JASON培训教材-14页解析

Jason软件培训资料
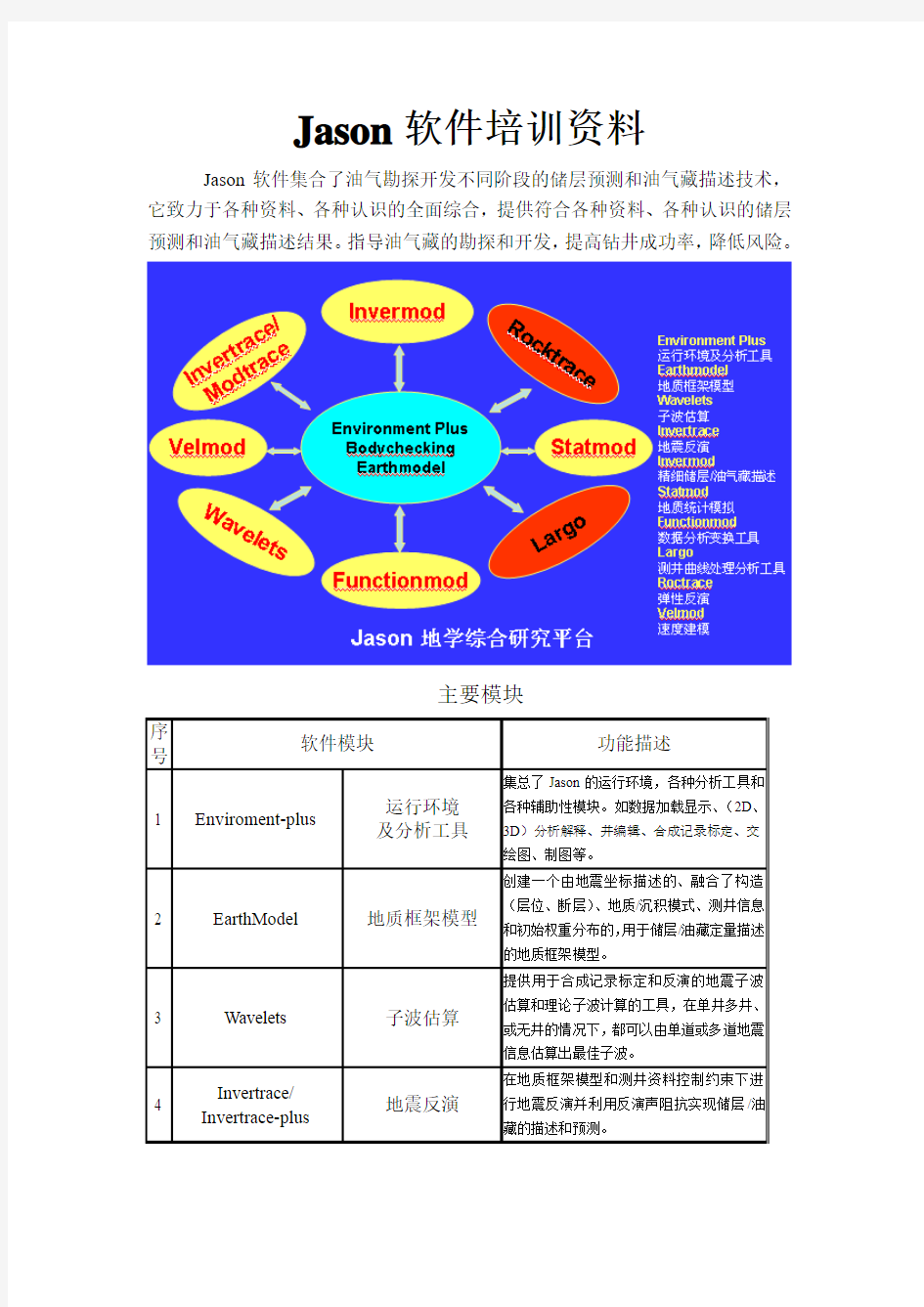
Jason软件集合了油气勘探开发不同阶段的储层预测和油气藏描述技术,它致力于各种资料、各种认识的全面综合,提供符合各种资料、各种认识的储层预测和油气藏描述结果。指导油气藏的勘探和开发,提高钻井成功率,降低风险。
主要模块
Jason软件是一套综合应用地震、测井和地质等资料解决油气勘探开发不同阶段储层预测和油气藏描述实际问题的综合平台。其中子波估算(Wavelets)和层位标定、地质框架模型(Earthmodel)、地震反演(Invertrace、Invertraceplus)、测井反演(Invermod)、地质统计模拟(Statmod)和数据分析变换(Functionmod)是主要模块和关键技术。下面根据实际工作步骤来介绍Jason软件的主要模块和关键技术及应用注意事项。
一、数据加载
数据加载顺序为地震→层位→测井→其它(如人文、子波等);输出可根据需要有选择性地输出。
注意事项:
●地震数据类型(是2D还是3D)、线道号和XY坐标在SEG-Y道
头中的正确位置、输入数据的字节数(至少为16位)。
●井数据输入文件的格式与所选的格式模板文件必须一致包括输入
文件本身的声波和密度的单位(us/ft,us/m,g/cm3,kg/m3)、模板
文件中深度的类型(测量深度、TVD等)和单位(m,ft等)。
二、子波估算和层位标定技术
这部分工作是通过Modeling下的Wavelets…和Analysis下的Well log editing and seismic tie…两个模块完成的。通过子波估算和井曲线编辑的交互迭代,由井旁地震道和井中的阻抗曲线估算出与地震最佳匹配的地震子波。并实现子波估算、合成记录的制作和层位标定。
其技术特点是:同时估算子波的振幅谱和相位谱;子波估算和层位标定同时完成;方法多样,可处理有井和无井、单井和多井、直井和斜井;质量控制手段多样。
子波估算和层位标定技术的方法如下:
1)计算理论子波(如Ricker)(Wavelets…→Edit→Create synthetic wavelet... )。
2)生成波阻抗(AI )曲线(Well log editing and seismic tie… →Calculate AI )。
3)用理论子波和AI 曲线在Well log editing and seismic tie…中生成合成记录,用Shift all in MD 移动测井曲线(即合成记录)使得合成记录的主要同相轴与地震的对齐。将移动后的曲线存为新井。
4)在Wavelets 的Input 中,选择3)中的新井,给定合适的时窗范围,利用Wavelets 中的Estimate 下的Estimate wavelet amplitude and phas e spectra…模块,根据井曲线中的AI 曲线和井旁地震道估算子波。
5)回到Well log editing and seismic tie…中,选择4)中估算的子波生成新的合成记录。在时间曲线的控制下,编辑测井曲线(拉伸/压缩等)使得更多的同相轴对齐,将经过编辑的曲线再存为新井,再返回到4)。重复4)和5)直到获得最佳的子波和最佳的匹配。这时用于反演和制作合成地震的子波以及井的时深关系就算确定(如图1)。
图1 子波估算和井曲线编辑交互迭代过程
对于多井,可以用1)—5)的方法估算每口井的子波和确定时深关系,然后再用平均子波对每口井的标定结果和时深关系进行调整;也可以选一口井孔环境和曲线质量较高的井,用1)—5)的方法估算一个最佳子波,再将这个子波用于其它井并使合成记录与地震记录达到最佳匹配。
在这一交互迭代的过程中,要注意以下几点:
Wavelets 中的时窗选择对子波影响极大,一般所选时窗应包含目的层段, 保存编辑后的井
子波估算 子波
子波估算 井曲线编辑
其上下时间应选在地震波形变化较小的位置,时窗长度应为子波长度的
3倍左右。
●Well log editing and seismic tie…中的曲线拉伸和压缩尽量在较大范围内
进行,拉伸/压缩不应改变曲线的变化趋势,由时间线进行监视。
●估算的子波振幅谱应与地震的尽量接近,相位谱在有效频带内变化尽量
小。
三、地质框架模型(Earthmodel)
地质框架模型是由Modeling 下的Earthmodel模块完成。它由五个子模块构成:
1) Model builder with TDC
2) Model builder without TDC
3) Model generator
4) Model Interpolator
5) Well Curve generator
Model builder with TDC 和Model builder without TDC的作用基本相同,即利用地震解释层位/断层,根据framework table描述的接触关系形成具有地质意义的三维密封的框架模型,同时形成以层为单位的沿层内插测井曲线的权重系数。其差别是MB with TDC在时/深域对模型进行同时描述,即存在时深关系;而MB without TDC要么在时间域要么在深度域对模型进行描述,即没有时深关系。Model generator就是依据Model builder的描述信息,生成具体的测井曲线模型。Model Interpolator就是将已存在的地震或属性模型按Model builder的描述信息进行内插或重新网络化。Well Curve generator 生成测井曲线。
其技术特点是:建立测井分层和地震解释层位的联系并将地震解释层位/断层内插成密闭的层位;用以层为单位的沿层内插测井曲线的权重系数、层厚等参数描述的初始模型;可处理正断层和逆断层;可描述各种地层接触关系(整合、不整合、河道等)。
