夹在刀体或模具体上使用。 常用硬质合金 常用硬质合金按成分和性能特点分为三类:钨钴类、钨钛钴类、钨钛钽(铌)类。生产中应用最广泛的是钨钴类和钨钛钴类硬质合金。 (1)钨钴类硬质合金 主要成分是碳化钨(WC)和钴,牌号用代号YG(“硬”、“钴”两字汉语拼音字首),后加钴含量的百分数值表示。如YG6表示钴含量为6%的钨钴类硬质合金,碳化钨含量为94%。 (2)钨钛钴类硬质合金 主要成分是碳化钨(WC)、碳化钛(TiC)及钴,牌号用代号YT(“硬”、“钛”两字汉语拼音字首),后加碳化钛含量的百分数值表示。如YT15表示碳化钛含量15%的钨钛钴类硬质合金。 (3)钨钛钽(铌)类硬质合金 这类硬质合金又称通用硬质合金或万能硬质合金,主要成分是碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)或碳化铌(NbC)和钴组成。牌号用代号YW(“硬”、“万”两字汉语拼音字首)后加序数表示。 表①常用硬质合金的牌号及化学成分
金属材料各国牌号对照99999.doc
百度文库 金属材料各国牌号对照 中国美国德国日本法国英国国际 NF A35-572 GB1220-92 AISI 、 ASTM DIN17440 JIS NF A35-576 ~ BS 970 ISO683/13 DIN17224 582 BS 1449 ISO683/16 NFA35-584 1Cr17MN6Ni5N 201,S2010 SUS201 A-2 1Cr18Mn8Ni5N 202,S20200 SUS202 284S16 A-3 1Cr18Mn10Ni5Mo3N 1Cr17Ni7 301,S30100 SUS301 301S21 14 1Cr18Ni9 302,S30200 X12CrNi188 SUS302 302S25 12 Y1Cr18Ni9 303,S30300 X12CrNiS188 SUS303 303S21 17 Y1Cr18Ni9Se 303Se,S30323 SUS303Se 303S41 17 0Cr18Ni9 304,S30400 X5CrNi189 SUS304 304S15 11 00Cr19Ni10 304L,S30403 X2CrNi189 SUS304L 304S12 10 0Cr19Ni9N SUS304N1 304N,S30451 0Cr19Ni10NbN XM21,S30452 SUS304N2 00Cr18Ni10N X2CrNiN1810 SUS304LN 1Cr18Ni12 305,A30500 X5CrNi1911 SUS305 305S19 13 0Cr23Ni13 309S,S30908 SUS309S 0Cr25Ni20 310S,S31008 SUS310S 0Cr17Ni12Mo2 316,S31600 X5CrNiMo1810 SUS316 316S16 20,20a 1Cr18Ni12Mo2 X10CrNiMoTi1810 320S17 0Cr18Ni12Mo2Ti X10CrNiMoTi1810 320S17 00Cr17Ni14Mo2 316L,S31603 X2CrNiMo1810 SUS316L 316S12 19,19a 0Cr17Ni12Mo2N 316N,S31651 SUS316N 00Cr17Ni13Mo2N X2CrNiMoN1812 SUS316LN 0Cr18Ni12Mo2Cu2 SUS316J1 00Cr18Ni14Mo2Cu2 SUS316JIL 0Cr19Ni13Mo3 317,S31700 SUS317 317S16 25 00Cr19Ni13Mo3 317L,S31703 X2CrNiMo1816 SUS317L 317S12 24 1Cr18Ni12Mo3Ti 0Cr18Ni12Mo3Ti 0Cr18Ni16Mo5 SUS317J1 1Cr18Ni9Ti X10CrNiTi189 0Cr18Ni10Ti 321,S32100 X10CrNiTi189 SUS321 321S12,321S2015 0Cr18Ni11Nb 347,S34700 X10CrNiNb189 SUS347 347S17 16 0Cr18Ni9Cu3 XM7 SUSXM7 D32 ①0Cr18Ni13Si4 XM15,S38100 SUSXM15JI 0Cr26Ni5Mo2 SUS329JI
