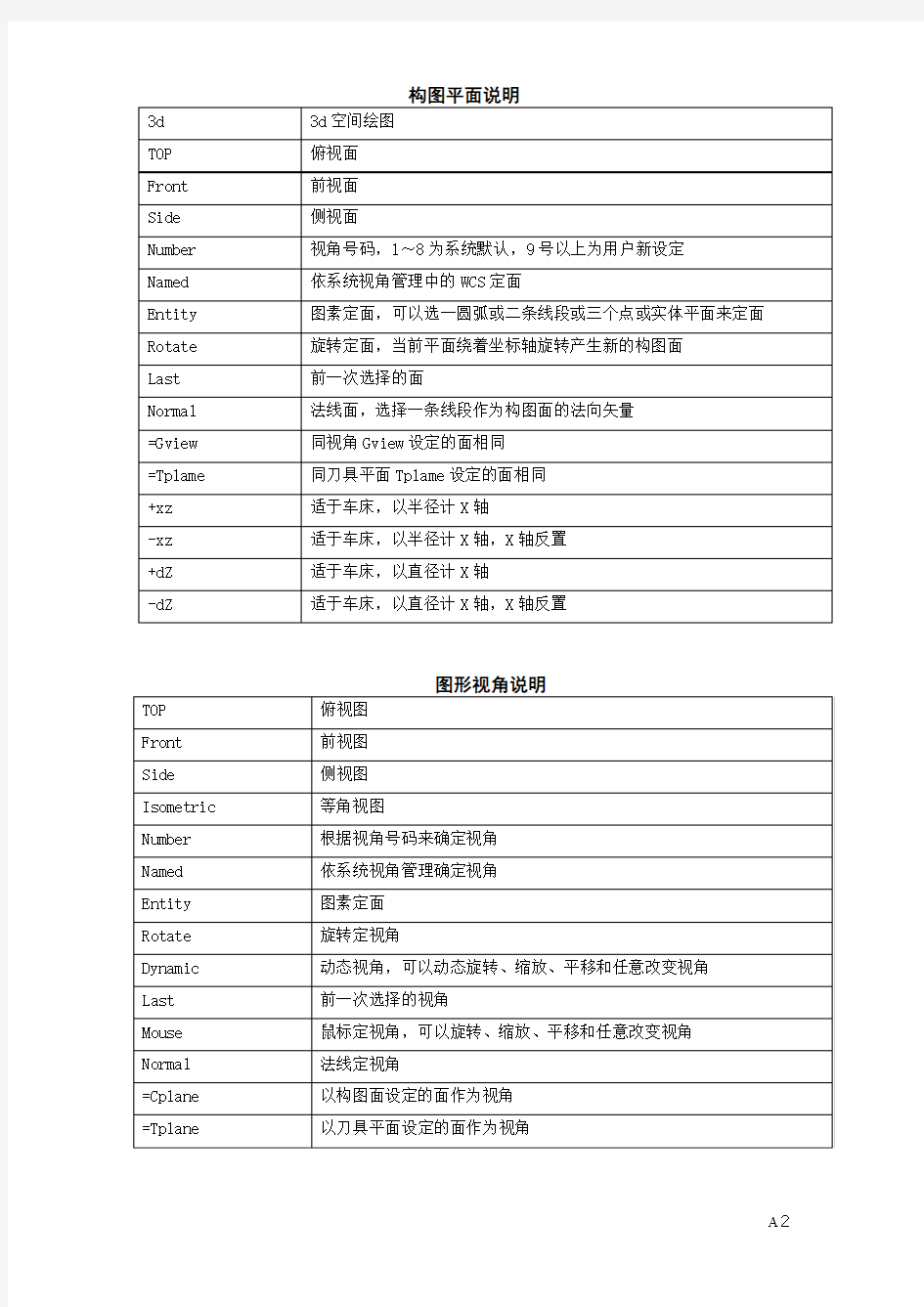
MasterCAM菜单功能列表
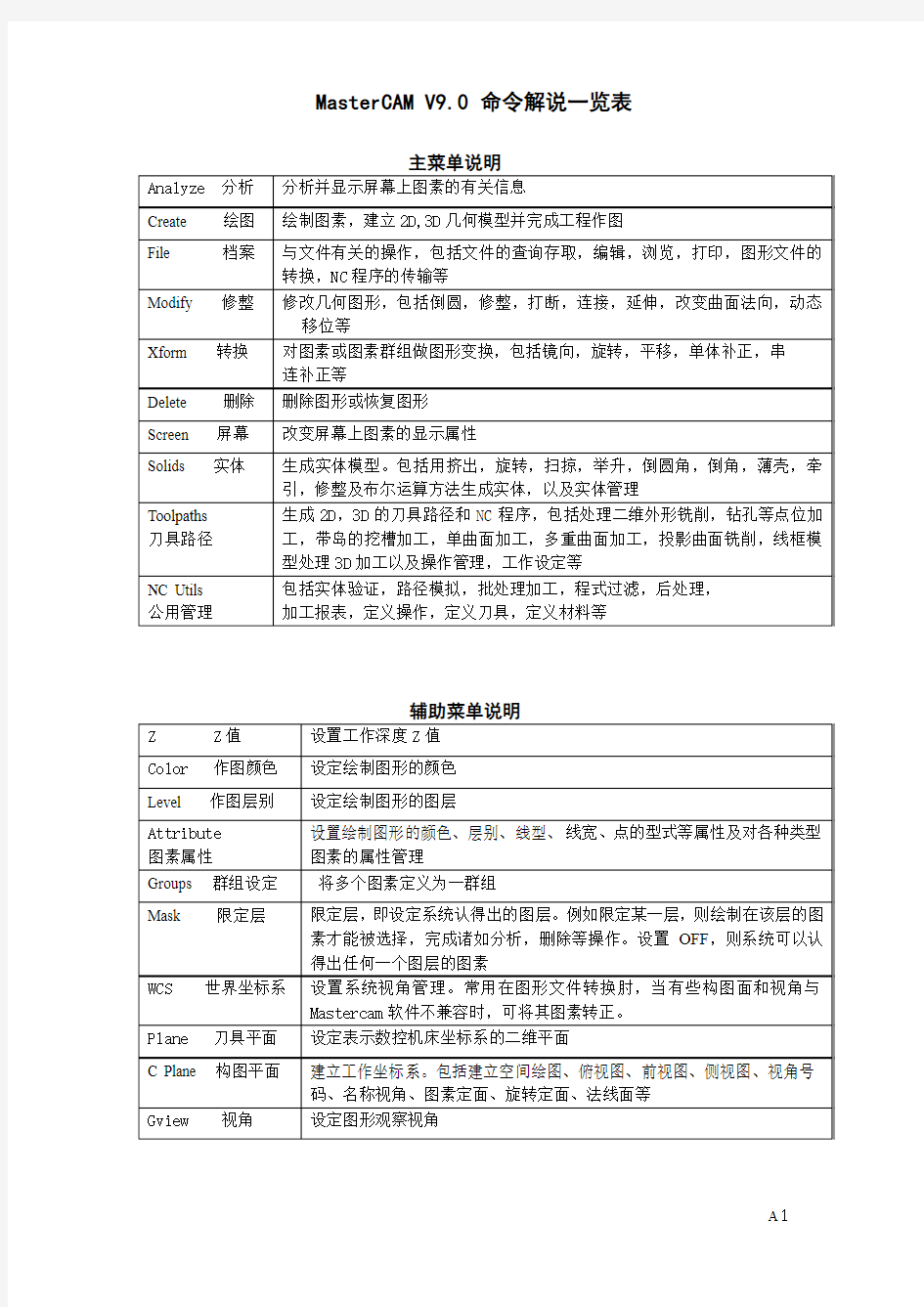
MasterCAM V9.0 命令解说一览表
ERP的主要功能模块简介
ERP的主要功能模块简介 ERP是将企业所有资源进行整合集成管理,简单的说是将企业的三大流:物流,资金流,信息流进行全面一体化管理的管理信息系统。它的功能模块以不同于以往的MRP或MRPII的模块,它不仅可用于生产企业的管理,而且在许多其它类型的企业如一些非生产,公益事业的企业也可导入ERP系统进行资源计划和管理。 这里我们将以典型的生产企业为例子来介绍ERP的功能模块。在企业中,一般的管理主要包括三方面的内容:生产控制(计划、制造)、物流管理(分销、采购、库存管理)和财务管理(会计核算、财务管理)。这三大系统本身就是集成体,它们互相之间有相应的接口,能够很好的整合在一起来对企业进行管理。随着企业对人力资源管理重视的加强,已经有越来越多的ERP厂商将人力资源管理纳入了ERP系统的一个重要组成部分。 对ERP基本原理和发展过程的初步了解,对ERP和SAP关系的清晰认识,是我们理解ERP的基础。下面为使大家对ERP进一步认识,我们将简要介绍ERP系统的基本功能模块。 各软件商ERP系统的模块结构相差较大,在这里,我们撇开具体的ERP系统,如SAP ERP、Oracle ERP、用友ERP 等,从实际业务的角度简要说明ERP系统的基本功能模块,即ERP系统是如何支持实际业务的。 实际业务中,主要包括三方面的内容:财务管理(会计核算、成本管理),生产控制(计划、实绩管理)、物流管理(销售、采购、库存管理)。
1.财务管理 企业中,财务管理的清晰分明是极其重要的,它在ERP系统中是不可或缺的一部分。一般ERP系统包括会计核算与成本管理。 1.1.会计核算(FI) 会计核算主要是记录、核算、反映和分析资金在企业经济活动中的变动过程及其结果。它由总账、应收账、应付帐、固定资产等部分构成。 1.1.1总帐模块 它的功能是处理记账凭证输入、登记,输出日记账、一般明细账及总分类账,编制主要会计报表。它是整个会计核算的核心。 1.1.2应收帐模块 指企业应收的由于商品赊欠而产生的正常客户欠款帐。它包括发票管理、客户管理、付款管理、帐龄分析等功能。它和客户订单、发票处理业务相联系,同时将各项事件自动生成记账凭证,导入总账。 1.1.3应付帐模块 会计里的应付帐是企业应付购货款等帐,它包括了发票管理、供应商管理、支票管理、帐龄分析等。它能够和采购模块、库存模块完全集成以替代过去繁琐的手工操作。 1.1.4固定资产模块 完成对固定资产的增减变动以及折旧有关计提和分配的核算工作。它有助了解固定资产的现状,能借助该模块提供的方法来管理资产,并进行相应的会计处理。它的具体功能有:登录固定资产卡片和明细账,计算折旧,编制报表,及自动编制转账凭证,并转入总账。 1.1.5工资核算模块 自动进行企业员工的工资结算、分配、核算以及各项相关经费的计提。它能够登录工资、打印工资清单及各类汇总报表,计算计提各项与工资有关的费用,自动做出凭证,导入总账。 1.2成本管理(CO) 成本管理来的功能是基于会计核算数据的,在此基础上加以分析,进行预测决策、管理控制。 财务计划:根据前期财务分析做出下期的财务计划、预算等。 成本核算:它将依据产品结构、工作中心、工序、采购等信息进行产品的各种成本的计算,以便进行成本分析和规划。还能用标准成本或平均成本法按地点维护成本。 财务分析:提供查询功能和通过用户定义的差异数据的图形显示进行财务绩效评估,帐户分析等。 财务决策:财务管理的核心部分,中心内容是作出有关资金的决策,包括资金筹集、投放及资金管理。 模块功能包括:成本中心会计和基于业务活动的成本核算,用于短期成本控制;定单与项目会计,用于分析与控制企业资源的使用;产品成本核算,用于分析有关生产和产品的业务活动;获利能力分析,用于分析售出的产品与服务;利润中心会计,协助一个全面的会计系统,用于指定的时间区间或一般的时间区间;企业控制,与一个强大的执行信息系统共同服务于高层管理部门。 成本与收入的监控可贯穿所有职能部门。 2.生产管理与控制(PP) 将整个生产过程结合在一起,支持产销平衡、有效库存等。同时,将原本分散的生产过程的自动连接,使生产过程能够前后连贯,避免出现生产脱节,交货延误。 生产管理与控制是以计划为导向的生产、管理方法。首先,企业确定它的一个总生产计划,再经过层层细分后,下达到各部门去执行,即生产部门以此生产,采购部门以此采购等。 2.1主生产计划 它根据客户订单、预测和生产计划安排将来各周期中提供的产品种类和数量,它将生产计划转为产品计划,在平衡了物料供应和设备能力后,精确到时间、数量的详细的进度计划,是从生产计划、实际订单和对销售分析历史得来的预测产生的。 2.2物料需求计划 在主生产计划决定生产多少最终产品后,再根据物料清单,把要生产的产品数量转变为生产需要的零部件数量,并对照现有的库存,计算出还需生产多少,采购多少。
Mastercam9快捷键大全
