普通拉丝机与滚模拉丝机的区别

普通拉丝机与滚模拉丝机的区别
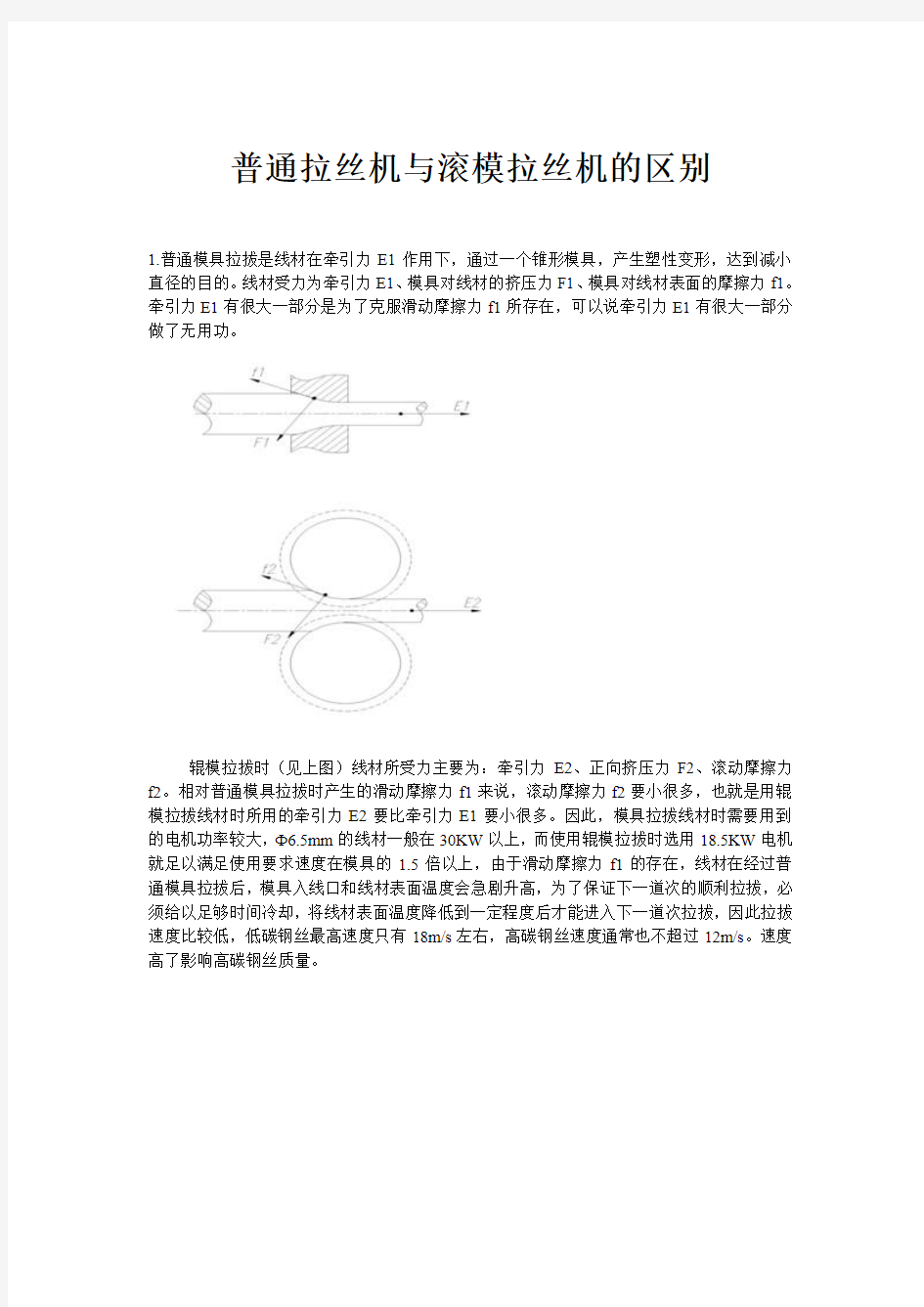
1.普通模具拉拔是线材在牵引力E1作用下,通过一个锥形模具,产生塑性变形,达到减小直径的目的。线材受力为牵引力E1、模具对线材的挤压力F1、模具对线材表面的摩擦力f1。牵引力E1有很大一部分是为了克服滑动摩擦力f1所存在,可以说牵引力E1有很大一部分做了无用功。
辊模拉拔时(见上图)线材所受力主要为:牵引力E2、正向挤压力F2、滚动摩擦力f2。相对普通模具拉拔时产生的滑动摩擦力f1来说,滚动摩擦力f2要小很多,也就是用辊模拉拔线材时所用的牵引力E2要比牵引力E1要小很多。因此,模具拉拔线材时需要用到的电机功率较大,Ф6.5mm的线材一般在30KW以上,而使用辊模拉拔时选用18.5KW电机就足以满足使用要求速度在模具的1.5倍以上,由于滑动摩擦力f1的存在,线材在经过普通模具拉拔后,模具入线口和线材表面温度会急剧升高,为了保证下一道次的顺利拉拔,必须给以足够时间冷却,将线材表面温度降低到一定程度后才能进入下一道次拉拔,因此拉拔速度比较低,低碳钢丝最高速度只有18m/s左右,高碳钢丝速度通常也不超过12m/s。速度高了影响高碳钢丝质量。
使用辊模拉拔线材时,线材表面发热量比较小,线材能够以高速进入下一道次进行拉拔,拉拔速度可以达到25m/s,最高速度达到30m/s以上,大大提高生产效率。
2 、使用普通模具拉拔时,线材表面温度升得比较高,然后经过急速冷却,线材表面会产生强烈的加工硬化,内部晶格结构错位、破裂,线材表面硬度与线材中心硬度相差很大,线材进一步拉拔难以保证,容易断丝,通常需要通过回火或退火才能修复,使用辊模拉拔时由于线材表面升温不高,线材内部组织结构仅仅是挤压而变得致密,部分不锈钢丝、低碳钢丝线材经过辊模拉拔一定道次后,再用模具可以一次性拉拔到Ф0.6mm,中间不用退火,产品质量性能稳定,极大地降低了生产成本。
1. 使用普通模具拉拔时,每道次的减面率通常只有21%左右,如果减面率增得太大,成品线材质量会不稳定,甚至在拉拔过程中会产生断丝现象。而用辊模拉拔时,每道次的压缩率可以达到30%以上,生产出的产品依旧质量较好。例如:用普通模具将直径为Ф5.5mm 的线材拉至1.24mm的成品,需要经过13个道次。而江阴市恒亿机电有限公司的辊模拉丝机仅9个道次就可以完成了。
国产滚模拉拔焊丝
