机械制造工艺中的定位误差计算
机械加工定位误差分析(上)
如前所述,为保证工件的加工精度,工件加工前必须正确的定位。所谓正确的定位,除应限制必要的自由度、正确地选择定位基准和定位元件之外,还应使选择的定位方式所产生的误差在工件允许的误差范围以内。本节即是定量地分析计算定位方式所产生的定位误差,以确定所选择的定位方式是否合理。
使用夹具时造成工件加工误差的因素包括如下四个方面:
( 1 )与工件在夹具上定位有关的误差,称为定位误差Δ D ;
( 2 )与夹具在机床上安装有关的误差,称为安装误差Δ A ;
( 3 )与刀具同夹具定位元件有关的误差,称为调整误差Δ T ;
( 4 )与加工过程有关的误差,称为过程误差ΔG 。其中包括机床和刀具误差、变形误差和测量误差等。
为了保证工件的加工要求,上述误差合成后不应超出工件的加工公差δ
K ,即
Δ D + Δ A + Δ T + Δ G ≤δ K
本节先分析与工件在夹具中定位有关的误差,即定位误差有关的内容。
由定位引起的同一批工件的设计基准在加工尺寸方向上的最大变动量,称为定位误差。当定位误差Δ D ≤ 1/3 δ K ,一般认为选定的定位方式可行。
一、定位误差产生的原因及计算
造成定位误差的原因有两个:一个是由于定位基准与设计基准不重合,称为基准不重合误差(基准不符误差);二是由于定位副制造误差而引起定位基准的位移,称为基准位移误差。
(一)基准不
重合误差及计算
由于定位基准
与设计基准不重合
而造成的定位误差
称为基准不重合误
差,以Δ B 来表示。
图 3 -61a 所
示为零件简图,在
工件上铣缺口,加
工尺寸为 A 、 B 。
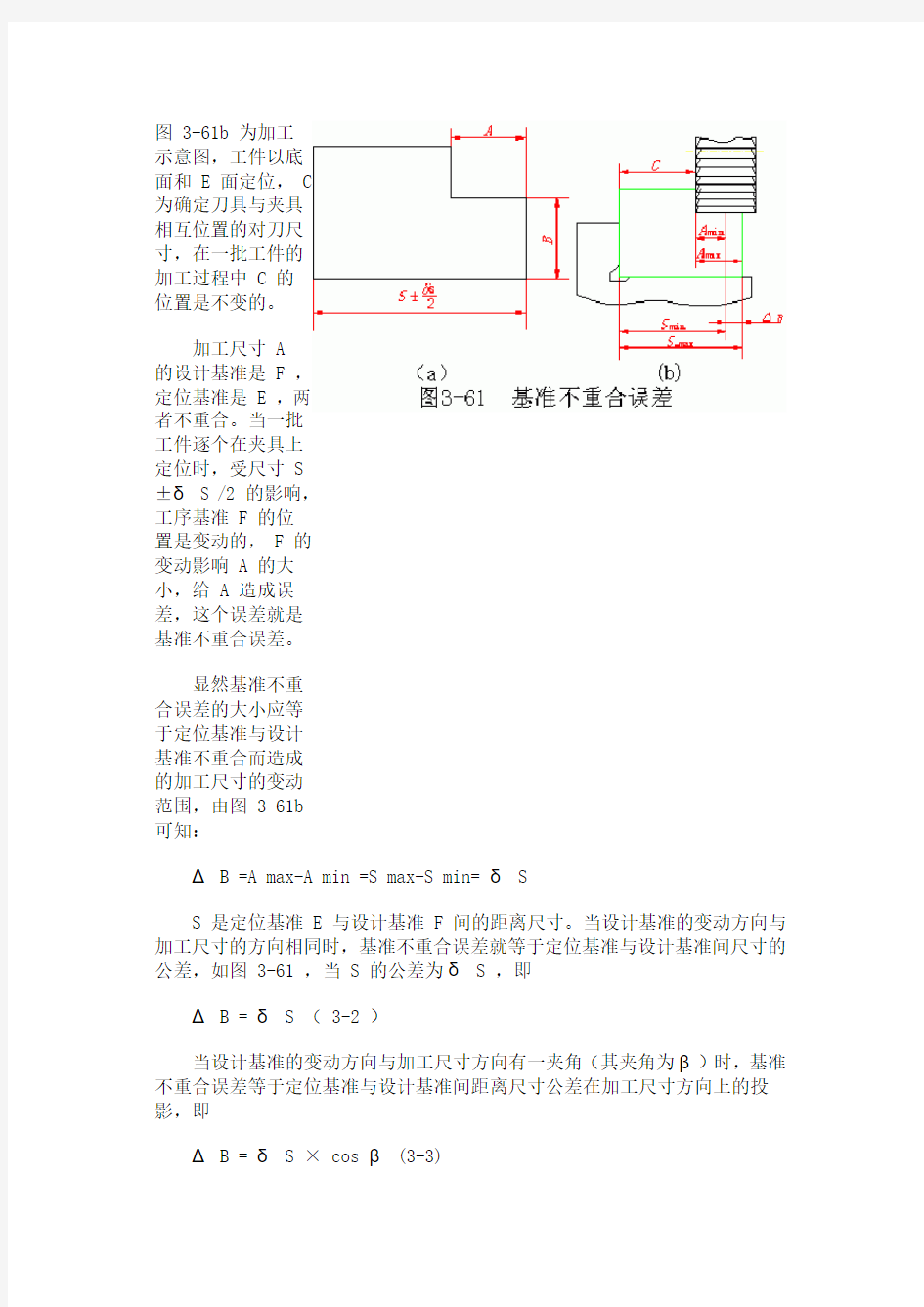
图 3-61b 为加工
示意图,工件以底
面和 E 面定位, C
为确定刀具与夹具
相互位置的对刀尺
寸,在一批工件的
加工过程中 C 的
位置是不变的。
加工尺寸 A
的设计基准是 F ,
定位基准是 E ,两
者不重合。当一批
工件逐个在夹具上
定位时,受尺寸 S
±δ S /2 的影响,
工序基准 F 的位
置是变动的, F 的
变动影响 A 的大
小,给 A 造成误
差,这个误差就是
基准不重合误差。
显然基准不重
合误差的大小应等
于定位基准与设计
基准不重合而造成
的加工尺寸的变动
范围,由图 3-61b
可知:
Δ B =A max-A min =S max-S min= δ S
S 是定位基准 E 与设计基准 F 间的距离尺寸。当设计基准的变动方向与加工尺寸的方向相同时,基准不重合误差就等于定位基准与设计基准间尺寸的公差,如图 3-61 ,当 S 的公差为δ S ,即
Δ B = δ S ( 3-2 )
当设计基准的变动方向与加工尺寸方向有一夹角(其夹角为β)时,基准不重合误差等于定位基准与设计基准间距离尺寸公差在加工尺寸方向上的投影,即
Δ B = δ S × cos β (3-3)
当定位基准与设计基准之间有几个相关尺寸的组合,应将各相关连的尺寸公差在加工尺寸方向上投影取和,即
式中δ i ——定位基准与工序基准之间各相关连尺寸的公差( mm );
β i ——δ i 的方向与加工尺寸方向之间的夹角( 0 )。
式( 3-4 )是基准不重合误差Δ B 的一般计算式 .