在Earthmodel中,编辑描述地质框架结构表(即framework table)是关键和难点。Framework table用来描述地层的接触关系以及微层的内插模式,一行代表一个地层,并由老到新依次定义地层之间的接触关系和内插模式(如图2)。Framework table的建立是通过图中Edit下的Append row on top or insert row 菜单实现。两者均弹出Edit row的界面(如图2)。
Framework table的编辑界面(如图2)。其中
●Index—层位或断层的标识号,每个层位或断层都有唯一的标识号,
且从下往上依次为0,1,2,…。
● Primary fit Interface (PEI)—定义层的顶界面并用来指导层内的内插
模式
●
Stratigraphy —定义由Primary fit Interface 确定地层内微层的内插模
式以及层顶和它下面的地层关系。定义模式包括:proportional to top
and base, proportional to top, proportional to base, truncation ,reef,
channel 和fault 。
图2 地质框架结构表及所描述的地质现象 ● Base Index —用来确定削截位置和断层位置,也就是说削截和错段
只发生在Base Index 所指定的层位上面。
● Trend fit interface(TFI)—选择项,如果选择TFI ,由PFI 定义的地层
内插模式将由平行于TFI 的模式所取代。
●
Secondary fit Interface(SFI) —选择项,在顶面部分被剥蚀的情况,
可以指定该顶面下部的未被剥蚀的层面,作为SFI ,以完善层面的
几何形态并指导内插。 编辑地质框架结构表时要注意以下几点:
●
从底层开始向上逐层编辑。 ● 先建断层下盘的地层,后建断层上盘的地层。
Proportional to top and base
Proportional to base
Proportional to top
truncation
fault reef
channel
●被断层切割的层不能作为datum。
四、地震反演(Invertrace 和Invertrace plus)
Jason中地震反演以约束稀疏脉冲反演Constrained sparse spik Inversion—CSSI)为主,另外还提供了递归道反演(Recursive trace Inversion—RTI)和道合并(Trace merging—AITM)即加低频等模块。实际中大量使用的是约束稀疏脉冲反演和道合并。其优势在于:趋势和约束可为常数(1D)、沿层变化(2D)或空变(3D);提供反演算法中各种参数选择的质量控制图版;低频分量遵从地质模型。适用于勘探开发的各个阶段。
约束稀疏脉冲反演(CSSI)的关键是:
●编辑趋势(Edit trend …)
约束稀疏脉冲反演中的趋势是指研究区块的波阻抗变化背景(如图3),它是CSSI的初始模型。Invertrace 可选constant 或者Laterally varying,Constant 是指反演所用的趋势在每个层上为常数;Laterally varying是指反演所用的趋势在每个层上随XY变化。Invertrace plus要选择Model file作为趋势。它表明趋势在空间每一点都可能发生变化。
对于Constant,可以用手编辑,也可以由井计算,用From logs….即可;Laterally varying,要用波阻抗的层位文件;Model file, 要用波阻抗的*.mod 文件。
●编辑约束(Edit hard trend constraints…)
约束限定CSSI反演中波阻的变化范围。因此编辑约束时必须使得约束的最大最小值为相应层位的波阻抗的最大最小值(如图3)。
Constraints is: 其选项和含义与Edit trend中的trend is相同。
图3 编辑趋势和约束
●lambda值
Lambda是反射系数(阻抗)和地震数据匹配的平衡因子。低lambda值将导致较少的反射脉冲,阻抗模型就缺少变化细节。太小的lambda值导致非常差的地震数据匹配;太大的lambda值可能导致虚假的反射脉冲或变化细节。所以要选择合适的lambda值使得反射系数的匹配和地震的匹配都比较好。
Trace Merging就是将来自于Earthmodel (测井资料)或Velmod(地震速度)的阻抗模型中的低频成份与来自CSSI反演的阻抗模型合并形成一个绝对阻抗模型,便于岩性、孔隙度等方面的研究。在滤波器设计中要确定绝对阻抗模型(合并模型)的哪一部分频率成份来自低频模型,哪一部分频率来自CSSI反演模型。
五、测井反演(Invermod)
Invermod的目的是利用测井和地震资料建立基于地质框架模型的高分辨率储层/油气藏模型。基本算法包括Geologic Inversion —GI和Seismic character Inversion —SCI。GI和SCI也可以联合使用(Both)。基本思路是通过井孔位置的信息(波阻抗或地震道)的线性组合形成合成地震道,比较合成地震道与实测地震道,修改权重系数,使二者达到最佳匹配,再利用这个权重系数内插测井曲线形成相应的反映储层/油气藏特征的数据模型。其特点是:遵从地质框架模
型、分辨率高;地震资料对井间的变化起一定的控制作用。适用于地质情况较为简单、测井资料质量好、井较多的滚动勘探开发阶段。
GI和SCI的差别就在形成合成地震道的方法不同。前者利用阻抗曲线(井点)和子波生成合成地震道,后者直接利用井点位置的地震道作为合成地震道。
Invermod由四部分组成:
1)Principal component analysis….
