【精品】螺纹设计基本要素18

精品】螺纹设计基本要素18
螺纹设计基本要素
——译自SECTION A SCREW THREAD BASIC ELEMENTS OF SCREW
THREADS DESIGN from《Inch Fastener Standards 》7th edition
IFI 提示:
1948年11月18日,在华盛顿签署的统一螺纹协定奠定了被全球接受的螺纹标准基础。从此,统一螺纹是所有机加工紧固件英制螺纹的标准,并且在全球通用。
本部分介绍了美国乃至全球都认可的统一英制螺纹ASMES准。对各标准做了
适当节选,以适合本书中的所有紧固件。
本部分技术内容精确,很少有原理解释和背景介绍。因此,IFI 认为将本章内容介绍给螺纹基础知识了解较少的“外行”会十分有益。其目的是用通俗易懂的语言来解释螺纹设计的更多特性,帮助技术人员更全面地了解螺纹的正确使用。
螺纹的基本特点
螺纹的作用是给予紧固件支撑和传递载荷的能力。
在设计和制作螺纹时,要考虑的几何特性和尺寸特性有超过125 项之多。但是,工程师们只要熟悉其中的30 种左右,就能通晓各种螺纹并了解其性能。参见图1、图2和图3(A,1,A,2和A,3页)。另外,A,40和A,41页中图也有助于对本文的理解。
螺纹是在圆柱体外表面或内表面上以螺旋线形式出现的等截面的牙面。在圆柱体上的螺纹称作直螺纹或圆柱螺纹。在圆锥体或圆锥截体上的螺纹称作圆锥螺纹。外螺纹指螺栓、螺丝和螺柱的螺纹,内螺纹主要指螺母和自攻孔内的螺纹。
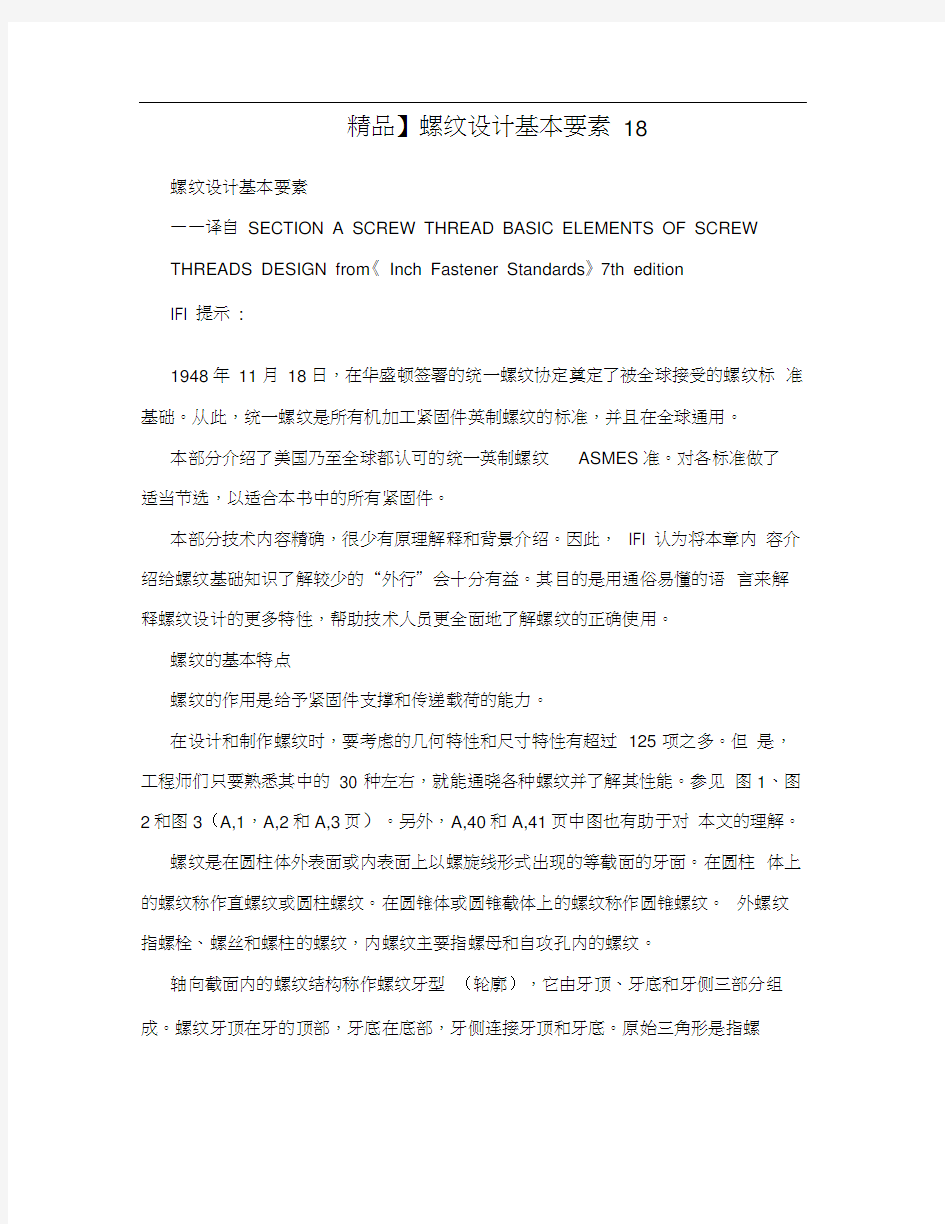
轴向截面内的螺纹结构称作螺纹牙型(轮廓),它由牙顶、牙底和牙侧三部分组成。螺纹牙顶在牙的顶部,牙底在底部,牙侧连接牙顶和牙底。原始三角形是指螺
纹牙侧面经延伸在牙顶和牙底形成尖 V 型后所构成的三角形。原始三角形高度(H ) 是指牙顶尖到牙底尖的径向测量距离。对于统一螺纹, H 为螺距乘以0.866025。H 的主要作用是用于计算螺纹设计参数
临 no I*
diarn^tR
T
图1 UN 和UNR 螺纹基本牙型
l F*rHin 『biF ?lnMjmh t^/nirn 几叶 Em sh*R 稈BU l :F lLI ? AJtfl Tl h f EMl?TilV VTN0 图2A UN 外螺纹设计牙型 pitrh 尸」 rhAjor o.r^jj 遵I i l 潼淫]一 层L - ILl 協口 苫 q I NoHfirtl 企、an nrhl3J , r-itaiutowwm ' I 二常二常爲沪 列耐弐訓卄BlIrfWD \ 亠11 JXj m g '-Fl- D 冋Dili f 盟3弘HI :■■耳?