钢的分类、执行标准、牌号、主要特点和用
第二节钢的分类、执行标准、牌号、主要特点和用途 钢是指以铁为主要元素、含碳量一般在2%以下并含有其他元素的材料。 中华人民共和国国家标准“钢分类”(GB/T13304-1999)参照采用国际标准,对钢的分类做出了具体的规定。 该标准第一部分规定了按照化学成分对钢进行分类的基本原则,将钢分为非合金钢、低合金钢和合金钢三大类,并且规定了非合金钢、低合金钢和合金钢中合金元素的含量的基本界限值。 该标准第二部分规定了非合金钢、低合金钢和合金钢按主要质量等级、主要性能及使用特性分类的基本原则和要求。 根据分类目的的不同,可以按照不同的方法对钢进行分类。常用的分类方法有:按冶金方法分类、按化学成分分类、按冶金质量分类、按金相组织分类、按使用加工方法和按用途分类。 1. 按冶金方法分类 根据冶炼方法和冶炼设备的不同,钢可以分为电炉钢、平炉钢和转炉钢三大类。按炉衬材料的不同每大类又可分为碱性和酸性两类。电炉钢还可以分为电弧炉钢、感应炉钢、真空感应炉钢和电渣炉钢等。转炉钢还可以分为底吹、侧吹、顶吹和纯氧吹炼等转炉钢。平炉钢多为碱性,平炉钢由于冶炼时间长、能耗高,正在逐步被淘汰。 按脱氧程度和浇注制度的不同可分为沸腾钢、半镇静钢、镇静钢和特殊镇静钢,在表1中分别用(F)、(b)、(Z)和(TZ)表示冶炼时钢的脱氧方法。 沸腾钢为脱氧不完全的钢,在冶炼后期,钢中不加脱氧剂(如硅、铝等),浇注时钢液在钢锭模内产生沸腾现象(气体逸出)。这类钢的特点是钢中含硅量很低,标准规定含硅量不高于0.07%,这类钢的优点是钢的收得率高,生产成本低,表面质量和深冲性能好。缺点是钢的杂质多,成分偏析较大,因而性能不均匀。 镇静钢是完全脱氧的钢,浇注时钢液镇静不沸腾。钢的组织致密,偏析小,质量均匀。合金钢一般都是镇静钢。 半镇静钢是脱氧较完全的钢。脱氧程度介于沸腾钢和镇静钢之间,浇注时有沸腾现象,但与沸腾钢相比较,沸腾现象较弱。这类钢具有沸腾钢和镇静钢某些优点。 2. 按化学成分分类 根据国家标准GB/T13304-91,按照化学成分分类可以把钢分为非合金钢、低合金钢和合金钢。 非合金钢是铁-碳合金,其中含有少量有害杂质元素(如硫、磷等)和在脱氧过程中引进的一些元素(如硅/锰等)。非合金钢有两类:碳素结构钢和高级碳素结构钢。低合金钢是在碳素结构钢的基础上加入少量合金元素(一般含量小于3.5%),用以提高钢的性能。合金钢是为了改善钢的某些性能而特意加入一定量合金元素的钢。根据钢中所含合金元素,合金钢又可分为锰钢、铬钢、硅锰钢、铬锰钢、铬锰钼钢等很多类。 3. 按冶金质量分类 如第一节所述, 按冶金质量分类钢可以分为优质钢、高级优质钢和特级优质钢。 4. 按金相组织分类 按钢的金相组织分类可分为铁素体型、奥氏体型、珠光体型、马氏体型、贝氏体型、双相(如马氏体/铁素体)类型等。 5. 按使用加工方法分类 按照在钢材使用时的制造加工方式可以将钢分为压力加工用钢、切削加工用钢和冷顶锻用钢。 压力加工用钢是供用户经塑性变形制作冷件和产品用的钢。按加工前钢是否经过加热,又分为热压力加工用钢和冷压力加工用钢。 切削加工用钢是供切削机床(如车、铣、刨、磨等)在常温下切削加工成零件用的钢。 冷顶锻用钢是将钢材在常温下进行锻粗,做成零件或零件毛坯,如铆钉、螺栓及带凸缘的毛坯等,这
各国金属牌号及标准对照表