(二)基准位移误差及计算
由于定位副的制造误差而造成定位基准位置的变动,对工件加工尺寸造成的误差 , 称为基准位移误差,用ΔY 来表示。显然不同的定位方式和不同的定位副结构,其定位基准的移动量的计算方法是不同的。下面,分析几种常见的定位方式产生的基准位移误差的计算方法:
1 .工件以平面定位
工件以平面定位时的基准位移误差计算较方便。如图 3-61 所示的工件以平面定位时,定位基面的位置可以看成是不变动的,因此基准位移误差为零,即工件以平面定位时
Δ Y =0
2 .工件以圆孔在圆柱销、圆柱心轴上定位
工件以圆孔在圆柱销、圆柱心轴上定位、其定位基准为孔的中心线,定位基面为内孔表面。
如图 3-62 所示,由于定位副配合间隙的影响,会使工件上圆孔中心线(定位基准)的位置发生偏移,其中心偏移量在加工尺寸方向上的投影即为基准位移误差ΔY 。定位基准偏移的方向有两种可能:一是可以在任意方向上偏移;二是只能在某一方向上偏移。
当定位基准在任意方向偏移时,其最大偏移量即为定位副直径方向的最大间隙,即
Δ Y =X max=D max—d 0min= δ D + δ d0 +X min( 3-5 )
式中X max——定位副最大配合间隙( mm );
D max——工件定位孔最大直径( mm );
d 0min——圆柱销或圆柱心轴的最小直径( mm );
δ D——工件定位孔的直径公差( mm );
δ d0——圆柱销或圆柱心轴的直径公差( mm );
X min——定位所需最小间隙,由设计时确定( mm )。
当基准偏移为单方向时,在其移动方向最大偏移量为半径方向的最大间隙,即
Δ Y = ( 1/2 ) X max= ( 1/2 )( D max-d 0min) = ( 1/2 )(δ D + δ d +X min)( 3-6 )
如果基准偏移的方向与工件加工尺寸的方向不一致时,应将基准的偏移量向加工尺寸方向上投影,投影后的值才是此加工尺寸的基准位移误差。
当工件用圆柱心轴定位时,定位副的配合间隙还会使工件孔的轴线发生歪斜,并影响工件的位置精度,如图 3-63 所示。工件除了孔距公差还有平行度
误差,即
式中 L 1 ——加工面长度( mm );
L 2 ——定位孔长度( mm )
( 3 )工件以外柱圆在 V 形块上定位
工件以外圆柱面在 V 形块上定位时,其定位基准为工件外圆柱面的轴心线,定位基面为外圆柱面。
若不计 V 形块的误差,而仅有工件基准面的形状和尺寸误差时,工件的定位基准会产生偏移,如图 3 -64a 、 b 所示。由图 3-64b 可知,仅由于工件的尺寸公差δ d 的影响,使工件中心沿 Z 向从 O 1 移至 O 2 ,即在 Z 向
的基准位移量可由下式计算
式中δ d ——工件定位基面的直径公差( mm );
α /2 —— V 形块的半角( 0 )。
位移量的大小与外圆柱面直径公差有关,因此对于较精密的定位,需适当提高外圆的精度。 V 形块的对中性好,所以沿其 X 方向的位移为零。
当用α =90 0 的 V 形块,定位基准在 Z 向的位移量可由下式计算
如工件的加工尺寸方向与 Z 方向相同,则在加工尺寸方向上的基准位移误差为
Δ Y =O 1O 2=0.707δ d( 3-10 )
如在加工尺寸方向上与 Z 有一夹角β,则在加工尺寸方向上的基准位移
误差为
(三)定位误差的计算
由于定位误差Δ D 是由基准不重合误差和基准位移误差组合而成的。因此在计算定位误差时,先分别算出Δ B 和ΔY ,然后将两者组合而得Δ D 。组合时可有如下情况:
1 .Δ Y ≠ 0 ,Δ B =0 时,Δ D = Δ B ( 3-1
2 )
2 .Δ Y =0 ,Δ B ≠ 0 时,Δ D = Δ Y ( 3-1
3 )
3 .Δ Y ≠ 0 ,Δ B ≠ 0 时,
如果工序基准不在定位基面上:Δ D = Δ B + Δ Y ( 3-14 )
如果工序基准在定位基面上,Δ D = Δ B ±Δ Y ( 3-15 )
“ + ”、“—”的判别方法为:
①分析定位基面尺寸由大变小(或由小变大)时,定位基准的变动方向;
②当定位基面尺寸作同样变化时,设定位基准不动,分析工序基准变动方向;
③若两者变动方向相同即“ + ”,两者变动方向相反即“—”。
二、定位误差计算实例
例 3-1钻铰图 3-65 所示的零件上φ 10H7 的孔,工件以孔定位,定位销直径求:工序尺寸50 ± 0.07mm 及平行度的定位误差。
解:(1)工序尺寸50 ± 0.07mm 的定位误差
Δ B = 0mm( 定位基准与工序基准重合 )
按式( 3-5 )得:
Δ Y =δ D +δ d 0+X min =0.021+0.009+0.007= 0.037mm
则由式(3-12)得
ΔD=Δ Y = 0.037mm
(2) 平行度 0.04mm 的定位误差
同理 , Δ B = 0mm
按式( 3-7 )得:
则平行度的定位误差为
Δ D =Δ Y = 0.018mm
例 3-2 如图 3-66 所示,用角度铣刀铣削斜面,求加工尺寸为39 ± 0.04mm 的定位误差。
解:Δ B = 0mm (定位基准与工序基准重合)
按式( 3-11 )得
Δ Y =0.707 δ d cos β =0.707 × 0.04 × 0.866= 0.024mm
按式( 3-12 )得
Δ D = Δ Y = 0.024mm
定位误差的计算方法.
