客车油漆相关质量检验标准DOC
涂层的分区:
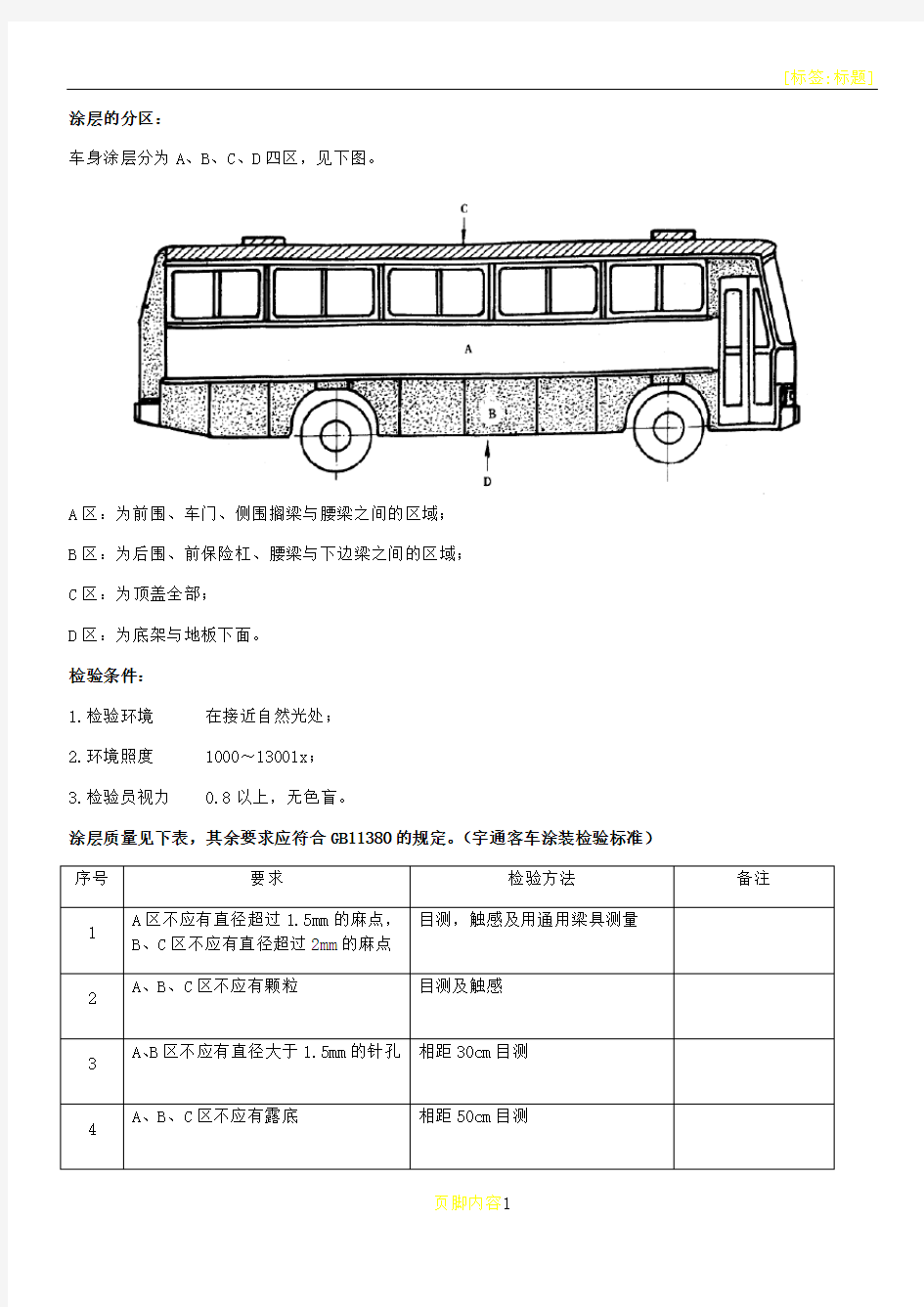
车身涂层分为A、B、C、D四区,见下图。
A区:为前围、车门、侧围搁梁与腰梁之间的区域;
B区:为后围、前保险杠、腰梁与下边梁之间的区域;
C区:为顶盖全部;
D区:为底架与地板下面。
检验条件:
1.检验环境在接近自然光处;
2.环境照度 1000~1300lx;
3.检验员视力 0.8以上,无色盲。
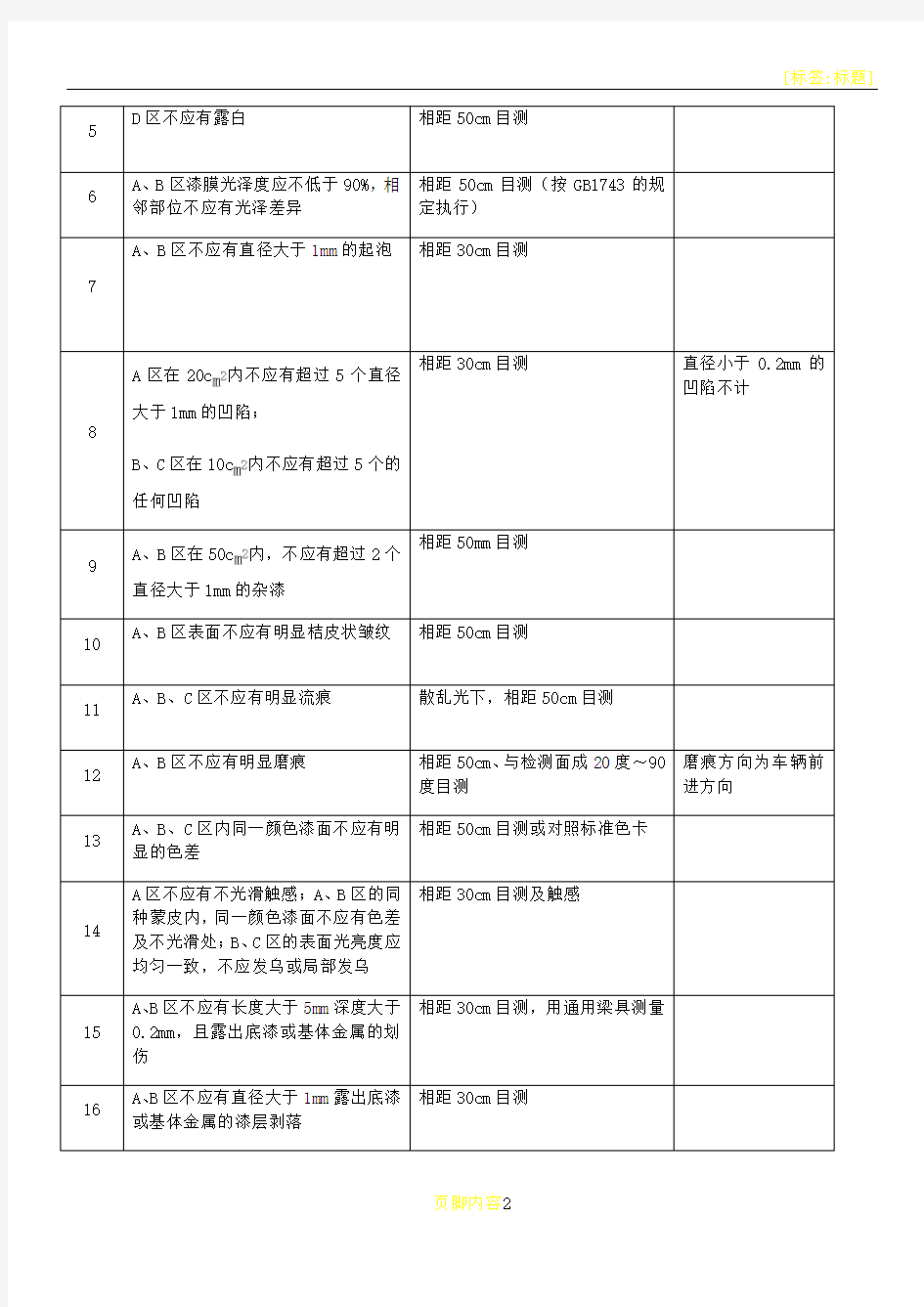
涂层质量见下表,其余要求应符合GB11380的规定。(宇通客车涂装检验标准)
序号要求检验方法备注
1A区不应有直径超过1.5mm的麻点,
B、C区不应有直径超过2mm的麻点
目测,触感及用通用梁具测量
2
A、B、C区不应有颗粒目测及触感
3
A、B区不应有直径大于1.5mm的针孔相距30cm目测4
A、B、C区不应有露底相距50cm目测
5
D区不应有露白相距50cm目测
6A、B区漆膜光泽度应不低于90%,相
邻部位不应有光泽差异
相距50cm目测(按GB1743的规
定执行)
7
A、B区不应有直径大于1mm的起泡相距30cm目测
8A区在20c内不应有超过5个直径
大于1mm的凹陷;
B、C区在10c内不应有超过5个的
任何凹陷
相距30cm目测直径小于0.2mm的
凹陷不计
9
A、B区在50c内,不应有超过2个
直径大于1mm的杂漆
相距50mm目测
10
A、B区表面不应有明显桔皮状皱纹相距50cm目测
11
A、B、C区不应有明显流痕散乱光下,相距50cm目测
12A、B区不应有明显磨痕相距50cm、与检测面成20度~90
