焊接材料烘焙规范及操作规程培训讲学
焊接材料烘焙规范及
操作规程
焊材库管理人员岗位职责
1、检查入库焊材的质量证件及包装质量是否符合要求。
2、核对入库焊材的品种、规格、牌号、批号、数量是否符合要求,并按类堆放,作好标识。
3、掌握各类焊条的烘干要求。根据焊材领用通知单,对所需要焊材烘干并作好烘干记录。
4、根据焊接材料领用单上的焊材品种、规格、数量发放焊材,并作好记录;焊接材料实行回收,作好焊条头、余留焊材回收登记。
5、定期检查焊材库内的环境温度、湿度、使之符合规定要求,并作好温、湿度记录。
6对需要计量的仪器设备,如烘烤箱、湿度记录仪、温度计等提出计量要求,定期计量。
7、按月统计每月焊材总消耗量及单种焊材消耗量,统计每月使用焊材数量及回收数量,上交物资管理部门。
8、对库内焊接材料定期进行质量检查,如发现焊接材料质量不符合要求协同焊接技术人员、质量人员作出处理。
附件16:焊接材料烘焙规范及操作规程
焊接材料烘焙规范及操作规程
1、焊条的烘焙温度和保温时间,严格按焊条生产厂家推荐的烘焙规定或有关的技术规范要求进行。国外焊材的烘焙要求,按所提供的焊材质保书或有关技术规范要求进行烘焙。
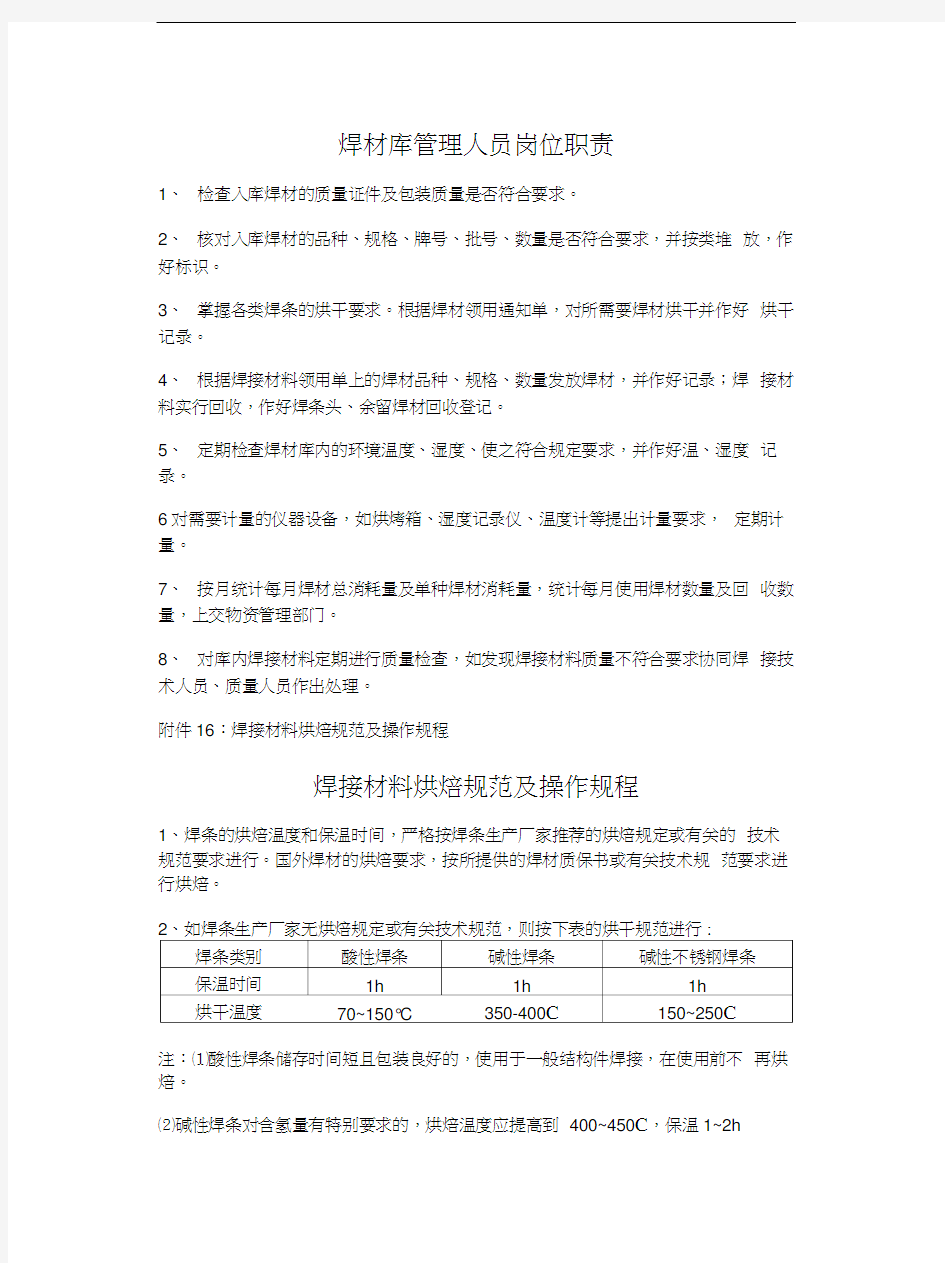
2、如焊条生产厂家无烘焙规定或有关技术规范,则按下表的烘干规范进行:
注:⑴酸性焊条储存时间短且包装良好的,使用于一般结构件焊接,在使用前不再烘焙。
⑵碱性焊条对含氢量有特别要求的,烘焙温度应提高到400~450C,保温1~2h
3、焊条烘干时,应缓慢升温、保温、缓慢降温,严禁将需烘干的焊条直接放入已升至高温的烘箱内,或者将烘至高温的焊条从高温炉中突然取出冷却,以防止焊条药皮因骤冷或骤热面产生开裂或脱落现象。
4、同一烘干箱每次只能入同种烘干规范的焊条进行烘干,对烘干规范相同,但批号、牌号或规格不同的焊条,堆放时必须有一定的物理间隔,且焊条堆放不宜过高(一般为1~3层),以保证焊条烘干均匀。
5、烘干后的焊条,应贮放在温度为50~100C的恒温保温箱内,随用随取。
6当焊条在施工现场放置超过4个小时以上时,应对焊条重新烘干处理,但焊条反复烘干次数不得超过三次。
附件17:焊接材料回收制度
焊接材料回收制度
为了节省焊材,保证焊接工程质量,保持安全、清洁、文明的施工环境,特制定焊材回收制度。
1、每个焊工只允许领用、退回自己本人使用的焊材,不允许几个焊工所需的焊材由一个焊工领用、退回,并要求当天退回剩余焊材及焊材头。
2、焊工在焊接施工过程中,不得乱抛乱丢焊材头及剩余焊材,必须放回焊条保温筒内,下班后交回焊材库,由焊材管理人员点收,并填好《焊材回收记录单》。
3、焊接时,焊条头、焊丝头焊后余留长度不得超过60mm特殊位置焊接时,允许部分焊材头剩余长度超过这个限度。