Mastercam9.1常用快捷键大全 Alt+0 Set Z depth for Cplane 设置Z的深度 Alt+1 Set main color 设置绘图颜色 Alt+4 Choose tool plane(Tplane) 选择刀具平面 Alt+5 Choose construction plane(Cplane) 选择构图平面 Alt+6 Choose graphics view(Gview) 图形视角 Alt+A AutoSave 自动存储 Alt+B Toolbar on/off 工具栏开/关 Alt+C Run C-Hooks 运行C-Hooks Alt+D Drafting global parameters 设置坐标尺寸全局参考 Alt+E Hide/Unhide geometry 隐藏/不隐藏图形(除选定元素外,其他元素隐藏) Alt+F Menu font 设置菜单字体 Alt+G Selection grid parameters 选择格点参数 Alt+H On -line help 在线帮助 Alt+J Job setup 工作设置 Alt+L Set entity attibutes 设置图素属性 Alt+N Edit named views 编辑视角名 Alt+O Oprations Manager 进入操作管理器 Alt+P Prompt area on/off 提示区开/关 Alt+Q Undo last opration 取消上次操作 Alt+R Edit last opration 编辑上次操作 Alt+S Full-time shading on/off 全时着色处理开/关Alt+T In Toolpath menu,turn toolpath display on/off 刀具路径显示开/关 Alt+U Undo last action 取消执行上次的操作 Alt+V Mastercam version number and SIM serial number 版本号和解密锁系列号 Alt+W Viewport configuration 设置视区 Al t+X Set main color,level,line style and width from select entity 通过选取图素设置当前颜色、图层、线型和线宽 Alt+Z Set visible levels 设置可见图层 Alt+' Create two-point circle 构建两点画圆 Alt+= Unhide select entities 不隐藏选择的图素 Alt+F1 Fit geometry to screen 图形适合屏幕 Alt+F2 Unzoom by 0.8 缩小0.8 Alt+F3 Cursor tracking on/off 光标捕捉开/关 Alt+F4 Exit Mastercam 退出Mastercam9 Alt+F5 Delect using window selection 使用窗选删除 Alt+F7 Blank geometry 隐藏图形
MasterCAM 后置处理设置方法详细说明
MasterCAM X版本后置处理及其修改方法详细说明mastercam系统配置的是适应单一类型控制系统的通用后置处理,用户根据数控 机床和数控系统的具体情况,可以对其数据库进行修改和编译,定制出适应某一数 控机床的专用后置处理程序。 mastercam系统默认发那科后置处理文件的扩展名为pst,称为pst文件。(一般该文件在共享文档\shared mcamx5\MILL\Posts\MPFAN.pst)根据本人多年使用经验,初次安装后后处理有以下几点要修改。 (1)默认后处理去掉第四轴A0的输出 用记事本或任意文本编辑器打开MPFAN.pst,然后搜索Rotary Axis Settings,找到rot_on_x:1#SET_BY_MD Default Rotary Axis Orientation #0=Off,1=About X,2=About Y,3=About Z 改成rot_on_x:0#SET_BY_MD Default Rotary Axis Orientation #0=Off,1=About X,2=About Y,3=About Z 就可以关闭四轴,没有A0输出。 (2)去掉程序开头的注释输出 用记事本或任意文本编辑器打开MPFAN.pst,然后搜索"%",找到 "%",e$ sav_spc=spaces$ spaces$=0 中间略掉 spaces$=sav_spc 改成 "%",e$ sav_spc=spaces$ spaces$=0 *progno$,sopen_prn,sprogname$,sclose_prn,e$ #sopen_prn,"PROGRAM NAME-",sprogname$,sclose_prn,e$ #sopen_prn,"DATE=DD-MM-YY-",date$,"TIME=HH:MM-",time$, sclose_prn,e$#Date and time output Ex.12-02-0515:52 #sopen_prn,"DATE-",month$,"-",day$,"-",year$,sclose_prn, e$#Date output as month,day,year-Ex.02-12-05 #sopen_prn,"DATE-",*smonth,"",day$,"",*year2,sclose_prn, e$#Date output as month,day,year-Ex.Feb.122005 #sopen_prn,"TIME-",time$,sclose_prn,e$#24hour time output-Ex.15:52 #sopen_prn,"TIME-",ptime sclose_prn,e$#12hour time output 3:52PM spathnc$=ucase(spathnc$) smcname$=ucase(smcname$) stck_matl$=ucase(stck_matl$)