同时线材与普通模具接触时产生的是滑动摩擦,模具磨损比较严重,一般生产10~20吨线材后就需检查更换一次模具。而线材与辊模接触时产生的是滚动摩擦,辊轮磨损较轻,江阴市威尔巨拉科技有限公司生产的辊轮材质为德国或台湾进口的极耐磨的硬质合金HRC≥90°,辊模在生产3000吨~5000吨成品线材才需要修复,可以修复3次。降低了原材
料的消耗,提高工人工作效率,降低了劳动强度。
国产滚模拉拔低碳钢丝
2. 使用普通模具拉拔时,为了保护模具及提高线材表面质量,必须在每道模具前添加润滑粉,以保证线材的顺利拉拔,为了增强线材的带粉效果,在线材拉拔前的预处理,常常还需增加剥壳、酸洗、磷化、硼化、皂化、烘干等工序。如果采用辊模拉拔,只需在第一道拉拔前带上少量的拉丝粉,或者喷淋少量的拉丝润滑油即可,中间道次不必添加任何润滑剂,同时线材预处理中可以省略很多工序,在减少能源消耗的同时,大大降低了企业的生产成本。在线材拉拔过程中,由于没有或很少使用拉丝粉,生产现场整洁干净,便于管理。没有了粉尘污染,操作工人的身体健康也得到保障。
在线材拉拔后,根据线材用途不同,常常需要经过表面镀铜、镀锌、镀镍等处理,为了保证线材表面镀层质量,常在镀金属前采用电解酸洗、电解碱洗等方法去除线材表面的拉丝粉和杂质,进行这些工序时常常要对清洗液进行加热,同时这些工序又是产生化学污染较严重的工序。使用辊模拉拔,自然就可以省略或减轻以上工序,进一步节能减排,降低生产成本。目前在年产10万吨焊丝的浙江新元焊材有限公司使用了江阴市恒亿机电有限公司通过改良的辊模拉丝机,拉拔中可以做到调节用户需要的抗拉强度,日前在实际生产H11Mn2SiA的Ф6.5mm焊丝原材料(价格比Ф5.5mm低80元/吨),只要少量的涂硼,无需烘干,仅仅5道次拉拔,即
国产滚模拉丝机
Ф6.5mm→Ф5.3mm→Ф4.3mm→Ф3.5mm→Ф2.8mm→Ф2.2mm,抗拉强度与模具拉拔相比仅仅小20MPa,进入精拉(模具)后,与模具相比效益非常明显。第一:Ф2.2mm拉拔至Ф0.84mm30吨以上换一次模具,中间鲜有断丝,而粗拉用模具拉拔,几乎不能拉:1吨Ф2.2mm 的丝至少断了13次,或许这也是为何焊丝的母材从80年代开始的Ф6.5mm在90年代末期改成Ф5.5mm的主要原因。第二、Ф6.5mm的母材模具拉拔后抗拉强度偏高约50MPa,钢丝脆性明显,层绕时就有断丝现象,而且线性不稳,涨盘经常发生;粗拉用辊模拉拔抗拉强度在1200MPa上下约10MPa,韧性与通条性很好。