度目测
磨痕方向为车辆前
进方向
13A、B、C区内同一颜色漆面不应有明
显的色差
相距50cm目测或对照标准色卡
14A区不应有不光滑触感;A、B区的同
种蒙皮内,同一颜色漆面不应有色差
及不光滑处;B、C区的表面光亮度应
均匀一致,不应发乌或局部发乌
相距30cm目测及触感
15A、B区不应有长度大于5mm深度大于
0.2mm,且露出底漆或基体金属的划
伤
相距30cm目测,用通用梁具测量
16A、B区不应有直径大于1mm露出底漆
或基体金属的漆层剥落
相距30cm目测
17A、B区不应有明显的擦伤、污损与压
痕
相距30cm目测
18A、B、C区漆膜厚度应符合GB11380
的规定
按GB1764的规定进行
19A、B、C区的彩带漆膜应完整均匀,
完全遮盖下面漆面,且边线整齐不应
有锯齿流痕,其直线度为1000:2
相距50cm目测,通用梁具测量
1.麻点:涂层表面出现的凹坑现象,即由水、气泡破裂而产生的泡疤。
2.颗粒:涂层表面粘附的影响漆膜光滑度的杂质颗粒现象。
3.针孔:涂层表面出现一些透底针状小孔的现象。
4.杂漆:涂层表面出现不相溶的多种色点(块)的现象。
5.桔皮状皱纹:涂层表面出现桔皮状纹的折皱现象。
6.露白:涂层表面能见到本体材料(白—指由于底漆涂装不均匀而露本体材料本色)。
7.露底:涂层表面呈现前道涂层的色泽现象。
8.流痕:涂层表面出现涂料流淌痕迹的现象。
9.划伤:涂层表面出现由外力引起的不同形状的磕碰划痕的现象。
漆膜附着力测定方法(引用GB1720-1979)