2)Model estimation…
3)Model generator…
4)Well curve generator…
其中Model generator和well curve generator与Earthmodel 中基本相同。
六、随机模拟/随机反演(Statmod)
Statmod是Jason中的随机模拟软件包,有Statmod-Analysis和Statmod-Modeling两部分组成。随机模拟技术充分利用地震资料横向分辨率高(采样密集)、测井资料纵向分辨率高的特点,解决地质上参数分布范围重叠或多值对应关系的问题,得到高分辨率的参数模型。
Statmod-Analysis —用来分析数据,形成基于数据的直方图和变换(histograms and transforms)以及变异函数(Variograms)。
Statmod-Modeling —进行随机模拟和随机反演。随机模拟的算法包括:克里金(kinging),协克里金(Co-Kriging),序贯高斯模拟(SGS—Sequential Gaussian Simulation),序贯高斯协模拟(SGCCS—Sequential Gaussion Collocated Co-Simulation),序贯门槛值协模拟(STIS—Sequential Threshold Indicator Simulation),序贯指示模拟(SIS—Sequential Indicator Simalation),带趋势序贯指示模拟(SIS With trend—Sequential Indicator Simulation with trend),随机反演中包括最快速下降法(greedy)和模拟退火法(Simulated Annealing)。
1. Estimate the local conditional probability distribution (lcpd) at that location
2. Draw at random a single value from the lcpd
3. Include the newly simulated value in the set of conditioning data
4. Repeat steps 1 through 4 until all grid nodes have a simulated value
5. Choose at random a grid node at which we have not yet simulated a value
1 统计特征分析(Statmod-Analysis )
Statmod 的所有模拟技术(除指示类SIS 外)都假定输入数据为正态分布。然而,实际数据并非都为正态分布。因此Statmod-Analysis 首先要分析输入数据的分布特征(histogram ),找到一种变换将非正态分布的数据映射为正态分布(Transform )。然后再分析数据的空间相关性,用合适的函数拟合得到变异函数(Variogram )。Statmod-Analysis
就是要根据实际数据的分布特征(直方图)和
Sequential Gaussian Simulation
Conditioning data Random location
LCPD at ?Simulated value a b c d
离散变异图寻找合适的变换(transform)和变异函数(variogram)。
数据分布直方图和变换(Data for histograms and tramsforms)
根据随机模拟要模拟的储层参数和约束参数选择数据并产生相应的数据分布直方图。再选择合适的变换类型拟合数据分布直方图。提供三种变换类型(即Gaussian, Log-Gaussion 和Table)。随机模拟时,用拟合数据的分布函数把实际数据变换成正态分布。
数据离散变异图和变异函数(Data for variogram sampling and modeling)
数据选择与Data for histograms and tramsforms相同。注意所选数据必须有变换,即已作了Data for histograms and tramsforms。数据空间相关性是由变异函数(Variogram)描述的。变异函数相当于相关函数的倒数,即变异函数的值越大相关性越差。变异函数能同时描述区域变量的随机性和结构性,能从数学上对区域变量进行严格分析,是空间变异规律和空间结构分析的有效工具。变异函数是通过合适的连续函数拟合数据的离散变异图而得到。Jason 中可用的连续函数包括高斯函数(Gaussian)、球函数(Spherical),指数函数(Exponential)和块金值(Nugget)。变异函数中的程高(Sill)和变程(range)反映了数据的离散程度和空间相关性。
分析确定数据分布(histogram)和变异函数(variogram)时,要注意以下几点。
●分层段进行。
●选择较小的数据采样间隔(1ms)。
●选择合适的分析间距(histogram:Nr of interval)和相关间距
(variogram:Nr of lags,interval)。
●选择合适的程高(Sill)和变程(Range)。程高选在离散变异图散
点变平的位置(如图4)。变程选为程高所对应的滞后距离(Lag
distance)(如图4)。
图4 变异函数
2 随机模拟(StatMod-Modeling)
StatMod-Modeling 就是要利用确定性信息(测井、地震、地质等)和由StatMod-Analysis导出的不确定性地质统计信息来创建3D储层/油气藏模型。可用的技术包括:
1)Kriging
2)Sequential Simulation
3)Sequential Indicator Simulation
4)Geostatistical Inversion
或者它们的组合。
要强调的是,在运行StatMod-Modeling 之前,必须要用StatMod-Analysis 获得要模拟层的属性、岩性的变换和变异函数。关于每种方法所需的输入参数如下表。
注:solid model —地质框架模型,来自model builder。
layers —由model builder 中framework table 所定义。
primary data—要模拟的参数(如孔隙度),但分布稀疏,多为井数据。
lithology mask —只对所选岩性中的参数(如砂岩中的孔隙度)进行模拟。
secondary data—指与primary data相关的参数,但分布密集,多为地震反演波阻抗数据。
Lithology data —指岩性曲线。
Lithology Simulation(Indicator Simulation with trend)
●Define the trend models which define the occurrence probability of
sand and shale based on AI.
●Determine the Variogram function to fit the real data
●Use Indicator Simulation to get equal probability lithology models.
●Use FunctionMod to generate the confident model based on the
equal probability lithology models.
●Use different cutoff values to get lithology models with different
confidence.
?Define the trend models which define the occurrence probability of sand and shale based on AI.
1> Determine the max. / min. AI values to define clean sand or shale (Analysis --- Crossplots and Histogram).
2> Determine the probability of sand/shale occurrence in overlap zone (Create or edit table)
3> Use FunctionMod to transfer AI model to probability model.
?Determine the Variogram function to fit the real data
1> Check the well log to make sure there are the lithology logs in all available well. If not, please create or input (FunctionMod or DataLinks)
2> Use StatMod --- Analysis Module to generate Variogram function.
a. Determine the layer you are interested. Select reasonable sample rate.
b. Data for Variogram Sample --- Primary data ( well log data, model data, horizon data).We can get the scatter plot to describe the variogram.
c. Use a mathematical function to fit the scatter plot ( Function type, Sill, Range ).
Collocated Co-Simulation (Property Simulation)
?Determine the Histogram (Transform) Variogram function based on the real data
?Determine the correlation coefficient of primary (e.g. ,porosity) data and secondary ( e.g. , AI) data. (Using StatMod --- Analysis)
?Use Collocated Co-Simulation to get equal probability models of primary data. (Using StatMod --- Modeling)
?Use FunctionMod to generate the average model and standard deviation model form the models.
七、三维可视化和体检测(V olume view and bodychecking)
Volume view and bodychecking 是一个全三维数据显示和自动三维解释工具。除了显示三维数据体外,还可显示与该数据体相关的井数据、解释层位/断层和属性;可以主测线、联络测线、任意线、时间切片、栅状图方式浏览分析数据;用bodychecking 可以快速地得到异常地质体的三维解释结果(顶、底界面和厚度)Volume view and bodychecking的使用方法如下:
●选择tracegate和vertical gate。
●选择要显示的数据,即seismic/property、horizon、wells等。
●选择观察浏览方式,即spyglass、horizontal slice、Inline、Xline、
oblique slice、fence(如图5)。
图5 三维可视化显示
●按选定的方式对数据进行观察浏览分析。
●通过设置部分数据透明,而突出某些数据的空间形态及分布。
●Bodychecking(三维体自动解释)可在一种数据体上进行,也可在两种
数据体上进行。前者只需给一个门槛值或取值范围,而后者可通过Crossplots上的polygon完成(如图6)。
图6 三维体自动解释
SMT基础知识培训教材
SMT 基础知识培训教材 一、教材内容 1.SMT 基本概念和组成 2.SMT 车间环境的要求. 3.SMT 工艺流程. 4.印刷技术: 4.1 焊锡膏的基础知识. 4.2 钢网的相关知识. 4.3 刮刀的相关知识. 4.4 印刷过程. 4.5 印刷机的工艺参数调节与影响 4.6 焊锡膏印刷的缺陷,产生原因及对策. 5.贴片技术: 5.1 贴片机的分类. 5.2 贴片机的基本结构. 5.3 贴片机的通用技术参数. 5.4 工厂现有的贴装过程控制点. 5.5 工厂现有贴装过程中出现的主要问题,产生原因及对策 5.6 工厂现有的机器维护保养工作. 6.回流技术: 6.1 回流炉的分类. 6.2 GS-800 热风回流炉的技术参数. 6.3 GS-800 热风回流炉各加热区温度设定参考表. 6.4 GS-800 回流炉故障分析与排除对策. 6.5 GS-800 保养周期与内容. 6.6 SMT 回流后常见的质量缺陷及解决方法. 6.7 SMT 炉后的质量控制点 7.静电相关知识。 SMT 基础知识培训教材书》 目的 为SMT 相关人员对SMT 的基础知识有所了解。 三.适用范围该指导书适用于SMT 车间以及SMT 相关的人员
四.参考文件 3.1 IPC-610 3.2 E3CR201 《SMT 过程控制规范》 3.3 创新的WMS 五.工具和仪器 六.术语和定义 七.部门职责 八.流程图 九.教材内容 1.SMT 基本概念和组成: 1.1 SMT 基本概念SMT 是英文:Surface Mounting Technology 的简称,意思是表面贴装技术. 1.2 SMT 的组成总的来说:SMT 包括表面贴装技术,表面贴 装设备,表面贴装元器件及SMT 管理. 2.SMT 车间环境的要求 2.1 SMT 车间的温度:20度---28 度,预警值:22度---26度 2.2 SMT 车间的湿度:35%---60% , 预警值:40%---55% 2.3 所有设备,工作区,周转和存放箱都需要是防静电的,车间人员必须着防静电衣帽.
