热风炉燃烧温度控制系统的设计
工号:JG-0054889
酒钢炼铁保障作业区
论文设计
题目热风炉燃烧温度控制系统设计
厂区炼铁厂
作业区保障作业区
班组维护班
姓名陈现伟
2011 年05 月08 日
论文设计任务书
职工姓名:陈现伟工种:维护电工
题目: 热风炉燃烧温度控制系统的设计
初始条件:炼铁高炉采用内燃式热风炉,燃烧所采用的燃料为高炉煤气和转炉
煤气。两种燃料混合后进入热风炉燃烧室,再与助燃空气一起燃烧,要求向高炉送风温度达到1350℃,则炉顶温度必须达到1400℃±10℃。
要求完成的主要任务:
1、了解内燃式热风炉工艺设备
2、绘制内燃式热风炉温度控制系统方案图
3、确定系统所需检测元件、执行元件、调节仪表技术参数
4、撰写系统调节原理及调节过程说明书
时间安排
4月29-30日选题、理解设计任务,工艺要求。
5月1-3日方案设计
5月4-7日参数计算撰写说明书
5月8日整理修改
主管领导签字:年月日
目录
摘要.............................................................. I 1内燃式热风炉工艺概述. (1)
2热风炉温度串级控制总体方案 (2)
2.1内燃式热风炉送风温度控制方案选择... (2)
2.2内燃式热风炉温度串级控制系统框图 (4)
3系统元器件选择 (4)
3.1温度变送器 (5)
3.2温度传感器 (5)
3.3控制器及调节阀 (6)
3.3.1调节阀的选择 (6)
3.3.2控制器即调节器的选择 (6)
4参数整定及调节过程说明 (7)
4.1参数整定 (7)
4.2调节过程说明 (8)
学习心得及体会 (10)
参考文献 (11)
摘要
过程控制通常是指连续生产过程的自动控制,是自动化技术中最重要的组成部分之一。过程控制的主要任务是对生产过程中的有关参数(温度、压力、流量、物位、成分、湿度、pH值和物性等)进行控制,使其保持恒定或按一定规律变化,在保证产品质量和生产安全的的前提下,使连续性生产过程自动地进行下去。由于控制对象的特殊性,除了具有一般自动化所具有的共性之外过程控制系统相对于其他控制系统还具有以下特点:控制对象复杂、控制要求多样;控制方案丰富;控制多属慢过程参数控制;定值控制是过程控制的一种主要控制形式;过程控制系统由规范化的过程检测控制仪表组成。
本次课程设计是炼铁生产中负责给高炉送风的内燃式热风炉燃烧温度控制系统的设计。在课程设计的任务中给出了向高炉送风的温度要求,同时要满足送风温度则需炉顶温度达到某一要求,因此本温度控制系统采用串级控制系统,因为随着燃料流量的变化,首先影响的是炉壁温度的变化,然后通过传热过程逐渐影响向高炉的送风温度,从燃料流量变化经过三个变量后,才引起送风温度的变化,这个通道时间常数很大,反应缓慢,而采用串级控制恰好能克服这一缺点,故而本温度控制系统采用串级温度控制系统。
关键字:过程控制热风炉串级控制
热风炉温度串级控制系统的设计1内燃式热风炉工艺概述
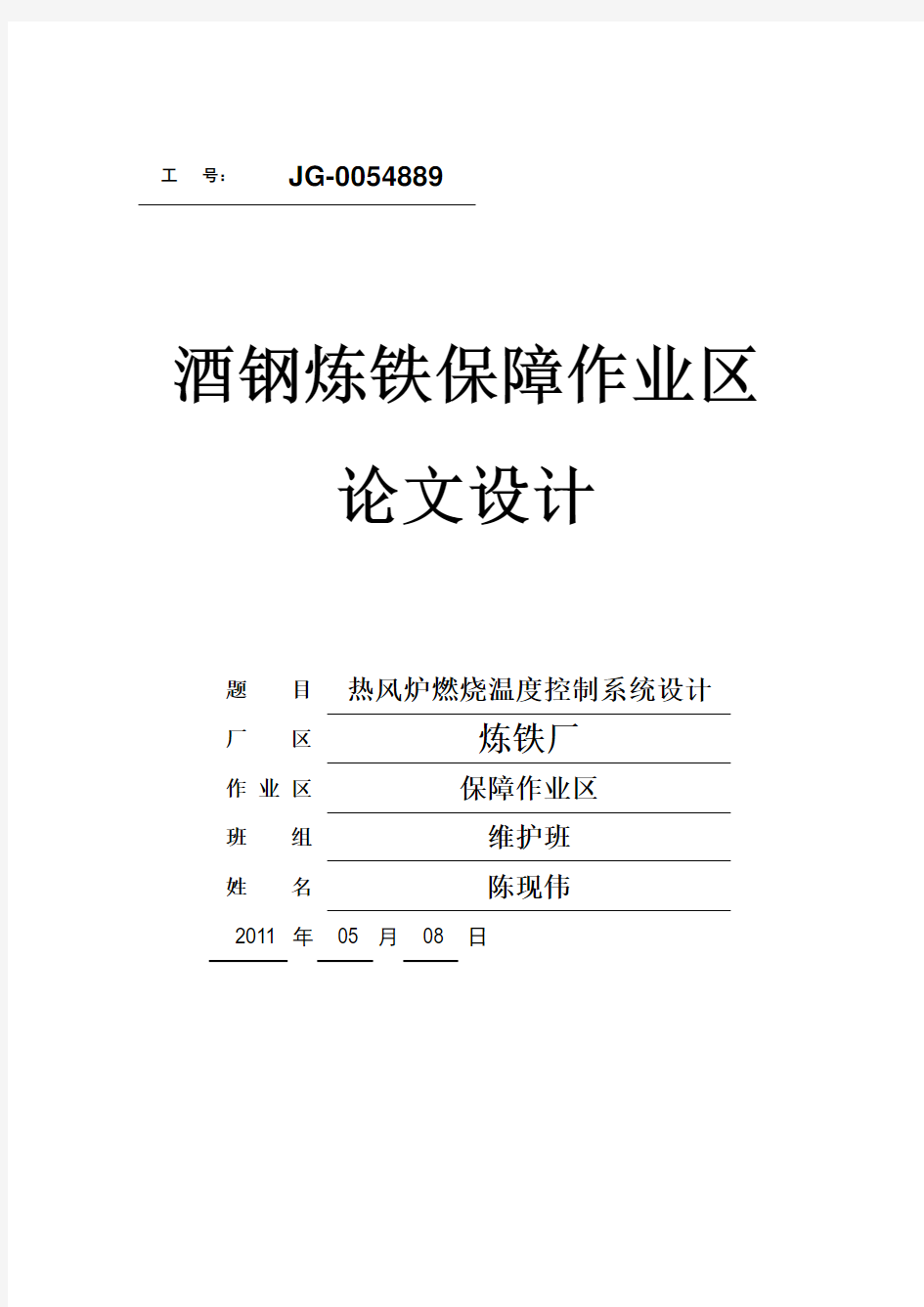
图1-1热风炉、高炉炼铁工艺图
如图1-1所示为热风炉、高炉冶铁,近年来我国炼铁生产技术取得了长足进步 ,但是热风的温度提高不大 ,生产的钢铁质量与国际水平仍然有差距。因此热风的温度控制便成为制约炼铁质量的主要因素。我国大多数钢铁企业风温低的主要原因有:热风炉老化严重;高热值煤气缺乏;热风炉潜力没有充分发挥;高炉接收风温的能力低等。煤气热值低是提高风温的主要困难 ,随着高炉的大型化 ,原料的改善 ,操作的改进 ,高炉煤气的物理和化学性能越来越被高炉充分利用 ,致使高炉煤气日益贫化 ,许多现代化高炉的煤气热值已经降低很多,而高热值煤气(焦炉煤气、天燃气等)的短缺情况会越来越严重 ,因此 ,如何利用低热值煤气获得较高的风温,在我国具有特殊的意义。实现煤气的合理燃烧 ,才能将其能量充分利用热风炉才有可能在消耗同样煤气量情况下 ,蓄到更多的热量 ,为提高送风温度创造条件。由于高炉的操作或炉况等种种原因 ,造成煤气压力不稳定 ,煤气热值也往往存在波动 ,因而热风炉燃烧控制是热风炉最难、最关键的控制环节之一 ,燃烧控制得好坏将直接影响到热风炉的拱顶温度
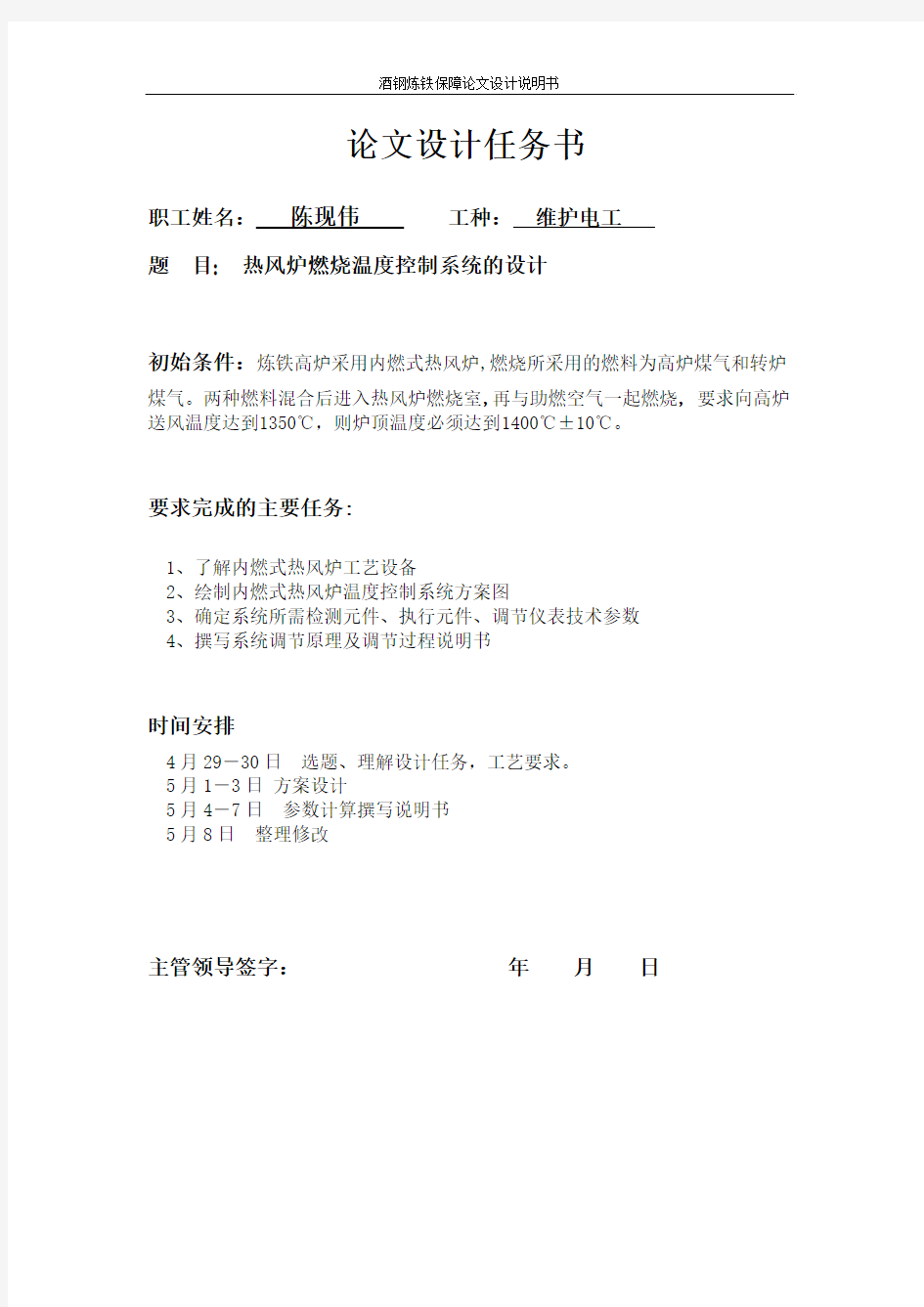
及燃烧的热效率,从而对高炉送风温度产生影响,最终对高炉炼钢的质量产生影响,故内燃式热风炉的温度控制显得至关重要,热风炉的种类很多,下图1-2
图1-2无管式热风炉结构示意图 所示为热风炉的一种形式。在图中数字1到10所代表的分别是:炉排、炉门、燃烧室、壳体、散热片、冷风罩、冷风进口、炉蕊、热风出口和排烟口。 2热风炉温度串级控制总体方案
2.1内燃式热风炉送风温度控制方案选择
热风炉是高炉冶铁工艺中的重要组成部分,其向高炉的送风温度对对高炉冶铁质量有重要影响,因此其温度控制也显得非常重要。内燃式热风炉所用燃料为高炉煤气和转炉煤气的混合气体,另外还有助燃空气,本设计要求向高炉送风温度达到1350 ℃,为满足要求炉顶温度必须达到1400 ℃±10℃。在该温度控制系统中要求按照相关的计算使助燃空气无论在燃料流量为多少时皆使其充分燃烧,故不再考虑其影响,从而混合煤气的流量Q 为控制变量,而影响送风温度的干扰则有冷风流量()1f t 、冷风入口温度()2f t 、燃料压力()3f t 和燃料热值()4f t 。