1.按《漆膜一般制备法》(GB1727)在马口铁板上(或按产品标准规定的底材)制备样板3块,待漆膜实干后,于恒温恒湿的条件下测定。测前先检查附着力测定仪的针头,如不锐利应予更换:提起半截螺帽(7),抽出试验台(6),即可换针。当发现划痕与标准回转半径不符时,应调整回转半径,其方法是松开卡针盘(3)后面的螺栓、回转半径调整螺栓(4),适当移动卡针盘后,依次紧固上述螺栓,划痕与标准圆滚线图比较,如仍不符应重新调整回转半径,直至与标准回转半径5.25毫米的圆滚线相同为调整完毕。测定时,将样板正放在试验台(6)上,拧紧固定样板调整螺栓(5)、(8)和调整螺栓(10),向后移动升降棒(2),使转针的尖端接触到漆膜,如划痕未露底板,应酌加砝码。按顺时针方向,均匀摇动摇柄(11),转速以80~100转/分为宜,圆滚线划痕标准图长为7.50.5厘米。向前移动升降棒(2),使卡针盘提起,松开固定样板的有关螺栓(5)、(8)、(10),取出样板,用漆刷除去划痕上的漆屑,以四倍放大镜检查划痕并评级。
2.附着力测定仪部件规格:
试验台丝杠(9)螺距为1.5mm,其转动与转针同步;
转针空载压力为200克;
荷重盘(1)上可放砝码,其重量为100、200、500、1000克;
转针回转半径可调,标准回转半径为5.25毫米。
3.评级方法:
以样板上划痕的上侧为检查的目标,依次标出1、2、3、4、5、6、7等七个部位。相应分为七个等级。按顺序检查各部位的漆膜完整程度,如某一部位的格子有70%以上完好,则定位该部位是完好的,否则应认为坏损。例如,部位1漆膜完好,附着力最佳,定位一级;部位1漆膜坏损而部位2完好,附着力次之,定位二级。依次类推,七级为附着力最差。
漆膜厚度测定方法(引用GBT1764)
1.杠杆千分尺法(仪器精确度为2微米)
(1)杠杆千分尺的“0”位校对:
首先用绸布擦净两个测量面,旋转微分筒,使两测量面轻轻地相互接触,当指针与表盘的“0”线重合后,就停止旋转微分筒,这时微分筒上的“0”线也应与固定套筒上的轴向刻线重合,微分筒边缘与固定套筒的“0”线的左边缘恰好相切,这样算“0”位正确。如果“0”位不准,就必须调整。调整方法:先使指针与表盘的“0”线重合,用止动器把活动测杆固定住,松开后盖,再调整微分筒上的“0”线与固定套筒上的轴向刻线重合,微分筒边缘与固定套筒的“0”线的左边缘恰好相切,然后拧紧后盖,松开止动器,看表盘指针是否对“0”,如不对应重复上述步骤,重新调零。
(2)测量:
取距边缘不少于1厘米的上、中、下三个位置进行测量。先将未涂漆底板放于微动测杆与活动测杆之间,慢慢旋转微分筒,使指针在两公差带指针之间,然后调整微分筒上的某一条线与固定套筒上的轴向刻线重合,为了消除测量误差,可在原处多测几次,读数时,把固定套筒、微分筒和表盘上所读得的数字加起来,即为测得厚度值,然后涂上漆样,按规定时间干燥后,再按此法在相同位置测量,两者之差即为漆膜厚度。也可先测量已涂漆样板的厚度,再用合适的方法除去测量点的漆膜,然后测出底板的厚度,两者之差即为漆膜厚度,取各点厚度的平均值即为漆膜的平均厚度值。
2.磁性测厚仪法(漆膜厚度仪器精确度至少为2微米)
(1)调零:取出探头,插入仪器的插座上。将已打磨未涂漆的底板(与被测漆膜底材相同)擦洗干净,把探头放在底板上按下电钮,再按下磁芯,当磁芯跳开时,如指针不在零位,应旋动调零电位器,使指针回到零位,需重复数次,如无法调零,需更换新电池。
(2)校正:取标准厚度片放在调零用的底板上,再将探头放在标准厚度片上,按下电钮,再按下磁芯,待磁芯跳开后旋转标准扭,使指针回到标准片厚度值上,需重复数次。