SMT 培训教材
SMT培训教材 一,SMT简介 1,什么是SMT? SMT是英文surface mounting technology的缩写,中文意思是:表面粘贴技术。它是相对于传统的THT(Through-hole technology)技术而发展起来的一种新的组装技术。 3,SMT的特点: A,高密度难B,高可靠C,低成本D,小型化E,生产的自动化 类型 THT through hole technoligy SMT Surface mount technology Surface mount Through-hole
4,SMT 的组成部分: 5,工艺流程: A ,只有表面贴装的单面装配 工序:备料 装贴元件回流焊接 表面组装元件 设计-----结构尺寸,端子形式,耐焊接热等 各种元器件的制造技术 包装-----编带式,棒式,散装式 组装设计-----电设计, 热设计, 元器件布局, 基板图形布线设计等 组装工艺 组装材料-----粘接剂,焊料,焊剂,清洁剂等 清洗技术,检测技术等 组装设备-----涂敷设备,贴装机, 焊接机, 清洗机,测试设备等
B,只有表面贴装的双面装配 工序:备料 回流焊接反面回流焊接 C,采用表面贴装元件和穿孔元件混合的单面或双面装配 装贴元件 反面 装贴元件烘干胶 波峰焊接 D,顶面采用穿孔元件,底面采用表面贴装元件 装贴元件 插元件波峰焊接 通常先做B面 再作A面 印刷锡膏贴装元件再流焊 翻转 贴装元 件 印刷锡膏再流焊 清洗 双面再流焊工艺 A面布有大型IC器件 B面以片式元件为主 充分利用PCB空间,实现安装面积最小化,工艺控制复杂, 要求严格
公差分析
例子1公差(Tolerancing) 1-1概论 公差分析将有系统地分析些微扰动或色差对光学设计性能的影响。公差分析的目的在于定义误差的类型及大小,并将之引入光学系统中,分析系统性能是否符合需求。Zemax内建功能强大的公差分析工具,可帮助在光学设计中建立公差值。公差分析可透过简易的设罝分析公差范围内,参数影响系统性能的严重性。进而在合理的费用下进行最容易的组装,并获得最佳的性能。 1-2公差 公差值是一个将系统性能量化的估算。公差分析可让使用者预测其设计在组装后的性能极限。设罝公差分析的设罝值时,设计者必须熟悉下述要点: ●选取合适的性能规格 ●定义最低的性能容忍极限 ●计算所有可能的误差来源(如:单独的组件、组件群、机械组装等等…) ●指定每一个制造和组装可允许的公差极限 1-3误差来源 误差有好几个类型须要被估算 制造公差 ●不正确的曲率半径 ●组件过厚或过薄 ●镜片外型不正确 ●曲率中心偏离机构中心
●不正确的Conic值或其它非球面参数 材料误差 ●折射率准确性 ●折射率同质性 ●折射率分布 ●阿贝数(色散) 组装公差 ●组件偏离机构中心(X,Y) ●组件在Z.轴上的位置错误 ●组件与光轴有倾斜 ●组件定位错误 ●上述系指整群的组件 周围所引起的公差 ●材料的冷缩热胀(光学或机构) ●温度对折射率的影响。压力和湿度同样也会影响。 ●系统遭冲击或振动锁引起的对位问题 ●机械应力 剩下的设计误差 1-4设罝公差 公差分析有几个步骤须设罝: ●定义使用在公差标准的」绩效函数」:如RMS光斑大小,RMS波前误差,MTF需求, 使用者自定的绩效函数,瞄准…等 ●定义允许的系统性能偏离值 ●规定公差起始值让制造可轻易达到要求。ZEMAX默认的公差通常是不错的起始点。 ●补偿群常被使用在减低公差上。通常最少会有一组补偿群,而这一般都是在背焦。 ●公差设罝可用来预测性能的影响 ●公差分析有三种分析方法: ?灵敏度法 ?反灵敏度法
形位公差培训资料
形位公差培训资料 形位公差 加工后的零件不仅有尺寸公差,构成零件几何特征的点、线、面的实际形状或相互位置与理想几何体规定的形状和相互位置还不可避免地存在差异,这种形状上的差异就是形状公差,而相互位置的差异就是位置公差,统称为形位公差。 1形位公差术语2形位公差符号3形状公差4公差图标5注意问题 1.形位公差术语包括形状公差和位置公差。任何零件都是由点、线、面构成的,这些点、线、面称为要素。机械加工后零件的实际要素相对于理想要素总有误差,包括形状误差和位置误差。这类误差影响机械产品的功能,设计时应规定相应的公差并按规定的标准符号标注在图样上。形状公差和位置公差简称为形位公差。
2.形位公差包括形状公差与位置公差,而位置公差又包括定向公差和定位公差,具体包括的内容及公差表符号如 下所示: 3.(1)形状公差 1、直线度符号为一短横线(-),是限制实际直线对理想直线变动量的一项指标。它是针对直线发生不直而提出的要求。
2、平面度符号为一平行四边形,是限制实际平面对理想平面变动量的一项指标。它是针对平面发生不平而提出的要求。 3、圆度符号为一圆(○),是限制实际圆对理想圆变动量的一项指标。它是对具有圆柱面(包括圆锥面、球 面)的零件,在一正截面(与轴线垂直的面)内的圆形轮廓要求。 4、圆柱度符号为两斜线中间夹一圆(/○/),是限制实际圆柱面对理想圆柱面变动量的一项指标。它控制了 圆柱体横截面和轴截面内的各项形状误差,如圆度、素线直线度、轴线直线度等。圆柱度是圆柱体各项形状误差的综合指标。 5、线轮廓度符号为一上凸的曲线(⌒),是限制实际曲线对理想曲线变动量的一项指标。它是对非圆曲线的 形状精度要求。 6、面轮廓度符号为上面为一半圆下面加一横,是限制实际曲面对理想曲面变动量的一项指标,它是对曲面的 形状精度要求。 (2)定向公差
SMT基础知识培训教材
SMT基础知识培训教材 一、教材内容 1.SMT基本概念和组成 2.SMT车间环境的要求. 3.SMT工艺流程. 印刷技术: 4. 焊锡膏的基础知识. 钢网的相关知识. 刮刀的相关知识. 印刷过程. 印刷机的工艺参数调节与影响 焊锡膏印刷的缺陷,产生原因及对策. 5.贴片技术: 贴片机的分类. 贴片机的基本结构. 贴片机的通用技术参数. 工厂现有的贴装过程控制点. 工厂现有贴装过程中出现的主要问题,产生原因及对策. 工厂现有的机器维护保养工作. 6.回流技术: 回流炉的分类. 热风回流炉的技术参数. 热风回流炉各加热区温度设定参考表. 回流炉故障分析与排除对策. 保养周期与内容. 回流后常见的质量缺陷及解决方法. 炉后的质量控制点 7.静电相关知识。 《SMT基础知识培训教材书》
二.目的 为SMT相关人员对SMT的基础知识有所了解。 三.适用范围 该指导书适用于SMT车间以及SMT相关的人员。 四.参考文件 《SMT过程控制规范》 创新的WMS 五.工具和仪器 六.术语和定义 七.部门职责 八.流程图 九.教材内容 1.SMT基本概念和组成: 1.1SMT基本概念 SMT是英文:SurfaceMountingTechnology的简称,意思是表 面贴装技术.