如果以向高炉送风温度()1n t 为被控参数,仅根据送风温度变化来控制燃料阀门开度,通过改变燃料流量将送风温度控在规定的数值上,那么这是一个简单的控制系统,当燃料压力或燃料热值变化时,先影响炉顶的温度,然后通过传热
逐渐影响送风温度,从燃料流量变化经过三个变量后,才引起送风温度变化,这个通道时间常数很大,反应缓慢。而温度调节器是根据送风温度()1n t 与设定值的偏差进行控制,当燃料部分出现干扰后,该控制系统并不能及时产生控制作用,克服干扰对()1n t 的影响,控制质量差,因为本设计对送风温度要求较为严格,故该方案不予采用。
而当以炉顶温度()2n t 为被控参数时,会使控制通道容量滞后减少,对来自燃料的干扰()3f t 、()4f t 的控制作用比较及时,但炉顶温度毕竟不能真正代表热风炉的送风温度,即使炉顶温度稳定,冷风本身的流量或入口温度仍会影响送风温度,这是因为来自冷风的干扰()1f t 、()2f t 并没有包含在该控制系统的反馈回路内,控制效果仍无法达到生产工艺要求,故也不予采用。
综上所述,单独以送风温度或炉顶温度为被控参数都不能满足工艺要求,故只有将两者结合起来才能弥补各自的缺陷,这就是本设计所要采用的串级控制系统,其简单控制结构图如下图2-1所示:
图2-1热风炉串级温度控制系统
在串级控制系统中,由于引入了副回路,不仅能迅速克服作用于副回路内的干扰,也能加速克服回路的干扰。副回路具有先调、粗调、快调的特点;主回路具有后调、细调、慢调的特点,对副回路没有完全克服掉的干扰影响能彻底加以消除。
由于主副回路相互配合、相互补充,使控制质量显著提高。
2.2内燃式热风炉温度串级控制系统框图
该设计的内燃式温度串级控制系统结构框图如下图2-2所示:
图2-2热风炉温度串级控制系统框图
根据系统框图,内燃式热风炉温度串级控制系统的控制原理简单分析如下:
(1)燃料压力()3f t 、燃料热值()4f t 发生扰动——干扰进入副回路。
(2)冷风流量()1f t 、冷风入口温度()2f t 发生扰动——干扰进入主回路。
(3)干扰同时作用于副回路和主回路:[1]在干扰作用下,主、副参数()1n t 、()2n t 的变化方向相同,即同时增加或同时减小;[2]在干扰作用下,主副参数()1n t 、()2n t 的变化方向相反,一个增加,一个减少。
3系统元器件选择
在本设计中所选用的主被控参数为热风炉向高炉送风温度()1n t ,辅助被控参数为炉顶温度()2n t ,同时影响炉顶温度的因素主要有高炉煤气和转炉煤气流量Q 、助燃空气流量1Q 两个因素,且在本设计中我们通过相关计算满足在燃料任何流量下都使其充分燃烧,故不再考虑燃料的影响,所以高炉煤气和转炉煤气在生产中起主导地位,且也是两种因素中最为昂贵的物料,因此选择高炉煤气和转炉煤气流量Q 为系统的控制变量,而温度控制
系统的各控制元件选择如下。
3.1温度变送器
过程控制系统中用于参数检测的传感器、变送器是系统中获取信息的装置。传感器、变送器完成对被控对象参数以及其他一些参数、变量的检测,并将测量信号传送至控制器。测量信号是调节器进行控制的基本依据,被控参数迅速、准确的测量是实现高性能的重要条件。测量不准确或不及时、会产生失调、误差或调解不及时,影响之大不容忽视。传感器与变送器设备的选择和使用主要依据检测参数的性质以及控制系统设计的总体功能要求。被检测参数的性质、测量精度、响应速度要求以及对控制性能要求都影响传感器、变送器的选择和使用。
温度变送器有DDZ -III 型温度变送器 ,一体化温度变送器 ,智能式温度变送器等等,本设计选用DDZ -III 型热电偶温度变送器。
3.2温度传感器
热电偶是工业上最常用的高温温度检测元件之一,热电偶工作原理是基于赛贝克效应,即两种不同成份的均质导体为热电极,温度较高的一端为工作端,温度较低的一端为自由端,自由端通常处于某个恒定的温度下,如两连接端温度不同,则在回路内产生热电流的物理现象。其优点是:
[1]测量精度高。因热电偶直接与被测对象接触,不受中间介质的影响。
[2]测量范围广。常用的热电偶从-50~+1600℃均可边续测量,某些特殊热电 偶最低可测到-269℃(如金铁镍铬),最高可达+2800℃(如钨-铼)。
[3]构造简单,使用方便。热电偶通常是由两种不同的金属丝组成,而且不 受大小和开头的限制,外有保护套管,用起来非常方便。
热电阻是中低温区最常用的一种温度检测器。它的主要特点是测量精度高,性能稳定。其中铂电阻温度传感器精度高,稳定性好,应用温度范围广,是中低温区(-200℃~400℃)最常用的一种温度检测器,,它不仅广泛应用于工业测温,而且被制成标准的基准仪。
本系统的主被控温度为1350℃,同时辅助被控温度为1400℃±10℃。,要求温度上下浮动不超过10℃,对精度有一定要求,因此本系统选择630铂铑铂铑 热电偶测温元件。
3.3控制器及调节阀
3.3.1调节阀的选择
执行器是自动控制系统中的执行环节,在本设计中所用的执行器即为调节阀。自动调节阀按其工作能源形式可分为气动、电动和液动三大类。本设计中用的是气到调节阀,气动调节阀由执行机构和调节机构两部分组装而成,而根据不同要求,阀门的结构形式又有很多种:有直通单座阀、直通双座阀、角阀、隔膜阀、蝶阀、球阀等,最常用的是直通单座阀和直通双座阀。调节阀的流量特性是指流过阀门的流体的相对流量与阀门的相对开度(相对位移)间的关系,即:max Q l f Q L ??= ???