各国铜牌号及标准对照表 中国德国欧洲国际标准美国日本 GB DIN EN ISO UNS JIS KRUZZEICHEN NUMBER Symbol Number Symbol Number Number TU2 OF-Cu 2.0040 Cu-OFE CW009A Cu-OF C10100 C1011 - SE-Cu 2.0070 Cu-HCP CW021A - C10300 - - SE-Cu 2.0070 Cu-PHC CW020A - C10300 - T2 E-Cu58 2.0065 Cu-ETP CW004A Cu-ETP C11000 C1100 TP2 SF-Cu 2.0090 Cu-DHP CW024A Cu-DHP C12200 C1220 - SF-Cu 2.0090 Cu-DHP CW024A Cu-DHP C12200 C1220 - SF-Cu 2.0090 Cu-DHP CW024A Cu-DLP C12200 C1220 TP1 SW-Cu 2.0076 Cu-DLP CW023A Cu-DLP C12000 C1201 H96 CuZn5 2.0220 CuZn5 CE500L CuZn5 C21000 C2100 H90 CuZn10 2.0230 CuZn10 CW501L CuZn10 C22000 C2200 H85 CuZn15 2.0240 CuZn15 CW502L CuZn15 C23000 C2300 H80 CuZn20 2.0250 CuZn20 CW503L CuZn20 C24000 C2400 H70 CuZn30 2.0265 CuZn30 CW505L CuZn30 C26000 C2600 H68 CuZn33 2.0280 CuZn33 CW506L CuZn35 C26800 C2680 H65 CuZn36 2.0335 CuZn36 CW507L CuZn35 C27000 C2700 H63 CuZn37 2.0321 CuZn37 CW508L CuZn37 C27200 C2720 HPb63-3 CuZn36Pb1.5 2.0331 CuZn35Pb1 CW600N CuZn35Pb1 C34000 C3501 HPb63-3 CuZn36Pb1.5 2.0331 CuZn35Pb2 CW601N CuZn34Pb2 C34200 - H62 CuZn40 2.0360 CuZn40 CW509N CuZn40 C28000 C3712 H60 CuZn38Pb1.5 2.0371 CuZn38Pb2 CW608N CuZn37Pb2 C35000 - HPb63-3 CuZn36Pb3 2.0375 CuZn36Pb3 CW603N CuZn36Pb3 C36000 C3601 HPb59-1 CuZn39Pb2 2.0380 CuZn39Pb2 CW612N CuZn38Pb2 C37700 C3771 HPb58-2.5 CuZn39Pb3 2.0401 CuZn39Pb3 CW614N CuZn39Pb3 C38500 C3603 - CuZn40Pb2 2.0402 CuZn40Pb2 CW617N CuZn40Pb2 C38000 C3771 - CuZn28Sn1 2.0470 CuZn28Sn1As CW706R CuZn28Sn1 C68800 C4430 - CuZn31Si1 2.0490 CuZn31Si1 CW708R CuZn31Si1 C44300 - - CuZn20Al2 2.0460 CuZn20Al2As CW702R CuZn20Al2 C68700 C6870 QSn4-0.3 CuSn4 2.1016 CuSn4 CW450K CuSn4 C51100 C5111 - CuSn5 2.1018 CuSn5 CW451K CuSn5 C51000 C5102 QSn6.5-0.1 CuSn6 2.1020 CuSn6 CW452K CuSn6 C51900 C5191 QSn8-0.3 CuSn8 2.1030 CuSn8 CW453K CuSn8 C52100 C5210 BZn12-24 CuNi12Zn24 2.0730 CuNi12Zn24 CW403J CuNi12Zn24 C75700 - BZn12-26 CuNi18Zn27 2.0742 CuNi18Zn27 CW410J CuNi18Zn27 C77000 C7701 BZn18-18 CuNi18Zn20 2.0740 CuNi18Zn20 CW409J CuNi18Zn20 C76400 C7521 - CuNi10Fe1Mn 2.0872 CuNi10Fe1Mn CW352H CuNi10Fe1Mn C70600 C7060 - CuNi30Mn1Fe 2.8820 CuNi30Mn1Fe CW354H CuNi30Mn1Fe C71500 C7150