MasterCAM9.1的刀具清单功能
MasterCAM9.1后处理自动生成刀具清单,使用方法: 将下面的容复制到记事本,并将其更名为Mpfan.pst,pst为后缀,再将该文件 拷贝至MasterCAM9.1的安装目录C:\Mcam9\Mill\Posts,覆盖原文件,然后启动软件,可以在NC程序开头生成刀具清单。经典版本,绝对好用! # Post Name : MPFAN # Product : MILL # Machine Name : FANUC # Control Name : 6M # Description : GENERIC FANUC 6M STYLE POST # Associated Post : # Mill/Turn : NO # 4-axis/Axis subs. : NO # 5-axis : NO # Executable : MP 4.03 # # ************************************************************************ # *----------------------------------------------------------------------* # * POST PROCESSOR INTENDED FOR VERSION 6 BETA TESTING * # * * # * D O N O T D I S T R I B U T E ! ! ! * # *----------------------------------------------------------------------* # ************************************************************************ # # --------------- #| REVISION LOG | # ------------------------------------------------------------------------ # Programmers Note: # CNC 8/15/2005 - grt - Updated for Mill Version 6 # # --------------- #| FEATURES: | # ------------------------------------------------------------------------ # Users Note: # # Following Misc_Reals & Misc_Integers are used: # # mi1 - Work coordinate system # 0 = Reference return is generated and G92 with the # X, Y and Z home positions at file head.
MasterCAM9.1的刀具清单功能
后处理自动生成刀具清单,使用方法:将下面的内容复制到记事本内,并将其更名为,pst 为后缀,再将该文件拷贝至的安装目录C:\Mcam9\Mill\Posts ,覆盖原文件,然后启动软件,可以在NC 程序开头生成刀具清单。经典版本,绝对好用! # Post Name: MPFAN # Product: MILL # Machine Name: FANUC # Control Name: 6M # Description: GENERIC FANUC 6M STYLE POST # Associated Post: # Mill/Turn: NO # 4-axis/Axis subs.: NO # 5-axis: NO # Executable: MP # # ********************************************************************* ***# *---------------------------------------------------------------------- * #*POSTPROCESSORINTENDEDFORVERSION6BETATESTING* # **# *D ON O TD I S T R I B U T E!!!*# * ----------------------------------------------------- # *********************************************************************
ERP系统操作说明书(完整版)