4、焊条回收率:要求地面组装阶段达到97%安装阶段不得低于95%达到这个要求的,按实际回收数给予适当奖励;焊丝回收,一根焊丝回收带色标的两根焊丝头,回收要求同焊条头。奖励金额按实际回收数给予适当奖励。焊材回收率低
于90%勺焊工,给予扣款处理,扣款数额为:领用数与实际回收差额部分X 0.5元/根。
5、焊条烘焙员每月把每个焊工当月的焊材领用数及焊材头回收数进行统计,把统计结果上交给物资部和焊接项目,由两部门审核后报主管经理批准,依照规定奖惩。
6焊材回收若出现异常情况(如当天退回焊材数超过当天领用数等),该焊工
当月不予建奖,并每次扣罚50元。
7、焊工领用出去没使用完的焊条当天下班前退回焊材库,并重新焊干,此批焊材应
做好识别标记,第二天发放焊材时,此批焊材应优先发放。焊条重新烘干次数不得超过三次。
8、如第二次、三次烘干焊材数不足焊工所领用数,应不予发放。
附件18:焊材的贮存与保管制度
焊材的贮存与保管制度
1、焊材必须在干燥通风的室内仓库存放。焊材贮存库内,不允许放置有害气体和腐蚀性介质,室内保持整洁。
2、焊材存放在专用架子上,严格防备焊材受潮。
3、焊材堆放时应按种类、牌号、规格、入库时间分类堆放,每垛应有明确标记,避免混乱。
4、焊材在供应给使用单位之后,保质期至少保证在6个月之内。入库的焊材应做到先入库批次先发放。
5、特种焊材贮存与保管应高于一般性焊材。特种焊材应堆放在专用仓库或指定区域。
&对受潮或包装损坏的焊材,未经处理不允许入库。
7、一般焊材一次出库不能超过一天的用量。已经领出库的焊材,焊工必须保管好。当天使用不完的焊材当天退回焊材仓库。
8焊材贮存库内,应设置去湿机、温湿仪且运行正常。低氢型焊材室内温度不低于5C,相对空气湿度低于60%
焊接材料的保管及储存
1、订货
各用户可根据本单位的实际需要,详细填写选用电焊条的型号、规格、数量以
及要求交货日期,传真给我厂销售部,传真号码:0733--8309793。如用户需要
特殊新产品时要说明,以便考虑安排。
2、焊条保管
焊条保管的好坏对焊接质量有直接的影响,尤其在野外工作时要特别注意。每个焊工,保管员和技术人员都应该知道焊条储存、保管规则。焊条和它的涂料在很多情况下会遭到破坏:
1)损伤:虽然焊条在一般情况下具有抵抗外界损坏的能力,但不能忽视由于保管不好很容易遭到损坏。焊条是一种陶制产品,它不能像钢芯那样耐冲击,所以在装货和卸货时不能摔它。用纸盒包装的焊条不能挂钩搬运。某些型号焊条如特殊烘干要求的碱性焊条涂料比正常的更要小心轻放。
2)吸潮:在焊条涂料中含有太高的水分是很危险的,由于很多工人不了解焊条
是潮的,焊完时焊缝表面用肉眼不一定看得见气孔,但是经X射线检查就显示
出气孔来。当焊条出厂时,所有的焊条有某一个含水量,它根据焊条型号而
变,这个含水量是正常的,即对形成气孔有一个含水量安全系数,对焊缝质量没有影响。所有的焊条在空气中都能吸收水分,在相对湿度90%寸,焊条涂料