>& r^曲;■ .■斛耐 ,_ 畔 ft ar raitus nsi irsc itwr 小虫庐戸 图2B UNR 外螺纹设计牙型 牙顶和牙底都符合尺寸要求的螺纹为完整(全)螺纹。如果牙顶或牙底成型不完 全,称为不完整螺纹。这种螺纹发生在螺纹紧固件的端部和螺纹尾部,螺纹弯曲进 入未攻螺纹的螺杆部分,或是在螺母和自攻孔的下沉面内。 螺距(P )是相邻牙对应两点间沿螺纹轴线的测量距离。统一螺纹是根据每英寸 的 牙数设计的,即每英寸长度内所出现的完整牙数。螺距是每英寸牙数的倒数。 对于外螺纹,牙顶处的直径称为大径,牙底处的直径称为小径。对于内螺纹则 正好 相反,牙顶处的为小径,牙底处的为大径。 牙侧与垂直于螺纹轴线的夹角称为牙侧角。当两牙侧角的角度相同时,该螺纹 为对 称螺纹(牙侧角称为牙型半角)。统一螺纹具有30?牙侧角,而且是对称的。常 称作60?螺纹。 a isnr 一飞 ---------- T ----- Wg^qr 一If T FWk-wc i-wl 0 25H JfcMffJ* f 嗣应印"T v m M ”一 ■ Csriv-Ml E PM I IrrtMrraiifi bbmJiEZ 图 3 UN 内螺纹设计牙型中径是在牙厚与牙槽宽相等位置通过螺纹的理想圆柱的直径。对于理想螺纹,这两个宽度应该相等,均为螺距的一半。对于非理想螺纹,螺纹的实际中径(沿螺纹圆周或轴向任意位置处的测量值)会有变化,这种变化取决于螺纹牙型的实际偏差,此加工偏差要在允许的极限范围之内。因此在实际中,螺纹专家在中径的定义、测量和重要性方面可能会相互矛盾。但是,在螺纹设计和计算,加工刀具和模具生产以及螺纹通止量规和测量中,中径仍然是一个重要参数。“理想”中径是中径圆柱的产物,其轴线就是螺纹轴线。 螺纹基本牙型建立了内螺纹和外螺纹的绝对边界。无论内螺纹还是外螺纹,突破了这一边界就会存在潜在的干涉,螺纹可能旋合不良。正是基于这一基本牙型,通过增加基本偏差和公差,来得到螺纹的极限尺寸。 基本偏差产生了配合螺纹间的最小间隙(国际公差标准)。即当内、外螺纹加工至其最大实体牙型时,内、外螺纹之间肯定会有一定的间隙。对于紧固件,基本偏差通常用于外螺纹上,即大径、中径和小径的最大值由于基本偏差的存在而小于基本尺寸;内螺纹的最小直径——其最大实体牙型——作为基本尺寸。公差是指为方便加工而允许尺寸变化的规定值。公差为在最大与最小允许极限值之间的变动量。因此,对于外螺纹,其最大实体尺寸减去公差(向螺纹轴线方向移动)定义为其最小实体牙型尺寸。对于内螺纹,其最大)实体尺寸加上公差(从螺纹轴线移开)定义为其最小实体尺寸。 