在使用本软件时,需要对IE作如下设置: 1)需设置工具->Internet属性->浏览历史记录->设置->设置检查所存网页的较新 2)把“格安信息协同工作”网站加入可信任站点:工具->Internet属性->安全->可信站点->站点->加入该站点IP,如图所示: 系统使用流程 1.立项:市场部人员点击导航栏->项目管理->填写立项选项,申请一个新的项目立项,下 面的附件管理可以添加该项目立项所需附件,在确认立项前可以修改相关内容,如图所示:
注意:在填写新的立项时一定要设置状态为“立项”,否则该项目无法进行确认。 2.确认立项:填写完立项后,执行部门的部门经理就可以对项目进行确认了。如果没有问 题,点击导航栏->项目管理->确认立项选项,然后点击提交审批,在审批过程中,可以 3.审批:总经办人员对项目进行审批,点击导航栏->项目管理->立项审批或从首页提示中 直接点击进入,如图所示,同意立项则点击审批按钮。
4.财务审核:财务人员点击导航栏->项目管理->立项财务审核或从首页提示中直接点击进 入,财务人员可以根据项目情况选择下面的修改项目信息对该项目进行修改,该项目无问题后,点击下方“财务审批”按钮进行审核。 5.部门经理制作预算:首先点击导航栏->项目管理->收入预算,对该项目预计收入进行添 加, 注意:此处预算与员工报销时的费用密切相关,必须仔细且与财务名目一致,如果细类不准确,如办公费预算不足了,即使总预算未超,员工也无法进行该项费用报销 然后点击导航栏->项目管理->估算经费,对该项目预计花费进行添加,
最后点击导航栏->项目管理->提交预算审批,对该项目预算进行提交,等待审批。 6.预算审批:预算审批人员对预算进行审批。 7.预算财务审核:财务人员对预算进行审核。 8.指定项目经理:该项目承接部门负责人指定项目经理, 点击导航栏->项目管理->指定项 目经理,选中被批准过的项目,点击选中该项目,在弹出的界面选择下面的添加,指定项目经理及其任职时间。
MasterCAM9_修改后处理方式
MasterCAM9后处理的修改 MasterCAM系统缺省的后处理文件为MPFAN.PST,适用于FANUC(发那科)数控代码的控制器。其它类型的控制器需选择对应的后处理文件。 由于实际使用需要,用缺省的后处理文件时,输出的NC文件不能直接用于加工。原因是:以下内容需要回复才能看到 ⑴进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。部分控制器使用G92指令确定工件坐标系。对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。 ⑵FANUC.PST后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。 ⑶不带刀库的数控铣使用时要去掉刀具号、换刀指令、回参考点动作。 ⑷部分控制器不接受NC文件中的注释行。 ⑸删除行号使NC文件进一步缩小。 ⑹调整下刀点坐标值位置,以便于在断刀时对NC文件进行修改。 ⑺普通及啄式钻孔的循环指令在缺省后处理文件中不能输出。使用循环指令时可大幅提高计算速度,缩小NC文件长度。 如果要实现以上全部要求,需对NC文件进行大量重复修改,易于出现差错,效率低下,因此必须对PST(后处理)文件进行修改。修改方法如下: 1、增加G54指令(方法一): 采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。其他后处理文件内容有所不同,修改时根据实际情况调整。 用MC9自带的编辑软件(路径:C:\Mcam9\Common\Editors\Pfe\ PFE32.EXE)打开FANUC.PST文件(路径:C:\Mcam9\Mill\Posts\ MPFAN.PST) 单击【edit】→【find】按钮,系统弹出查找对话框,输入“G49”。 查找结果所在行为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e 插入G54指令到当前行,将其修改为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e 输出的NC文件修改前对应位置指令为: N102G0G17G40G49G80G90 修改后变为: N102G0G17G40G49G80G90G54 查找当前行的上一行:
erp管理软件功能介绍
ERP管理软件是企业不可缺少的重要管理工具,它们可以提供管理方案,为决策者提供据侧运行手段,可以提供便捷的操作模式,让员工提高工作效率,更可改善企业业务流程,提高企业核心竞争力。那么使用怎样的软件才比较好呢?下面管易云就来带大家了解erp管理软件的各个版本都有哪些功能吧。 1、云C-ERP:该款软件是专注为电商企业提供涵盖电子商务全业务流程的SaaS ERP,通过对采购、订单、库存、售后及财务等环节的精准管控、以及靠谱的高迸发处理能力,实现电商全业务流程管理。 2、金蝶云·星空B2C电商:该款全渠道订单管理系统是针对电商大中型企业的中台信息管理系统,依靠灵活多变的订单自动化策略,能够满足电商企业百万级的订单业务处理需求,全面提升订单流转的工作效率。 3、云EC-WMS:该系统是针对电商大中型企业仓库的精细化管理解决方案,通过集中收集各业务中台信息,依靠灵活多变的库内作业策略,帮助用户实现高度信息化、精细化的库内管理业务需求的电商企业级仓储管理系统。 拥有企业仓储信息化、智能化、无纸化运营功能,实现仓储多货主、多组织、多仓能力共享,满足企业区域配送多目标、多类型管理需求。 4、云商城系统:这是一款适应不同业务场景的电商网站系统,包括微商城:拥有完整商城功能,便捷的客户管理功能,全方位数据分析功能;传统商城:满足零售、批发、分销业务需求,适用于传统及淘品牌客户;管易速搭:60秒快速上线,轻松拥有易用却强大的电商、门户功能。