,式中相对流量max Q Q 是调节阀某一开度时流量Q 与全开时流量max Q 之比,相对开度l L 是调节阀某一开度行程l 与全开行程L 之比。
在调节阀的选择中,其气开式与气关式的选择尤为重要,它们的选择原则为:从工艺生产安全考虑,一旦控制系统发生故障、信号中断时,调节阀的开关状态应能保证工艺设备和操作人员的安全。基于此方面的考虑,在本设计中,由于空气保证燃料充分燃烧,为了保证设备的安全,特别是热风炉炉顶的安全,防止燃料流量过大导致炉顶温度过高,故采用气开式调节阀。
3.3.2控制器即调节器的选择
控制器有模拟式控制器如DDZ -III 型仪表、数字式PID 控制器和可编程逻辑控制器,本设计采用DDZ -III 型仪表。调节器是控制系统的判断指挥中心,作用是将被控变量的测量值与给定值相比较并做数学运算,然后将运算结果送往执行器,以实现对被控变量的自动控制,调节器的选型与调节规律的选择对过程控制系统的控制品质有至关重要的影响。
调节器正、反作用方式的选择是在调节阀气开、气关方式确定之后进行的,其确定原则是使整个单回路构成负反馈系统。根据图2-1和2-2的系统结构图及系统框图,又知调节阀为气开式,故调节器的作用方式为正。
在该设计中,有主副两个调节器。在串级控制系统中,主副调节器所起的作用不同,主调节器起定值控制作用,副调节器起随动控制作用。主参数是生产工艺的主要控制指标,它关系到产品的质量,工艺上要求比较严格,一般不
允许有残差,故本设计中主调节器采用PI 调节,以实现主变量无差控制。在该系统中,稳定副参数并不是目的,控制副参数是为了保证和提高主参数的控制质量,对副参数的要求一般不严格,可在一定范围内变化,允许有残差,故本设计副调节器选P 调节就可以了。
4参数整定及调节过程说明
4.1参数整定
串级控制系统从整体上看是定值控制系统,要求主参数有较高控制精度。但副回路是随动系统,要求副参数能准确、快速地跟谁主调节器输出的变化,串级控制系统主、副调节器的参数整定方法有逐步逼近法、两步整定法和一步整定法。因为逐步逼近法较为费时,不再介绍,这里着重介绍后两种方法。
所谓两步整定法,就是让系统处于串级工作状态,第一步按单回路控制系统整定副调节器参数,第二步把已经整定好的副回路视为串级控制系统的一个环节,仍按单回路对主调节器经行一次参数整定。此法整定的参数结果比较准确,能满足主、副参数的要求,但要分两步进行,比较繁琐。
而一步整定法就是根据经验,现将副调节器参数一次调好,不再变动,然后按一般单回路控制系统的整定方法直接整定主调节器参数。由于在该设计中,对主参数的控制质量要求高,对副参数的要求较低,因此整定时不必把过多精力发在副回路上,只要把副调节器的参数置于一定值后,集中精力整定主回路,使主参数达到规定指标就行了。按照经验一次设置的副调节器参数可能不一定合适,但可以通过调节主调节器的放大倍数经行补偿,使最终结果仍然能满足主参数呈现4:1(或10:1)的衰减振荡过程,故热风炉温度串级控制系统采用一步整定法进行参数整定,其步骤如下:
(1) 在生产正常,系统为纯比例运行的条件下,按照总结出的一步整定法副 调节器参数选择范围,将调节器比例度调到某一适当的数值。
(2)利用简单控制系统中任一种参数整定方法整定主调节器的参数(1P 、i T 、d T )。简单控制系统参数整定方法有稳定边界法、衰减曲线法、反应曲线法、经验凑试法等。
(3)在已整定参数(1P 、i T 、d T 、2P )条件下,观察控制过程,适当调节主调节
器的参数,使主参数满足工艺要求。
4.2调节过程说明
在本温度控制系统中,控制变量为燃料的流量,当送风温度及炉顶温度发生变化时,通过调节燃料通道的调节阀来使热风炉的送风温度满足工艺要求,具体调节过程如下。
(1)干扰进入副回路时,燃料压力()3f t 、燃料热值()4f t 引起炉顶温度变化,温度变送器2(图2-1中2T T )及时测量到()2n t 变化,并通过调节器(图2-1中的2T C )及时控制燃料调节阀,使()2n t 很快回到原先的稳定值。当干扰幅度较大时,其大部分影响为副回路所克服,但仍会对送风温度产生一定影响,但引起的偏差幅度要比单回路系统小的多,此时,再通过主调节器(图2-1中的1T C )改变副调节器2T C 的设定值()2x t 进一步调节,可完全消除干扰的影响,使被控参数()1n t 回复到设定值。
(2)干扰进入主回路,冷风流量()1f t 、冷风入口温度()2f t 首先引起送风温度()1n t 变化,温度变送器1(图2-1中的1T T )及时测量到()1n t 的变化,并通过主调节器(图2-1中的1T C )改变副调节器(图2-1中的2T C )的设定值()2x t ,2T C 根据()2x t 的变化调整输出信号改变燃料阀开度,从而改变炉顶温度()2n t ,以校正送风温度()1n t 的变化,使其回复到设定值。
(3)干扰同时作用于主回路和副回路,这时有两种情况:[1]在干扰作用下,主、副参数()1n t 、()2n t 变化方向相同。如果在系统中一方面由于燃料压力()3f t 升高使炉顶温度()2n t 上升,同时由于冷风流量()1f t 减少,使送风温度()1n t 上升。这时主调节器的输出()2x t 由于()1n t 升高而减小使副调节器2T C 设定值减小,副调节器由于测量值()2n t 上升、设定值减小,副调节器设定值()2x t 与炉顶温度()2n t 之间差值更大,副调节器输出大为减少,以使调节阀关的更小,大幅较少燃料供给量,直至主参数()1n t 回复到设定值为止。[2]在干扰作用下,主、
副参数()1n t 、()2n t 变化方向相反。如果在控制系统中,一方面由于燃料压力
()3f t 升高使炉顶温度上升,
另一方面由于冷风流量()1f t 增加,使送风温度()1n t 降低。这时主调节器的测量值()1n t 降低,其输出增大,副调节器设定值()2x t 也随之增大;同时,副调节器的测量值()2n t 在增大,如果两者增量恰好相等,则副调节器输入[()2x t 与()2n t 之差]不变,副调节器输出不变,阀门不需动作;如果两者增量虽不相等,由于能互相抵消一部分,副调节器输入[()2x t 与()2n t 之差]变化较小,副调节器输出变化幅度也较小,调节阀开度只要作较小的改变,即可校正()1n t 的偏差,使其重新回到设定值。
学习心得及体会
本次设计的内燃式燃烧室炉顶温度是高炉送风温度的重要保证,它直接关系到高炉送风温度的高低,燃烧室炉顶温度过高则高炉送风温度过高,影响生产,同时会对生产设备产生一定的损坏;炉顶温度过低,高炉送风温度又达不到生产要求,影响产品的质量。炉顶温度是高炉炼铁重要的质量指标,直接关系到设备的安全和系统的生产效率。热风炉燃烧温度控制系统的目的就是维持燃烧室炉顶出口温度在允许的范围内,保护设备的安全,并使生产过程经济、高效地持续运行。且炉顶温度可以直接测量,所需设备简单。而设计的温度串级控制系统由于引入了副回路,不仅能迅速克服作用于副回路的干扰,也能加速克服主回路的干扰,故能很好的实现生产工艺所要求的温度控制。
在设计过程中,我查阅了许多关于温度串级控制及热风炉生产工艺的书籍和资料,通过此次论文设计,我主要了解了温度串级控制系统的的特点、调节过程的实现,以及如何应用于实际热风炉的生产工艺控制中,这对以后的工作和学习都会有很大的帮助。此次论文设计培养了我查阅资料的好习惯,也扩大了我的知识面,使我收获了很多有用的知识,锻炼了我自己独立设计的能力,是一次难得的学习实践。
最后我想说的是在这次论文设计过程中,我深深感觉到自身知识的匮乏,而且更是体会到一个道理,学习是没有止境的,仅仅靠理论上的学习是远远不够的,我们应该树立处处是学习,时时是学习的观念,不断学习,不断进步,这样才能跟上信息时代各类知识快速发展更新的步伐。
参考文献
[1] 侯志林等主编.过程控制与自动化仪表.北京:机械工业出版社,1998
[2] 吴勤勤主编.控制仪表及装置.北京:化学工业出版社,2002
[3] 何离庆主编.过程控制系统与装置.重庆:重庆大学出版社,2003
[4] 邵裕森等主编.过程控制系统. 北京:机械工业出版社,2003
[5] 金以慧主编.过程控制.北京:清华大学出版社,1993
[6] 丁轲轲主编.自动测量技术.北京:中国电力出版社,2004
[7] 王再英等主编.过程控制系统与仪表.机械工业出版社,2006
热风炉使用安全操作规程示范文本
热风炉使用安全操作规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