配合螺纹中,基本偏差与公差的组合决定了配合情况。配合是匹配螺纹间松紧程度的量度。间隙配合可以始终确保装配后的自由转动。过盈配合需要特定的螺纹尺寸限制值以使装配后内、外螺纹间产生过盈力。 当外螺纹紧固件装配入内螺纹螺母或自攻孔时,完整螺纹的轴向接触距离为 螺纹旋合长度。这些螺纹在径向上的接触距离称作螺纹的接触高度。螺纹旋合长度和接触高度都是计算螺纹强度的重要参数。 螺纹系列是几组彼此不同的直径, 螺距组合,以特定直径系列和每英寸长度内的牙数来表示。对于紧固件,最常用的螺纹系列有统一粗牙、统一细牙和8 牙系列。 螺纹的强度一一即支持和传递载荷的能力。螺纹强度与四个应力区有关。拉伸应力区是通过螺纹的假定横截面,用于计算紧固件承受拉伸力的载荷。拉伸应力区等同于具有同一材料理论圆柱的横截面积,拉伸试验时,其机械性能能承受等同的极限载荷。螺纹牙底区是外螺纹小径处的截面积。螺纹牙底区用于计算横向剪切或扭转力表示的紧固件强度。螺纹剪切区(内、外螺纹)是通过螺纹牙的有效面积,它与螺纹轴线平行,包括螺纹接触的整个长度。它承受剪切载荷,阻止螺纹脱扣。内螺纹的剪切面位于外螺纹的大径处,外螺纹的剪切面位于内螺纹的小径处。 ANSI/ASME B1.7M标准给出了螺纹的术语、定义和符号。A,24页是从B1.7M摘出的,它适用于机加工紧固件统一英制螺纹。 螺纹选择指南 针对特定的使用条件,选择最佳螺纹时有三个因素需要考虑一一螺纹牙型、螺纹系列 和螺纹配合等级。 螺纹牙型 螺纹牙型多种多样。但对于英制系列机械紧固件,只有三种最重要,UN、UNF 和 UNJ它们都是60?对称螺纹。彼此之间的主要区别是外螺纹牙底轮廓。 1948年以前,美国国家螺纹是北美洲的螺纹标准。1948 年,美国、加拿大和英国 同意采用一种螺纹系统替代美国和加拿大用的美国螺纹以及英国用的惠氏螺纹。他们称 这一新螺纹系统为统一螺纹,这正是今天通行全球的英制紧固件螺纹标准。 统一螺纹牙型实际上与已废除的美国国家螺纹的相同。按照两个标准生产的紧固件在功能上是可以互换的。 UN螺纹 UN螺纹牙型,正像最初设计的那样,在外螺纹牙底处有平轮廓和圆形轮廓两 种。每个国家可以根据本国的标准来选择。美国趋向于选择平牙底,虽然普遍认为如果将牙底做成圆角可以减少应力集中。但经济上会有所付出。滚丝牙板和刀具都很昂贵,如果用圆牙顶的模具来生产紧固件螺纹的圆牙底,无疑会多多少少增加成本。另外,也有争论说,新刀具会磨损,加工几百个工件后,牙顶便会被磨圆,再加工出的螺纹便会开始接近理想的牙型轮廓。 UNR螺纹 20 世纪50年代,紧固件性能的要求急剧提高,尤其是在容易产生疲劳载荷的 场合,紧固件的安全性是关键因素。