以上就是erp管理软件功能介绍内容,除了提供软件服务外,管易云还提供一体化解决方案,例如新零售解决方案,新零售解决方案,想了解具体解决方案内容,可来管易云官网咨询。
MASTERCAM X快捷键
BookmarkNext Ctrl+K+N BookmarkNext F2 BookmarkPrev Ctrl+K+P BookmarkPrev Shift+F2 BookmarkToggle Ctrl+K+K BookmarkToggle Ctrl+F2 CharLeft Left CharLeftExtend Shift+Left CharLeftExtendCol Shift+Alt+Left CharRight Right CharRightExtend Shift+Right CharRightExtendCol Shift+Alt+Right ChooseCommand Ctrl+D CommentSelection Ctrl+K+C CompleteWord Ctrl+Space Copy Ctrl+C Copy Ctrl+Insert Cut Shift+Delete Cut Ctrl+X CutSelection Ctrl+Alt+W Delete Delete DeleteBack Backspace DocumentEnd Ctrl+End DocumentEndExtend Ctrl+Shift+End DocumentStart Ctrl+Home DocumentStartExtend Ctrl+Shift+Home Find Alt+F3 Find Ctrl+F FindNext F3 FindNextWord Ctrl+F3 FindPrev Shift+F3 FindPrevWord Ctrl+Shift+F3 FindReplace Ctrl+Alt+F3 GoToLine Ctrl+G GoToMatchBrace Ctrl+] Home Home HomeExtend Shift+Home IncrementalSearch Ctrl+I IndentSelection Tab LineCut Ctrl+L
MASTERCAM后处理的设置和参数修改
MASTERCAM后处理的设置和参数 修改 后置处理文件简称后处理文件,MASTERCAM后置处理文件是一种可以由用户以回答问题的形式自行修改的文件,其扩展名为.PST。安装MASTERCAM时系统会自动安装默认的后处理为MPFAN.PST.在应用Mastercam软件的自动编程功能之前,必须先对这个文件进行编辑,才能在执行后处理程序时产生符合某种控制器需要和使用者习惯的NC程序,如果没有全部更正,则可能造成事故. MASTERCAM提供了不同系列的后处理文件,它们在内容上略有不同,但其格式及主体部分是相似的,一般都包括以下部分: 1)注释部分。对后处理文件及其设定方法作一般性介绍.此部分内容一般都不用更改. 以下是截取的部分注释:(注释前都带#号,系统在执行代码处理时是不会读取前面带#号的语句的.) # Post Name : MPFAN # Product : MILL # Machine Name : GENERIC FANUC # Control Name : GENERIC FANUC
# Description : GENERIC FANUC MILL POST # Associated Post : NONE # Mill/Turn : NO # 4-axis/Axis subs. : YES # 5-axis : NO # Subprograms : YES # Executable : MP v9.0 # # WARNING: THIS POST IS GENERIC AND IS INTENDED FOR MODIFICATION TO # THE MACHINE TOOL REQUIREMENTS AND PERSONAL PREFERENCE. 2) 系统程序规划部分(Debugging and Factory Set Program Switches)。此部分是MASTERCAM版本的后处理系统规划,每个版本都大同小异,一般不需更改.以下截取的是9.0版的) m_one : -1 #Define constant zero : 0 #Define constant one : 1 #Define constant two : 2 #Define constant three : 3 #Define constant four : 4 #Define constant
三一混凝土搅拌站ERP系统功能简介