热风炉使用安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、使用热风炉时,正确穿戴好劳动保护用品,必须两 人以上进行点火、调节操作; 2、工艺主管或工段负责人必须到现场指导、监控热风 炉使用和控制; 3、首先点火,用木材将煤炭点着,当煤炭烧到比较旺 时,联系中控开启袋收尘风机,打开热风炉出口挡板。 4、在一定时间,根据炉膛内部煤炭着火情况,可以开 启鼓风机,给炉内补充氧气,使煤炭充分燃烧,一般磨入 口温度控制240-2800C,袋收尘入口温度控制在 85~1200C; 5、磨机运行后现场巡检工必须与中控保持密切联系, 不得擅自离岗;
6、关闭热风炉时,先首先中控提前20分钟通知现场停止向内部进行加煤,如遇突然停机时,应立即关闭入磨热风挡板。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
加热炉出口温度控制系统设计
吉林建筑大学城建学院课程设计报告 题目名称加热炉出口温度控制系统设计院(系)电气工程及其自动化 课程名称过程控制工程课程设计 班级电气13-1 学号 学生姓名 指导教师 起止日期2016.6.20-2016.7.1 成绩
目录 摘要 (Ⅰ) ABSTRACT (Ⅱ) 第1章绪论 (1) 1.1 设计目的 (1) 1.2 设计任务 (1) 1.3加热炉温度控制系统简介 (1) 1.4加热炉温度控制系统的发展 (2) 第2章对象模型建立 (4) 2.1 建立数学模型 (4) 2.2控制系统分析 (5) 第3章系统设备选型 (6) 3.1 测量变送器和传感器的选择 (6) 3.2执行器的选择 (6) 3.3控制器的选择 (6) 第4章控制器参数整定及Simulink仿真 (9) 4.1控制器参数整定 (9) 4.2Simulink仿真 (11) 结论 (12) 致谢 (13) 参考文献 (14)
摘要 随着我国国民经济的快速发展,加热炉的使用范围越来越广泛。随着网络技术的发展和整个工厂完全实现两级自动化管理,在过程级上通过相应的终端了解任何一个设备或任何一个装置的控制情况以及生产情况。过程控制系统在加热炉系统中得到广泛的应用,它是加热炉控制系统的重要部分,是对以及控制系统的一个总领和扩充。现代加热炉的生产过程可以实现高度的过程控制,以保证在加热过程中温度的准确控制,这就为工业生产提供了有利条件。加热炉是工业生产中的一个重要装置,它的任务是把原料加热到一定温度,以保证下道工序的顺利进行。因此加热炉的温度控制起着举足轻重的作用。 关键词:加热炉;过程控制系统;温度控制
热风炉送风温度控制系统的设计说明
学号: 课程设计 题目热风炉送风温度控制系统设计 学院自动化学院 专业自动化卓越工程师 班级自动化zy1201班 姓名 指导教师傅剑 2015 年12 月8 日
课程设计任务书 学生:专业班级:自动化zy1201 指导教师:傅剑工作单位:理工大学 题目: 热风炉送风温度控制系统的设计 初始条件:炼钢高炉采用燃式热风炉,燃烧所采用的燃料为高炉煤气和转炉煤 气。两种燃料混合后进入热风炉燃烧室,再与助燃空气一起燃烧,要求向高炉送 风温度达到1350 ℃,则炉顶温度必须达到1400 ℃±10℃。 要求完成的主要任务: 1、了解燃式热风炉工艺设备 2、绘制燃式热风炉温度控制系统方案图 3、确定系统所需检测元件、执行元件、调节仪表技术参数 4、撰写系统调节原理及调节过程说明书 时间安排 11月3日选题、理解课题任务、要求
11月4日方案设计 11月5日-11月8日参数计算撰写说明书 11月9日答辩 指导教师签名:年月日 系主任(或责任教师)签名:年月日 目录 前言 (1) 1.热风炉工艺 (2) 1.1主要结构............................................................................. .. (2) 1.2工作方式 (3) 1.2.1 直接式高净化热风炉 (3) 1.2.2 间接式热风炉 (3) 1.3工作原理 (3) 1.4高炉炼铁、转炉炼钢工艺流程 (4) 2.热风炉温度控制方案设计 (7) 2.1熟悉工艺过程,确定控制目标 (7) 2.2选择被控变量 (7) 2.3选择操纵变量 (7)
热风炉燃烧温度控制系统的设计.
工号:JG-0054889 酒钢炼铁保障作业区 论文设计 题目热风炉燃烧温度控制系统设计 厂区炼铁厂 作业区保障作业区 班组维护班 姓名陈现伟 2011 年05 月08 日
论文设计任务书 职工姓名:陈现伟工种:维护电工 题目: 热风炉燃烧温度控制系统的设计 初始条件:炼铁高炉采用内燃式热风炉,燃烧所采用的燃料为高炉煤气和转炉 煤气。两种燃料混合后进入热风炉燃烧室,再与助燃空气一起燃烧,要求向高炉送风温度达到1350℃,则炉顶温度必须达到1400℃±10℃。 要求完成的主要任务: 1、了解内燃式热风炉工艺设备 2、绘制内燃式热风炉温度控制系统方案图 3、确定系统所需检测元件、执行元件、调节仪表技术参数 4、撰写系统调节原理及调节过程说明书 时间安排 4月29-30日选题、理解设计任务,工艺要求。 5月1-3日方案设计 5月4-7日参数计算撰写说明书 5月8日整理修改 主管领导签字:年月日
目录 摘要.............................................................. I 1内燃式热风炉工艺概述. (1) 2热风炉温度串级控制总体方案 (2) 2.1内燃式热风炉送风温度控制方案选择... (2) 2.2内燃式热风炉温度串级控制系统框图 (4) 3系统元器件选择 (4) 3.1温度变送器 (5) 3.2温度传感器 (5) 3.3控制器及调节阀 (6) 3.3.1调节阀的选择 (6) 3.3.2控制器即调节器的选择 (6) 4参数整定及调节过程说明 (7) 4.1参数整定 (7) 4.2调节过程说明 (8) 学习心得及体会 (10) 参考文献 (11)
燃烧控制系统的设计(DOC)
目录 一绪论...................................................................................................................................... 二燃烧控制系统的设计 2.1燃烧过程控制任务 2.2燃烧过程调节量 2.3燃烧过程控制特点 三燃料控制系统 ........................................................................................................................ 3.1燃料调节系统...................................................................................................................... 3.2燃料调节——测量系统...................................................................................................... 3.3给煤机指令.......................................................................................................................... 四600MW火电机组DCS系统设计 4.1 电源部分 4.2 通信部分 4.3 系统接地 4.4 软件部分 五结论................................................................................................................................... 参考文献...................................................................................................................................