吸收水分很快,普通碱性焊条露在外面一天受潮就很严重,甚至相对湿度70%
时涂料水分增加也较快,只有在相对湿度为40%£更低时,焊条长期储存才不至受到影响。
由于昼夜湿度之间差别很大,空气水分在早上容易凝结成露水,很容易弄湿焊条包装。焊条存放时间较长时就很容易受潮,所以最好作到先入库的焊条先使用。
在一般情况下焊条由塑料袋和纸盒包装,为了防止吸潮,在焊条使用前,不能随意拆
开,尽量作到现用现拆,有可能的话,焊完后将剩余的焊条再密封起来。
简单识别焊条受潮方法:
1)从不同位置取出几根焊条用两个手的拇指和食指之间将焊条支撑轻轻摇动,如果焊条是干燥的就产生硬而脆的金属声音,如果焊条受潮,声音发钝。在使用焊条时常做这种试验,烘干过的和受潮焊条之间声音是不同的,这样做可防止误用受潮焊条。2)如果用某种型号受潮焊条焊接时发现有裂纹声和气孔,这时一定要考虑焊条是否未烘干,然后再考虑其他原因。
3)用受潮焊条焊接时,如果焊条含水量非常高,甚至可能看到焊条表面有水蒸气蒸发出来,或者当焊条烧焊一多半时,发现焊条尾部有裂纹现象存在。
3、焊条的储存
1)各类焊条必须分类、分牌号对方,避免混乱。
2)焊条必须存放在较干燥的仓库内,建议室内温度在10C以上,相对湿度
3)各类焊条储存时,必须离地面300MM离墙壁300MM以上存放,以避免焊条受潮。
4)一般焊条一次出库量不能超过两天的用量,已经出库的焊条,焊工必须要保管
好。
4、焊条使用前的烘干和保管
1)酸性焊条对水分不敏感,而有机物金红石型焊条能容许更高的含水量。所以
要根据受潮的具体情况,在70~150C烘干1小时,储存时间短且包装良好,一般在使用前可不再烘干。
2)碱性低氢型焊条在使用前必须烘干,以降低焊条的含氢量,防止气孔,裂纹
等缺陷的产生,一般烘干温度为350C、1小时。不可将焊条在高温炉中突然放入或突然冷却,以免药皮开裂。对含氢量有特殊要求的,烘干温度应提高到400~40C,1~2小时。经烘干的碱性焊条最好放入另一个温度控制在50~100C
的低温烘箱中存放,并随用随取。
3)烘干焊条时,每层焊条堆放不能太厚(一般1~2层)以免焊条烘干时受热不均和潮气不易排除。
4)露天操作时,隔夜必须将焊条妥善保管、不允许露天存放,应在低温烘箱中
恒温保存,否则次日使用前还要重新烘干。
5)最好每个焊工能有一个480MMx160MMx80MM、型烘干器,施工时将烘干后的焊条放入烘干器内,保持50~60°C,容器内还可以放入些硅胶,这样做可避免焊条再受潮,同时携带方便。
5、过期焊条的处理
所谓“过期”并不是指存放时间超过某一个时间界限,而是指质量发生了程度不同的变化(变质)。各种类型焊条存放时间较长,有时在焊条表面上发现有白色的结晶(发毛)这通常是由水玻璃引起的,这些结晶不是有害的,但它意味着焊条存放时间很长而受潮的表现。
