TNC620简明调试手册(PLC)

PLC部分
1.PLC的基本知识
PLC主要是用于辅助数控系统进行外部输入和输出的控制,完成相应的逻辑任务. PLC 程序的运行有几个特点:在执行下一行程序之前,前一行程序必须执行完毕。程序按顺序依次执行。PLC 程序在固定的时间间隔内重复运行。
2.Heidenhain的PLC
Heidenhain的PLC同样具备一般PLC的特点. PLC 程序可以直接在系统中创建,也可以使用计算机软件PLCdesignNT 软键在PC 上创建。常见的PLC主要使用梯形图或是语句表进行PLC程序的编写,海德汉PLC除了一般PLC通常的逻辑控制语句还允许使用一些高级控制功能,因此采用的是语句表格式进行编写的,不支持梯形图.
3.学习PLC前的准备
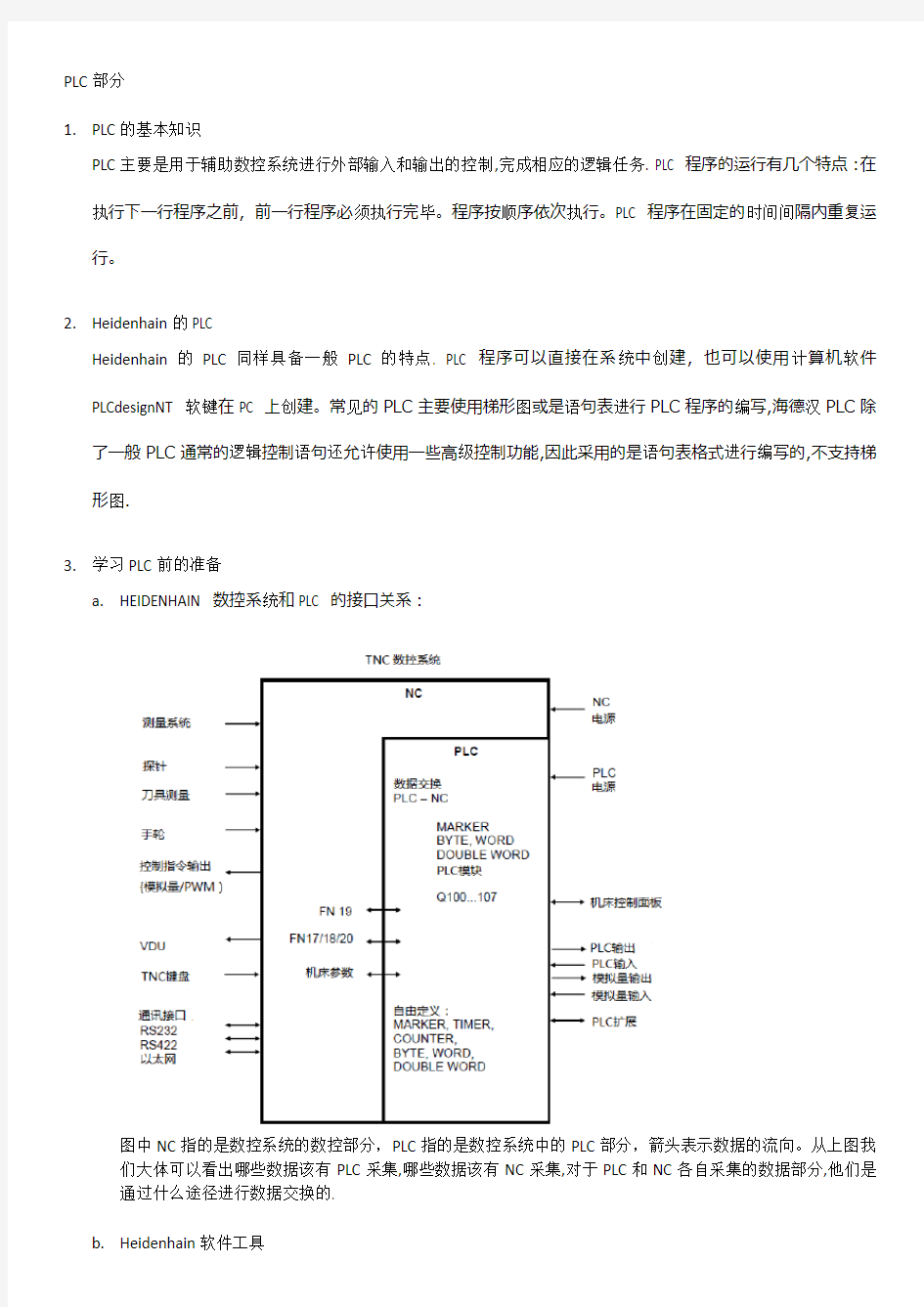
a.HEIDENHAIN 数控系统和PLC 的接口关系:
图中NC指的是数控系统的数控部分,PLC指的是数控系统中的PLC部分,箭头表示数据的流向。从上图我们大体可以看出哪些数据该有PLC采集,哪些数据该有NC采集,对于PLC和NC各自采集的数据部分,他们是通过什么途径进行数据交换的.