1.2 SMT 的组成 总的来说:SMT 包括表面贴装技术,表面贴装设备,表面贴 装元器件及SMT 管理. 2.SMT 车间环境的要求 车间的温度:20度---28度,预警值:22度---26度 车间的湿度:35%---60%,预警值:40%---55% 所有设备,工作区,周转和存放箱都需要是防静电的,车间人员必须着防静电衣帽. 3.SMT 工艺流程: OK NO
美国欧洲几何尺寸和公差(gd&t)高级培训
课程简介 上海美国/欧洲几何尺寸和公差(GD&T)高级培训 美国/欧洲几何尺寸和公差(gd&t)高级培训-2天强化 (美国和欧洲机械图纸理解和提高-新版asme y14.5m-2009) 二天课程,3600元/人。 近期开班时间:2011年4月25-26日 该课程根据美国机械图纸形状和位置公差(gd&t)标准asme y14.5m-2009和欧洲机械图纸iso1101关于形状和位置公差的要求和具体内容,详细说明了北美制造业对gd&t要求,并结合奥曼克公司在北美汽车行业的丰富的案例,剖析gd&t以及相关基准在设计,生产,公差分配和计算以及检具设计,检测过程(包括传统检测,投影仪和cmm测量中的基准建立、测量数据分析和判定)的应用和理解,并比较北美gd&t标准asme y14.5m-2009 与欧洲形位公差标准(iso1101)以及中国形位公差标准(gb/t 1182) 的主要差异。gd&t广泛的应用于设计和质量部门,包括机械图纸读图,解释和理解。gd&t是产品实现过程的重要工具,是实现和理解客户要求的专业语言。 培训特色 根据客户提供及奥曼克提供的大量北美汽车行业案例,介绍gd&t的具体内容和要求,以及在设计,生产和cmm/投影仪检测中的实际应用,并提供现场的辅导,包括图纸理解、检具设计、cmm测量等。 参加人员: 项目经理,设计、质量,工艺和制造工程师,质量检验员。直接负责准备ppap的人员或apqp小组成员。 培训教材: 每位参加人员将获得一套培训手册,小组练习及案例精选。 课程内容 新版asme y14.5m-2009的主要更新
o增加了新的概念和符号,例如: 双边不对等公差标注 移动基准(moveable datum target) 自由轮廓基准 o澄清或拓展了1994版的概念,例如: 尺寸公差、规则#1,理论尺寸、同轴度控制o解释了1994版混淆和含糊的概念 o导入了美国asme y14系列中其它概念 ?gd&t介绍,符号和术语 o历史,目的,范围 o工程图纸 (engineering drawing) o标注标准 (dimensioning standard) o实体原则和补偿因子 (material condition) o公差调整因子 (modifier) o传统正负公差对标注位置的弊端 o gd&t与传统坐标的关系和差异 o gd&t 层次(gd&t hierarchy) o形位公差之间的等级和相互约束关系 o半径和可控半径 (controlled radius) 公差介绍 (tolerancing introduction) ?规则和概念 (rules and concept) o规则#1, #2 (rule #1, #2) o基本尺寸 (basic dimension) o实效边界条件 (virtual condition) o材料实体原则: mmc/lmc/rfs o公差补偿 (bonus tolerance) ?基准 (datum) o基准的定义, 基准形体(feature) o基准的定义原则:装配、检测、加工、设计? o基准的正确标注:杜绝含糊的基准标注 o基准错误标注对零件检测的影响 o基准要素误差对零件检测结果判断的影响 o基准模拟(datum simulator) o符号位置(symbol placement) o基准目标(datum target) o基准指导(datum guidline) o自由状态(free state) o基准偏移 (datum shift) o实体基准应用: rfs (fos datum: rfs) o实体基准应用: mmc (fos datum: mmc) o基准最大实体和最小实体对检具的影响 o基准的实体补偿对位置公差检测的影响
SMT培训教材教本
SMT 培 训 教 材 一、目的: 本教材是对SMT 的员工进行生产基本常识及工艺流程教育的较为全面的材料。 二、范围: 本教材适用于SMT 的新入职员工、换岗及加强老员工理论基础等培训。 三、参考文件: 四、定义: 无。 五、职责: SMT 部的管理人员负责教导并考核。 六、内容: (一)、SMT 概述: 1、SMT 是表面贴装技术(Surface Mount Technology )的英文简称。 2、电子技术的发展,也相应地带动了PCB 板组装技术的发展。 20世纪七十年代,主要以导孔技术方式(即我们通常所说的插件方式)进行的组装的电子产品。随着电子产品不断向小型化、高密度化的迅猛发展,20世纪八十年代诞生了表面贴装技术(SMT ),并且日益成为支持电子产业发展的关键技术。随着九十年代电子产品进一步小型化、高密度化,表面贴装技术也在不断发展,其中出现了球形阵列技术及倒装芯片技术,IC 间距也在不断缩小(现在很多IC 间距在0.3MM ),RC 类元件也由原来的1206为主发展到以0603、0402元件为主。 3、SMT 技术为什么会得到如此快的发展,并渐渐地取代导孔技术(即插件方式)。 SMT 技术比导孔技术有如下优点(举例讲述): 1) 体积小,密度高,重量轻; 2)优异、可靠的导电性能(短引线或无引线); 3)随着近年来SMD 的发展,SMT 元器件成本比插件元件低; 4)良好的耐机械冲击和耐震动能力; 5)生产自动化程度高。 (二)、电子元件基础: 1. 电阻器(Resistor ):电子在物体内做定向运动会遇到阻力,这种阻力称为电阻。具有 一定电阻数的元器件称为电阻器。习惯简称为电阻。 电阻器分类:从材料来分:有碳质电阻、碳膜电阻、金属膜电阻、绕线电阻。从结构来分:固定电阻器、可变电阻器和电位器三种。电阻的单位是欧姆,用字母Ω表示,为识别和计算方便,也常以千欧(K Ω)、兆欧(M Ω)为单位。它们之间的换算为:1K Ω=1000Ω 1M Ω=1000000Ω 电阻器的标称阻值和误差: 电阻的标称值和误差,一般都标在电阻体上,其标志有三种:直标法,文字符号法和色标法。 电容器是一种能贮存电能的元件,两块金属板相对平行地放置而不相接触就构成一个最简单的电容器。
公差分析基本知识
公差分析基本知识 This manuscript was revised on November 28, 2020
公差分析 一、误差与公差 二、尺寸链 三、形位公差及公差原则 一、误差与公差 (一)误差与公差的基本概念 1. 误差 误差——指零件加工后的实际几何参数相对于理想几何参数之差。 (1)零件的几何参数误差分为尺寸误差、形状误差、位置误差及表面粗糙度。 尺寸误差——指零件加工后的实际尺寸相对于理想尺寸之差,如直径误差、孔径误差、长度误差。 形状误差(宏观几何形状误差)——指零件加工后的实际表面形状相对于理想形状的差值,如孔、轴横截面的理想形状是正圆形,加工后实际形状为椭圆形等。 相对位置误差——指零件加工后的表面、轴线或对称面之间的实际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。 表面粗糙度(微观几何形状误差)——指零件加工后的表面上留下的较小间距和微笑谷峰所形成的不平度。 2. 公差
公差——指零件在设计时规定尺寸变动范围,在加工时只要控制零件的误差在公差范围内,就能保证零件的互换性。因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的基础。 (二)误差与公差的关系 由图1 (三)公差术语及示例 图2 以图2为例: 基本尺寸——零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径基本尺寸为Φ20,长度基本尺寸为40。 实际尺寸——实际测量的尺寸。 极限尺寸——允许零件实际尺寸变化的两个极限值。两个极限值中大的是最大极限尺寸,小的是最小极限尺寸。 尺寸偏差——某一尺寸(实际尺寸,极限尺寸)减去基本尺寸所得到的代数差。 上偏差=最大极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴) 下偏差=最小极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴) 尺寸公差——允许尺寸的变动量
SMT基础知识培训教材
致新员工书 您有幸进入北华科技(深圳)有限公司。我们也很荣幸获得了与您的合作,欢迎加入这个团队,我们将在共同信任的基础上度过在公司一起工作的岁月。这种理解和信任是愉快奋斗的桥梁与纽带。 北华科技(深圳)有限公司是一个以高技术为起点,着眼于大市场和发展前景的高科技企业,公司需要所有员工坚持合作走集体奋斗的道路。 我们大多数作业员都比较年轻,我们更应该关注在工作中不断的提高自己的能力和素质。只有自己的能力素质得到了提高,才有实现自身价值的机会。而这个机会就掌握在你们自己手中。在做好本职工作的同时,要形成自己的工作心得、工作经验。有时老员工所讲的不一定全是对的,自己应该不断思考,说不定会做得更好。要善于反思、善于总结自己的工作,学会一个星期作一次总结。好的继续发挥,不好的马上改正。预祝各位通过努力之后都能实现自我之人生价值。 公司给你们一个发展的平台,也希望有了你们的加入,北华科技(深圳)有限公司在前进的征程中会发展得更稳、更快! 谢谢!