定位误差的计算方法: (1)合成法 为基准不重合误差和基准位移误差之和; (2)极限位置法 工序基准相对于刀具(机床)的两个极限位置间的距离就是定位误差; (3)微分法 先用几何方法找出工序基准到定位元件上某一固定点的距离,然后对其全微分,用微小增量代替微分,将尺寸误差视为微小增量代入,就可以得到某一加工尺寸的定位误差。 注:基准不重合误差和基准位移误差它们在工序尺寸方向上的投影之和即为定位误差。 例如:用V 型块定位铣键槽,键槽尺寸标注是轴的中心到键槽底面的尺寸H 。T D 为工件定位外圆的公差;α为V 型块夹角。 1. 工序基准为圆柱体的中心线。 表示一批工件依次放到V 型块上定位时所处的两个极端位置情形,当工件外圆直径尺寸为极大和极小时,其工件外圆中心线分别出于点 O '和点O ''。 因此工序基准的最大位置变动量O O ''',便是对加工尺寸H 1所产生的定位误差: 故得:O E O E H H O O 11DH 1 ''-'='-''='''=ε O A E Rt 1''?中: max 1 D 2 1A O ='' 2 sin A O O E 1α''= ' O A E Rt 1''''?中:min 1 D 2 1 A O ='''' 2 sin A O O E 1α''''= '' 2 sin 2T 2sin 2T 2sin A O A O O E O E D D 11DH 1 α=α=α''''-''=''-'=ε
2. 工序基准为圆柱体的下母线: 工件加工表面以下母线C 为其工序基准时,工序基准的极限位置变动量C C '''就是加工尺寸H2所产生的定位误差。 C S C S C O O O H H 22DH 2 '-''=''-'''='-''=ε C O C O O O ) C O O S ()C O O S (' '-''''+'''=''+'-'''+'= 而 2 sin 2T O O D α= ''' min D 2 1C O ='''' max D 2 1 C O ='' 所以:C O C O O O 2 DH ''-''''+'''=ε ) 12 sin 1(2T 2T 2sin 2T 2D D 2 sin 2T )D (21 )D (212sin 2T D D D max min D max min D DH 2 -α=-α=-+ α=-+α=ε
定位误差分析
(3)定位误差的计算 由于定位误差ΔD是由基准不重合误差和基准位移误差组合而成的,因此在计算定位误差时,先分别算出Δ B和ΔY ,然后将两者组合而得ΔD。组合时可有如下情况。 1)Δ Y ≠ 0,Δ B=O时Δ D= Δ B (4.8) 2)ΔY =O,Δ B ≠ O时Δ D= Δ Y (4.9) 3)Δ Y ≠ 0, Δ B ≠ O时 如果工序基准不在定位基面上Δ D=Δ y + Δ B (4.10) 如果工序基准在定位基面上Δ D=Δ y ±Δ B (4.11) “ + ” ,“—” 的判别方法为: ①设定位基准是理想状态,当定位基面上尺寸由最大实体尺寸变为最小实体尺寸 (或由小变大)时, 判断工序基准相对于定位基准的变动方向。 ②② 设工序基准是理想状态,当定位基面上尺寸由最大实体尺寸变为最小实体尺寸 (或由小变大) 时,判断定位基准相对其规定位置的变动方向。 ③③ 若两者变动方向相同即取“ + ” ,两者变动方向相反即取“—”。 -、定位误差及其组成 图9-21a 图9-21 工件在V 形块上的定位误差分析 工序基准和定位基准不重合而引起的基准不重合误差,以表示由于定位基准和定位元件本身的 制造不准确而引起的定位基准位移误差,以表示。定位误差是这两部分的矢量和。 二、定位误差分析计算 (一)工件以外圆在v形块上定位时定位误差计算 如图9-16a所示的铣键槽工序,工件在v 形块上定位,定位基准为圆柱轴心线。如果忽略v形块的制造误差,则定位基准在垂直方向上的基准位移误差
(9-3) 对于9-16中的三种尺寸标注,下面分别计算其定位误差。当尺寸标注为B1时,工序基准和定位基准重合,故基准不重合误差ΔB=0。所以B1尺寸的定位误差为 (9-4) 当尺寸标注为B2时,工序基准为上母线。此时存在基准不重合误差 所以△D应为△B与Δy的矢量和。由于当工件轴径由最大变到最小时,和Δy都是向下变化的,所以,它们的矢量和应是相加。故 (9-5) 当尺寸标注为B3时,工序基准为下母线。此时基准不重合误差仍然是,但当Δy向下变化时,ΔB 是方向朝上的,所以,它们的矢量和应是相减。故 (9-6) 通过以上分析可以看出:工件以外圆在V形块上定位时,加工尺寸的标注方法不同,所产生的定位误差也不同。所以定位误差一定是针对具体尺寸而言的。在这三种标注中,从下母线标注的定位误差最小,从上母线标注的定位误差最大。 四.计算题:(共 10 分) 如图所示套类工件铣键槽,要求保证尺寸94-0.20,分别采用图(b)所示的定位销定位方案和图(c)所示的V形槽定位方案,分别计算定位误差。
定位误差计算