提高紧固件的抗疲劳性能势在必行。一个显而易见的方法就是要求外螺纹牙底轮廓做成规定的圆弧。这便导致设计和引入了一套改进的螺纹牙型一一UNR它与UN唯一的不同在于其强制性地要求最小圆弧半径 (极限值0.108,0.144倍的螺距)。最小半径(0.108P)是能够与UN牙型配合而不超 出外螺纹最小实体牙型的最宽半径。最大半径(0.144P)是指在最大实体牙型下能够容纳而不产生与内螺纹的理论间隙的最宽半径。 初次接触时,要特别注明是UNR螺纹,以确保交货时紧固件为圆弧牙底。但是如今,无论是否标明是UNR事实上公称尺寸为1 in和更小的紧固件,100,都是UNF螺纹。这是因为这类尺寸的紧固件通常采用滚压螺纹,现在的标准规定滚丝板为圆牙顶。对于较大尺寸紧固件,除滚丝外,螺纹可以车削加工。如果需要圆底,必须特别指出是UNR 否则供货很可能是UN螺纹。 UNK螺纹 UNR螺纹出现后不久,又经过了进一步修改,定义为UNK UNK螺纹只是比NUR更精密,牙型和牙底圆弧半径极限值与NURI全相同。其区别在于外螺纹的小径有偏差,必须检查牙底,以确保圆弧半径在规定的极限值范围内。UNK螺纹已用于圆柱头内六角螺丝和沉头螺丝标准。 1979年螺纹通止量规系统(见A-63页ASME B1.3M建立后,UNK螺纹开始被淘汰。原因是用量规系统22检测UNR螺纹(与通止量规系统的目的是相同的)可以代替UNK螺纹。 UNJ螺纹 UNJ螺纹的设计来源于优化螺纹牙型的研究一一即在不损失静强度特性的条件 下具有超常的抗疲劳性能。换句话说,牙底圆弧的作用能发挥多大, 其结果是一种新的牙型诞生,定义为UNJ牙底圆弧半径极限值为 0.150,0.180倍的螺距。具有这种增大圆弧,外螺纹小径就会增大并超出UN及UNR 螺纹的基本牙型。结果,为避免配合螺纹间出现过盈,UNJ内螺纹的小径不得不随 着增大。这意味着UNJ螺纹的螺纹接触高度会稍微缩短。但是,通过采用3A/3B级螺纹公差(UNJ螺纹所用标准公差)可以补偿此强度损失。这一公差标准可以使内、外螺纹的最小实体牙型优化。 UNJ螺纹现在是航空紧固件标准,在高度专业化的工业应用中有时也有使用。 螺纹配合 UN内螺纹应与UN和UNF外螺纹配合。实际上,不存在UNF内螺纹。 理论上,UN内螺纹不能与UNJ外螺纹装配。但是,很多大型紧固件应用商多年来一直采用这种组合并没有发现问题。计算机研究也证实,成品加工件之间的实际过盈危害可以忽略不计。尽管如此,不建议采用这种配合,尤其是带有涂层的紧固件。 UNJ内螺纹可与UNJ外螺纹装配,也可与UN和UNF配合。但是,后者配