2021新版热风炉安全操作规程及注意事项
2021新版热风炉安全操作规程 及注意事项 Safety management is an important part of enterprise production management. The object is the state management and control of all people, objects and environments in production. ( 安全管理 ) 单位:______________________ 姓名:______________________ 日期:______________________ 编号:AQ-SN-0336
2021新版热风炉安全操作规程及注意事项 1、安全操作规程 (1)点火前检查: A、热风炉点火前必须进行下列检查,检查燃烧室内部炉墙拱坡、看火门是否正常。 B、检查鼓风机管道、调风门是否畅通灵活,运转方向是否正确,检查完毕后,应将鼓、引风道、调节门和其它检查门全部关闭。 C、检查鼓、引风机联轴器是否完好,地脚螺栓是否紧固,轴承油位是否正常,润滑脂是否洁净。 D、启动鼓、引风机,检查风机电动机运转情况。 E、检查炉排是否完整清洁,检查炉排转动轴和减速器润滑情况。 F、检查炉排前煤斗弧形闸门、煤层闸门及煤层厚度指示装置是
否良好。 G、检查完毕后启动试运行,炉排速度由慢到快运行一周良好为止。 (2)升火 A、开启煤斗弧形闸门,调整给煤闸板的给煤厚度,然后启动炉排。 B、将木柴和引火物铺在火层上,木柴和老鹰铁之间的炉排上铺一层薄炉灰。 C、点燃引火物,把火送到炉膛前部,停止炉排转动,炉膛负压应保持在0~39.2Pa. D、在前拱温度升到能点燃煤时,调整煤闸门,保持煤层所需厚度以加速燃烧。 E、燃煤移动到第二风门时,将第二风门适当开启,当燃煤移动到第三、第四风门时,依次适当开启第三、四风门。燃烧移动到最后风门时,煤已基本燃尽,风门视其燃烧情况少开或不开。 F、火铺满炉后,适当增加鼓、引风量,相应提高炉排的转动速
加热炉温度控制系统
目录 一、工艺介绍 (2) 二、功能的设计 (4) 三、实现的情况以及效果 (6)
一、工艺介绍 在钢厂中轧钢车间在对工件进行轧制前需要将工件加热到一定的温度,如图1表示其中一个加热段的温度控制系统。在图中采用了6台设有断偶报警的温度变送器、3台高值选择器、1台加法器、1台PID调节器和1台电器转换器组成系统。 利用阶跃响应便识的,以控制电流为输入、加热炉温度为输出的系统的传递函数为: 温度测量与变送器的传递函数为: 由于,因此,上式中可简化为: 在实际的设计控制系统时,首先采用了常规PID控制系统,但控制响应超调量较大,不能满足控制要求。
图1 对如图1所示的加热炉多点平均温度系统采用可变增益自适应纯滞后补偿进行仿真。 加入补偿环节后,PID调节器所控制的对象包括原来的对象和补偿环节两部分,于是等效对象的特性G(s)可以写成: 即补偿后的广义被控对象不在含有纯延迟环节,所以,采用纯滞后的对象特性比原来的对象容易控制的多。 但实际应用中发现,加热锅炉由于使用时间长短不同及处理工件数量不同,会引起特性变化,导致补偿模型精度降低,从而使纯滞后补偿特性变差,很难满足实际生产的稳定控制要求。
为改善调节效果,在控制线路中加入两个非线性单元——除法器与乘法器,构成如图所示的加热炉多点温度控制纯滞后自适应控制系统。 二、功能的设计 1、系统辨识 经辨识的被控对象模型为: 所以,带可变增益的自适应补偿控制结构框图如图
图2 加热炉多点温度控制纯滞后自适应补偿系统控制框图2、无调节器的开环系统稳定性分析 理想情况下,无调节器的开环传递函数为: 上式中所示广义被控对象的Bode图如下图所示。 图3
热风炉工艺流程图
高炉热风炉技术操作规程 2009-09-21 13:26:12 来源: 作者: 【大中小】浏览:6207次评论:1条 一、热风炉技术操作规程 (一)烧炉和送风制度 1 烧炉制度 (1) 炉顶温度1250℃~1300℃ (2) 烟道温度350℃~380℃ (3) 高炉煤气压力8℃~9℃ 2 烧炉原则: (1) 以煤气流量和烟道残氧仪显示值(应在0.3~0.8%)为参考调节助燃空气,在烧炉初期使炉顶温度尽快达到规定值,以后控制炉顶温度,提高烟道温度,提高热量储备,满足高炉的需要. (2) 烧炉初期应尽量加大煤气量和空气量,实现快速烧炉. (3) 炉顶温度达到规定值时应加大空气量来保持炉顶温不在上升,使炉子中、下部温度上升,扩大蓄热量. (1) 烟道温度达到规定值时,应减小煤气量和空气量,保持烟道温度不在上升,顶温和烟道温度都达到规定值则转入闷炉. (2) 高炉使用风温低,时间在4小时以上时,可采取小烧或者适当增加并联送风时间. (3) 烧炉要注意煤气压力,发现煤气压力低时要和净化室联系提高压力,当煤气压力低于3Kpa时,要停止烧炉. (4) 热风炉顶温度低于700℃时,烧炉要用焦炉煤气引火. 3送风制度: (1)正常情况:四座热风炉同时工作,采用交叉并联送风运行方式,风温使用较低或一座热风炉因故障停用时,可临时采用两烧一送的运行方式,运行方式的改变需工长批准。长期改变运行方式要经工段长批准。 (2) 一个炉子的换炉周期为1.5小时,换炉时间按作业表进行,改变换炉周期应经工段批准,一定要先送风后烧炉. (3) 换炉时,风压波动〈5Kpa,波动超过范围,要立即查清原因(如冲压不当、换炉操作失误等). (4) 在送风或换炉中,风压和风量突然下降,可能鼓风机失常,应及时报告值班工长,风压降到20Kpa时,立即关闭冷风大闸. (二)热风炉换炉操作选择 (1)手动操作(一般在正常情况下不使用). (2)机旁操作箱手动操作(特殊情况下使用). (3)操作室手动(遥控手动),自动失常情况下使用. (4)半自动操作(温度控制或特殊情况). (5)全自动操作(定时换炉). (6)单炉自动操作. (7)自动烧炉与停烧. (8)交叉并联送风. 注:操作制度经过同意可以互换,操作方法可根据需要选择. (三)热风炉换炉操作顺序 1.燃烧转送风
热工控制系统课程设计样本
热工控制系统课程设计 题目燃烧控制系统 专业班级: 能动1307 姓名: 毕腾 学号: 02400402 指导教师: 李建强 时间: .12.30— .01.12
目录 第一部分多容对象动态特性的求取 (1) 1.1、导前区 (1) 1.2、惰性区 (2) 第二部分单回路系统参数整定 (3) 2.1、广义频率特性法参数整定 (3) 2.2、广义频率特性法参数整定 (5) 2.3分析不同主调节器参数对调节过程的影响 (6) 第三部分串级控制系统参数整定....................... (10) 3.1 、蒸汽压力控制和燃料空气比值控制系统 (10) 3.2 、炉膛负压控制系统 (10) 3.3、系统分析 (12) 3.4有扰动仿真 (21) 第四部分四川万盛电厂燃烧控制系统SAMA图分析 (24) 4.1、送风控制系统SAMA图简化 (24) 4.2、燃料控制系统SAMA图简化 (25) 4.3、引风控制系统SAMA图简化 (27) 第五部分设计总结 (28)
第一部分 多容对象动态特性的求取 某主汽温对象不同负荷下导前区和惰性区对象动态如下: 导前区: 136324815.02++-S S 惰性区: 1 110507812459017193431265436538806720276 .123456++++++S S S S S S 对于上述特定负荷下主汽温导前区和惰性区对象传递函数, 能够用两点法求上述主汽温对象的传递函数, 传递函数形式为 w(s)= n TS K )1(+,再利用 Matlab 求取阶跃响应曲线, 然后利用两点法确 定对象传递函数。 1.1 导前区 利用MATLAB 搭建对象传递函数模型如图所示:
热风炉工岗位安全操作规程通用版
操作规程编号:YTO-FS-PD860 热风炉工岗位安全操作规程通用版 In Order T o Standardize The Management Of Daily Behavior, The Activities And T asks Are Controlled By The Determined Terms, So As T o Achieve The Effect Of Safe Production And Reduce Hidden Dangers. 标准/ 权威/ 规范/ 实用 Authoritative And Practical Standards