创作编号: GB8878185555334563BT9125XW 创作者:凤呜大王* 3.2.3 定位误差的分析与计算 在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。加工工艺规程设计的工序图则是设计专用夹具的主要依据。由于在夹具设计、制造、使用中都不可能做到完美精确,故当使用夹具装夹加工一批工件时,不可避免地会使工序的加工精度参数产生误差,定位误差就是这项误差中的一部分。判断夹具的定位方案是否合理可行,夹具设计质量是否满足工序的加工要求,是计算定位误差的目的所在。 1.用夹具装夹加工时的工艺基准 用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。设计基准是指在设计图上确定几何要素的位置所依据的基准;工艺基准是指在工艺过程中所采用的基准。与夹具定位误差计算有关的工艺基准有以下三种: (1)工序基准在工序图上用来确定加工表面的位置所依据的基准。工序基准可简单地理解为工序图上的设计基准。分析计算定位误差时所提到的设计基准,是指零件图上的设计基准或工序图上的工序基准。 (2)定位基准在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹具定位元件定位工作面接触或配合的表面。为提高工件的加工精度,应尽量选设计基准作定位基准。 (3)对刀基准(即调刀基准)由夹 具定位元件的定位工作面体现的,用于调 整加工刀具位置所依据的基准。必须指出, 对刀基准与上述两工艺基准的本质是不 同,它不是工件上的要素,它是夹具定位 元件的定位工作面体现出来的要素(平面、 轴线、对称平面等)。如果夹具定位元件是 支承板,对刀基准就是该支承板的支承工 a) 作面。在图3.3中,刀具的高度尺寸由对 导块2的工作面来调整,而对刀块2工作 面的位置尺寸7.85±0.02是相对夹具体4 的上工作面(相当支承板支承工作面)来 确定的。夹具体4的上工作面是对刀基准, 它确定了刀具在高度方向的位置,使刀具 加工出来的槽底位置符合设计的要求。图 3.3中,槽子两侧面对称度的设计基准是工 b 图3.21 钻模加工时的基准分析
机械加工定位误差分析及菱形销设计
机械加工定位误差分析及菱形销设计 如前所述,为保证工件的加工精度,工件加工前必须正确的定位。所谓正确的定位,除应限制必要 的自由度、正确地选择定位基准和定位元件之外,还应使选择的定位方式所产生的误差在工件允许的误 差范围以内。本节即是定量地分析计算定位方式所产生的定位误差,以确定所选择的定位方式是否合理。 使用夹具时造成工件加工误差的因素包括如下四个方面: ( 1 )与工件在夹具上定位有关的误差,称为定位误差Δ D ; ( 2 )与夹具在机床上安装有关的误差,称为安装误差Δ A ; ( 3 )与刀具同夹具定位元件有关的误差,称为调整误差Δ T ; ( 4 )与加工过程有关的误差,称为过程误差Δ G 。其中包括机床和刀具误差、变形误差和测量 误差等。 为了保证工件的加工要求,上述误差合成后不应超出工件的加工公差δ K ,即 Δ D + Δ A + Δ T + Δ G ≤δ K 本节先分析与工件在夹具中定位有关的误差,即定位误差有关的内容。 由定位引起的同一批工件的设计基准在加工尺寸方向上的最大变动量,称为定位误差。当定位误差,一般认为选定的定位方式可行。 Δ D ≤ 1/3 δ K 一、定位误差产生的原因及计算 造成定位误差的原因有两个:一个是由于定位基准与设计基准不重合,称为基准不重合误差(基准 不符误差);二是由于定位副制造误差而引起定位基准的位移,称为基准位移误差。
(一)基准不重合误差及计算 由于定位基准与设计基准不重合而造成的定位误差称为基准不重合误差,以Δ B 来表示。 图 3 -61a 所示为零件简图,在工件上铣缺口,加工尺寸为 A 、 B 。图3-61b 为加工示意图,工件以底面和 E 面定位, C 为确定刀具与夹具相互位置的对刀尺寸,在一批工件 的加工过程中 C 的位置是不变的。 加工尺寸 A 的设计基准是 F ,定位基准是 E ,两者不重合。当一批工件逐个在夹具上 定位时,受尺寸S ±δ S /2 的影响,工序基准 F 的位置是变动的, F 的变动影响 A 的大小,给 A 造成误差,这个误差就是基准不重合误差。 显然基准不重合误差的大小应等于定位基准与设计基准不重合而造成的加工尺寸的变动 范围,由图3-61b 可知: Δ B =A max-A min =S max-S min= δ S S 是定位基准 E 与设计基准 F 间的距离尺寸。当设计基准的变动方向与加工尺寸的方向相同时, 基准不重合误差就等于定位基准与设计基准间尺寸的公差,如图3-61 ,当S 的公差为δ S ,即 Δ B = δ S (3-2 ) 当设计基准的变动方向与加工尺寸方向有一夹角(其夹角为β)时,基准不重合误差等于定位基准
定位误差计算解析
3.2.3 定位误差的分析与计算 在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。加工工艺规程设计的工序图则是设计专用夹具的主要依据。由于在夹具设计、制造、使用中都不可能做到完美精确,故当使用夹具装夹加工一批工件时,不可避免地会使工序的加工精度参数产生误差,定位误差就是这项误差中的一部分。判断夹具的定位方案是否合理可行,夹具设计质量是否满足工序的加工要求,是计算定位误差的目的所在。 1.用夹具装夹加工时的工艺基准 用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。设计基准是指在设计图上确定几何要素的位置所依据的基准;工艺基准是指在工艺过程中所采用的基准。与夹具定位误差计算有关的工艺基准有以下三种: (1)工序基准 在工序图上用来确定加工表面的位置所依据的基准。工序基准可简单地理解为工序图上的设计基准。分析计算定位误差时所提到的设计基准,是指零件图上的设计基准或工序图上的工序基准。 (2)定位基准 在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹具定位元件定位工作面接触或配合的表面。为提高工件的加工精度,应尽量选设计基准作定位基准。 (3)对刀基准(即调刀基准) 由夹具定位元件的定位工作面体现的,用于调整加工刀具位置所依据的基准。必须指出,对刀基准与上述两工艺基准的本质是不同,它不是工件上的要素,它是夹具定位元件的定位工作面体现出来的要素(平面、轴线、对称平面等)。