SMT基础知识培训骨架 目的: 1、培训作业员之作业意识,作业技能; 2、激励作业员作业技能之自我提高; 3、个人与公司共同发展。 共计时间:15H 一、意识培训(2H): 1. SMT简介(包含SMT之起源,现状,发展); 2. 团队意识、品质意识; 3. 企业文化培训:忠诚、敬业、服从、主动。 二、基础知识培训(4H): 1. 电子元件识别; 2.IPC判定标准; 3.5S、ESD讲座; 4.SMT环境及辅料使用讲座。 三、基本技能培训(4H): 1. 各机器设备(含仪器)之操作技能培训; 2.Feeder 之选取及作业技能培训; 3.烙铁作业手法及注意事项。 四、设备保养培训(3H) 1. 各机器设备之保养及注意事项; 2. Feeder,烙铁之保养及注意事项.。 五、现实社会分析讲座(2H): 1. 社会状况之优胜劣汰适者生存原则(含压力释放); 2.自我能力之不断完善提高及横向纵向之比较分析; 3.个人与公司相辅发展共同进步并预祝各位通过努力之后都能实现自我之人生价值。
公差分析的方法与比较
公差分析的方法與比較 PSBU-RDD4-MDD 工程師朱誠璞 alex.chu@https://www.360docs.net/doc/2917089622.html, 2002/11/14 PM 04:32 version 1.1 A.公差分析的傳統方法( I)----Worst Case 法 首先,必須解釋在公差分析時所用的兩種方法: 公差合成與公差分配. 而在以下兩個例子中用來運算公差範圍的數學方法為 Worst Case 法,這是傳統的做法 : 1.公差的合成(使用Worst Case 法運算) Part A 與 Part B 必須接合在一起,合成後的尺寸與公差範圍會是如何呢? 在這個例子中,可以得到一個很直觀的結果------當Part A 與 Part B相接後所得到的 Part A+B 長度和公差範圍都是Part A + Part B 的結果. 也就是說:合成後的公差範圍會包括到每個零件的最極端尺寸,無論每個零件的尺寸在其公差範圍內如何變化,都會 100% 落入合成後的公差範圍內. 聽起來相當合理,不是嗎? 稍後會解釋這樣做的缺點.
2.公差的分配(使用Worst Case 法運算) 現在 Part A+B 必須放入 Part C 的開口處,而開口的尺寸與公差如圖所示,那麼 Part A 與 B 的分別的公差範圍又應該是多少呢? 我們以最簡單的方法 : 平均分配給其中所有的零件,所以 Part A 與 B 各得50 %,當然也可以按照其他的比例來調整,並沒有絕對的優劣之分. B. Worst Case法的問題 1.控制公差範圍難以被控制在設計的需求範圍中. 由於 Worst Case 法合成時要求100 % 的可以容許單一零件的公差變化,會造成合成後的公差範圍變的較大,對設計者而言,是非常容易造成零件組裝後相互干涉或間隙過大. 在以上的例子中,如果要將 Part A+B 放入 Part C 時,會發生過緊干涉的情況,因為 Part C 最窄只有 10.75 mm,但是 Part A+B 卻可能有 11.50 mm的情況則有 0.75 mm 的干涉;另一方面,當 Part C 最寬11.25 mm,而 Part A+B 為10.5 mm 的最小值時,又有 0.75 mm的間隙產生.由此可知公差範圍過大所造 成的難以控制的缺點. 2.決定公差範圍的過程缺乏客觀及合邏輯的程序 以此類方式決定的公差範圍尺寸,必須仰賴設計者的經驗,且必須經過多次的試作才可真正決定;若生產條件改變:如更換生產廠商,模具修改…等,皆有可能使原訂之公差範圍無法達成,而被迫放寬或產生大量不良品的損失.
SMT培训教材
SMT培训教材 一、SMT的组成: 1.SMT所指的是:表面贴装技术,英文:Swrface Mount Technolyy简称SMT。 2.组成:a. SMD表面贴装元器件 b. 贴装技术 c. 贴装设备 (1)S MD包括以下几点 a.制造技术:是指SMD生产过程中的导电物印刷加热,修整,焊接,成 型等技术。 b.产品设计:SMD设计中对尺寸精度,电极端结构/形状,耐热性的设计 和规定。 c.包装形式:指适合于自动贴装的编带,托盘或其它形式的包装。 (2)贴装技术 a.组装工艺类型:单面/双面,表面贴装,单/双面混合贴装。 b.焊接方式分类: ①波峰焊接:贴片胶、焊剂、焊料及胶涂敷技术。 ②再流焊接:加热方式有:外线、红外线加热风组合、VPS、热板、 激光等。焊膏的涂敷方式有:丝网印刷、分配器等。 c.印刷电路板: ①基板材料:玻璃纤维、陶瓷、金属板 ②电路设计:图形设计,布线间隙设定,SMD焊区设定和布局 (3)贴装设备 a. 顺序式 b. 同时式 c. 在线式普遍用顺序式 二、表面贴装用材料:
1.贴片胶(红胶) ①作用:焊接前使SMD预先定位于基板的指定位置。 ②成份组成:a. 环氧树脂:63% b. 无机填料:30% c. 胶系固化剂:4% d. 无机颜料:3% ③特性要求:a. 固化时间短 b. 印刷性能良好,稳定 c. 有一定的粘接强度,元件贴装后在搬运过程中不会脱落 d. 可在液态贮存不影响其使用性能 e. 对任何材料质的基板均可使用,无副作用 f. 具稳定的物理特性和电气特性 ④保存使用要求(注意事项): a.储存温度5~10℃(冰箱内) b.有效期:进货后储存一般不平超过3个月(注意:使用前确认是否 过期,过期不用) c.取用时,在空气中存放时间不得超过半小时,为防止胶体中的分离 现象,使用前必须进行搅拌。 d.使用温度一般设在28℃~32℃之间,从冰箱取出时需回温12小时 e.作为贴片胶预防硬化和其它质变要求,在搅拌后应在24小时内用完, 如有多余要放入专用容器内保存,不可与新搅拌的贴片胶混在一起。 (原因:胶都有吸潮性) f.胶的固化温度,2125元件要求300g以上,取温升最慢地方 g.贴装后的基板(电路板)应在48小时之内固化(最后当天过炉) ⑤员工要求:员工在搅拌或刷胶时,最好不使皮肤接触,如不慎接触到,应用清水和肥皂或酒精清洗干净。
SMT培训教材
SMT培训教材 \ SMT简介 1,什么是SMT SMT是英文surface mounting technology的缩写,中文意思是:表面粘贴技术。它是相对于传统的THT (Through-hole technology)技术而发展起来的一种新的组装 技术。 3,SMT 的特点: 自动化A,高密度难B,高可靠C,低成本D,小型化E,生产的Surface mount
4, SMT勺组成部分: 设计——结构尺寸,端子形式,耐焊接热等 表面组装元件 各种元器件的制造技术 包装------- 编带式,棒式,散装式 组装材料——粘接剂,焊料,焊剂,清洁剂等5,工艺流程: A,只有表面贴装的单面装配 工序:备料:?丝印锡膏装贴元件回流焊接B,只有表面贴装的双面装配 工序:备料丝印锡膏川装贴兀件回流焊接反面丝印锡膏仝装贴元件仝回流焊接C,采用表面贴装元件和穿孔元件混合的单面或双面装配