硬质合金国际对照表及性能
硬质合金与国际标准对照及性能表 合金牌号 物理机械性能 推荐用途 相当于 ISO 相当于 国内密度g/cm2 抗弯强度不 低于N/cm2 硬度不低于 HRA YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小 切削断面高速精加工。 K01 YG3X YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加 工,亦适于高锰钢、淬火钢、合金钢的半精 加工及精加工。 K05 YG6A YG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁 与耐热合金钢可获得良好的效果,也适于普 通铸铁的精加工。 K10 YG6X YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。具有 较高的耐磨性及韧性。 K15 K20 YK15 YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中 等切削速度下半精加工。 K20 YG6 YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连 续切削时的精车,间断切削时的半精车、精 车、小断面精车、粗车螺纹、连续断面的半 精铣与精铣,孔的粗扩与精扩。 K20 YG6X-1 YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍 不锈钢等合金材料的高速切削。 K30 YG8N YG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料 加工中,不平整断面和间断切削时的粗车、 粗刨、粗铣,一般孔和深孔的钻孔、扩孔。 K30 YG8 YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。K35 YG10X YS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热 合金及钛合金,作切断刀及丝锥、锯片铣刀 尤佳。 K30 YS2T YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生 产挤压棒材,适合做一般钻头、刀具等耐磨 件。 K15-K25 YL10.1 YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生 产挤压棒材,制作小直径微型钻头、钟表加 工用刀具,整体铰刀等其它刃具和耐磨零 件。 K25-K35 YL10.2 YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应 力下工作的顶锻、穿孔及冲压工具。 YG15 YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器 弹簧片等;冲制电池壳、牙膏皮的模具;小 尺寸钢球、螺钉、螺帽等的冲压模具;热轧 麻花钻头的压板。 YG20 YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷YG20C
硬质合金牌号及性能