如果夹具定位元件是支承板,对刀基准就是该支承板的支承工作面。在图3.3中,刀具的高度尺寸由对导块2的工作面来调整,而对刀块2工作面的位置尺寸7.85±0.02是相对夹具体 4的上工作面(相当支承板支承工作面)来确定 的。夹具体4的上工作面是对刀基准,它确定了 刀具在高度方向的位置,使刀具加工出来的槽底 位置符合设计的要求。图3.3中,槽子两侧面对 称度的设计基准是工件上大孔的轴线,对刀基准 则为夹具上定位圆柱销的轴线。再如图3.21所 示,轴套件以内孔定位,在其上加工一直径为φ d 的孔,要求保证φd 轴线到左端面的尺寸L 1及孔中心线对内孔轴线的对称度要求。尺寸L 1的 设计基准是工件左端面A ′,对刀基准是定位心 轴的台阶面A ;φd 轴线对内孔轴线的对称度的 设计基准是内孔轴线,对刀基准是夹具定位心轴 2的轴线OO 。 2.定位误差的概念 用夹具装夹加工一批工件时,由于定位不准 确引起该批工件某加工精度参数(尺寸、位置) 的加工误差,称为该加工精度参数的定位误差 (简称定位误差)。定位误差以其最大误差范围 来计算,其值为设计基准在加工精度参数方向上 的最大变动量,用dw 表示。 a) b 图3.21 钻模加工时的基准分析
机床夹具设计方案中工件定位误差的分析及其数值计算
机床夹具设计中工件定位误差的 分析及其数值计算 工件在夹具中的定位, 对保证本道工序尺寸的加工精度起着至关重要的作用, 正确的工件定位是保证得到我们所需要的加工表面的前提, 这也是工件在定位过程中要解决的第一个问题———位规 律问题。但是再精密的加工方法和手段都不可避免地使被加工对象产生加工误差。对于夹具中的被定位工件和定位元件同样如此, 它们也存在着或大或小的加工误差, 加上元件在夹具中的定位基准的选取不同, 这些因素的客观存在都会使同一基本尺寸的各个工件在夹具中的几何位置有所变化, 从而造成本道工序的加工误差,这就是工件在定位时要解决的第二个问题———定位误差问题。由此可 以看出, 工件在夹具中的定位问题。是夹具设计过程中要解决的首要问题, 下面就定位误差的产生及定位误差的计算方法, 需要强调的是: 分析定位误差的前提是用夹具安装法安装工件, 保证被加工表 面之间的位置精度, 用调整法保证被加工面的 尺寸精度。 1相关文献对定位误差的阐述 111定位误差的定义 相关文献对定位误差定义有下面几种叙述: 其一: 一批工件由于在夹具中定位而使得工序基准在沿工序尺寸方向上产生的最大位移。其二: 用夹具装夹加工一批工件时, 由于定位不准确引起该批工件某加工参数的误差。其三: 因定位引起的工序尺寸误差。其四: 工件加工尺寸方向上设计基准的最大变动量。其五: 由于定位不准而造成某一工序在工序尺寸或定位要求方面的加工误差。其六: 工件在夹具中定位不准确引起的加工误差为定位误差等等。各文献所述定义的一致点是定位误差的方向都是在工序方向上, 区别是产生最大位移量的主体是工序基准还是定位基准。 112定位误差的计算 由于对定位误差的定义各文献的叙述有所区别,导致在对定位误差进行计算时其结果也不相同。在 工 图1心轴水平放置件采用内孔定位, 定位元件采用心轴, 工件和定位元件的配合关系采用间隙配合时所产生的定位误差区别最大。对于其中的基准不重合误差观点一致, 不同之处是基准位移误差。如 对于图1 所示心轴水平放置时的定位方案, 其中T是工件定位内孔的公差, T是定位元件心轴的公差, T 是工件外圆的公差, 2e是工件内外圆的位置误差(同轴度或跳动公差等> 。按照文献[ 1, 4, 5, 6 ] 的叙述, 其定位误差为T+ T+ T2+ 2e, 按文献[ 2 ] 的算法, 定位误差是T+ T+ T+ X2+ 2e, 按文献《机床与液压》20051No11 ·45·[ 3 ] 的观点计算得到的定位误差则是T+ T+ T2+e。下面就上述两方面存在的不同论述阐述作者的观点。 2定位误差的产生 在应用夹具安装工件进行调整法加工时, 当工件的定位基准与设计基准不重合, 同时由于工件和位元件又都存在着制造误差时, 将使工件被加工表面的设计基准沿工序尺寸方向上产生位移, 称之“定 图2心轴竖直放置位误差”, 用Δ表示, 它是由以下两个原因引起的。211基准不重合误差当工件的定位基准与其设计基准不重合时, 必然使设计基准在沿工序尺寸方向上产生位移, 产生了“基准不重合误差”, 用 Δ表示。 212基准位移误差 由于工件和定位元件本身存在着制造误差, 又因为是用调整法进行加工,必然使一批工件的定位基准相对于调刀基准在工序尺寸方向上的位置发生变化, 产生了一定的位移, 形成了“基准位移误差”, 用Δ表示。定位误差是由于基准不重合和基准位移两项因素的影响产生的。 3定位误差的求解方法 311定位误差组成法
定位误差计算
创作编号:BG7531400019813488897SX 创作者:别如克* 3.2.3 定位误差的分析与计算 在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。加工工艺规程设计的工序图则是设计专用夹具的主要依据。由于在夹具设计、制造、使用中都不可能做到完美精确,故当使用夹具装夹加工一批工件时,不可避免地会使工序的加工精度参数产生误差,定位误差就是这项误差中的一部分。判断夹具的定位方案是否合理可行,夹具设计质量是否满足工序的加工要求,是计算定位误差的目的所在。 1.用夹具装夹加工时的工艺基准 用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。设计基准是指在设计图上确定几何要素的位置所依据的基准;工艺基准是指在工艺过程中所采用的基准。与夹具定位误差计算有关的工艺基准有以下三种: (1)工序基准在工序图上用来确定加工表面的位置所依据的基准。