热风炉工岗位安全操作规程通用版 使用提示:本操作规程文件可用于工作中为规范日常行为与作业运行过程的管理,通过对确定的条款对活动和任务实施控制,使活动和任务在受控状态,从而达到安全生产和减少隐患的效果。文件下载后可定制修改,请根据实际需要进行调整和使用。 一、操作 1、点火:在炉膛中放进10—15公斤引火木柴,点燃5—10分钟,火旺后即可加煤,先开引烟机,10分钟后再开主机,使之进入正常燃烧。 2、加煤:一般情况下10—20分钟加一次煤,半小时按燃烧情况勾一次炉,清除炉渣,加煤时布煤要均匀。 3、温按监测:随时观察温按仪表指示温度(低温设定在40—60度之间,高温设定在80—120度之间) 4、停烧压火:停烧前应清渣、加煤、先停引烟机,20分钟再停主风机,并打开炉门。适当控制出灰来封火可达八小时,再运行不必重新点火。 二、维护保养 1、正常工作时,不允许突然停主机,必须停机时也要先停引烟机,待炉膛内温度下降到65度时才能停主风机。 2、主风机、引烟机需要注油部位定期要注油(脂),每周注油一次;每月进行一次全面检查,发现问题及时检修。
加热炉温度控制系统设计
过程控制系统课程设计 设计题目加热炉温度控制系统 学生姓名 专业班级自动化 学号 指导老师 2010年12月31日 目录 第1章设计的目的和意义 (2) 第2章控制系统工艺流程及控制要求 (2) 2.1 生产工艺介绍
2.2 控制要求 第3章总体设计方案 (3) 3.1 系统控制方案 3.2 系统结构和控制流程图 第4章控制系统设计 (5) 4.1 系统控制参数确定 4.2 PID调节器设计 第5章控制仪表的选型和配置 (7) 5.1 检测元件 5.2 变送器 5.3 调节器 5.4 执行器 第6章系统控制接线图 (13) 第7章元件清单 (13) 第8章收获和体会 (14) 参考文献 第1章设计的目的和意义 电加热炉被广泛应用于工业生产和科学研究中。由于这类对象使用方便,可以通过调节输出功率来控制温度,进而得到较好的控制性能,故在冶金、机械、化工等领域中得到了广泛的应用。 在一些工业过程控制中,工业加热炉是关键部件,炉温控制精度及其工作稳定
性已成为产品质量的决定性因素。对于工业控制过程,PID 调节器具有原理简单、使用方便、稳定可靠、无静差等优点,因此在控制理论和技术飞跃发展的今天,它在工业控制领域仍具有强大的生命力。 在产品的工艺加工过程中,温度有时对产品质量的影响很大,温度检测和控制是十分重要的,这就需要对加热介质的温度进行连续的测量和控制。 在冶金工业中,加热炉内的温度控制直接关系到所冶炼金属的产品质量的好坏,温度控制不好,将给企业带来不可弥补的损失。为此,可靠的温度的监控在工业中是十分必要的。 这里,给出了一种简单的温度控制系统的实现方案。 第2章控制系统工艺流程及控制要求 2.1 生产工艺介绍 加热炉是石油化工、发电等工业过程必不可少的重要动力设备,它所产生的高压蒸汽既可作为驱动透平的动力源,又可作为精馏、干燥、反应、加热等过程的热源。随着工业生产规模的不断扩大,作为动力和热源的过滤,也向着大容量、高参数、高效率的方向发展。 加热炉设备根据用途、燃料性质、压力高低等有多种类型和称呼,工艺流程多种多样,常用的加热炉设备的蒸汽发生系统是由给水泵、给水控制阀、省煤器、汽包及循环管等组成。 本加热炉环节中,燃料与空气按照一定比例送入加热炉燃烧室燃烧,生成的热量传递给物料。物料被加热后,温度达到生产要求后,进入下一个工艺环节。 加热炉设备主要工艺流程图如图2-1所示。
热风炉精细化烧炉控制技术
技术秘密全文 一、技术秘密名称:热风炉精细化烧炉控制技术 二、股份公司原有技术及存在的问题 现有大中型高炉的热风炉一般为四座热风炉,采用两烧两送方式工作,烧炉采用DCS(即Distributed control system,直译为分散控制系统)进行控制的,对煤气和空气采取双闭环比值控制的方式进行配比燃烧,由操作工根据拱顶温度的变化情况及废气残氧量不定时地修改空燃比。为了满足高炉对高风温的需要。一般采用尽量提供足够的焦炉煤气或热值较高的转炉煤气,采用废气含氧量加双闭环比值控制和过量氧气系数的办法来满足自动控制和高风温的需要。 在热风炉作业中要保护设备而须管理格子砖温度分布,此外还因使能耗最小而需在燃烧时对煤气流量作最优设定。前者除了保护拱顶使不超上限温度外,由于硅变形点为1350℃以下,为防止达到此温度时硅砖膨胀而破裂,还须在送风末期管理这一温度。现有技术的热风炉煤气等流量自动设定主要是按热平衡和检测数据来计算送风终了时的蓄热量,但没有足够精确度的残热推断和温度分布的数学模型,为此还需手动设定。 但上述方法不足在于: 使用方法(1)无法用最经济简单方法提供尽可能高温度的热风。而最经济科学的方法是,尽可能多的使用高炉煤气,并且在保证高风温情况下尽可能减少焦炉或转炉煤气的使用量。 使用方法(2)由于其使用废气烟道中装有的残氧量测量仪对残氧量进行闭环跟踪调节,由于其控制输入参数为已发生,因此调节反映较慢,不利于节
约能源,同时此也不能满足最佳空燃比所要求的精度。 三、国内外解决同类问题的技术方案 目前国内高炉热风炉的烧炉控制方式因建炉时间和体积的不同以及不同钢铁企业之间,其控制水平千差万别,但目前均无法真正实现烧炉的自动控制,主要有以下几种控制方式: A、采用分立仪表控制的,多见于一些比较老的中小高炉(100-1000m3)上,这部分热风炉燃烧控制都是手工调节,燃烧效果的好坏取决于热风炉操作工的“勤心”、“细心”、“精心”。根本谈不上自动控制。 B、采用PLC或DCS进行控制的,多见于后期新建或大修后改造过,有些企业对煤气和空气的配比燃烧采取双闭环比值控制的方式,或分别采用单回路自动控制,由操作工根据拱顶温度的变化情况不定时地修改空燃比,以提高拱顶温度。但是煤气热晗值的变化是比较频繁的,尽管有经验丰富且勤快的操作工经常操作,也难于保证给出的空燃比是最佳的,何况要保持其长期性。加上调节阀频繁动作,容易损坏。因此热风炉的烧炉控制根本无法达到最优。虽然部分热风炉采用新的工艺技术,使热风炉送出的风温较高,多在1050-1250℃之间,甚至更高,但是还是无法使热风炉的烧炉真正实现自动控制,并使得空燃比随时处于最佳值。 C、国内部分高炉操作水平很高的企业,对热风炉自动烧炉和对风温要求自然也很高,因此想尽办法提高风温并实现自动烧炉,除热风炉采用新的工艺技术外,在烧炉控制上除采取上述双闭环比值控制外,还增加煤气热值仪和废气分析仪,这样从理论上可以实现自动烧炉。但是煤气热值仪和废气分析仪滞后大、控制精度低、稳定性差、维护量极大,在自动烧炉和风温的提
热风炉系列测温系统
YT-RFL系列热风炉拱顶测温系统 一、系统引言 目前,我国热风炉拱顶温度大多采用热电偶测量。由于热电偶的使用环境(高温,高压)和结构的限制,在温度波动大、振动及安装方式等诸多因素的影响下,造成热电偶寿命短、维护费用高等缺点。 亚泰公司开发出一种专用于热风炉拱顶温度测量的红外测温系统。它可以长期稳定可靠的工作,从而克服热电偶测温的种种缺陷。用户使用结果证明该系统测温精确、经济实用。 二、系统特点 基本免维护运行成本极低 连续自动测温抗十二级大风 不需要循环水无需净化吹扫风 220V交流供电 三、系统用途
四、系统技术参数 1、测温范围:350~2000℃ 2、测量精度:±(0.30%测量值+1℃);测量值单位为K 3、重复精度:±(0.10%测量值+1℃);测量值单位为K 4、响应时间:1mS或10mS可选 5、光学分辨率:300:1 6、信号处理:峰值,谷值保持和平均值 7、输出方式:同时模拟和数字输出,双向RS485通讯 8、环境等级:NEMA-4 五、应用实例 右图是安装在某钢铁公司炼铁厂热风 炉的热电偶和红外测温仪的实时测温比较。 红外测温仪比热电偶测量的数据略高, 主要是因为红外测温仪测的是格子砖的温 度,热电偶测量的是炉顶内热空气的温度。 用户认为红外测温仪测量的数据准确,工作 状态稳定,且运行期间基本免维护。从烘炉 开始运行五年多来,整体温度趋势都很正 常,用户对该系统的成功应用表示满意和肯 定,现在主要是采用红外测温仪的温度数据对热风炉进行优化控制。QQ:71380115 bbc@https://www.360docs.net/doc/2e5225983.html, 希望我们的系统能为贵公司提高产品质量、创造更大的价值!