b.Heidenhain软件工具
虽然Heidenhain系统支持在线编写和修改PLC程序,但通常我们都是在个人电脑上进行离线编辑的。因此我们需要在电脑中安装相应的工具以便我们快捷的修改和编辑。
我们进行PLC编辑的主要工具有:
PLCdesign (PLCdesignNT): 用于创建,编辑,管理PLC项目的主程序。
PLCtext: 用于管理,编辑PLC项目中的报警信息和提示信息的数据库程序。
IOconfig: 用于系统各组件配置(组态)的程序。
CycleDesign: 用于管理和编辑竖排软按键或OEM循环的程序。
BMXdesign: 用于制作软按键图标和帮助图形的程序。
TNCremo: 用于文件传输以及系统备份和还原的程序。
这些软件仅支持WindowsXP或Window7的32位系统,依次将上述所列程序安装在个人电脑中。
c.Heidenhain的基本程序
为了方便各个机床制造商更加快捷的上手使用Heidenhain数控系统,Heidenhain可以向机床制造商提供基本程序包,该基本程序包通过简单的配置可以适用于与各类常见机床,即使是复杂的机床,也只需在灵活掌握Heidenhain的PLC基本功能后,通过简单的修改和调整就能完成。本课程PLC部分以Heidenhain基本程
序为基础对PLC的使用进行讲解。TNC620目前最新的基本程序包是。将该基本程序解压缩到任意文件夹中,以便后续使用。打开基本程序解压缩后存放的文件夹,如果用户已经安装了b部分所指出的软
件,此时会看见。双击该文件,电脑会自动打开Heidenhain的PLC编程环境并载入Heidenhain 基本程序。
4.熟悉PLC编程环境
如上图所示,Heidenhain的PLC项目编程环境主要由以下几个部分组成:
(1). 主菜单及基本操作
(2). 集成软件调用
(3). 项目类型选择
(4). 状态监控方式选择
(5). 主编辑窗口
(6). 项目文件管理器
(7). 信息窗口
(8). PLC变量监视区
a.主菜单及基本操作区:
关于主下拉菜单里的内容在这里不作说明,之后随着学习的深入再逐步讲解。基本操作区内的内容和一般的应用程序一样包括打开,新建文件,复制,粘贴等等,当鼠标在相应图标上停留时,会显示该图标功能的对话框。除此之外我们需要了解的是和PLC编程环境相关的两个图标,大家可以按几下这两个图标,观察一下编程环境有哪些变化。
b.集成软件调用区:
当大家已经安装了3.b中所示软件后,在打开PLC编程环境时,相应的软件已经集成在编程环境里了,当需要使用特定的软件时,只需点击相应小图标就可自动调用,当鼠标在相应图标上停留时,会显示该图标功能的对话框。下图所示的集成软件图标可能有些并没有显示在你的PLC编程环境里,只要下图中所有标有名称的软件图标包含在PLC编程环境里就不会影响PLC的使用。
c.项目类型选择
点击下拉菜单,根据选择的硬件不同选用相应的项目类型。
d.状态监控方式选择
当安装好软件的电脑和TNC620通过网线正常连接时,使用状态监视方式选择相应的监控方式。
e.主编辑窗口
用于编写PLC程序文件;在启用在线监视时,窗口显示各语句在线监视状态。
f.项目文件管理器
项目文件管理器和我们电脑上的资源管理器类似,用来显示,创建,编辑项目文件组织结构。项目文件管理器根目录中根据文件夹颜色的不同,也指示出不同的用途。
g.信息窗口
在对PLC进行编辑,连接TNC620等操作时,该窗口提供相关提示信息。
h.PLC变量监视区
当个人电脑与TNC620系统处于连接状态时,可在该窗口内添加相应的变量进行状态监视。
5.开始使用PLC基本程序
首先对PLC编程环境进行简单的设置,步骤如下:
a.