工序基准可简单地理解为工序图上的设计基准。分析计算定位误差时所提到的设计基准,是指零件图上的设计基准或工序图上的工序基准。 (2)定位基准在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹具定位元件定位工作面接触或配合的表面。为提高工件的加工精度,应尽量选设计基准作定位基准。 (3)对刀基准(即调刀基准)由夹具定位元件的定位工作面体现的,用于调整加工刀具位置所依据的基准。必须指出,对刀基准与上述两工艺基准的本质是不同, 它不是工件上的要素,它是夹具定位元件 的定位工作面体现出来的要素(平面、轴 线、对称平面等)。如果夹具定位元件是支 承板,对刀基准就是该支承板的支承工作 面。在图3.3中,刀具的高度尺寸由对导 块2的工作面来调整,而对刀块2工作面 的位置尺寸7.85±0.02是相对夹具体4的 上工作面(相当支承板支承工作面)来确 a) 定的。夹具体4的上工作面是对刀基准, 它确定了刀具在高度方向的位置,使刀具 加工出来的槽底位置符合设计的要求。图 3.3中,槽子两侧面对称度的设计基准是工 件上大孔的轴线,对刀基准则为夹具上定 位圆柱销的轴线。再如图3.21所示,轴套 件以内孔定位,在其上加工一直径为φd 的孔,要求保证φd轴线到左端面的尺寸 b 图3.21 钻模加工时的基准分析
定位误差计算
定位误差计算 定位误差计算是工艺设计中经常的事。下面的几个例题属于典型定位条件下的计算。 例题一:如下图所示零件,外圆及两端面已加工好(外 圆直径0 1.050-=D ) 。现加工槽 B ,要求保证位置尺寸 L 和 H ,不考虑槽底面斜度对加工质量的影响。试求: 1)确定加工时必须限制的自由度; 2)选择定位方法和定位元件,并在图中示意画出; 3)计算所选定位方法的定位误差。 解:① 必须限制4个自由度:Z X Z Y ,,, 。 ② 定位方法如下图所示。
③ 定位误差计算: 对于尺寸H : 工序基准是外圆下母线 定位基准是外圆下母线 限位基准是与外圆下母线重合的一条线(也可认为是一个平面) 因此: 基准不重合误差0=?B 基准位移误差0=?Y 所以定位误差0=?DW 同理,对于尺寸L 其定位误差 :0=DW ? 例题二:如下图所示齿轮坯,内孔及外圆已加工合格( 025 .00 35+=φD mm ,0 1.080-=φd mm ),现在插床 上以调整法加工键槽,要求保证尺寸2 .005.38+=H mm 。试计算图示定位方法的定位误差(忽略外圆与内孔同轴度误差)。
解:工序基准是D 孔下母线;定位基准是D 轴中心线;限位基准V 型块的对称中心(垂直方向上)。定位误差计算如下: 1、基准不重合误差:T D /2; 2、基准位移误差:0.707Td 0825 .0025.05.01.07.05.07.0=?+?=?+?=?D d DW T T (mm) 例题三:a )图工件设计图。试分别计算按b )、c )、d )三种定位方式加工尺寸A 时的定位误差。
常见定位方式定位误差的计算
常见定位方式定位误差得计算 ⑴工件以平面定位 平面为精基面 基准位移误差△基=0 定位误差△定=△不 、⑵工件以内孔定位 ①工件孔与定位心轴(或销)采用间隙配合得定位误差计算△定= △不+ △基 工件以内孔在圆柱心轴、圆柱销上定位。由于孔与轴有配合间隙,有基准位移误差,分两种情况讨论: a、心轴(或定位销)垂直放置,按最大孔与最销轴求得孔中心线位置得
变动量为: △基= δD+ δd+△min = △max =孔Dmax-轴dmin (最大间隙) b、心轴(或定位销)水平放置,孔中心线得最大变动量(在铅垂方向上)即为△定 △基=OO'=1/2(δD+δd+△mi n)=△max/2 或△基=(Dmax/2)-(dmin /2)=△max/2 = (孔直径公差+轴直径公差) / 2 ②工件孔与定位心轴(销)过盈配合时(垂直或水平放置)时得定位误差
此时,由于工件孔与心轴(销)为过盈配合, 所以△基=0。 对H1尺寸:工序基准与定位基准重合,均为中心O,所以△不=0 对H2尺寸:△不=δd/2 ⑶工件以外圆表面定位 A、工件以外圆表面在V型块上定位 由于V型块在水平方向有对中作用。基准位移误差△基=0 B.工件以外圆表面在定位套上定位 定位误差得计算与工件以内孔在圆柱心轴、圆柱销上定位误差得计算相同。
⑷工件与"一面两孔"定位时得定位误差 ①“1”孔中心线在X,Y方向得最大位移为: △定(1x)=△定(1y)=δD1+δd 1+△1min=△1max(孔与销得最大间隙) ②“2”孔中心线在X,Y方向得最大位移分别为: △定(2x)=△定(1x)+2δLd(两孔中心距公差) △定(2y)=δD2+δd2+△2min=△2max ③两孔中心连线对两销中心连线得最大转角误差:
定位误差分析计算综合实例
定位误差分析计算综合实例 定位误差的分析与计算,在夹具设计中占有重要的地位,定位误差的大小是定位方案能否确定的重要依据。为了掌握定位误差计算的相关知识,本小节将给出一些计算实例,抛砖引玉,以使学习者获得触类旁通、融会贯通的学习效果。 例3-3 如图所示,工件以底面定位加工孔内键槽,求尺寸h 的定位误差 解:(1)基准不重合误差求jb ? 设计基准为孔的下母线,定位基准为底平面,影响两者的因素有尺寸h 和h 1,故jb ?由两部分组成: φD 半径的变化产生2 D ? 尺寸h 1变化产生12h T ,所以 122 h jb T D +?= ? 底平面,对刀基准(2)基准位置误差jw ? 定位基准为工件为与定位基准接触的支承板的工作表面,不记形状误差, 则有 0=?jw 所以槽底尺寸h 的定位误差为 122 h dw T D +?= ? 