1)对存放多年的焊条应进行工艺性能试验,焊条按规定温度进行烘干。烧焊时没有发现焊条工艺性能有异常的变化,如药皮成块脱落现象,以及气孔、裂纹等缺陷,则焊条的机械性能一般是可以保证的。
2)焊条由于受潮焊芯有轻微锈迹,基本上不会影响性能,但如果要求焊接质量高,就不宜使用。
3)焊条受潮锈迹严重,可酌情降级使用或用于一般构件焊接。最好按国家标准
实验其力学性能,然后决定其使用范围。
4)如果焊条涂料中含有大量铁粉,如低氢高效率铁粉焊条,在相对湿度很高而存放时间较长,焊条受潮严重,甚至涂料中有锈蚀现象,这样的焊条虽然经再烘干,焊接时仍产生气孔或扩散氢含量很高,因而也要报废。所以对于各类铁粉焊条,出要求改进包装防止焊条吸潮,在储存中必须妥善保管。
5)各类焊条严重变质,要皮已有严重脱落现象,此批焊条应予报废
(1)酸性焊条对水分不敏感,而有机物金红石型焊条能容许
有更高的含水量。所以要根据受潮的具体情况,在70-150°烘干一
小时,存储时间短且包装良好,一般使用前可不烘干。
(2)碱性低氢型焊条在使用前必须烘干,以降低焊条的含氢量,防止气孔、裂纹等缺陷产生,一般烘干温度为350°C、一小时。不可将焊条在高温炉中突然放入或突然冷却,以免要皮干裂。
对含氢量有特殊要求的,烘干温度应提高到400-500°C,—至量个小时。经烘干的碱性焊条最好放入另一个温度控制在50-100°C低温烘干箱中存放,并随用随取。…
(3)烘干焊条时,每层焊条不能堆放太厚(一般1-3层)以免焊条烘干时受热不均和潮气不易排除。
(4)露天操作时,隔夜必须将焊条妥善保管、不允许露天存放,应该在低温箱中恒温存放,否则次日使用前必须重新烘干。
过期焊条的处理
所谓“过期”并不是指存放时间超过某一时间界限,而是指质量发生了程度不同的变化(变质)。各种类型的焊条存放时间较长,有时在焊条表面发现有白色结晶(发毛)这通常是由水玻璃引起的,这些结晶不是有害的,它意味着焊条存放时间很长而受潮的表现。
(1)对存放多年的焊条应进行工艺性试验,焊条按规定温度
进行烘干。烧焊时没有发现焊条工艺性能有异常变化,如药皮有成块脱落现象,以及气孔、裂纹等缺陷,则焊条机械性能一般是可以保证的。
(2)焊条由于受潮焊芯有轻微锈迹,基本上不会影响性能,
但如果要求焊接质量高,就不宜使用。&…4U
(3)焊条受潮锈迹严重,可酌情降级使用或用于一般构件焊
接。最好按国家标准试验其力学性能,然后决定其使用范围。
(4)如果焊接涂料中含有大量铁粉,在相对湿度很咼而存放
时间较长,焊条受潮严重,甚至涂料中有锈蚀现象,这样的焊条虽经烘干,焊接时仍产生气孔或扩散氢含量很高,因而也要报废。所要求进行改进包装防止焊条吸潮,在存储中必须妥善保管。…
(5)各类焊条严重变质,药批已有严重脱落现象,此批焊条应报废。