硬质合金牌号及性能 硬质合金牌号及性能 1、如何合理选择硬质合金牌号 硬质合金冷镦模在承受冲击或强冲击的耐磨工作条件下,其共性是要求硬质合金有较好的抗冲击韧性、断裂韧性、疲劳强度、抗弯强度以及良好的耐磨性。通常选用中、高钴和中、粗晶粒合金牌号,常见的如YG15C、YG20C、YL60 、YG25C等。 一般来说,硬质合金的耐磨性,韧性两者关系是矛盾的:耐磨性的提高将导致韧性降低,而韧性的提高又必然导致耐磨性的降低。因此在选用合金牌号时,需根据加工对象及加工工作条件,来满足特定使用要求。 若所选用的牌号在使用中容易产生早期崩裂而损坏,宜选用韧性较高的牌号;若选用的牌号在使用中容易产生早期磨损而损坏,宜选用硬度较高,耐磨性更好的牌号。以下牌号:YG15C、YG18C、YG20C、YL60 、YG22C、YG25C 从左至右,硬度降低、耐磨性降低、韧性提高;反之,则相反。 2、硬质合金冷镦模对设备的要求。 冷镦模在使用过程中应注意:冲压机械应处于良好的工作状态;模具支架的配合座不应有碰伤或倾斜;阴模和冲头的工作端面应保持平衡;在调整设备时,不得用冲头空击硬质合金阴模;冷镦模或挤压模工作时,最好应采用适当的润滑剂。 3、硬质合金冷镦模对被加工零件的要求 被加工材料表面应光滑,无氧化皮、裂纹、划伤等缺陷。表面质量高的材料,
冷镦成型时不易破裂,不容易擦伤模具,零件表面质量好。 4、硬质合金冷镦模制造过程中的注意事项 ①在运输过程中,应避免使硬质合金制品互相碰撞或受到冲击,从而使硬质合金掉边角或产生微裂纹。 ②在磨削加工时,推荐选用树脂结合剂。硬度等级为中软、浓度75%的金刚石砂轮进行加工;加工时进给量不能过大,推荐:粗磨不大于0.02mm,精磨不大于0.01mm;同时应注意充分冷却,,以避免产生加工时应力集中或磨削裂纹。推荐在加工后进行必要的时效处理。 ③不允许对硬质合金制品做冲击性的紧压。 ④经高温镶焊后的硬质合金制品,应缓慢(保温)冷却,不应急(空)冷。 ⑤制造模具过程中,在形状设计上应尽量避免急骤的棱角,因硬质合金对应力集中很敏感,在应力作用下,棱角部位最容易破裂;镶套材料应进行锻造,使材料晶粒细化,组织均匀,以提高镶套的机械性能;在模具材料强度允许的情况下,应尽量采用较大的压配合过盈量.保证硬质合金凹模部分有足够的预应力;同时,在设计硬质合金模的配合过盈量时,要充分考虑到模具工作过程中的发热大小,由于硬质合金材料的膨胀系数小,钢套的线膨胀系数大,模具发热后,原有的压力过盈量可能发生变化,导致硬质合金模的预应力降低,从而产生裂纹。 5、硬质合金冷镦模制造过程中的产生废品的主要原因 ①模坯与模套的固定不够牢固,使用过程中产生松弛。 ②模孔表面抛光质量不佳,冲压金属就会粘附于孔壁上,从而引起冷镦模的早期报废。 ③阴模与冲头的间隙误差大及中心不正,会造成阴模断裂和冲头磨损严重。 ④磨削进给量过大,砂轮硬度过大。引起磨削表面产生裂纹和硬质合金剥落。 ⑤硬质合金凹模不应存在急骤的棱角,因硬质合金对应力集中的敏感性很强,在变形力的作用下,棱角部分最容易产生早期破裂。 ⑥镶套材料未进行锻造,引起组织不均匀,机械性能不好,在热装冷却后,镶套容易开裂。 ⑦上下端面的磨削,在最后一道工序进行时,最好采用电解磨削加工,而不要用导电磨削或机械磨削,因为压配合的镶套内部压力很大,如用导电磨削或机械磨削,粗糙的磨削表面和刀痕处,极易引起应力集中,造成磨削端面的镶套崩裂。 牌号及其力学性能
硬质合金牌号性能及用途
硬质合金 合金牌号 物理机械性能 推荐用途 相当于 ISO 相当于 国内密度g/cm2 抗弯强度不 低于N/cm2 硬度不低于 HRA YG3X 14.6-15.2 1320 92 适于铸铁、有色金属及合金淬火钢合金钢小 切削断面高速精加工。 K01 YG3X YG6A 14.6-15.0 1370 91.5 适于硬铸铁,有色金属及其合金的半精加 工,亦适于高锰钢、淬火钢、合金钢的半精 加工及精加工。 K05 YG6A YG6X 14.6-15.0 1420 91 经生产使用证明,该合金加工冷硬合金铸铁 与耐热合金钢可获得良好的效果,也适于普 通铸铁的精加工。 K10 YG6X YK15 14.2-14.6 2100 91 适于加工整体合金钻、铣、铰等刀具。具有 较高的耐磨性及韧性。 