例3-4 有一批直径为0 d T d -φ的工件如图所示。外圆已加工合格,今用V 形块定位铣宽度为b 的槽。若要求保证槽底尺寸分别为1L 、2L 和3L 。试分别分析计算这三种不同尺寸要求的定位误差。 解:(1)首先计算V 形块定位外圆时的基准位置误差jw ? 在图中,对刀基准是一批工件平均轴线所处的位置O 点,设定位基准为外圆的轴线,加工精度参数的方向与21O O 相同,则基准位置误差jw ?为图中O 1点到O 2点的距离。在ΔO 1CO 2中,2 2212α =∠= O CO T CO d ,,根据勾股定理求得 《 2 21sin 2α d jw T O O E = =?=? (2)分别计算图三种情况的 定位误差 ①图a )中1L 尺寸的定位误差 2 )(2 sin 2sin 20 1αα d L dw d jw jb T T E B = ?= ?=?=?=? $ L 2 L 3 L 1 0d T d -φb 图 V 形块定位外圆时定位误差的计算 图 内键槽槽底尺寸定位误差计算 @ 图 V 形块定位外圆时基准 位置误差jw ?的计算 1—最大直径 2—平均直径 3—最小直径 B A α/ 2 1 C 3 2 @ O O
定位误差分析与计算(一)
定位误差分析与计算(一) 在机械加工过程中,使用夹具的目的是为保证工件的加工精度。那么,在设计定位方案时,工件除了正确地选择定位基准和定位元件之外,还应使选择的定位方式必须能满足工件加工精度要求。因此,需要对定位方式所产生的定位误差进行定量地分析与计算,以确定所选择的定位方式是否合理。 1 定位误差产生的原因和计算 造成定位误差ΔD的原因可分为性质不同的两个部分:一是由于基准不重合而产生的误差,称为基准不重合误差Δ B;二是由于定位副制造误差,而引起定位基准的位移,称为基准位移误差Δ Y。当定位误差Δ D≤1/3δK(δK为本工序要求保证的工序尺寸的公差)时,一般认为选定的定位方式可行。 (1) 基准不重合误差的计算 由于定位基准与工序基准不重合而造成的工序基准对于定位基准在工序尺寸方向上的最大可能变化量,称为基准不重合误差,以ΔB表示。如图4.36所示的零件简图,在工件上铣一通槽,要求保证的工序尺寸为A、B、C,为保证B尺寸,工件用以K1面或以K2面来定位,都可以限制工件在B尺寸方向上的移动自由度。但两种定位方式的定位精度是不一样的。由于加工过程中,是采用夹具上定位件的定位表面为基准来对刀的。当以K1面为定位基准时, 如图 4.37(a)所示B就为确定刀具与夹具相互位置的对刀尺寸,在一批工件的加工过程中 B的位置是不变的。当以K2面为定位基准时,如图4.37(b)所示B′为确定刀具与夹具相互位置的对刀尺寸,由于工序基准是K1面,与K2面不重合。当一批工件逐个在夹具上定位时,受尺寸L±Δl的影响,工序基准K1面的位置是变动的,K1的变动影响工序尺寸B的大小,给B造成误差。 由图 4.37(a)可知ΔB=0 由图 4.37(b)可知ΔB=Lmax-Lmin=2Δl (4.1)
定位误差计算.doc
3.2.3定位误差的分析与计算 在成批大量生产中,广泛使用专用夹具对工件进行装夹加工。加工工艺规程设计的工 序图则是设计专用夹具的主要依据。由于在夹具设计、制造、使用中都不可能做到完美精确, 故当使用夹具装夹加工一批工件时,不可避免地会使工序的加工精度参数产生误差,定位误差就是这项误差中的一部分。判断夹具的定位方案是否合理可行,夹具设计质量是否满足工 序的加工要求,是计算定位误差的目的所在。 1.用夹具装夹加工时的工艺基准 用夹具装夹加工时涉及的基准可分为设计基准和工艺基准两大类。设计基准是指在设 计图上确定几何要素的位置所依据的基准;工艺基准是指在工艺过程中所采用的基准。与夹具定位误差计算有关的工艺基准有以下三种: ( 1)工序基准在工序图上用来确定加工表面的位置所依据的基准。工序基准可简单 地理解为工序图上的设计基准。分析计算定位误差时所提到的设计基准,是指零件图上的设计基准或工序图上的工序基准。 ( 2)定位基准在加工过程中使工件占据正确加工位置所依据的基准,即为工件与夹 具定位元件定位工作面接触或配合的表面。为提高工件的加工精度,应尽量选设计基准作定位基准。 ( 3)对刀基准(即调刀基准)由夹具定位元件的定位工作面体现的,用于调整加工 刀具位置所依据的基准。必须指出,对刀基准与上述两工艺基准的本质是不同,它不是工件上的要素,它是夹具定位元件的定位工作面体现出来的要素(平面、轴线、对称平面等)。如果夹具定位元件是支承板,对刀基准就是该支承板的支承工作面。在图中,刀具的高度尺 寸由对导块 2 的工作面来调整,而对刀块 2 工作 面的位置尺寸 ±是相对夹具体 4 的上工作面(相 当支承板支承工作面)来确定的。夹具体 4 的上 工作面是对刀基准,它确定了刀具在高度方向的 位置,使刀具加工出来的槽底位置符合设计的要 求。图中,槽子两侧面对称度的设计基准是工件 a 上大孔的轴线,对刀基准则为夹具上定位圆柱销 的轴线。再如图所示,轴套件以内孔定位,在其 上加工一直径为φd的孔,要求保证φd轴线到 左端面的尺寸L1及孔中心线对内孔轴线的对称 度要求。尺寸L1的设计基准是工件左端面A′, 对刀基准是定位心轴的台阶面A;φd轴线对内 b 图钻模加工时的基准分析
定位误差计算方法