1.概述 随着时代的发展,商品混凝土企业对管理信息化需求增强,需要在企业内组建局域管理网络,实现生产、实验、质量、材料、调度、车辆、财务、人事、管理者等多个部门之间的资源共享、任务自动完成等功能,也就是在商品混凝土公司内实现协同化、信息化管理;本系统正是为满足这种需求而进行的开发。 各个企业的管理方法不相同,对内容的需求差异也会很大,各个企业使用的搅拌站产品也有差异。本系统特点:一、将混凝土成套设备集成化管理,为客户提供完整解决方案;二、实现了资源管理系统和GPS车辆监控和车辆调度系统的融合。整体界面风格如图1-1所示。 图1-1 三一混凝土成套设备资源管理系统界面 2.ERP系统功能介绍 ERP系统主要分为系统管理、订单管理、财务管理、实验中心、生产管理、物料管理、车辆管理、车辆监控、车辆调度和人力资源十大模块(如图1-1所示)。通过使用这十大模块,将混凝土生产企业的综合部、销售部、财务部、生产部、实验室、物料部、车队等各个部门形成一个有机整体,进而实现物料进出、混凝土生产和销售、原材料消耗的自动化管理。
图2‐1 混凝土成套设备管理系统 本系统以流程化的形式来管理物料进出、混凝土生产和销售以及原材料消耗,主要由混凝土生产流程、物料采购流程和车辆维护流程三大流程组成。(注:后续所有流程说明中括弧中的文字为该流程步骤的推荐操作人。) 2 .1混凝土生产流程 混凝土生产流程包括创建任务单、任务单审批(生产主管)、任务单关联配比(实验室技术员)、任务单传送至控制室(生产部调度员或控制室操作手)和任务单开始生产(控制室操作手)、混凝土销售统计(财务部会计)六个步骤,其流程如图4-3所示。 图2‐2 混凝土生产流程 2.2 物料采购流程 物料采购流程包括物料入库(物料部地磅员)、物料盘点(物料部盘点员)、采购申请(物 料部采购员)、采购审批(物料部主管)、采购合同(物料部采购员)和采购付款(财务部会 计)六个步骤,其流程如图4‐4所示。
Mastercam常用快捷键大全
Mastercam9常用快捷键大全 Alt+0 Set Z depth for Cplane 设置Z的深度 Alt+1 Set main color 设置绘图颜色 Alt+4 Choose tool plane(Tplane) 选择刀具平面 Alt+5 Choose construction plane(Cplane) 选择构图平面 Alt+6 Choose graphics view(Gview) 图形视角 Alt+A AutoSave 自动存储 Alt+B Toolbar on/off 刀具栏开/关 Alt+C Run C-Hooks 运行C-Hooks Alt+D Drafting global parameters 设置坐标尺寸全局参考 Alt+E Hide/Unhide geometry 隐藏/不隐藏图形 Alt+F Menu font 设置菜单字体 Alt+G Selection grid parameters 选择格点参数 Alt+H On -line help 在线帮助 Alt+J Job setup 工作设置 Alt+L Set entity attibutes 设置图素属性 Alt+N Edit named views 编辑视角名 Alt+O Oprations Manager 进入操作管理器 Alt+P Prompt area on/off 提示区开/关 Alt+Q Undo last opration 取消上次操作 Alt+R Edit last opration 编辑上次操作 Alt+S Full-time shading on/off 全时间阴影处理开/关 Alt+T In Toolpath menu,turn toolpath display on/off 刀具路径开/关Alt+U Undo last action 取消执行上次的操作
MASTERCAM后处理修改方法必看
进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是G54。部分控制器使用G92指令确定工件坐标系。对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。CNC控制器执行G54~G59指令时,调出相应的参数用于工件加工。采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。 1、增加G54指令(方法一): 采用其他后处理文件(如MP_EZ.PST)可正常输出G54指令。由于FANUC.PST后处理文件广泛采用,这里仍以此文件为例进行所有修改。其他后处理文件内容有所不同,修改时根据实际情况调整。 选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择Mpfan.PST文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示: 单击FIND NEXT按钮,查找结果所在行为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e 插入G54指令到当前行,将其修改为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e 输出的NC文件修改前对应位置指令为: N102G0G17G40G49G80G90 修改后变为: N102G0G17G40G49G80G90G54 查找当前行的上一行: pbld, n, *smetric, e 将其整行删除,或加上“#”成为注释行:
ERP功能介绍