K15 K20 YK15 YG6 14.5-14.9 1380 89 适于用铸铁、有色金属及合金非金属材料中 等切削速度下半精加工。 K20 YG6 YG6X-1 14.6-15.0 1500 90 适于铸铁,有色金属及其合金非金属材料连 续切削时的精车,间断切削时的半精车、精 车、小断面精车、粗车螺纹、连续断面的半 精铣与精铣,孔的粗扩与精扩。 K20 YG6X-1 YG8N 14.5-14.8 2000 90 适于铸铁、白口铸铁、球墨铸铁以及铬、镍 不锈钢等合金材料的高速切削。 K30 YG8N YG8 14.5-14.9 1600 89.5 适于铸铁、有色金属及其合金与非金属材料 加工中,不平整断面和间断切削时的粗车、 粗刨、粗铣,一般孔和深孔的钻孔、扩孔。 K30 YG8 YG10X 14.3-14.7 2200 89.5 适于制造细径微钻、立铣刀、旋转锉刀等。K35 YG10X YS2T 14.4-14.6 2200 91.5 属超细颗粒合金,适于低速粗车,铣削耐热 合金及钛合金,作切断刀及丝锥、锯片铣刀 尤佳。 K30 YS2T YL10.1 14.9 1900 91.5 具有较好的耐磨性和抗弯强度,主要用为生 产挤压棒材,适合做一般钻头、刀具等耐磨 件。 K15-K25 YL10.1 YL10.2 14.5 2200 91.5 具有很好的耐磨性和抗弯强度,主要用来生 产挤压棒材,制作小直径微型钻头、钟表加 工用刀具,整体铰刀等其它刃具和耐磨零 件。 K25-K35 YL10.2 YG15 13.9-14.2 2100 87 适于高压缩率下钢棒和钢管拉伸,在较大应 力下工作的顶锻、穿孔及冲压工具。 YG15 YG20 13.4-13.7 2500 85 适于制作冲压模具,如冲压手表零件、乐器 弹簧片等;冲制电池壳、牙膏皮的模具;小 尺寸钢球、螺钉、螺帽等的冲压模具;热轧 麻花钻头的压板。 YG20 YG20C 13.4-13.7 2200 82 适于制作标准件、轴承、工具等行业用的冷 镦、冷冲、冷压模具;弹头对弹壳的冲压模 YG20C
(新)中国硬质合金牌号及化学成分
第五节硬质合金 (1)中国硬质合金的牌号、化学成分和主要性能(表6-1-22) 表6-1-22中国硬质合金的牌号、化学成分和主要性能 类别合金牌号化学成分(质量分数)(%) 密度 g/cm立方 硬度 HRA 抗拉强度 MPa 冲击韧度j/cm平 方 WC TiC TaC (NbC) Co其他 钨钴类YG3X YG3 YG4C YG6X YG6A YG6 YG8A YG8C YG8 YG8N YG10C YG10H YG11C YG15 YG20C YG20 YG25 96.5 97 96 93.5 92 94 91 92 92 91 90 90 89 85 80 80 75 - - - - - - - - - - - - - - - - - <0.5 - - <0.5 2.0 - <1.0 - - 2.2 - - - - - - - 3 3 4 6 6 6 8 8 8 8 10 10 11 15 20 20 25 - - - - - - - - - - - - - - - - - 15.0-15.3 15.0-15.3 14.9-15.2 14.6-15.0 14.7-15.1 14.6-15.0 14.5-14.9 14.5-14.9 14.5-14.9 14.5-14.9 14.3-14.6 14.3-14.6 14.0-14.4 13.9-14.2 13.4-13.6 13.4-13.7 12.9-13.2 91.5 91 89.5 91 91.5 89.5 89.5 88 89 89.5 86 91.5 86.5 87 82 85.5 84.5 1100 1200 1450 1400 1400 1450 1500 1750 1500 1500 2300 2200 2100 2100 2200 2600 2700 - - - - - 2.6 - 3.0 2.5 - - - 3.8 4 - 4.8 5.5 钨钛 钴类 YT5 85 5 - 10 - 12.5-13.2 89.5 1400 -