定位误差计算方法 皇甫彦卿 (杭州电子科技大学信息工程学院,浙江杭州310018) 摘要:分析了定位误差产生的原因和定位误差的本质,并结合具体的实例,对定位误差的计算提出了三种方法:几何法、微分法、组合法,并且为正确选择计算方法提供了依据。 关键词:定位误差;几何法;微分法;组合法 Position error calculation method Abstract:To analyze the causes of the positioning error and the nature of the positioning error, and combined with concrete examples, three methods are put forward for the calculation of position error: geometric method, differential method, group legal, and provide the basis for correct selection of calculation method. Key words: positioning error; Geometry method; Differentiation; Set of legal 1 引言 定位误差分析与计算,是机床夹具设计课程中的重点和难点。在机械加工中,能否保证工件的加工要求,取决于工件与刀具间的相互位置。而引起相互位置产生误差的因素有四个,定位误差就是重要因素之一(定位误差一般允许占工序公差的三分之一至五分之一)。定位误差分析与计算目的是为了对定位方案进行论证,发现问题并及时解决。 2 工件定位误差 2.1定位误差计算的概念 按照六点定位原理,可以设计和检查工件在夹具上的正确位置,但能否满足工件对工序加工精度的要求,则取决于刀具与工件之间正确的相互位置,而影响这个正确位置关系的因素很多,如夹具在机床上的装夹误差、工件在夹具中的定位误差和夹紧误差、机床的调整误差、工艺系统的弹性变形和热变形误差、机床和刀具的制造误差及磨损误差等。 因此,为保证工件的加工质量,应满足如下关系式: δ ?式中:?--各种因素产生的误差总和;δ--工件被加工尺寸的公差。 ≤ 2.2定位误差及其产生原因 所谓定位误差,是指由于工件定位造成的加工面相对工序基准的位置误差。因为对一批
定位误差分析计算综合实例(新、选)
定位误差分析计算综合实例 定位误差的分析与计算,在夹具设计中占有重要的地位,定位误差的大小是定位方案能否确定的重要依据。为了掌握定位误差计算的相关知识,本小节将给出一些计算实例,抛砖引玉,以使学习者获得触类旁通、融会贯通的学习效果。 例3-3 如图3.25所示,工件以底面定位加工孔内键槽,求尺寸h 的定位误差? 解:(1)基准不重合误差求jb ? 设计基准为孔的下母线,定位基准为底平面,影响两者的因素有尺寸h 和h 1,故jb ?由两部分组成: φD 半径的变化产生2 D ? 尺寸h 1变化产生12h T ,所以 122 h jb T D +?= ? 底平面,对刀基准(2)基准位置误差jw ? 定位基准为工件为与定位基准接触的支承板的工作表面,不记形状误差, 则有 0=?jw 所以槽底尺寸h 的定位误差为 122 h dw T D +?= ? 例3-4 有一批直径为0 d T d -φ的工件如图3.27所示。外圆已加工合格,今用V 形块定位铣宽度为b 的槽。若要求保证槽底尺寸分别为1L 、2L 和3L 。试分别分析计算这三种不同尺寸要求的定位误差。 解:(1)首先计算V 形块定位外圆时的基准位置误差jw ? 在图3.26中,对刀基准是一批工件平均轴线所处的位置O 点,设定位基准为外圆的轴线,加工精度参数的方向与21O O 相同,则基准位置误差jw ?为图中O 1 点到O 2点的距离。在ΔO 1CO 2中,2 2212α =∠= O CO T CO d ,,根据勾股定理求得 2 21sin 2α d jw T O O E = =?=? (2)分别计算图3.27三种情 况的定位误差 ①图a )中1L 尺寸的定位误差 2 )(2 sin 2sin 20 1αα d L dw d jw jb T T E B = ?= ?=?=?=? ②图b )中2L 尺寸的定位误差 L 2 L 3 L 1 0d T d -φ b 图3.27 V 形块定位外圆时定位误差的计算 图3.25 内键槽槽底尺寸定位误差计算 图3.26 V 形块定位外圆时 基准位置误差jw ?的计算 1—最大直径 2—平均直径 3—最小直径 B A α/ 2 1 C 3 2 O 2 O O
定位误差计算
例题一:如下图所示零件,外圆及两端面已加工好(外 圆直径0 1.050-=D ) 。现加工槽 B ,要求保证位置尺寸 L 和 H ,不考虑槽底面斜度对加工质量的影响。试求: 1)确定加工时必须限制的自由度; 2)选择定位方法和定位元件,并在图中示意画出; 3)计算所选定位方法的定位误差。
解: ① 必须限制4个自由度:Z X Z Y ,,, 。 ② 定位方法如下图所示。 ③ 定位误差计算: 对于尺寸H : 工序基准是外圆下母线 定位基准是外圆下母线 限位基准是与外圆下母线重合的一条线(也可认为是一个平面) 因此: 基准不重合误差0=?jb 基准位移误差0=?jy 所以定位误差0=?DW 同理,对于尺寸L 其定位误差 :0=DW ?
例题二:如下图所示齿轮坯,内孔及外圆已加工 合格(025 .0035+=φD mm ,0 1.080-=φd mm ),现在插床 上以调整法加工键槽,要求保证尺寸2 .005.38+=H mm 。试计算图示定位方法的定位误差(忽略外圆与 内孔同轴度误差)。 解:工序基准是D 孔下母线;定位基准是D 轴中心线;限位基准V 型块的对称中心(垂直方向上)。定位误差计算如下: 1、基准不重合误差:T D /2; 2、基准位移误差:0.707Td 0825 .0025.05.01.07.05.07.0=?+?=?+?=?D d DW T T
(mm) 例题三:a)图工件设计图。试分别计算按b)、c)、d)三种定位方式加工尺寸A 时的定位误差。
. 例题四:计算以图示定位方案加工尺寸A时的定位误差。