反面 -------- / 滴(印)胶(底面) 反面 插元件一波峰焊接 件 先作A 面: 印刷锡高 双面再流焊工艺 A 面布有大型IC 器件 B 面以片式元件为主 充分 利用PCB 空间, 求严格 于密集型或超小型 实现安装面: v i 1 小型电子产品,如 手机 再作B 面:I 贴装元件 清洗 积最小化,工艺控制复杂, 翻转 再流焊 工序:备料丝印锡膏(顶面) 装贴元件 -------- .> 回流焊接:-- > 再流焊 翻转 D ,顶面米用穿孔兀件,底面米用表面贴装兀件 工序:滴(印)胶 装贴元件 通常先做B 面 印刷锡膏 贴装元件 再作A 面 翻转 再流焊 印刷锡膏 贴装元
(表面组装技术)全流程培训教材最全版
SMT 全程教材修订:2008-4-29 (表面组装技术)全流程培训 教材 1 / 87
SMT培训教材 SURFACEMOUNTTECHNOLOGY 余显浓 2008-4 SJ/T10666-1995《表面组装组件的焊点质量评定》 SJ/T10670-1995《表面组装工艺通用技术要求》 IPC-A-610C-2000《电子组装件验收标准》
IPC-50
目录 1.S MT介绍及末来的发展趋势P3-P6 2.S MT的组成P7 3.S MT必备的四大工序P7-11 4.S MT结构P12 5.S MT常用术语p13-18 6.S MT物料常识(分类及封装)P19-29
7.S MT流程P30 8.S MT各工序检验标准及作业方法p31-44 9.7S知识P45-46 10.ESD知识P47-53 11.ISO知识P54-63 12.手工焊接介绍及焊接标准P64-67 13.SMT制程异常及原因对策P68
第一课:SMT介绍及末来发展趋势 1、何为SMT SMT(SurfaceMountTechnology)表面贴装技术 是将SMT专用电子零件(SMD)经由焊接媒介物(例如:锡膏SOLDERPASTE或接着剂ADHESIVE焊接于电路板上的技术,此技术为美国60年代末,为发展太空科技而研发的高科技技术,后被日本加以改良,广泛运用于产业科技而普及化。 2、为何要使用SMT 举凡电子产品为要求小型化、轻量化以及高功能,不得不缩小零件及电路板的体积,传统零件因有正负接脚,必须将电路板穿孔(THROUHHOLE),才能焊接除体积大、零件组装慢以外,成品不良率亦无法降低,SMD没有正负接脚,不必将电路版穿孔,电路板上的线路设计(LAYOUT)可以更密集,电路板亦可用多层板,更因SMD的体积缩小,同面积的电路板可以着装更多的零件,功能化亦得提升,生产速度现今已可达每一颗零件0.08秒的高速着装。 3、表面贴装在设计和制造方面都有很多优点。
SMT基础知识培训教材详析
SMT基础知识培训教材 一、教材内容 1.SMT基本概念和组成 2.SMT车间环境的要求. 3.SMT工艺流程. 4.印刷技术: 4.1焊锡膏的基础知识. 4.2钢网的相关知识. 4.3刮刀的相关知识. 4.4 印刷过程. 4.5 印刷机的工艺参数调节与影响 4.6焊锡膏印刷的缺陷,产生原因及对策. 5.贴片技术: 5.1 贴片机的分类. 5.2 贴片机的基本结构. 5.3 贴片机的通用技术参数. 5.4 工厂现有的贴装过程控制点. 5.5 工厂现有贴装过程中出现的主要问题,产生原因及对策. 5.6工厂现有的机器维护保养工作. 6.回流技术: 6.1 回流炉的分类. 6.2GS-800热风回流炉的技术参数. 6.3 GS-800 热风回流炉各加热区温度设定参考表. 6.4 GS-800回流炉故障分析与排除对策. 6.5 GS-800保养周期与内容. 6.6 SMT回流后常见的质量缺陷及解决方法. 6.7SMT炉后的质量控制点 7.静电相关知识。 《SMT基础知识培训教材书》 二.目的 为SMT相关人员对SMT的基础知识有所了解。
三.适用范围 该指导书适用于SMT车间以及SMT相关的人员。 四.参考文件 3.1IPC-610 3.2E3CR201《SMT过程控制规范》 3.3 创新的WMS 五.工具和仪器 六.术语和定义 七.部门职责 八.流程图 九.教材内容 1.SMT基本概念和组成: 1.1SMT基本概念 SMT是英文:SurfaceMounting Technology的简 称,意思是表面贴装技术. 1.2SMT的组成 总的来说:SMT包括表面贴装技术,表面贴装设备,表面贴 装元器件及SMT管理. 2. SMT车间环境的要求 2.1 SMT车间的温度:20度---28度,预警值:22度---26度 2.2 SMT车间的湿度:35%---60% ,预警值:40%---55%
公差分析
公差分析(Tolerance Analysis) 與 蒙地卡羅模擬(Monte Carlo Simulation) 註:本課程感謝李艮生(Allen Lee)博士提供大部份材料與指導 I. Cp與Cpk的概念 製程能力指數﹝Process capability index─傳統上簡稱為Cp﹞,係統計製程管制SPC的一個很重要的指標。代表著我們產品製程的品質有多好或不良率是多少。傳統上品管使用正負3 SIGMA﹝標準差﹞,它是假設量產產品的品質特性值遵守常﹝正﹞態分配,而中心值加減 3 SIGMA的界線,一般稱之為管制上限和管制下限,產品品質特性值出現在管制上下限內的機率值為99.73%,這個部分構成品質管制中所謂統計製程管制─SPC的主體。 標準差 Standard deviation
自從1950年代SPC普及以來,大抵使用Cp這樣的一個能力指數,來反映品質水準的狀況。但遂著時間的推移,電子產業的興起,以前的品質水準不良率以百分比%為單位就足以勝任,因為電子元件的數量龐大,百分比的不良率不敷使用,所以演化成以PPM為不良率的單位。同時更自1980年代因為美國的汽車產業也不堪日本汽車業的競爭,從而將製程能力指數修正成Cpk,近年來電子產業多以追求Cpk為準。 深究Cpk的內容,你會發現它不是什麼新東西,只是舊瓶新酒,只是過去在談論SPC時,大家都假設實際品質特性值的中心值是和目標值一致的。傳統品管上針對這個問題是以Ca處理,但通常都帶過未加以刻意強調。而時下流行的Cpk只是對舊有的Cp做了中心值的修正。 需要注意的是傳統上Cp時代,我們對製程能力指數的要求是Cp=1,易言之,良品率是99.73%,而多年前Cpk出現時要求的是Cpk=1.33,而這兩年則要求提升到Cpk=1.67。而當Cpk=1.63時即可進入個位數的PPM世界。 公差T Cpk=( 1 - K ) * --------------- = ( 1 - K ) *------------- 六倍標準差6* σ
SMT培训教材
1.0 SMT 简介 1.1什么是SMT ? SMT 是英文surface mounting technology 的缩写,中文意思是:表面粘贴技术。它是相对于传统的THT (Through-hole technology )技术而发展起来的一种新的组装技术。 1.2 SMT 的特点: A B C D E 1.3 SMT 的组成部分: Surface mount Through-hole 表面组装元件 设计-----结构尺寸,端子形式,耐焊接热等 各种元器件的制造技术 包装-----编带式,棒式,散装式