1.销售管理模块 主要功能包括: -客户信息的管理和服务,包括建客户信息档案并进行分类管理;客户信用管理-对信用进行审核分级,以进一步审核客户交易作业;客户服务管理-客户投诉记录,原因分析。-产品价格管理销售订单管理,包括客户订单的输入、变更及下达;订单交货期的确认计较或处理跟踪;产品库查询(决定是否要延期交货、分批发货或用代用品发货等)。 -对于销售的统计与分析,包括系统根据销售订单的完成情况,一句相应指标统计分析。销售统计,根据销售地区、客户产品代理商销售人员等来分别从数量、金额、利润及业绩等方面进行相应的统计;销售分析,根据统计结果,对销售目标、周期业绩、订货发货等方面分别从数量、金额、利润及绩效等方面作相应的分析 2:主生产计划模块(MPS) 是一个以计划为导向的先进的生产和管理方法。该模块根据身产计划、预测和客户订单的输入来安排将来的各周期提供的产品种类和数量,将产品计划转为生产计划,在平衡了物料和能力的需要后,详细计算出生产的数量、进度,是企业一段时间的总活动的安排,是一个相对稳定的计划. 3:物料需求计划模块(MRP) 在主生产计划决定后,根据物料清单计算具体的物料采购计划和半制品的生产计划。该模块把真个企业要生产的产品的数量转为所需生产的零部件的数量,并对照现有的库存量计算出还需假共多少的零部件、采购多少原物料。是部门真正的可详细依照执行的计划 4:能力需求计划模块(CRP) 根据工作中心的产能计算所有工作中心的工作负荷,配合物料需求计划以平衡工厂的无聊和产能,确定企业可执行的生产计划。是一种短期的、当前实际应用的计划 5:生产管理模块 是将MRP和CRP产生的零部件制造计划分解到各具体的作业现场进行执行的过程。主要功能包括生产工单的输入、变更及跟踪;生产工单的领料、补料、推料控制;生产工单的完工、返工处理. 6:工艺管理模块 在该模块中可对产品制造过程的各个作业的工序细节进行管理,包括了BOM基础数据定义、工艺流程定义、工艺文件导入、工艺流程修改和工艺流程卡制作打印及工艺文件版本管理等。 7:采购管理模块 供应商信息的管理:建立供应商信息档案,并对其分类管理,进而对其进行针对性的控制,以达到较低的价格、良好的品质、及时的交货。 -材料价格管理:材料询价作业,用以核定各供应商的材料进货价格,以及采购与委外加工价格统计,进一步做到进价控制。 -采购订单的管理:采购订单是ERP供应的主要来源,包括:采购订单的输入、变更及
MASTERCAM后处理修改方法必看
M A S T E R C A M后处理修改方法必看 集团标准化工作小组 #Q8QGGQT-GX8G08Q8-GNQGJ8-MHHGN#
进行模具加工时,需从G54~G59的工件坐标系指令中指定一个,最常用的是 G54。 部分控制器使用G92指令确定工件坐标系。对刀时需定义工件坐标原点,原点的机械坐标值保存在CNC控制器的G54~G59指令参数中。CNC控制器执行G54~ G59指令时,调出相应的参数用于工件加工。采用系统缺省的后处理文件时,相关参数设置正确的情况下可输出G55~G59指令,但无法实现G54指令的自动输出。 1、增加G54指令(方法一): 采用其他后处理文件(如)可正常输出G54指令。由于后处理文件广泛采用,这里仍以此文件为例进行所有修改。其他后处理文件内容有所不同,修改时根据实际情况调整。 选择【File】>【Edit】>【PST】命令,系统弹出读文件窗口,选择文件,系统弹出如下图所示编辑器。
单击"查找"按钮,系统弹出查找对话框,输入“G49”,如下图所示: 单击FIND NEXT按钮,查找结果所在行为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, e 插入G54指令到当前行,将其修改为: pbld, n, *sgcode, *sgplane, "G40", "G49", "G80", *sgabsinc, "G54",e 输出的NC文件修改前对应位置指令为: N102G0G17G40G49G80G90
修改后变为: N102G0G17G40G49G80G90G54 查找当前行的上一行: pbld, n, *smetric, e 将其整行删除,或加上“#”成为注释行: # pbld, n, *smetric, e 修改后G21指令不再出现,某些控制器可不用此指令。注意修改时保持格式一致。G21指令为选择公制单位输入,对应的英制单位输入指令为G20。 2、增加G54指令(方法二):? 单击"查找"按钮,系统弹出查找对话框,输入“force_wcs”,单击"FIND NEXT" 按钮,查找结果所在行为:? force_wcs : no #Force WCS output at every toolchange? 将no改为yes,修改结果为:? force_wcs : yes #Force WCS output at every toolchange? 输出的NC文件修改前对应位置指令为:? 修改后变为:? 前一方法为强制输出固定指令代码,如需使用G55~G59指令时,有所不便。多刀路同时输出时,只在整个程序中出现一次G54指令。后一方法同其他后处理文件产生G54指令的原理相同,多刀路同时输出时,每次换刀都会出现G54指令,也可根据参数自动转换成G55~G59指令。? 输出三轴加工中心程序的FANUC后处理文件为,输出4轴加工中心程序的三菱控制器后处理文件为。? ⑵后处理文件针对的是4轴加工中心,而目前使用量最大的是3轴加工中心,多出了第4轴数据“A0.”。?