在项目类型选择中根据所使用的硬件选择相应的类型
b.
c.
d.
设置完成后点击OK键保存并退出设置菜单.
6.配置硬件连接及IO点
假设HSCI连接顺序MC>MB>CC>PL 假设HSCI连接顺序MC>MB>UEC>PL
对于以上两种提示信息直接选择Yes 或OK 确定,对于弹出的选择对话,根据实际使用情况进行选择。提示:带有FS 的选项表示该设备具备安全功能,非特别说明具有安全功能的模块,请选择不带FS 后缀的项目。
对于以上两种提示信息直接选择Yes 或OK 确定,对于弹出的选择对话,根据实际使用情况进行选择. 提示:带有FS 的选项表示该设备具备安全功能,非特别说明具有安全功能的模块,请选择不带FS 后缀的项目。 按照以MC 为起点HSCI 总线上设备的连接顺序,排列自己添加进去的各个模块,原有模块置于队列末端,调整模块位置的方法可以通过右键点击对应的模块
按照以MC 为起点HSCI 总线上设备的连接顺序,排列自己添加进去的各个模块,原有模块置于队列末端,调整模块位置的方法可以通过右键点击对应的模块
展开原有PL6204模块,右键点击System Module 项,选择第四项,将所有名称剪切到粘贴板上
展开原有UEC 模块,右键点击System Module 项,选择第四项,将所有名称剪切到粘贴板上
使用上两步的方法完成原PL6204的SlotNo.1及SlotNo.2下PLD-H16-08-00到新PL620x 中SlotNo.1及SlotNo.2下PLD-H16-08-00的剪切和粘贴,原MB620模块中的Digital Keys 到新MB620中的Digital Input 的剪切和粘贴,以及从原MB620模块中的Digital 到新MB620中的Digital Output 的剪切和粘贴。
使用上两步的方法完成原MB620模块中的Digital Keys 到新MB620中的Digital Input 的剪切和粘贴,以及从原MB620模块中的Digital 到新MB620中的Digital Output 的剪切和粘贴。
展开MB620模块,对于有图中所示三个符号名的文件,则需调整。依次将这三个文件名选中,并使用按键组合Shift+Alt+D ,将这三个符号名移动到队列最后方。
分别选中原CC6106, 原PL6204, 原MB620模块,按键盘上的Del按键依次将其删除分别选中原UEC, 原MB620模块,按键盘上的Del按键依次将其删除
按照电气原理图通过核对描述中PLC 物理地址的方式,找到与接线位置对应的输入或输出标签,点击右侧描述中符号名的位置,将符号名改为合适的名称,更改前请先阅读以下注意事项。 为了便于编写和维护,请大家按照以下规则定义输入输出点符号名: 输入点符号名-> I_对于该输入点状态为1时的功能或状态的描述 -> 例如: I_key_light_on (表示关于开灯按钮的输入)
输出点符号名-> O_对于该输出点状态为1时的功能或状态的描述 -> 例如: O_light_on(表示该输出为1时,表示灯亮) 注意:
a. 输入和输出符号名,只能使用字母,下划线及数字表示,并且必须使用字母开头,符号名有效长度24位,对
于有效长度内字符相当的几个符号,系统认为是同一个值。 b. 对于原符号名为I_UNUSED_xxxx 或O_UNUSED_xxxx 的符号名可直接更改为所需的符号名 c. 对于原符号名为非b 中所示的两种符号名(基本程序自带的)更改时,需先激活GLB_IO_CONFIG.LIB 中对应的
名称后再作修改,激活方式如下,以激活符号名O_wye_delta_connection 输出点为例:
修改“未使用”IO 点的符号名
修改“已使用”IO 点的符号名
1. 2. 3.
4.
5.
6.对于完成激活的符号名的修改,可以按照之前的步骤进行符号名的修改
d.对于使用基本程序中已经定义好的输入/输出点时,首先需要对GLB_IO_CONFIG.LIB文件中已经定义好的输
入输出点进行去激活,再将该输入输出点的符号名填入IOconfig软件里对应物理地址的符号名处。输入输出点的去激活方法,与c中的激活方法相反,只需在你所需要去激活的符号名前加入;HSCI即可。
关闭IOconfig软件,在PLC编程环境PLCdesign下,按F7按键,观察信息窗口,如果显示0 Error, 0 Warnings,则表示之前的输入输出点定义成功了。
在打开的GLB_IO_CONFIG.DEF窗口中,可以看到我们添加的输入输出点名称
提示:每行第一个分号及之后的部分为注释,对注释进行的更改和删除不对程序造成影响,例如原始的参考端子物理地址位置就处于注释部分,供参考用。
7.配置机床的基本功能
配置完硬件连接和IO点之后,我们首先需要对该机床的基本功能进行配置。由于使用CC6106模块和使用UEC模块仅在配置硬件连接的地方有区别,因此之后的讲解不再区分使用CC6106模块还是UEC模块。
a.