高炉热风炉安全操作规程
高炉热风炉安全操作规程 1、上班时必须规范穿戴好劳保用品,按章作业。 2、进入煤气区域必须二人同行,并带好煤气检测仪。设备检修时必须通知煤防人员到现场监护。如需动火时,应办好动火证方可进行。 3、进入布袋箱体内工作时,必须待箱体内温度降到60℃以下,并用仪器测得箱体确无煤气、氮气方可入内;同时箱体内设专人监护。关闭箱体入孔前必须清点人员和工具。 4、热风炉煤1#、2#插板阀之间,送风与烧炉前必须严格按要求进行氮气吹扫,没有吹扫不得进行送风;送风与烧炉前确认氮气压力不低于0.3MPa,如遇停氮气或氮气压力低于0.3MPa,禁止换炉操作,氮气压力正常后,方可进行换炉操作。 5、热风炉烧炉时,煤气压力波动较大,应及时调节煤气与空气流量,煤气压力低于3Kpa,应立即停止烧炉并与上级联系。 6、煤气1#、2#插板放散伐因故障打不开的情况下,临时手动打开进行煤气放散,严禁在不进行煤气放散的情况下由烧炉转送风。 7、助燃风机故障突然停风,按停烧程序操作,但关闭助空阀与烟道阀前要利用烟窗抽气10分钟以上,打开风机放散阀,重新启动风机前必须放散10分钟时间以上,在确保安全的前提下方可启动风机。 8、煤气系统应保持密封性,发现有煤气泄漏应临时采取防范措施,并通知相关上级部门。 9、高炉休风前必须关闭混风阀,严禁同时用热风炉与倒流阀倒流
休风,高炉复风严禁用休风时倒流过的炉子送风。 10、高炉煤气的安全着火为800℃,过低应用引火棒或木柴点燃,并站在侧面上风方向。 11、在热风炉布袋高空作业时,应注意风向,不允许单人作业;严禁空投工具、材料及其他杂物。 12、阀门断水时,应间断缓慢给水冷却,并站在侧面方向,以免烫伤人员及损坏设备。 13、修理工在所管辖设备维修时,操作工与修理工应实施挂牌维修与安全确认制度,两方配合好,确保安全。送风炉不得进行检修,如需处理必须停炉进行。 14、进行煤气含粉检测时,必须二人同行,并注意风向,不允许站在防爆孔正面方向。 15、煤气区域内非操作人员不允许在此停留,严禁在煤气区域内休息。 16、认真落实公司、铁厂及车间各项班组安全生产及安全教育制度;认真落实新工人与转岗人员的班组安全教育。 1280高炉 2008年3月29日
热风炉操作说明书
山东寿光巨能特钢12503 M高炉热风炉操作说明书 莱芜钢铁集团电子有限公司 2011.04
1、系统概述 热风炉控制室设有PLC一套,PLC采用西门子S7-400系列CPU 和ET200M远程站及图尔克现场总线远程站,上位机与PLC间通过以太网进行通讯,CPU与远程站通过PROFIBUS DP进行通讯,完成对三座热风炉的所有参数检测、控制及事故诊断。 2、工艺介绍 本控制系统主要完成本系统上各种开关、模拟量的检测与控制;利用热风炉烟气,设置热风炉助燃空气和高炉煤气双预热系统,以节省能源。并设助燃风机两台,以及各种切断阀和调节阀,以实现热风炉焖炉及燃烧、送风的控制要求。本控制系统设有微机两台及各阀现场操作箱,正常状况下三座热风炉的操作都通过微机实现,微机操作有单机和联锁两种操作模式,现场操作箱主要用于现场调试。微机操作和操作箱操作受联锁关系限制。 热风炉的工作状态有燃烧、焖炉、送风三种状态,状态的转换靠控制各阀门的动作,热风炉各阀门按照:燃烧→焖炉→送风→焖炉循环的工作过程,自动或手动进行换炉切换工作。其受控阀门及三种状态对应的阀门状态如下图所示:受控阀门内容及状态表(K=开,G=关)
3、监控功能 根据生产实际情况和操作需要,在监控站制作多幅监控画面,全部采用中文界面,具有极强的可操作性。具体的监控画面包括:热风炉主工艺画面、助燃风机监控画面、煤气空气调节画面、历史趋势画面。 在画面上可显示热风炉各部分的温度、压力、流量分布状况,采集的数据,历史趋势、报警闪烁画面,完成各阀门、设备的开启及操作,完成煤气、助燃空气的调节阀的操作及调节,各系统的自动调节与软手动调节、硬手动调节的无扰自动切换,各调节阀的操作及调节和保持各数据的动态显示。 主要画面及其功能如下: 热风炉主工艺画面:可显示热风炉的整个工艺生产流程及相关的主要参数值,报警闪烁,切入其他画面的功能按钮,热风炉的单机/联锁切换,单机模式下实现对每个阀的单独开关控制,联锁模式下实现焖炉、燃烧、送风三个状态的自动转换。 分画面:各调节系统的画面,包括参数设定的功能键、控制流程图、报警纪录,相关信息;历史趋势,相关的PID参数设定等等。切
锅炉燃烧系统的控制系统设计解析
目录 1锅炉工艺简介 (1) 1.1锅炉的基本结构 (1) 1.2工艺流程 (2) 1.2煤粉制备常用系统 (3) 2 锅炉燃烧控制 (4) 2.1燃烧控制系统简介 (4) 2.2燃料控制 (4) 2.2.1燃料燃烧的调整 (4) 2.2.2燃烧调节的目的 (5) 2.2.3直吹式制粉系统锅炉的燃料量的调节 (6) 2.2.4影响炉内燃烧的因素 (7) 2.3锅炉燃烧的控制要求 (11) 2.3.1 锅炉汽压的调整 (11) 3锅炉燃烧控制系统设计 (14) 3.1锅炉燃烧系统蒸汽压力控制 (14) 3.1.1该方案采用串级控制来完成对锅炉蒸汽压力的控制 (14) 3.2燃烧过程中烟气氧含量闭环控制 (17) 3.2.1 锅炉的热效率 (18) 3.2.2反作用及控制阀的开闭形式选择 (20) 3.2.3 控制系统参数整定 (20) 3.3炉膛的负压控制与有关安全保护保护系统 (21) 3.3.1炉膛负压控制系统 (22) 3.3.2防止回火的连锁控制系统 (23) 3.3.3防止脱火的选择控制系统 (24) 3.4控制系统单元元件的选择(选型) (24) 3.4.1蒸汽压力变送器选择 (24) 3.4.2 燃料流量变送器的选用 (25) 4 DCS控制系统控制锅炉燃烧 (26) 4.1DCS集散控制系统 (26) 4.2基本构成 (28)
锅炉燃烧系统的控制 4.3锅炉自动燃烧控制系统 (31) 总结 (34) 致谢 (35) 参考文献 (36)
1锅炉工艺简介 1.1锅炉的基本结构 锅炉整体的结构包括锅炉本体和辅助设备两大部分。 1、锅炉本体 锅炉中的炉膛、锅筒、燃烧器、水冷壁、过热器、省煤器、空气预热器、构架和炉墙等主要部件构成生产蒸汽的核心部分,称为锅炉本体。锅炉本体中两个最主要的部件是炉膛和锅筒。 炉膛又称燃烧室,是供燃料燃烧的空间。将固体燃料放在炉排上进行火床燃烧的炉膛称为层燃炉,又称火床炉;将液体、气体或磨成粉状的固体燃料喷入火室燃烧的炉膛称为室燃炉,又称火室炉;空气将煤粒托起使其呈沸腾状态燃烧、适于燃烧劣质燃料的炉膛称为沸腾炉,又称流化床炉;利用空气流使煤粒高速旋转并强烈火烧的圆筒形炉膛称为旋风炉。炉膛的横截面一般为正方形或矩形。燃料在炉膛内燃烧形成火焰和高温烟气,所以炉膛四周的炉墙由耐高温材料和保温材料构成。在炉墙的内表面上常敷设水冷壁管,它既保护炉墙不致烧坏,又吸收火焰和高温烟气的大量辐射热。炉膛的结构、形状、容积和高度都要保证燃料充分燃烧,并使炉膛出口的烟气温度降低到熔渣开始凝结的温度以下。当炉内的温度超过灰熔点时,灰便呈熔融状态。熔融的灰渣颗粒在触及炉内水冷壁管或其他构件时会粘在上面。粘结的灰粒逐渐增多,遂形成渣块,称为结渣。结渣会降低锅炉受热面的传热效果。严重时会堵塞烟气流动的通道,影响锅炉的安全和经济运行。一般用炉膛容积热负荷和炉膛截面热负荷或炉排热负荷表示其燃烧强烈程度。炉膛容积热负荷是单位炉膛容积中每单位时间内释放的热量。在锅炉技术中常用炉膛容积热负荷来衡量炉膛大小是否恰当。容积热负荷过大,则表示炉膛容积过小,燃料在炉内的停留时间过短,不能保证燃料完全燃烧,使燃烧效率下降;同时这还表示炉墙面积过小,难以敷设足够的水冷壁管,结果炉内和炉膛出口处烟气温度过高,受热面容易发生结渣。室燃炉的炉膛截面热负荷是单位时间内单位炉膛横截面上燃料燃烧所释放的热量。在炉膛容积确定以后,炉膛截面热负荷过大会使局部区域的壁面温度过高而引起结渣。层燃炉的炉排热负荷是单位时间内燃料燃烧所释放的热量与炉排面积的比值。炉排热负荷过高会使飞灰大大增加。炉膛设计需要充分考虑使用燃料的特性。每台锅炉应尽量燃用原设计的燃料。燃用特性差别较大的燃料时,锅炉运行的经济性和可靠性都可能降低。 锅筒它是自然循环和多次强制循环锅炉中接受省煤器来的给水、联接循环回路,并向过热器输送饱和蒸汽的圆筒形容器。锅筒筒体由优质厚钢板制成,是锅炉中最重的部件之一。锅筒的主要功能是储水,进行汽水分离,在运行中排除锅水中的盐水和泥渣,
热风炉岗位安全操作规程示范文本
热风炉岗位安全操作规程 示范文本 In The Actual Work Production Management, In Order To Ensure The Smooth Progress Of The Process, And Consider The Relationship Between Each Link, The Specific Requirements Of Each Link To Achieve Risk Control And Planning 某某管理中心 XX年XX月