mastercam快捷键
mastercam快捷键详解.txt男人偷腥时的智商仅次于爱因斯坦。美丽让男人停下,智慧让男人留下。任何东西都不能以健康做交换。mastercam快捷键详解 mastercam快捷键详解 Alt+1 设置构图深度F1 窗口放大 Alt+2 设置系统颜色F2 缩小 Alt+3 设置系统图层F3 重画 Alt+4 设置限定图层F4 分析 Alt+5 设置限定图层F5 删除 Alt+6 设置刀具平面F6 文件 Alt+A 使用自动存储F7 修整 Alt+B 工具栏可见/不可见F8 绘图 Alt+C 运行c-hooks F9 显示屏幕上的资料 Alt+D 设置标尺寸全局参数F10 列出所有功能键的定义 Alt+E 进入消隐功能Alt+F1 屏幕适度化 Alt+F 设置一种新字体Alt+F2 缩小0.8倍 Alt+G 进入选择格点参数对话框Alt+F3 切换显示光标位置的坐标 Alt+H 进入在线帮助Alt+F4 退出系统 Alt+I 列表打开文件Alt+F5 删除窗口内的图素 Alt+J 进入工作设置参数Alt+F6 待用户分配 Alt+K Alt+F7 隐藏 Alt+L 设置线型和线宽Alt+F8 系统规划 Alt+M 查看内存配置Alt+F9 显示坐标轴 Alt+N 编辑视角名Alt+F10 列出所有功能键的定义 Alt+O 进入操作管理对话框Alt+‘用两点画圆 Alt+P 使提示区可见/不可见Esc 中断命令 Alt+Q 取消上次操作PageDown 窗口放大 Alt+R 编辑上次操作PageUp 缩小 Alt+S 切换全时间阴影处理开/关End 视图自动旋转 Alt+T 切换刀具路径开关方向键四方面平移 Alt+U 取消上次操作Alt+方向键改变视点 Alt+V 显示版本号和产品序列号 Alt+W 设定视区设置 Alt+X 进入转换菜单 Alt+Y 固体历史编辑器 Alt+Z 设置可见层 mastercam快捷键详解 作者:佚名文章来源:不详点击数:775 更新时间:2006-5-31 12:16:07 Alt+1 设置构图深度F1 窗口放大 Alt+2 设置系统颜色F2 缩小 Alt+3 设置系统图层F3 重画 Alt+4 设置限定图层F4 分析
mastercam后处理修改
MasterCAM 后处理修改特殊技巧一.1 MasterCAM 后处理修改特殊技巧: Scrollex EDIT 另外:输出字母的大小写修改方式不知如何更改。注:若要修改下述相应功能则直接查找红色下划线语句即可。 ①、 MasterCAM 后处理输出文件格式设置 sextnc MIN #NC Program Extension for Okuma 上述语句表示输出格式为 MIN 格式。若没有可以新建。“.Trun”格式表示车床专用。需要的格式修改 MIN 即可,如MPF,NC,H,TXT 等这样就不必每次为输出什么样的格式费神了。我就经常用 MPF 和NC、H 几种格式,为每种格式编制一个后处理或通用一个均比较方便。 ②、“Arcoutput”控制语句控制圆弧输出格式,设置值若为“0”表示输出为“IJK” 格式;若设置值为“1”则输出圆弧格式为“R”。 “ arctype”控制输出圆弧类型,若为“1”则表示由圆心确定;若为“2”则表示由起点(Start)指向圆心(Center), 2=St-Ctr;若为“3”表示由圆心指向起点, 3=Ctr-St;若为“4”表示非增量。 arcoutput : 0 #0 = IJK, 1 = R no sign, 2 = R signed neg. over 180 arctype : 1 #Arc center 1=abs, 2=St-Ctr, 3=Ctr-St , 4=unsigned inc. ③、“Omitseq”控制语句控制序列号输出,若设置值为“Yes”则忽略序列号,不 输出,若设置值为“No”则不忽略即输出序列号。 ④、“Spaces”控制语句控制空格输出,若设置值为“0”表示不输出空格即紧凑输出,若设置值为“1”表示输出空格即在每个“X,Y,R,F”等控制语句前加一空格。 ⑤、若要查找每一条输出语句的作用及位置则在输出语句后加上标语句即可。一般输出语句的格式为: pbld, n, "M6", e(其中pbld 为输出开头,n 为序列号,“”引号内为直接输出字符,e 为结束语句。 下面语句为程序号输出格式: fmt O 4 progno #Program number #fmt ":" 4 progno #Program number #表示注释语句的开始,fmt 是格式定义,O 表示输出程序开头为 O,若开头为 PR 或 P 时只需要改 O 为需要的程序开头即可。这里的 4 表示程序号长度为 4 个字节。其它用 fmt 格式定义的语句也一样,可用此法修改想改的部分即可得到需要的输出结果。比如要求输出的G01变为L格式(即从ISO格式转化为Heidenhain 格式)数据的读入: *progno:从 MasterCAM 图形中读入程序号 scomm:从 MasterCAM 图形中读入注释文本 *t:从MasterCAM 图形中读入刀具号 *tnote, *toffnote, *tlngnote, *tldia:从 MasterCAM 图形中读入刀具直径 date:从 MasterCAM 图形中读入日期