1.4 工艺流程: A ,只有表面贴装的单面装配: 工序:备料 B ,只有表面贴装的双面装配 装贴组件回流焊接反面 丝印锡膏 C ,采用表面贴装组件和穿孔组件混合的单面或双面装配 反面 反面波峰焊接 D ,顶面采用穿孔组件,底面采用表面贴装组件 工序:滴(印)胶 装贴组件烘干胶反面 插组件波峰焊接 组装工艺 组装设计-----电设计, 热设计, 元器件布局, 基板图形布线设计等 组装材料-----粘接剂,焊料,焊剂,清洁剂等 组装设备-----涂敷设备,贴装机, 焊接机, 清洗机,测试设备等
B 面 再作A 面 印刷锡膏 贴装元件 再流焊 翻转 贴装元件 印刷锡膏 再流焊 清 洗 双面再流焊工艺 A 面布有大型IC 器件 B 面以片式元件为主 充分利用 PCB 空间,实现安装面积最小化,工艺控制复杂,要求严格
波峰焊 清洗 混合安装工艺 多用于消费类电子产品的组装 印刷锡高 贴装元件 再流焊 翻转 点贴片胶 贴装元件 加热固化 翻转 先作A 面: 再作B 面: 插通孔元件后再过波峰焊:
SMT贴片_SMT电子元件培训教程
SMT 电子元件部分 一 SMT 元器件分类 1. 片状元件: 1) 片状电阻 第三位: 10的倍数 第二位: 第二位数 0 第一位: 第一位数 1 该电阻阻值为: 10 X 10 2 = 1000 (欧姆) = 1 (千欧姆) (误差值为 + 5%) 1K = 1000 计算方法: 第一. 二位表示乘值﹐ 第三位表示乘数 (即10的几次幂﹐在1后面加几个零)﹐ 表面上有三位数字的片状电阻误差值为 + 5%。 ※ SMT 片状电阻三位数字的误差值一般为 + 5%﹐一般为普通电阻。 第四位: 10的倍数
第三位: 第三位数 5 第二位: 第二位数 2 第一位: 第一位数 8 该电阻阻值为: 825 X 10 1 = 8250 (欧姆) = 8.25 (千欧姆) (误差值为 ±1%) 片状电阻四位数字的误差值一般为 + 1%﹐一般为精密电阻。 第四位: 小数点后第二位数 第三位: 小数点后第一位数 第二位: R 表示小数点 第一位: 第一位数 该电阻阻值为: 1.00欧姆 第四位: 小数点后第三位数 第三位: 小数点后第二位数 第二位: 小数点后第二位数
第一位:R表示小数点 该电阻阻值为: 0.033欧姆 请计算下列几种SMT电阻的阻值? 特殊的SMT电阻: 该电阻阻值为: 100 K 欧姆该电阻阻值为: 357欧姆 2 ) 片状电容:
外观及内部结构示意图 阻为陶瓷基体, 端电极结构(镀层)与片状电阻的一样, 内部电极层 数由电容值决定, 一般有10多层. C. 片状电容的电容量没有标识在元件体上,只标识在PASS 纸上、 或厂家招纸上,以及用仪器测量(如万用表)。 D.因此, SMT 的片状电容极易混乱, 外观上极难辨认, 需用较精 密的仪器量度区分﹐因构造尺寸问题,片状电容容量不会太大, 通常会小于1UF 。 E.片状电容尺寸与片状电阻的尺寸相似,有0603,0805,1210,1206 陶瓷基材 外部電极 內部電极
SMT-最详细的培训教材(精华版)
电子机器部 培训教材目录 第一章基础培训教材 第一节常用术语解释(一) (1) 1.组装图 (1) 2.轴向引线元件 (1) 3.单端引线元件 (1) 4.印刷电路板 (1) 5.成品电路板 (1) 6.单面板 (1) 7.双面板 (1) 8.层板 (2) 9.焊盘 (2) 10.元件面 (2) 11.焊接面 (2)
12.元件符号 (2) 13.母板 (2) 14.金属化孔(PTH) (2) 15.连接孔 (2) 16.极性元件 (2) 17.极性标志 (2) 18.导体 (2) 19.绝缘体 (2) 20.半导体 (3) 21.双面直插 (3) 22.套管 (3) 23.阻脚 (3) 24.管脚打弯 (3) 25.预面型 (3)
第一节常用术语解释(二) (4) 1.空焊 (4) 2.假焊 (4) 3.冷焊 (4) 4.桥接 (4) 5.错件 (4) 6.缺件 (4) 7.极性反向 (4) 8.零件倒置 (4) 9.零件偏位 (4) 10.锡垫损伤 (4) 11.污染不洁 (4) 12.爆板 (4) 13.包焊 (4)
14.锡球 (4) 15.异物 (4) 16.污染 (4) 17.跷皮 (4) 18板弯变形 (4) 19.撞角、板伤 (4) 20.爆板 (4) 21.跪脚 (4) 22.浮高 (4) 23.刮伤 (4) 24.PCB板异物 (4) 25.修补不良 (4) 26.实体 (5)
28.程序 (5) 29.检验 (5) 30.合格 (5) 31.不合格 (5) 32.缺陷 (5) 33.质量要求 (5) 34.自检 (5) 35.服务 (5) 第二节电子元件基础知识 (6) (一)阻器和电容器 (6) 1.种类 (6) 2.电阻的单位 (6) 3.功率 (6)
公差分析报告基本知识
公差分析 一、误差与公差 二、尺寸链 三、形位公差及公差原则
一、误差与公差 (一)误差与公差的基本概念 1. 误差 误差——指零件加工后的实际几何参数相对于理想几何参数之差。 (1)零件的几何参数误差分为尺寸误差、形状误差、位置误差及表面粗糙度。 尺寸误差——指零件加工后的实际尺寸相对于理想尺寸之差,如直径误差、孔径误差、长度误差。 形状误差(宏观几何形状误差)——指零件加工后的实际表面形状相对于理想形状的差值,如孔、轴横截面的理想形状是正圆形,加工后实际形状为椭圆形等。 相对位置误差——指零件加工后的表面、轴线或对称面之间的实际相互位置相对于理想位置的差值,如两个面之间的垂直度,阶梯轴的同轴度等。 表面粗糙度(微观几何形状误差)——指零件加工后的表面上留下的较小间距和微笑谷峰所形成的不平度。 2. 公差 公差——指零件在设计时规定尺寸变动范围,在加工时只要控制零件的误差在公差范围内,就能保证零件的互换性。因此,建立各种几何公差标准是实现对零件误差的控制和保证互换性的基础。
(二)误差与公差的关系 图1 由图1可知,零件误差是公差的子集,误差是相对于单个零件而言的;公差是设计人员规定的零件误差的变动范围。 (三)公差术语及示例 图2 以图2为例: 基本尺寸——零件设计中,根据性能和工艺要求,通过必要的计算和实验确定的尺寸,又称名义尺寸,图中销轴的直径基本尺寸为Φ20,长度基本尺寸为40。 实际尺寸——实际测量的尺寸。 极限尺寸——允许零件实际尺寸变化的两个极限值。两个极限值中大的是最大极限尺寸,小的是最小极限尺寸。
尺寸偏差——某一尺寸(实际尺寸,极限尺寸)减去基本尺寸所得到的代数差。 上偏差=最大极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴) 下偏差=最小极限尺寸-基本尺寸,用代号(ES)(孔)和es(轴) 尺寸公差——允许尺寸的变动量 尺寸公差=最大极限尺寸-最小极限尺寸 公差带 零线——在极限与配合图解中,标准基本尺寸是一条直线,以其为基准确定偏差和公差。通常,零件沿水平方向绘制,正偏差位于其上,负偏差位于其下,如下图。 图3公差带图解 公差带——在公差带图解中,由代表上极限偏差和下极限偏差的两条直线所限定的一个区域。它是由公差带大小和其相对零线的位置来确定。 二、尺寸链