b.
c.
d.在打开的文件里,找到我们需要根据机床功能修改的第一部分内容,其中等号后面的内容是我们修改的
地方,每一部分修改的内容之前都会有绿色的注释(*号后的内容),用于说明这一部分内容所关联的功能,以及修改的的值的取值范围等等。
第一部分:机床一般功能的配置
Cfg_Emergency_end_position_axes_coded
急停链的结构类型是否属于编码形式:属于编码形式为"active" ,不属于编码形式为"inactive"
上图为编码形式和非编码形式典型的示例
编码形式中单独使用b点,c点或d点的0或1的状态是无法判断是哪个轴压了限位,必须使用组合的方式此可以判断,例如:b点为1,c点为0,则可以判断是Y轴压了限位。
非编码形式中可以单独的使用e点,f点,g点的0或1的状态来判断哪个轴压了限位,例如:f点为0即可判断是Y轴压了限位
基本程序涉及的输出点:
O_axes_motion_from_end_position 超程解除
编码形式基本程序涉及的输入点为
I_end_posit_1_not_overtravelled X轴未超程
I_end_posit_1_2_not_overtravelled XY轴未超程
I_end_posit_1_2_3_not_overtravelled XYZ轴未超程
I_end_posit_1_2_3_4_not_overtravelled XYZ4轴未超程
I_end_posit_1_2_3_4_5_not_overtravelled XYZ45轴未超程
非编码形式涉及的输入点为
I_end_posit_Ax1 X轴限位
I_end_posit_Ax2 Y轴限位
I_end_posit_Ax3 Z轴限位
I_end_posit_Ax4 第4轴限位
I_end_posit_Ax5 第5轴限位
常用值:根据实际情况填写
第二部分:主轴换档
Cfg_gear
主轴换档状况:无换档且非以下几种情况时为"inactive"
指定转速自动换档时为"automatic"
主轴非变速电机,档位通过S码切换时"S_Code"
星三角切换的主轴电机时为"Wye_Delta"
主轴自动换档模式时,基本程序支持2档位切换,若多于两档的机床,需对基本程序作相应的调整,具体方法详见后续篇章。
主轴换档涉及的基本程序输入点:
I_gear_range_1 主轴低档在位信号
I_gear_range_2 主轴高档在位信号
主轴换档涉及的基本程序输出点:
O_gear_range_1 主轴换低档时输出信号
O_gear_range_2 主轴换高档时输出信号
常用值:"inactive"或"automatic"
第三部分: 切削液/冷却液回路
Cfg_coolant_circuit_number
切削液/冷却液回路与基本程序相关的输入/输出点:
I_CoolCircuit_level_ok 切削液液位正常
O_lamp_coolant_circuit_1 回路1的工作指示灯
O_lamp_coolant_circuit_2 回路2的工作指示灯
O_CoolCircuit_1_on 回路1运行
O_CoolCircuit_2_on 回路2运行
第四部分:温度补偿
CFG_Temperature_Compensation
温度补偿的方式:无温度补偿为"inactive"
温度补偿值由温度差*补偿系数得出的为"MP_factor",补偿系数在机床参数中设置
补偿值由设定在温度补偿表里的值查找得出的为"Table"
注意:使用温度补偿功能时,需要安装相应的温度传感器。基本程序中的补偿系数模式和补偿表模式均为基本的示例,如需特殊的补偿方式需由制造商提供补偿算法后自行编写。
常用值:"inactive"
第五部分:主轴的配置
主轴配置: 对主轴的相应功能做的设置, ,设定值范围0或1,0表示无该功能,1表示有该功能.设定值部分从右往左,每列对应于一个主轴,设置参数仅对其对应的主轴生效,若其对应的主轴不存在时,其设置的非0
第六部分:附加轴功能
第七部分:轴功能
轴功能配置部分设定值为0或1,从右往左依次按照axlist中的序号对应各轴,例如:右侧第1位对应X 轴,第2位对应Y轴,第3位对应Z轴,第4为对应第4轴……
第八部分:手动换刀定位