第三:粗拉用辊模拉拔除了原材料价格低,烘干、模具、润滑粉、省电、人工工资、场地等综合成本降低50元以上,同时生产环境也得到较大改善。第四:辊模生产的焊丝经测试和用户反映,焊接时送丝良好,飞溅量稳定,没有模具拉拔的焊丝飞溅量忽大忽小现象,焊接质量容易得到控制。高质量低价格使公司具有很强的市场竞争力和广阔的发展空间,新的10万吨焊丝项目正在兴建中。
6、辊模拉拔同时也存在一些缺陷。第一:辊轮因为与钢丝是滚动摩擦,表面光洁度比模具拉拔差,所以在要求比较高的表面的光洁度时仅仅适用于粗拉;第二:性价比、投入偏高,滚槽光洁度Ra≤0.2,圆跳动≤0.05um,平行度≤0.02um,内孔直径公差≤±0.02um精密的制造、加上技术性非常强,虽然国内众多拉丝机制造厂投入巨资研发,任然无法攻破扁丝、椭圆、扭转、毛丝、破裂等问题,尽管国外已经使用10多年,但很高的技术壁垒使制造商售价昂贵,比如江阴市恒亿机电有限公司销售价也不低于10万元/套,致使很多厂家望洋兴叹;第三、辊模拉拔的钢丝抗拉强度低,虽然抗拉强度低在某些场合很好,但另外一些用途必须要很高的抗拉强度,比如弹簧钢丝,辊模拉丝机长久以来不能克服此缺陷,近年来江阴市威尔巨拉科技有限公司制造的辊模可以提升钢丝的抗拉强度,甚至可以比模具拉拔的钢丝还
台湾生产的滚模
要高,但伴随着滚轮使用寿命降低、耗电量增加、轴承使用寿命短、速度降低、断丝几率上升等等问题,怎么解决这些问题还有待于进一步的研究;第四:辊模拉拔速度非常高,比模具快1.5倍以上,对滚轮里面的轴承是个严峻考验,比如:拉拔速度是25米/秒,滚轮的转速在5000转/分钟以上,如此高的转速需要高质量的高速
意大利生产的滚模
轴承加上良好的自动润滑系统才能得到保证,难度可见一斑;第五:辊模拉丝机的使用维修,或许是技术壁垒、或许是价格太高,国外的辊模鲜有在国内拉丝机使用,近年来台湾国联、安全发等在国内开始以每套20万元以上的价格在国内销售使用,但维修、使用存在严重问题,在江阴市华新钢缆生产不锈钢丝时存在滚轮破裂、毛丝,虽然用户派员在台湾培训了一个月,但还是无法掌握维修,导致弃用,造成了严重浪费,而江阴市威尔巨拉科技有限公司生产的辊模设计了无法拆卸功能,如果用户拆卸将自动破坏零件,加大了正常使用和推广的难度。
日本生产的滚模
由此可见,辊模有较高的利用价值,是拉丝行业节能减排的最好选择,但合理利用才能发挥其更大的作用。