热风炉岗位安全操作规程示范文本使用指引:此操作规程资料应用在实际工作生产管理中为了保障过程顺利推进,同时考虑各个环节之间的关系,每个环节实现的具体要求而进行的风险控制与规划,并将危害降低到最小,文档经过下载可进行自定义修改,请根据实际需求进行调整与使用。 1、工人上班必须精力充沛,穿戴好劳动保护用品。 2、上岗职工必须经过三级安全教育考试合格后方能独 立操作。 3、严格执行岗位操作法,做好开机前的准备工作。 4、严格遵守开、停车程序,服从指挥,不得随意开停 设备。 5、设备运行时,严禁修理工作。 6、传动部位必须安装防护罩,清扫设备、加油时,须 格外小心,防止致伤。 7、设备修理时,必须拉下电源保险,并挂上“有人检 修,禁止合闸”的警示牌。 8、所有风机开机前,必须断电后严格检查,确认无卡
阻后方可送电起动。 9、观察炉子运行情况、扒火时,必须戴好防护面具,防止火苗喷出伤人。 10、电器设备着火时,先切断电源,用四氯化碳灭火器扑灭,严禁用水去扑灭。 11、外来人员未经许可不得随意进入本岗位,更要禁止接触设备。 请在此位置输入品牌名/标语/slogan Please Enter The Brand Name / Slogan / Slogan In This Position, Such As Foonsion
(完整word版)高炉热风炉自动控制系统
高炉热风炉自动控制系统 1.l 概述 1.1.1 研究背景 高炉热风炉是给高炉燃烧提供热风以助燃的设备,是一种储热型热交换器。国内大部分高炉均采用每座高炉带3至4台热风炉并联轮流送风方式,保证任何瞬时都有一座热风炉给高炉送风,而每座热风炉都按:燃烧-休止-送风-休止-燃烧的顺序循环生产。当一座或多座热风炉送风时,另外的热风炉处于燃烧或休止状态。送风中的热风炉温度降低后,处于休止状态的热风炉投入送风,原送风热风炉即停止送风并开始燃烧、蓄热直至温度达到要求后,转入休止状态等待下一次送风。 热风炉是一个非线性的、大滞后系统,影响热风炉的因素有很多,并且各种因素相互牵制,因此导致它的控制过程非常复杂,很难用精确的数学模型描述。用传统的方法建模,使整个控制系统置于模型框架下,缺乏灵活性及应变性,很难胜任对复杂系统的控制。 1.1.2 国内热风炉控制系统现状及存在的问题 目前许多钢厂热风炉控制系统采用由可编程控制器(PLC)与过程控制器(或集散系统)分别完成电气与仪表控制的方法进行控制。例如改造前的广钢3#高炉热风炉采用HONEYWELL S9000过程控制器完成仪表控制,采用西门子S5115U可编程控制器完成换炉控制;莱钢1#750M3高炉热风炉控制系统采用美国MODICON公司的E984-685 PLC完成顺序控制和回路控制;鞍钢10号高炉热风炉采用英国欧陆公司生产的网络6000过程自动化(DCS)控制系统完成热风炉燃烧控制,通过接口与MODICON(PLC)通讯,由PLC完成热风炉自动换炉、送风控制;宝钢1#高炉热风炉电控系统采用日本安川CP-3500H PLC,仪表控制系统采用日本横河CENTUM-CS集散控制系统,上位机采用HP-9000,电气的PLC和仪表的现场控制站间以V-NET 网连接,上位机间通过以太网连接,V-NET网和以太网间通过ACG(通信接口)连接。 这类热风炉存在的问题主要有两方面: (1)基础自动化控制系统设计不合理 大都采取用可编程序控制器和过程控制器(或集散系统)分别完成的方法进行控制。这种方法的缺点是为了将各部分连接成一个统一的系统,必须投入相当大的工程费用、时间和专门知识将不同类型的软件和用户接口予以配置、编程、调试和测试。这使得整个控制系统变得复杂、维护困难。 (2)热风炉燃烧控制问题 传统的高炉热风炉燃烧自动化系统采用数学模型计算所需的加热煤气流量和助燃空气流量,并计算出空燃比。热风炉流量设定数学模型的基本原理是使燃烧时热风炉格子砖的蓄热量能够满足热风温度和流量的要求,以获得最佳经济效益。由于热风炉的燃烧过程是一个连续的动态变化过程,控制的主要困难是不能及时得到控制作用的反馈信息,等到控制效果能通过输出测量体现时,此时的控制作用强度往往已过头了。因此,欲实现燃烧过程的实时控制,所需的数学模型相当复杂。此外,对于燃烧高炉煤气和焦炉煤气的具有三眼燃烧器的热风炉来说,由于高炉煤气和焦炉煤气分别送入,因此需分别进行高炉煤气和焦炉煤气流量控制,且需进行高炉煤气和焦炉煤气流量比例控制,这使得系统回路更多、更复杂,同时还需设置煤气成分分析仪,这种仪器不仅昂贵,而且还需要良好的维护。一座高炉通常都带有4个(或3
锅炉燃烧控制系统_毕业设计
锅炉燃烧控制系统 摘要 锅炉的燃烧控制对于锅炉的安全、高效运行和节能降耗都具有重要意义,其控制和管理随之要求也越来越高。本设计主要针对锅炉燃烧控制系统的工作原理,根据控制要求,设计了一套基于PLC的锅炉燃烧控制系统。 在控制算法上,综合运用了单回路控制、串级控制、比值控制、前馈控制等控制方式,实现了燃料量控制调节蒸汽压力、送风量控制调节烟气含氧量、引风量控制炉膛负压,并有效地克服了彼此的扰动,使整个系统稳定的运行。 在可编程控制器的选择上,采用了AB公司Logix5000系列PLC,设计了控制系统的硬件配置图、I/O模块接线图,并用其编程软件编写了实现控制算法的梯形图。同时,采用RSView32设计监控界面,使得在上位机上能够实时监控系统的运行状况并可以设置系统的工作参数,使对系统的控制简单易行。 关键词:锅炉燃烧控制系统,控制方式,PLC,监控
ABSTRACT The control of the boiler combustion which is for boilers safe, efficient operation and energy saving are of great significance, and its subsequent control and management is getting higher and higher requirements. According to the control requirements and the working principle, we design a system of a PLC based on the boiler combustion control system. In the control algorithm, we integratedly applied the single-loop control, cascade control, ratio control, feed-forward control and so on which is moded the control to achieve a fuel vapor pressure control regulator, air-conditioning of flue gas oxygen content control, citing the negative air volume control of the furnace pressure.It also effectively overcome the disturbance of each other, so that the operation of the entire system is stable. Choice in the programmable logic controller, we choose AB, Logix5000 series PLC, and applied it to the design of the control system hardware configuration diagram and I / O module wiring diagram. Then we use the preparation of its programming software control algorithm to achieve the ladder. At the same time, the use of RSView32 interface to design monitor makes PC can run real-time monitoring of system status and can set the system parameters, so that the system is easy to control. Keywords: boiler combustion control system, control, PLC ,supervisory control